Курников А.С. Технология судоремонта : курс лекций
Подождите немного. Документ загружается.

201
носов определяют измерением остаточной толщины шеек, буртов, отвер-
стий. Детали, которые во время эксплуатации испытывают внутреннее дав-
ление, при дефектации подвергают гидравлическим испытаниям на проч-
ность и герметичность (корпуса аппаратов, крышки, трубки, арматура и
т.д.). Пробное давление принимают в 1,5 раза выше рабочего. Корпус и
трубы к дальнейшей эксплуатации не
допускают, если при дефектации
обнаружены трещины, выпучины, свищи, утонения размером более 10%.
В результате дефектации уточняют место и объем ремонта. Практика
показывает, что СР и КР необходимо проводить в цеховых условиях, бо-
лее мелкие виды ремонта – на судне.
3.8.2. Технология ремонта котлов и теплообменных аппаратов
При ремонте этих механизмов выполняют: очистку, электронаплавку,
вварку заплат, устранение пропаривания и течи в соединениях, заварку
трещин, правильные работы, замену отдельных частей и деталей.
К числу наиболее распространенных способов очистки при ремонте
относят химическую, ультразвуковую и ручную механизированную. Хи-
мическая очистка обеспечивает высокое качество,
полное устранение сле-
дов накипи, шлама и коррозии. При этом используются специальные пре-
параты, состоящие из раствора соляной кислоты и уникола. Промывку
котлов производят с помощью насоса. Затем производят промывку теплой
чистой водой до получения нейтральной реакции промывочной воды. При
ультразвуковом способе очистки используют упругие колебания с часто-
той более 16 000 Гц
. Ручную механизированную очистку выполняют
стальными щетками, секачами, а также фрезами и гидротурбинными очи-
стителями.
С помощью электродуговой наплавки восстанавливают разъеденные
коррозией и утоненные элементы паровых котлов. Правилами Регистра
разрешается наплавка площадей до 2 500 см
2
при глубине разъедания до
50%. Во многих случаях целесообразно удалять пораженные коррозией
участки и вваривать на их место вставки.
Сварные швы, в которых обнаружены прогорание и течь, вырубают и
заваривают вновь.
Трещины устраняют с помощью электросварки. Предварительно оп-
ределяют качество материала в районе трещины. Технология производст-
ва заварки трещин рассматривалась в
разделе «Технология ремонта кор-
пусов судов».
Пропаривание или течь труб устраняют с помощью вальцовки или
сварки. В случае значительного утонения труб их заменяют новыми. Тех-
нологический процесс смены труб состоит из удаления старых негодных,
подготовки гнезд трубных решеток, установки новых или отремонтиро-
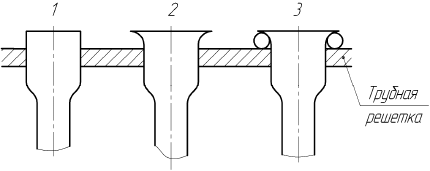
ванных (рис. 3.30) и проверки качества выполненной работы.
202
Рис. 3.30. Способы крепления труб:
1 – развальцованная труба; 2 – труба, развальцованная колокольчиком;
3 – развальцованная и приваренная труба
Остаточные деформации на трубных досках, стенках огневых камер,
на жаровых трубах котлов устраняют рихтовкой. Для этого в поврежден-
ном месте удаляют трубы, на специальных подставках устанавливают
гидравлический домкрат, нагревают это место газовой горелкой до
800…1000°С, после чего производят правку. Если повреждение достигает
значительных размеров, дефектное место вырезают и вваривают
вставку.
Допустимая стрелка прогиба по Правилам Регистра не должна превышать
толщины замеряемого металла.
Смену отдельных частей котлов производят в тех случаях, когда изно-
сы и повреждения достигают значительных размеров и устранить их рас-
смотренными выше способами становится экономически нецелесообраз-
ным.
3.9. Ремонт судовых устройств
3.9.1. Рулевое устройство
Характерными дефектами являются: износ рабочей шейки, коррози-
онное разъедание, изгиб трещины, разработка отверстия во фланцах и
скручивание баллера (как у коленчатого вала), износ чечевицы в гнезде
пятки руля, вмятины листов обшивки пера руля, износ штырей и перьев
руля, износ и повреждения зубьев передаточных шестерен.
Перед ремонтом рулевое устройство
подвергают дефектации с раз-
боркой. Выводят из зацепления зубчатый сектор, снимают сектор и рум-
пель, приподнимают баллер, снимают руль с петель. Затем баллер выво-
дят из гельмпортовой трубы.
Технологический процесс ремонта аналогичен рассмотренным.
203
3.9.2. Якорное и швартовное устройства
К дефектам и повреждениям этих устройств относятся: коррозионное
разъедание, трещины и поломка якоря, износ штырей и осей поворотных
лап; износ, коррозия и механические повреждения якорной цепи; износ
якорных клюзов, подушек и резьбы винта стопора; истирание и поломка
кнехтов, киповых планок.
Ремонт всех деталей и устранение дефектов
уже рассматривалось. Ос-
тановимся только на ремонте цепей.
Утонение звеньев якорных цепей не должно быть более 10% от пер-
воначальной. Изношенные звенья на небольшой длине с разрешения Ре-
гистра восстанавливают наплавкой. Если утонение звеньев превышает
допускаемые нормы, их заменяют. Ослабление распорок (контрфорсов)
устраняют нагревом звена до 850…900°С с последующим обжатием
спе-
циальным приспособлением. Отремонтированные смычки якорной цепи
(длина смычки 25 м) подвергают испытанию на растяжение в цепопроб-
ных станках в соответствии с Правилами Регистра.
3.9.3. Шлюпочные и грузовые устройства
Характерным для шлюпочного устройства являются дефекты шлюп-
балок – трещины, изгиб, истирание рабочих колес, коррозия, поломка.
Трещину устраняют электросваркой. Погнутые балки исправляют кузнеч-
ным способом. В механизмах подъема и опускания шлюпок заменяют
изношенные блоки, гаки и детали лебедок.
Перед ремонтом грузового устройства производят освидетельствова-
ние и дефектацию стрел, грузового гака, скобы, вертлюга, противовеса,
цепи, талей и др. При небольшом изгибе стрел их правят с подогревом до
700…850°С и подвешиванием груза или с применением
домкрата. Вмяти-
ны на стрелах устраняют вытягиванием металла болтами или струбцина-
ми. После устранения изгиба поврежденное место укрепляют постановкой
накладки. Во время ремонта грузового устройства растачивают отверстия
упорного башмака и серьги с последующим изготовлением штырей боль-
шего диаметра; заменяют втулки и оси блоков и т.д. По окончании ремон-
та
грузовые устройства подвергают испытанию в действии.
3.10. Ремонт трубопроводов
В процессе эксплуатации подвергаются общему износу от воздейст-
вия протекающей внутри трубопроводов жидкости. Кроме этого, к основ-
ным повреждениям труб относятся – общая и местная коррозия, особенно
на так называемых опасных участках и в местах сварных швов; трещины
и разрывы в трубках; свищи, вмятины стенок на отдельных участках.
204
Коррозионное разрушение происходит вследствие химической и элек-
трохимической коррозии внутренней и наружной поверхностей. Трещины
и разрывы возникают при утонении стенок труб, размораживании, гидро-
и механических ударах. Плотность соединений нарушается при повреж-
дениях фланцев, прокладок и перекосах при сборке.
Для арматуры характерны следующие дефекты: пропуски под тарел-
кой клапана, разрыв клапана,
заклинивание или прогиб штока клапана,
поломка пружин, разъедание и коробление тарелки, разрыв прокладок.
Дефекты, выявленные в период эксплуатации, устраняют временными
способами – накладыванием хомутов, подчеканкой, пайкой, эпоксидными
клеями со стеклотканью, термоусадочными пластмассами.
Объем ремонта трубопроводов устанавливают в процессе дефектации
опасных участков.
В зависимости от степени износа и повреждений и необходимости
проведения ТР
, СР или КР трубопроводов производят частичный и пол-
ный демонтаж их согласно заранее составленным демонтажным схемам.
Доставленные в цех трубы окончательно дефектуются. После дефектации
годные трубы и арматуру продувают сжатым воздухом, консервируют и
складируют. Годные для ремонта – ремонтируются, негодные – заменя-
ются новыми.
Очистку труб и арматуры производят механическим, химическим и
физическим способами. К механическим относятся: песко- и дробеструй-
ная очистка, очистка шарожками и щетками. Химическую выполняют
различными моющими и обезжиривающими средствами. Из физических
способов применяют ультразвуковой.
Местные коррозионные разрушения, трещины и свищи устраняют
электронаплавкой и заваркой, а также вваркой отдельных частей. При
значительных износах трубы заменяют на новые.
Незначительные вмятины устраняют
правкой с нагревом, для чего
трубу заполняют мелким сухим песком, а концы глушат пробками.
Пропуск во фланцевых соединениях устраняют заменой прокладки.
Сейчас существует новый тип прокладок – жидкая, марки ГИПП–244.
Новые трубы для замены изношенных производят по шаблонам, в це-
хах предприятия по плазовой разметке и фотопроекционным способом.
По шаблонам выполняют
гибочные работы, изготовление деталей соеди-
нений, производят сборку и сварку, термическую обработку, химическую
очистку и наносят при необходимости покрытия, производят гидравличе-
ские испытания.
Трещины в пластмассовых трубах устраняют с помощью паяльника
(для полиэтиленовых) либо сваркой (винипластовых). При более серьез-
ных повреждениях пластмассовые трубы заменяются на новые.

205
4. СБОРКА
4.1. Структура и содержание технологического процесса сборки
Технологическая подготовка сборочного производства состоит из раз-
работки технологических процессов, проектирования и изготовления спе-
циальной оснастки, нестандартного оборудования, выполнения необхо-
димых расчетов, планировок и других работ. Основной и наиболее важ-
ной частью технологической подготовки сборочного производства явля-
ется проектирование технологического процесса сборки.
Технологический процесс сборки представляет собой часть производ-
ственного
процесса, непосредственно связанную с последовательным со-
единением, взаимной ориентировкой и фиксацией деталей и узлов для по-
лучения готового изделия, удовлетворяющего установленным требованиям.
В состав технологического процесса сборки в качестве технологиче-
ских операций или переходов включаются разнообразные сборочные ра-
боты, например: соединение сопрягаемых деталей посредством приведе-
ния в соприкосновение их сборочных баз
; проверка точности взаимного
расположения собираемых деталей и узлов и внесение, если это необхо-
димо, соответствующих исправлений путем регулировки, пригонки или
подбора; фиксация положения деталей и узлов, обеспечивающего пра-
вильность выполнения ими целевого назначения при работе машины. К
технологическому процессу сборки относятся также операции, связанные
с проверкой правильности действия отдельных механизмов
и узлов и ма-
шины в целом (точность, плавность движений, бесшумность, надежность
функционирования смазочной системы и т.п.). Сюда же относятся все
необходимые по содержанию работы операции по очистке, промывке,
окраске и отделке изделия или составляющих его сборочных соединений
и деталей. В табл. 4.1 приводятся данные о соотношении трудоемкости
различных видов сборочных
работ.
Технологическая операция сборки представляет собой законченную
часть этого процесса, выполняемую непрерывно над одной сборочной
единицей или над совокупностью одновременно собираемых единиц (уз-
лов, деталей) одним или группой (бригадой) рабочих на одном рабочем
месте. Сборочная операция – это технологическая операция установки и
образования соединений составных частей заготовки или изделия.
Переход сборочного процесса – это законченная часть операции сбор-
ки, выполняемая над определенным участком сборочного соединения (уз-
ла) неизменным методом выполнения работы при использовании одних и
тех же инструментов и приспособлений.
206
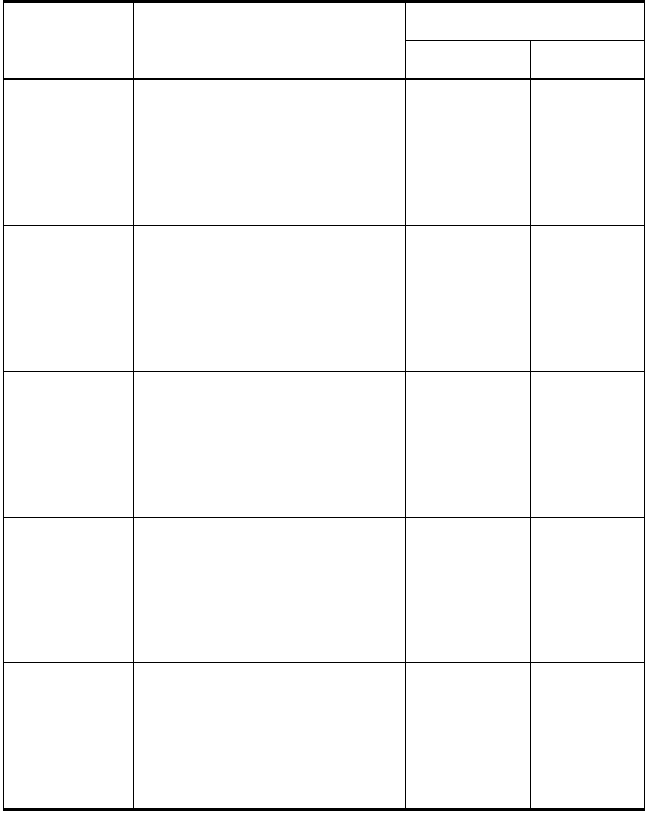
Таблица 4.1
Виды работ, входящие в процесс сборки
Удельный вес в общей трудо-
емкости сборки, %
Виды работ Краткая характеристика
В мелкосерийном
производстве
В массовом
производстве
Подготови-
тельные
Работы по приведению деталей,
а также покупных изделий в
состояние, требуемое условия-
ми сборки: деконсервирование,
мойка, сортирование на размер-
ные группы, укладка в тару и
др. 5–7 8–10
Пригоночные Работы, связанные с обеспече-
нием собираемости соединений
и технических требований к
ним: опиливание и зачистка,
притирка, полирование, шабре-
ние, сверление, развертывание,
правка 20–25 –
Собственно
сборочные
Работы по соединению двух
или большего числа деталей с
целью получения сборочных
единиц и изделий основного
производства: свинчиванием,
запрессовыванием, клепкой и
др. 44–47 70–75
Регулировоч-
ные
Работы, проводимые в процессе
сборки или после ее окончания
с целью проверки соответствия
сборочных единиц и изделий
параметрам, установленным
чертежом и техническими усло-
виями на сборку 7–9 6–7
Контрольные Работы, выполняемые в процес-
се сборки и после ее окончания
с целью проверки соответствия
сборочных единиц и изделий
параметрам, установленным
чертежом и техническими усло-
виями на сборку 10–12 8–10
Приемом (элементом) сборочного процесса называется отдельное за-
конченное действие рабочего в процессе сборки или подготовки к сборке
изделия или узла.

207
Содержание операций и переходов технологического процесса сборки
определяется конструкцией изделия, совершенством технологии механи-
ческой обработки деталей, организационно-техническими условиями сбо-
рочного производства и размерами программного задания.
4.2. Обоснование и выбор методов
обеспечения точности сборки
По определению при сборке любых машин, независимо от того, каким
методом ее осуществляют, помимо непосредственного соединения дета-
лей, решают задачи достижения необходимых зазоров (натягов), требуе-
мого взаимного расположения баз в сборочных единицах и т.д. Уровень
совершенства технологических процессов узловой и общей сборки при
изготовлении машин зависит от степени научной обоснованности
техни-
ческих требований, предъявляемых к той или иной сборочной единице, и
содержания технологических процедур, выполняемых при соединении
деталей и контроле точности такого соединения. Техническим содержа-
нием технологических операций сборки и контроля регламентируемых
параметров, их объемами и соотношениями в конкретных производствен-
ных условиях определятся методологические основы классификации сбо-
рочных процессов и
методов достижения заданной точности.
Обычно из всего многообразия различных методов обеспечения точ-
ности сборки чаще всего выделяют методы, основанные на принципах
взаимозаменяемости, селективного подбора, регулировки и пригонки.
Выбор любого из этих методов зависит от характера производства,
точности изготовления деталей, поступающих на сборку, и от того, каким
образом регламентируют пределы изменения замыкающих
размеров по
рабочей конструкторской документации.
4.3. Сборка и центровка деталей и узлов ДВС
Порядок сборки. Сборка судовых ДВС в цеховых условиях осуществ-
ляется на сборочном стенде. Ее порядок определяется конструкцией дизе-
ля, но типовая схема сборки – одна для всех ДВС.
Использование измерительных приборов позволяет выполнять сборку
двигателей последовательным присоединением предварительно выверен-
ных сборочных единиц и деталей. На собираемых деталях не должно быть
забоин,
заусенцев и других дефектов, влияющих на точность сборки.
Предварительно детали промывают, их полости и каналы продуваются
чистым сжатым воздухом, а сопрягаемые поверхности непосредственно

208
перед сборкой смазывают. Крепление деталей осуществляется с исполь-
зованием штатных инструментов и приспособлений. При сборке обраща-
ется внимание на наличие бирок, марок и рисок, определяющих взаимную
координацию деталей. Контрольные и установочные штифты, шпильки,
шпонки ставятся на место для сборки узла. В ответственные резьбовые
соединения вставляют только новые шплинты. Гайки резьбовых
соедине-
ний завинчивают равномерно. Затяжка ответственных резьбовых соеди-
нений контролируется по установленному способу. Соединительные тру-
бопроводы устанавливают при отсутствии в них посторонних предметов.
Правилами и техническими условиями предусматривается поэтапный
контроль качества сборки ДВС.
Особенности сборки фундаментных рам и станин. Фундаментные рамы
и станины мощных дизелей при ремонте демонтируют редко. Рамы могут
состоять из нескольких частей. Их центровка производится по методу ре-
перных линий. Кроме этого, применяются также оптические методы.
Станины крейцкопфных дизелей снимают для устранения наклепа в
опорной поверхности либо расцентровок, связанных с деформацией фун-
даментной рамы. Перецентровку станины и устранение наклепа произво-
дят обработкой нижней и верхней опорных поверхностей, так
как уста-
новка прокладок для устранения расцентровок не допускается.
Наиболее распространенным методом проверки расцентровки и цен-
тровки станин является метод натянутых струн. Струны координируются
относительно базовых поверхностей фундаментной рамы и оси коленча-
того вала.
Особенности центровки блоков
Основная задача при установке блоков цилиндров – обеспечить пер-
пендикулярность и пересечение осей цилиндров с осью коленчатого вала.
Центровка производится методом натянутых струн. Для этой цели шату-
ны коленчатого вала устанавливают в горизонтальной плоскости. Блок
предварительно ставят на место. Через ось блока натягивают струну, ко-
торая центруется по верхнему и нижнему посадочным
поясам цилиндро-
вой втулки. Для перемещения струны при ее центровке используются не-
сложные координатные приспособления.
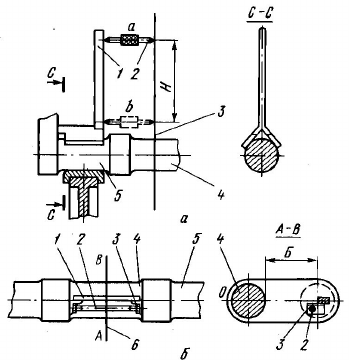
Для проверки перпендикулярности осей вала и цилиндра на коренную
шейку 5 устанавливается угольник 1 (рис. 4.1, а). Микроштихмассом с
электроконтактным индикатором 2 измеряют расстояния а и b между
струной 3 и угольником на длине Н (4 –
шатунная шейка).
Величина неперпендикулярности (в мм/м) определяется по формуле
(
)
Hba
−
=
ϕ
.
(4.1)
Допускаемая неперпендикулярность не более 0,1 мм/м.
209
Рис. 4.1. Схема центровки оси цилиндра с осью коленчатого вала
Для проверки пересечения осей цилиндра и коленчатого вала шатун-
ную шейку 4 устанавливают на правый или левый борт (рис. 4.1, б). Меж-
ду щеками шатунной шейки ставят распорку 2, которая прижимает уголь-
ник 3 к щекам. На угольники накладывается линейка 1 на расстоянии Б от
шатунной шейки. Край линейки должен быть
параллельным оси коленча-
того вала. Линейка для жесткости скрепляется с угольниками струбцина-
ми. Расстояние Б измеряют микроштихмассами. Зазор между линейкой и
струной 6 показывает величину непересечения осей коленчатого вала и
цилиндра (5 – коренная шейка). Допускаемое отклонение составляет не
более 0,2...0,3 мм.
Запрессовка цилиндровых втулок
Втулки запрессовываются после установки и закрепления блоков. По-
садочные места блока очищают, промывают и обмеряют, как и посадоч-
ные места втулок. Для СОД сопряжение втулки по посадочным поясам
осуществляется по посадке. Втулки некоторых крупных дизелей устанав-
ливаются на блоки через проставочные кольца.
Пригонка втулок к блоку осуществляется до постановки на них
уп-
лотнительных колец. Опорные поверхности фланцев втулок пригоняются
по опорным поверхностям блоков на краску шабрением и притиркой для
обеспечения плотности сопряжения. Для проставочного кольца выполня-
ются те же требования. Для крупных втулок с целью облегчения работы
применяются кольца-калибры, по которым производится предварительная
210
обработка втулок. Плотность пригонки опорных поверхностей фланцев
втулок с блоком должна обеспечить контакт на краску по всей окружно-
сти и на ширине не менее 70%. Красномедные уплотнительные кольца на
втулках двухтактных дизелей, уплотняющие ее в районе продувочных и
выпускных окон, запрессовываются после пригонки втулок по блокам.
Красномедные пояски протачивают с натягом +(0,05...0,1)
мм относитель-
но посадочных поясов блоков. В некоторых случаях производится расче-
канка красномедных поясков для лучшего их уплотнения. Резиновые уп-
лотнительные кольца перед постановкой смазывают вазелином или жид-
ким мылом, а опорный бур – тонким слоем белил.
Основное условие при запрессовке втулок – обеспечение их переме-
щения без перекоса с помощью винтовых и
гидравлических домкратов.
При запрессовке втулок двухтактных дизелей обращают внимание на
положение контрольных рисок относительно блока и на величину смеще-
ния продувочных и выпускных окон, так как отверстия для штуцеров мо-
гут не совпадать. Штуцеры устанавливаются на красномедных проклад-
ках. На запрессованных втулках производят измерение их внутреннего
диаметра для выявления возможных
деформаций.
Гидравлические испытания полости охлаждения проводят при давле-
нии 0,4...0,6 МПа. Пропуски воды через уплотнения не допускаются.
При гидравлических испытаниях цилиндровые крышки должны быть
установлены и закреплены на штатных шпильках.
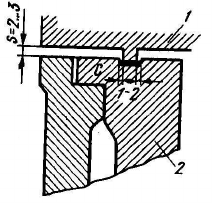
Установка цилиндровых крышек
Цилиндровые крышки (рис. 4.2) в собранном виде проходят гидрав-
лические испытания до постановки на цилиндры. Крышка должна сво-
бодно опускаться по шпилькам.
Уплотняющий буртик крыш-
ки 1 должен входить в выточку
цилиндровой втулки 2 с равномер-
ным зазором 1...2 мм по окружно-
сти. Толщина красномедной про-
кладки обычно составляет
1,5...2 мм. Перед сборкой красно-
медная прокладка подвергается
отжигу. При повторном ее исполь-
зовании отжиг повторяют. Кон-
трольные риски на блоке и крышке
совмещают до обжатия гаек. Выяв
-
Рис. 4.2. Установка цилиндровой
крышки
ленные перекосы устраняют. Гайки завинчивают равномерно и в порядке
«накрест». Усилие затяжки контролируется по моменту затяжки.