Лукашук В.С. Нестандартное оборудование вагоносборочного производства. Конструкция, проектирование, расчет
Подождите немного. Документ загружается.

90
Силовые элементы пневматических прижимов должны быть подключены
к пневмомагистрали по схеме, представленной на рис. 4.26. В приведенной
схеме фильтр-влагоотделитель предназначен для очистки сжатого воздуха
от механических примесей и конденсата влаги. Редукционный пневмо-
клапан включают в схему лишь в том случае, когда для питания силового
элемента требуется понизить давление сжатого воздуха по сравнению с но-
минальным давлением в напорной пневмомагистрали. Маслораспылитель
предназначен для распыления масла в сжатом воздухе, необходимого для
обеспечения работы пневматических приборов и устройств в условиях,
близких к условиям трения с ограниченной смазкой.
Управление работой силовых элементов осуществляется при помощи че-
тырехлинейного (по числу входных и выходных каналов) пневморасп-
ределителя. Рукоятка пневмораспределителя может занимать одно из трех
фиксированных положений:
среднее положение — распределительная магистраль отключена от на-
порной;
правое положение — к напорной магистрали подключена одна из ветвей
распределительной магистрали (выполняется рабочий ход поршня для за-
крепления детали), вторая ветвь распределительной магистрали сообщена с
атмосферой через пневмоглушитель;
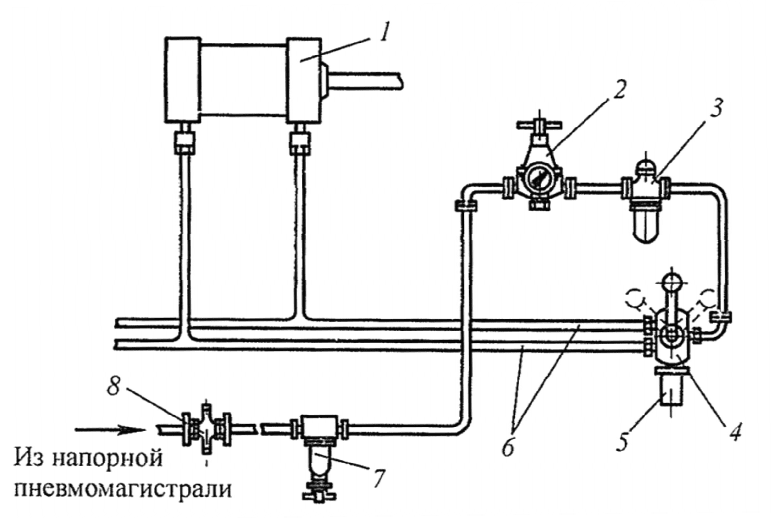
Рис. 4.26. Схема включения пневмоцилиндра в цеховую пневмомагистраль:
1 — группа пневмоцилиндров; 2 — редукционный пневмоклапан с манометром;
3 — маслораспылитель; 4 — пневмораспределитель; 5 — пневмоглушитель;
6 — распределительная пневмомагистраль; 7 — фильтр-влагоотделитель;
8 — вентиль
91
левое положение — вторая ветвь распределительной магистрали под-
ключена к напорной магистрали (выполняется ход поршня для освобож-
дения детали от прижима), первая ветвь сообщена с атмосферой.
Пневмоцилиндры и другие силовые элементы обычно подключают к
пневмораспределителям группами. Например, в стенде для сборки рамы ва-
гона к одному пневмораспределителю могут быть подключены все верти-
кальные прижимы боковой балки на правой стороне стенда, к другому— все
горизонтальные прижимы и т.д.
Пневмоцилиндры, закрепленные неподвижно (на переднем или заднем
фланцах, на лапах), обычно подключают к распределительной магистрали
трубами с использованием различной трубопроводной арматуры (штуцеров,
муфт, угольников и др.). Если пневмоцилиндр закреплен на проушине или
на цапфах, его необходимо подключить к распределительной магистрали с
помощью гибких шлангов.
4.8. Особенности проектирования гидравлических
прижимных устройств
Гидравлические прижимные устройства эффективны в сборочных и сбо-
рочно-сварочных стендах, предназначенных для изготовления технологиче-
ских узлов из деталей большой изгибной жесткости. В этом случае может ока-
заться, что применение пневматических прижимов (при регламентированном
давлении в воздушной магистрали) потребует использования цилиндров весь-
ма больших диаметров (свыше 320 мм). Применение таких цилиндров приво-
дит к большому расходу сжатого воздуха и загромождению сборочных стен-
дов. Повысить давление в воздушной магистрали технически сложно, так как
сосуды, находящиеся под высоким давлением газа, становятся взрывоопасны-
ми.
Техника проектирования гидравлических прижимов аналогична про-
ектированию пневмоприжимов. Различие заключается в следующем.
В качестве силовых элементов гидравлических прижимов применяют гид-
роцилиндры, рассчитанные на рабочее давление жидкости (масла) до 10 МПа.
В приспособлениях используют цилиндры с внутренним диаметром гильзы от
40 до 125 мм, обеспечивающие в толкающем режиме усилие на штоке от 12,5
до 120 кН. В качестве рабочей жидкости для цилиндров применяют минераль-
ные масла 2-го класса чистоты по ГОСТ 17216-2001 вязкостью от 10 до 100
сСт.
Особенностью конструкции стендов, оборудованных гидроприжима-
ми, является также то, что гидроцилиндры не подключают к какой-либо
общей напорной магистрали. Каждый стенд необходимо оборудовать инди-
видуальной гидроаккумуляторной (насосной) станцией. Это обуслов-
92
лено особым свойством жидкости — ее практической несжимаемостью. Ес-
ли к одной напорной магистрали подключить два стенда, и в одном из них
нужно будет освободить изделие от прижимов, то сброс давления в общей
магистрали приведет к тому, что во втором стенде усилия закрепления дета-
лей на некоторое время снизятся вплоть до нуля.
Иногда в напорную магистраль гидроаккумуляторной станции допол-
нительно включают поршневые или плунжерные мультипликаторы, по-
зволяющие в несколько раз повысить давление жидкости в гидроцилин-
драх (до 40 МПа и более). В этом случае применяют специальные гидро-
цилиндры, рассчитанные на работу при весьма высоком давлении рабочей
жидкости. Использование мультипликаторов позволяет применять в стендах
гидроцилиндры небольших размеров или значительно повышать усилия за-
крепления деталей при тех же диаметрах цилиндров.
Отметим, что гидравлические прижимы (по сравнению с пневматичес-
кими), обладая компактностью, имеют значительно меньшее быстродейст-
вие. Скорость перемещения поршня в них не выше 6,3∙10
-2
м/с (в пневмати-
ческих — до 0,5 м/с). Кроме того, возможные утечки масла в соединениях
снижают пожарную безопасность рабочих мест.
Основные положения главы 4
Задача проектировочных расчетов винтовых прижимов сводится к расче-
ту потребного диаметра нажимного винта по условию его прочности и опре-
делению длины рукоятки при ограничении силы, которую к ней необходимо
приложить.
При проектировании кулачковых прижимов необходимо рассчитать по-
требную величину эксцентриситета эксцентрика, которая зависит от угла
поворота кулачка и от суммы допусков на размеры закрепляемых деталей.
Основным условием выбора длины рукоятки эксцентрика является ограни-
чение по силе, приложенной к ней.
В пневматических прижимах в качестве силовых элементов могут быть
применены пневмоцилиндры, диафрагменные пневмокамеры, пневмошлан-
ги.
Проектировочные расчеты цилиндровых пневмоприжимов сводятся к
определению потребного диаметра пневмоцилиндра и его длины.
Для шланговых прижимов необходимо ограничивать давление воздуха в
подводящей магистрали.
В конструкциях сборочных стендов могут применяться разнообразные
конструктивные и кинематические схемы пневматических прижимов, по-
зволяющие придать прижимному устройству определенные свойства.
93
К сжатому воздуху, применяемому для питания силовых элементов
пневматических прижимов, предъявляются жесткие требования по чистоте и
влажности. В нем должен быть распылен смазочный материал, а для сниже-
ния уровня шума в цехе стравливаемый в атмосферу сжатый воздух должен
проходить через пневмоглушитель.
Применение в конструкциях сборочных стендов гидравлических при-
жимных устройств позволяет обеспечить весьма большие усилия зак-
репления деталей без каких-либо ограничений по взрывоопасности сосудов,
находящихся под высоким давлением.
Вопросы для самоконтроля
1. Какими исходными данными необходимо располагать при проек-
тировании винтовых прижимов, эксцентриковых, пневматических?
2. В чем сущность проектировочных расчетов винтовых прижимов?
3. По каким параметрам выбирают кулачки эксцентриковых прижимов?
Как рассчитывают эти параметры?
4. Какие силовые элементы применяют в конструкциях пневматических
прижимов?
5. В чем сущность расчета параметров силовых элементов пневмо-
прижимов?
6. В чем особенности основных конструктивных схем пневматических
прижимов?
7. Каковы требования к сжатому воздуху, применяемому для питания си-
ловых элементов пневмоприжимов?
8. Какие устройства и приборы необходимо предусмотреть в системе
подключения силовых элементов пневмоприжимов к напорной магистрали?
9. В чем заключаются особенности проектирования гидроприжимов?
94
ГЛАВА 5
МОДУЛЬНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ
ГИБКОГО СБОРОЧНОГО И СБОРОЧНО-СВАРОЧНОГО
ОБОРУДОВАНИЯ
Практика технологической подготовки производства крупных узлов вагонов по-
казывает, что процесс наладки универсального приспособления (по схеме рис.
1.2, б) для сборки рамы вагона средней сложности требует затрат труда
трех-четырех слесарей высокой квалификации в течение пяти-шести рабочих
дней. При освоении выпуска новых изделий, существенно отличающихся конст-
рукцией, требуется разработка и изготовление около половины новых (или мо-
дернизация действующих) узлов сборочного приспособления.
5.1. Характеристика современного состояния
сборочных процессов в вагоностроении
Сравнительно в недалеком прошлом производство на большинстве ваго-
ностроительных заводов России можно было характеризовать как узкоспе-
циализированное крупносерийное. В сборочных цехах при этом применя-
лось высокоэффективное специализированное оборудование.
В последние годы объем заказов на вагоны различных типов резко со-
кратился. Кроме того, вагоностроительным заводам России приходится ос-
ваивать выпуск новых типов вагонов, которые ранее производились на заво-
дах стран ближнего зарубежья.
В таких условиях производственные процессы вагоностроительных
заводов все более часто приобретают характер многономенклатурного
мелко- или среднесерийного производства, при котором применение спе-
циализированного сборочного оборудования становится экономически не-
оправданным.
Частая смена типов выпускаемых вагонов возможна лишь при сокра-
щении затрат средств и времени на технологическую подготовку произ-
водства и освоение выпуска новой продукции.
95
Исходя из сказанного, следует, что при решении вопросов техническо-
го оснащения сборочных процессов в современных условиях необходимы
иные подходы. Суть этих подходов изложена ниже.
Анализ общности конструктивных и технологических признаков всего
многообразия сборочных единиц вагонов позволяет сделать заключение о
том, что применительно к любому вагоностроительному предприятию,
специализирующемуся на производстве грузовых или пассажирских ваго-
нов, все сборочные единицы могут быть разделены на три группы.
Первая группа — сборочные единицы одинаковой конструкции для ва-
гонов различного назначения (тележки грузовых или пассажирских ваго-
нов, автосцепные приборы, системы внутреннего оборудования пассажир-
ских вагонов и др.). При мелко- или среднесерийном производстве ваго-
нов различного назначения общая потребность в таких сборочных едини-
цах бывает такая, что при их изготовлении можно ориентироваться на
применение узкоспециализированного высокопроизводительного техно-
логического оборудования.
Вторая группа — типовые сборочные единицы, несущественно отли-
чающиеся по конструкции (концевые и шкворневые балки рам вагонов,
хребтовые балки и др.). Производство таких сборочных единиц может
быть организовано с применением специализированного сборочного и
сборочно-сварочного оборудования, обладающего признаками универ-
сальности (многоцелевого применения). Например, для производства
хребтовых балок грузовых вагонов нескольких типов (различная длина
вагонов) оборудуют специализированный участок цеха. Стенд для сборки
хребтовых балок, установленный на этом участке, должен иметь комплек-
ты базирующих и прижимных элементов, позволяющих изготовить хреб-
товую балку любого из рассматриваемых типов вагонов без переналадки
стенда. В этом случае при сборке хребтовой балки определенного типа
вагона некоторые базирующие и прижимные элементы сборочного стенда
не используются.
Третья группа — оригинальные для каждого типа вагона сборочные еди-
ницы, существенно отличающиеся конструктивным оформлением и разме-
рами (рамы, боковые и торцовые стены, крыши и др.). Производство этих
сборочных, единиц целесообразно оснастить универсальным переналажи-
ваемым сборочным и сборочно-сварочным технологическим оборудова-
нием. Противоречие между универсальностью и малой производительнос-
тью такого оборудования может быть снято, если это оборудование будет
снабжено быстродействующими прижимными устройствами и будет
96
позволять переналадку его на изготовление аналогичной сборочной еди-
ницы для вагона другого типа с минимальными затратами производ-
ственных ресурсов (денежных средств, времени и др.)
Указанные выше свойства технологического оборудования можно по-
лучить, если оно будет набрано из отдельных механизированных мо-
дулей, монтируемых на универсальном основании единицы оборудования
(сборочного или сборочно-сварочного стенда, кантователя и др.) Модули
должны обладать высокой степенью гибкости, т.е. допускать быструю пе-
реналадку их на изготовление сборочной единицы для вагона другого ти-
па без выполнения каких-либо промерочных работ или с минимальным
объемом этих работ.
5.2. Структура сборочного технологического
оборудования модульного типа
Возможную структуру технологического оборудования модульного типа
рассмотрим на примере конструкции универсального переналаживаемого
стенда для сборки рам вагонов. Структурная схема такого стенда представ-
лена на рис. 5.1. В рассматриваемом примере сборочное положение рамы в
стенде — нормальное. Для сборки рам в положении «низом вверх» может
быть принята более простая структурная схема стенда.
Основание стенда целесообразно выполнить из набора цеховых сбо-
рочных плит (см. рис. 1.1). При длине плит 4,5 м их можно располагать по-
перек стенда. При длине плит 6,3 м они могут быть установлены вдоль стен-
да. Направление пазов в плитах определит в дальнейшем требования к кон-
струкции модулей сборочного стенда. Набранное из сборочных плит осно-
вание стенда обладает универсальностью в том смысле, что на нем в любом
месте можно закрепить любой модуль. При этом будут использованы только
типовые и стандартные крепежные детали.
На основании стенда закреплена система отдельных модулей.
Модуль — это самостоятельная обособленная часть сборочного стенда,
включающая комплект базирующих и прижимных элементов, закрепленных
на собственном основании. Основание модуля удобно выполнить в виде
сваренного из листов корпуса. Каждый модуль стенда имеет строго опреде-
ленное назначение.
Угловой модуль — предназначен для базирования и закрепления боковой
и концевой балок в зоне их соединения.
Концевой средний модуль — должен иметь устройства для базирова-
ния хребтовой балки по установочной базе (нижним полкам профилей),
97
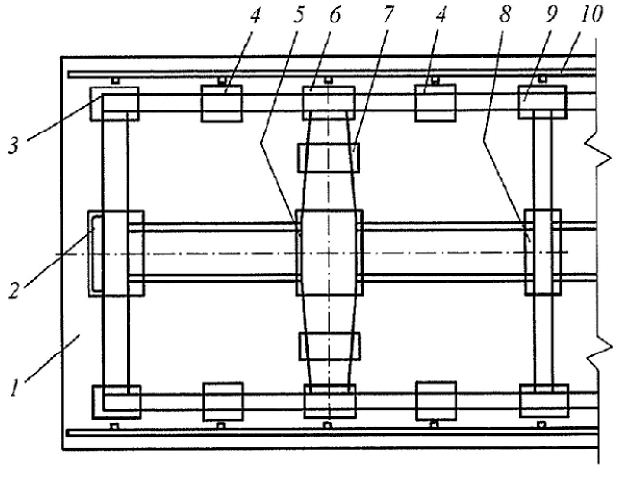
Рис. 5.1. Структурная схема сборочного стенда модульного типа:
1 — основание; 2 — 9 — модули (2 — концевой средний; 3 — угловой;
4 — боковой; 5 — центральный шкворневой; 6 — боковой шкворневой;
7 — промежуточный шкворневой; 8 — промежуточный средний;
9 — промежуточный боковой); 10 — распределительная пневмомагистраль
устройства для базирования и закрепления концевых балок по направля-
ющей базе (вертикальной плоскости стенки профиля), устройства для под-
жатия полок концевых балок к верхним полкам профилей хребтовой балки.
На этом модуле целесообразно также расположить винтовой прижим, по-
зволяющий перемещать хребтовую балку вдоль ее оси, если возникнет не-
обходимость выровнять зазоры под сварку в соединениях розетки автосцеп-
ки со стенками концевых балок рамы.
Боковой модуль — предназначен для базирования и закрепления боковых
балок (обвязок) рамы по установочной и направляющей базам — полке и
стенке профиля балки. Выделение указанных устройств в отдельные модули
и размещение этих модулей в промежутках между поперечными балками
рамы позволит не загромождать места образования наиболее сложных со-
единений продольных и поперечных балок рамы.
Боковой шкворневой модуль — предназначен для базирования боковой
балки и нижнего листа шкворневой балки по установочной базе. Он также
должен иметь фиксаторы или центраторы для базирования шкворневой бал-
ки и нижнего листа по направляющей базе в размер базы вагона и прижим-
ное устройство для вертикального прижатия соединяемых элементов друг к
другу и к установочным платикам.
98
Промежуточный шкворневой модуль — предназначен для базирования
скользуна по всем трем базам и для поджатия нижнего листа шкворневой
балки к скользуну.
Центральный шкворневой модуль — должен иметь следующие устрой-
ства: устройство для базирования нижнего листа шкворневой балки по ус-
тановочной и опорной базам (например, плита с ромбовидным штырем при
условии, что длинная диагональ ромба расположена поперек стенда, а в ка-
честве технологической базы использовано шкворневое отверстие в листе);
устройства для поджатия хребтовой балки к нижнему листу и верхнего лис-
та шкворневой балки к полкам профилей хребтовой балки.
Промежуточный боковой модуль — предназначен для базирования и за-
крепления боковой балки по установочной базе и промежуточной по-
перечной балки по установочной и направляющей базам в зоне ее соеди-
нения с боковой балкой.
Промежуточный средний модуль — должен обеспечить базирование и
закрепление промежуточной поперечной балки в зоне ее соединения с хреб-
товой балкой.
Каждый из рассмотренных модулей должен быть выполнен как ав-
тономная технологическая система. Если модули оснащены пневмати-
ческими прижимами, то они подключаются к распределительной пнев-
момагистрали при помощи гибких шлангов.
5.3. Требования к конструкции модулей гибкого
переналаживаемого сборочного оборудования
Основные принципы применения универсальных сборно-разборных сбо-
рочных приспособлений (УССП) при производстве сварных конструкций
вагонов известны давно. Именно такие приспособления применяются в це-
хах вагонов малых серий на различных предприятиях. Однако наладка таких
приспособлений на сборку определенного технологического узла является
весьма длительным и трудоемким процессом. Достаточно сказать, что на-
ладка УССП на сборку рамы вагона средней сложности требует затрат рабо-
чего времени 4—5 человек в течение 6—8 дней. Большая часть этого време-
ни расходуется на выверку положения рабочих поверхностей базирующих
элементов.
При проектировании гибкого быстропереналаживаемого сборочного
оборудования основное внимание должно быть направлено на то, чтобы
при переналадке оборудования на изготовление другого узла новое по-
ложение базирующих поверхностей обеспечивалось бы автоматически
99
при соблюдении определенных условий. Опыт проектирования такого
оборудования в вагоностроении в настоящее время отсутствует. И все же
могут быть сформулированы основные принципы, которым должно удов-
летворять гибкое переналаживаемое сборочное оборудование.
Во-первых, каждая единица переналаживаемого оборудования должна
быть настроена на изготовление технологических узлов только одного
наименования (рам, боковых стен, крыш и др.)
Во-вторых, число типов технологического узла одного наименования,
которое необходимо будет изготовлять в одной и той же единице техно-
логического оборудования, должно быть ограниченным и строго опреде-
ленным. Например, в данном сборочном стенде будем собирать рамы ва-
гонов следующих типов: платформ для перевозки рельсов, контейнеров,
леса в хлыстах, платформы для цистерны, хоппера для перевозки зерна —
всего пять типов рам.
В-третьих, для определения исходного положения определенного мо-
дуля на основании сборочного стенда, а также положения модуля после
переналадки стенда должна быть выбрана система базирования самих мо-
дулей. Именно собственная система базирования модулей должна обес-
печить выполнение переналадки стенда на изготовление другого узла без
каких-либо измерительных работ.
Рассмотрим последний принцип более подробно на примере возмож-
ной конструкции бокового модуля стенда для сборки рам вагонов. Пусть
требуется в одном и том же стенде собрать рамы вагонов, боковые балки
которых выполнены из профилей, показанных на рис. 5.2, и положение
боковых балок в конструкциях рам по отношению к уровню хребтовой
балки и продольной оси рамы соответствует указанному на рисунке.
Известно, что сборочные цеховые плиты практически не удается вы-
ставить на полу цеха в одну плоскость. По этой причине плоскость сбо-
рочных плит нельзя принять в качестве установочной базы для базиро-
вания модулей. Следовательно, в состав модуля (рис. 5.3) целесообразно
ввести промежуточную плиту, предназначенную для первичного базиро-
вания модуля. Промежуточные плиты всех модулей могут быть выстав-
лены на основании стенда в одну плоскость с использованием различных
регулировочных подкладок, устанавливаемых между привалочной плос-
костью промежуточных плит и сборочными плитами.
Промежуточная плита необходима для базирования модуля по уста-
новочной базе. Однако ее целесообразно использовать и для базирова-
ния модуля по направляющей и опорной базам. Для этой цели в проме-