Назаров Х.Н. Робототехнические системы и комплексы
Подождите немного. Документ загружается.

31
Перенос и обработку деталей осуществляет робот за счет смены захватов и
инструмента на позиции 6 [11].
Единичное обслуживание оборудования обеспечивается автономным или
встроенным в оборудование ПР. Минимальные задачи, решаемые таким РТК,
состоят в автоматизации операций обработки детали, ее установки - снятии,
базировании и фиксации в рабочей зоне, а также в обеспечении связи с
транспортными и информационными потоками основного производства.
Разновидностью этой схемы является обслуживание несколькими роботами группы
машин, число которых меньше числа ПР, имеющее место в РТК с машинами литья
под давлением, при обслуживании листоштамповочных прессов и оборудования
других типов (например, в станочных центрах, где один ПР осуществляет
установку-снятие детали, а другой -
смену инструмента и снаряжение
инструментального магазина станка). При этом в состав РТК помимо ПР могут
входить автооператоры различного назначения (например, в РТК с машинами литья
под давлением).
Групповое обслуживание оборудования при его линейном, линейно-
параллельном или круговом расположении может осуществляться одним ПР,
обеспечивающим помимо операций, названных выше, еще и межстаночное
транспортирование деталей. При этом с помощью ПР решаются также задачи
диспетчерования работы оборудования, входящего в состав РТК, элементов
транспортных систем и дополнительных механизмов.
Разновидностью указанной схемы является обслуживание несколькими ПР
группы станков, число которых превышает число роботов. При этом можно не
только обеспечить обработку деталей с различной последовательностью операций,
но
и сократить простои основного технологического оборудования, связанные с
многостаночным обслуживанием, выполняемым ПР.
В зависимости от серийности производства, в котором используется РТК с
групповым обслуживанием оборудования, для такого комплекса могут быть
применены различные организационные формы загрузки основного
технологического оборудования: от независимой работы каждого станка, до
преращения РТК в поточную линию. Однако
для обеспечения необходимой
гибкости производства в РТК с групповым обслуживанием ПР необходимо
предусматривать создание межоперационных заделов, обеспечение возможности
пропуска отдельных операций на некоторых типах деталей, изменение порядка
обработки и т.п. С помощью ПР должна решаться и задача независимой доставки
деталей к станкам и их межстаночного транспортирования.
Индивидуальное выполнение основных
операций, таких как сварка, окраска,
сборка и т.п., осуществляется технологическим или универсальным ПР, на базе
которого организуется РТК, включающий различного рода вспомогательные,
транспортные, ориентирующие устройства и механизмы, работа которых
контролируется системой программного управления робота.
Под групповым использованием ПР для выполнения основных
технологических операций подразумевается применение роботов разных типов
(вспомогательных, технологических и универсальных), связанных в единый
комплекс, обеспечивающий законченный технологический процесс [11].
32
3.3. Структура робототехнических комплексов. Основные типы компоновок
робототехнических комплексов
Рассмотрим назначение, структуру и функции РТК с учетом тех
специфических требований, которые накладывают на РТК условия работы в составе
ГАП. Среди этих требований важнейшими являются следующие: РТК должны
работать полностью автоматически и обладать гибкостью по отношению к
возможным изменениям технологии и адаптивностью к производственным
возмущениям и помехам.
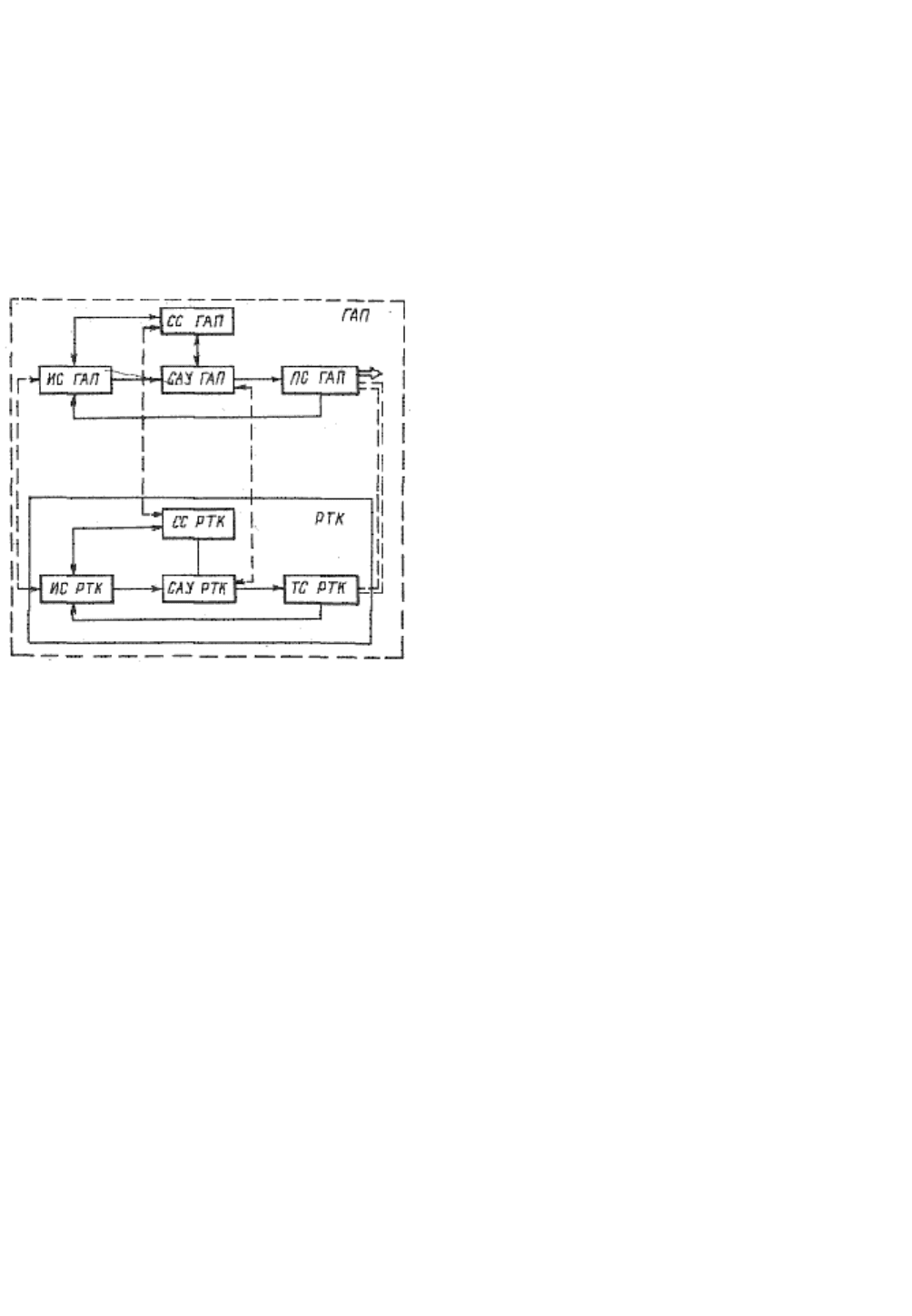
Рис. 3.7. Структура РТК: ИС — инфор-
мационная система; СС — система связи;
САУ — система автоматического управ-
ления; ПС — производственная система; ТС
— технологическая система.
РТК как элемент ГАП предназначен для автоматического выполнения одной
или нескольких технологических опера-ций. В зависимости от характера операций
РТК делятся на сварочные, сборочные, окрасочные и т. п. С этой точки зрения РТК
можно рассматривать как роботизированные технологические ячейки (РТЯ),
ориентированные на выполнение отдельных операций из числа всех
технологических операций, возложенных на ГАП. РТЯ являются основой для
создания более сложных производственных комплексов — роботизированных ли-
ний, участков, цехов, совокупность которых образует ГАП.
Структура РТК подобна структуре ГАП. Она включает следующие взаимо-
связанные элементы: 1) технологическую систему; 2) систему автоматического
управления; 3) информационную систему; 4) систему связи.
Структурно-функциональная схема РТК как компонента ГАП изображена на
рис. 3.7. Из рисунка видно, что перечисленные элементы РТК связаны между собой
и с соответствующими системами ГАП. Рассмотрим подробнее состав, функции и
взаимодействие основных элементов РТК.
Технологическая система РТК является частью производственной системы
ГАП. Она состоит из основного и вспомогательного технологического обору-
дования, технических средств манипулирования и транспортирования, техно-
логической оснастки и инструмента. К основному оборудованию относятся станки,
прессы, обрабатывающие центры и т. п., реализующие соответствующие техноло-
гические операции. Вспомогательное оборудование (палеты, тара и т. п.) служит для

33
загрузки, ориентирования и хранения заготовок и готовых изделий. Технологиче-
ская оснастка обеспечивает базирование и крепление деталей при их обработке или
измерении с помощью соответствующего инструмента (сверла, фреза,
измерительного щупа и т. п.). К техническим средствам манипулирования и
транспортирования относятся исполнительные механизмы роботов (манипуляторы
со сменными рабочими органами, тележки с различными типами шасси).
Система автоматического управления РТК служит для программирования и
управления работой технологической системы, а также для контроля качества и
диагностики отказов. Фактическое выполнение этих функций в автоматическом
режиме невозможно без использования средств вычислительной техники. Поэтому
система управления реализуется на базе вычислительной сети, в состав которой
входят иерархически связанные ЭВМ, микропроцессоры, а также интерфейс,
необходимый для получения данных от информационной системы и системы связи.
Функциональные возможности (и, в частности, степень интеллектуальности)
системы управления РТК определяются, главным образом, алгоритмическим и
программным обеспечением, т. е. совокупностью алгоритмов обработки инфор-
мации и управления, записанных на соответствующем языке программирования.
Обычно программное обеспечение имеет модульную структуру и подразделяется на
общее и специализированное. К общему (инвариантному) обеспечению относятся
унифицированные модули операционной системы и системы управления базами
данных, а к специализированному — программные модули, реализующие
конкретные алгоритмы обработки информации и управления.
Информационная система РТК служит для обеспечения системы
автоматического управления необходимой информацией. В ее состав входят
датчики, встроенные в элементы технологической системы, и автоматизированные
банки данных (АБД), в которых хранится информация об РТК и о технологических
процессах, реализуемых в ГАП. АБД дают информацию, необходимую для
построения и коррекции управляющих программ и формирования законов
управления с обратной связью через распределенную систему датчиков, встроенных
в оборудование РТК.
Система связи предназначена для обмена информацией как внутри РТК, так и
между РТК и другими компонентами ГАП. Цель такого обмена — передача
производственного задания РТК, контроль за технологическими процессами,
регламентная проверка элементов РТК, передача управляющих сигналов (по кана-
лам прямой связи) и информационных сигналов (по каналам обратной связи) и т. п.
Конструктивно система связи представляет собой локальную сеть связи,
охватывающую весь РТК и являющуюся частью общей сети связи ГАП. По этой
сети в систему управления РТК поступает информация о характере техно-
логического процесса, который должен быть реализован в ГАП.
На основании полученной информации система управления автоматически
формирует управляющую программу и реализующий ее закон управления. Важно
отметить, что эту программу и закон управления легко скорректировать или
заменить новыми. Необходимость в этом возникает при переходе ГАП с одного вида
выпускаемой продукции на другой. При этом система автоматического управления
быстро самонастраивается на новый технологический процесс.
34
Таким образом, именно система управления РТК, взаимодействуя с системой
связи, информационной и технологической системой, придает РТК два главных
свойства: гибкость и высокий уровень автоматизации. Что же касается системы
связи и информационной системы, то они выступают как источники необходимых
сведений и сигналов обратной связи для системы автоматического управления РТК.
Важным признаком РТК является структурный признак, который отражает
тип структуры РТК (взаимодействие ПР и ТО внутри комплекса). По этому
признаку РТК бывают:
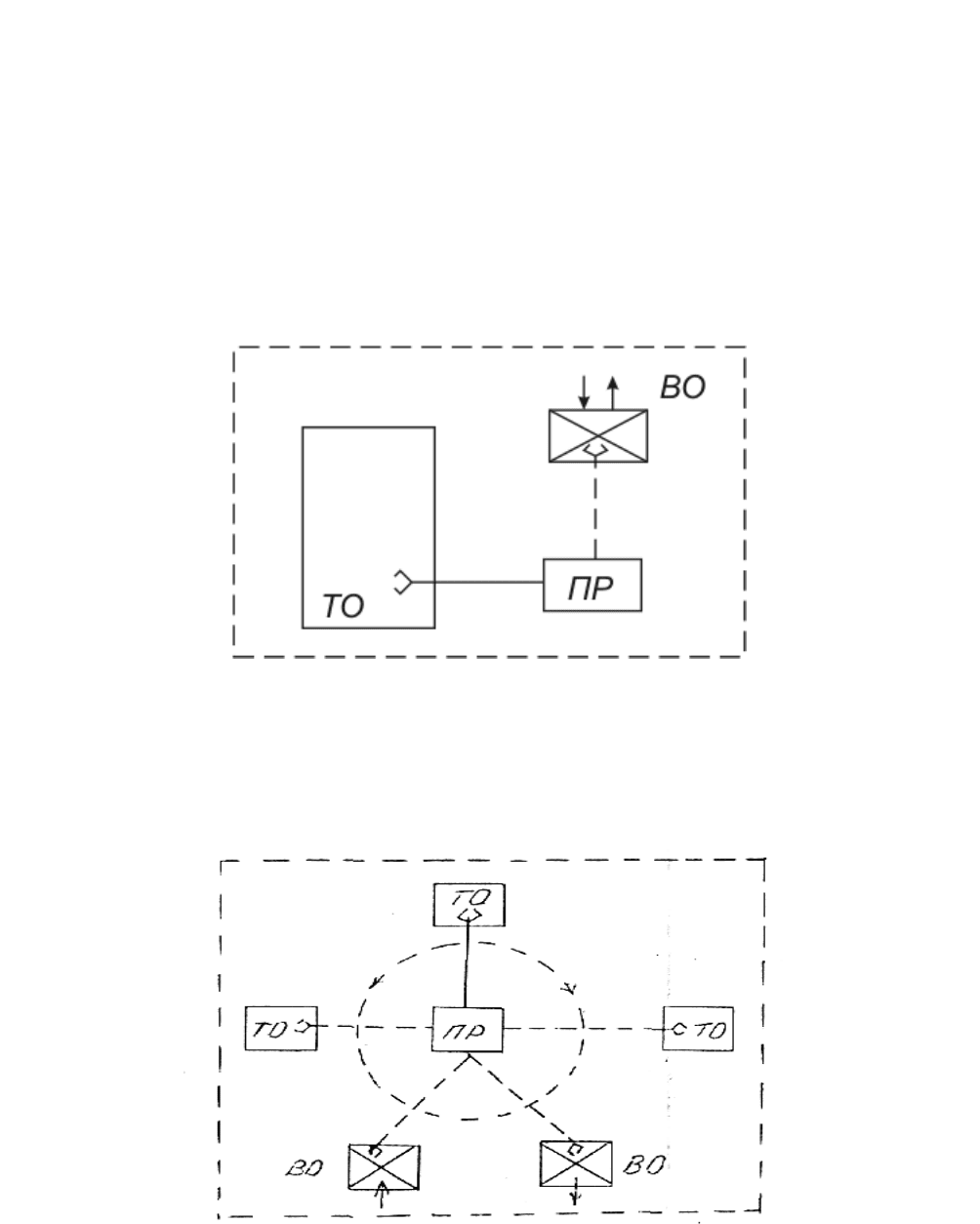
а) однопозиционные РТК (станок-робот, пресс-робот и др.) включают один
ПР в комплекте с единицей ТО (рис.3.8).
Рис.3.8. Однопозиционное РТК: ВО - вспомогательное оборудование; ТО -
технологическое оборудование; ПР - промышленный робот.
б) групповые РТК включают один ПР, обслуживающий группу однотипного
или разнообразного ТО (рис.3.9).
Рис.3.9. Групповой РТК.
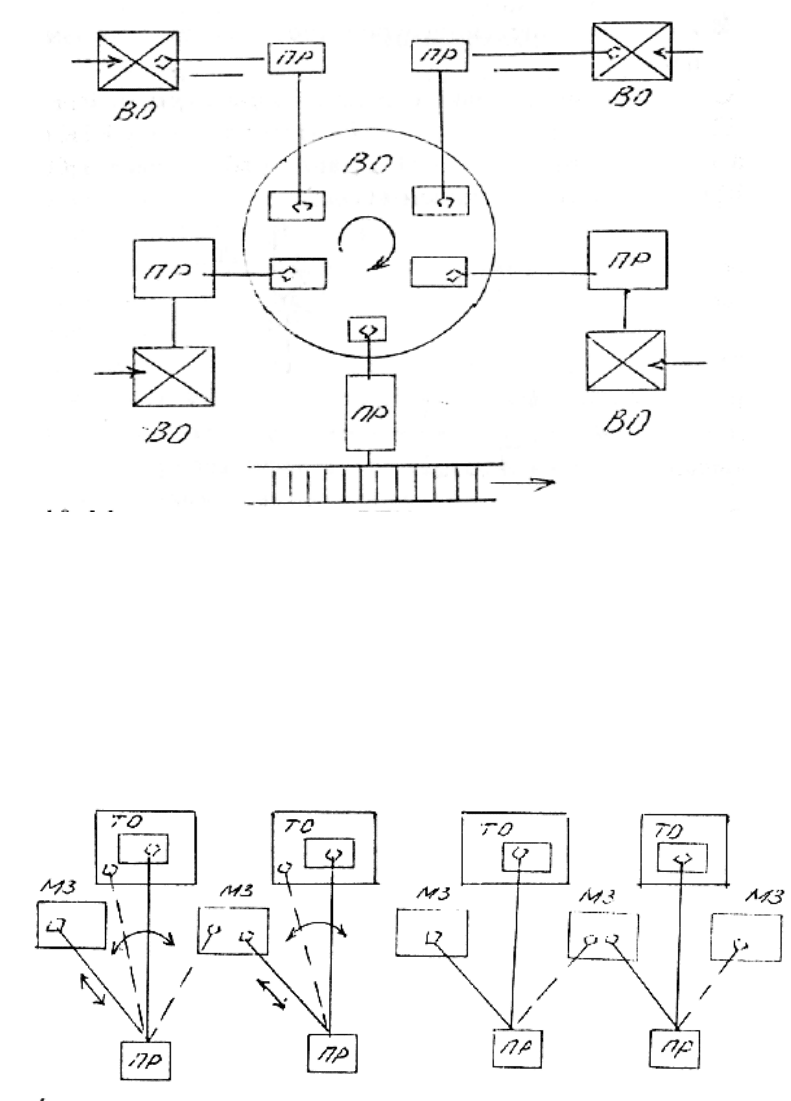
в) многопозиционные, включающие группу ПР, выполняют взаимосвязанные
или взаимодополняющие функции (рис.3.10).
35
Например, один ПР заливает металл в машину литья под давлением, а другой
- снимает готовые отливки. При этом группа роботов осуществляет сборочные
операции.
Рис. 3.10. Многопозиционный РТК.
На компоновку РТК влияют вид реализуемого технологического процесса,
состав ТО, особенности организации данного производства, характеристики
промышленных роботов и сопутствующего ТО.
Рассмотрим схему линейной компоновки однопоточной роботизированной
технологической линии холодной штамповки с непосредственной связью между
составляющим линию ячейками (рис.3.11).
Рис.3.11. Линейная компоновка РТК: МЗ - магазин поштучной выдачи заготовок.
Такие комплексы могут иметь систему централизационного, либо
децентрализационного управления роботами. Все ячейки комплекса работают
синхронно, в едином ритме, обеспечивая заданную программу последовательности
рабочих операций и холостых ходов. Такие системы имеют наименьшую стоимость.
Однако они требуют строго определенного взаимного расположения остального ТО.
36
Более сложным РТК являются такие, у которых транспортные связи между
ячейками осуществляются с помощью специальных транспортных устройств
(транспортеры), а иногда и ПР.
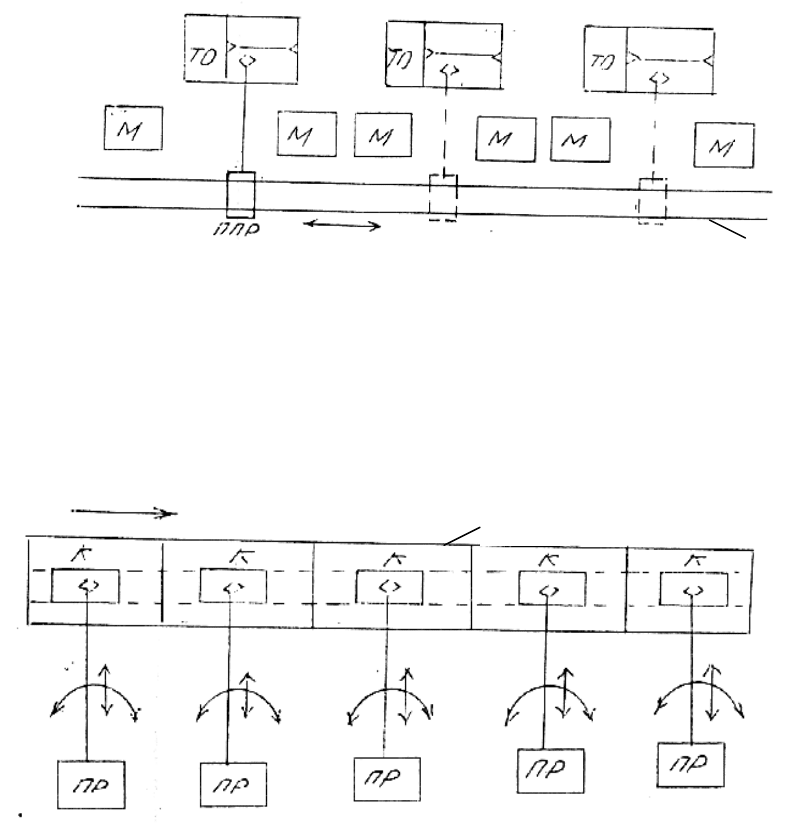
Схема РТЛ механической обработки с подвижным ПР имеет вид приведенный
на рис.3.12.
Рис.3.12. Схема РТЛ с подвижным роботом: ППР - подвижный ПР, М -
магазин, ТР - трасса промышленного робота.
Схема линейной компоновки сборочной РТЛ имеет вид, приведенный на
рис.3.13.
Рис.3.13. Схема линейной компоновки сборочной РТЛ: ШТ - шаговый
транспортер, К - кассеты.
Здесь сборочные операции выполняют ПР с использованием транспортно-
шагового конвейера, перемещающегося с объектами сборки от одного рабочего
места к другому. Здесь ПР выполняет основную операцию.
Схема РТУ с линейно-круговой компоновкой (рис.3.14).
Такие РТК используются в цехах
механообработки. ПР выполняет
вспомогательные операции по обслуживанию ТО [11].
ТР
ШТ

37
Рис.3.14. Схема РТУ с линейно-круговой компоновкой.
Схема круговой компоновки роботизированного сборочного участка
приведена на рис.3.15.
Рис.3.15. Схема круговой компоновки РТК.

38
Глава 4 . Робототехнические комплексы сборочных
операций. Автоматизация сборочных операций с помощью
робототехнических комплексов
4.1. Концепции построения сборочных робототехнических комплексов
Существует три основные концепции построения робототехнических
сборочных систем:
1. Вся сборочная операция расчленяется на элементарные, каждая из которых
выполняется узкоспециализированным роботом. Эта концепция нашла широкое
распространение при автоматизации массового производства. В этом случае не
требуется сложного периферийного оборудования для подачи и ориентации деталей
и средств адаптации.
2. Промышленный робот — сборщик располагается
в центре комплекса.
Вокруг него располагается различное вспомогательное оборудование с
необходимым запасом деталей. Робот в соответствии с программой извлекает детали
и осуществляет их сборку, используя при этом стационарные монтажные
приспособления и оснастку.
3. Весь сборочный процесс расчленяется на группы элементарных операций.
При этом для сборки каждой сборочной группы используется специализированный
робот.
В этом случае работа всех роботов осуществляется центральной
управляющей ЭВМ.
Промышленные роботы, применяемые для автоматической сборки изделий
машиностроения, выполняют основные и вспомогательные операции, т.е.
соединение и транспортирование деталей и изделий. Для операции соединения
промышленные роботы используют захваты, сборочный инструмент и приспо-
собления. Эти устройства вместе с промышленными роботами, а также
накопители
деталей, транспортирующие, технологическое, контрольное и другое оборудование
составляют сборочные РТК. Возможность легкой и быстрой переналадки сборочных
комплексов – главная их особенность, которая является решающей в условиях
серийного многономенклатурного производства [11].
4.2. Сборочные роботы и комплексы
Роботы применяемые в сборочных операциях делятся на 4 функциональные
группы:
• Вспомогательные роботы для транспортирования деталей, загрузки
,
разгрузки сборочных единиц. Использование роботов в этих операциях
упрощает конструкцию подающего устройства.
• Изолированная сборочная машина. Обычно применяются простые
роботы для несложных сборочных операций (позиционирование,
посадка деталей).
• Сборочный центр - для сборки деталей в мелкосерийном производстве
без межоперационной транспортировки деталей. Сложные операции

39
выполняются на одном месте, используются 2 или более ПР, имеющих
автоматическую смену захвата и инструмента.
• Гибкие сборочные линии с роботами для автоматизации сборки в
среднесерийном производстве со значительным числом модификации
изделий (для сборки печатных плат, магнитофонов, электробритв и т.д.).
Примером сборочных роботов являются роботы Тур-10, Тур-2,5 (Россия),
УЭМ-5 (Россия). IBMRSI (США
), DEA PRAGMA (Италия) и др.
4.3. Сборочные полуавтоматы и автоматы
Сборочный полуавтомат - это такая рабочая машина, которая автоматически
выполняет один цикл сборки (т.е. сборку одного изделия), и для его повторения
требуется вмешательство рабочего, осуществляющего ориентацию и загрузку
(Рис.4.1).
Рис.4.1. Сборочный полуавтомат: РО - рабочий орган; С - станина; ПС -
поворотный стол; СП - сборочная позиция; БЗОУ - бункерно-загрузочно-
ориентирующее устройство; М - магазин; П - питатель; ДВ - двигатель; О- оператор.
Функция оператора заключается в установке базовой детали в СП
поворотного стола, снятии собранного изделия и его размещение в тару или на
транспортер.
Сборочный
автомат – это рабочая машина неоднократно, без участия
человека, реализующая рабочий цикл. Функции человека при обслуживании
автоматов заключаются в осуществлении наладки и периодической загрузке БЗОУ.
Контроль сборки осуществляется с помощью встроенных контролирующих
устройств (КУ). Собранные изделия размещаются навалом в таре.
• Роторный автомат.
Роторные сборочные машины относятся к машинам квазинепрерывного
действия. Они
являются основой роторных сборочных автоматических линий. В
роторных машинах перемещаются и объекты сборки, и рабочие органы (толкатели,
винтоверты). Загрузка и разгрузка ротора осуществляется с помощью транспортных
роторов. Собранные изделия обычно размещаются навалом в таре.
40
Перечисленные автоматы и полуавтоматы характеризуются весьма малой
гибкостью. Большой гибкостью обладают робототехнические сборочные комплексы
(РТСК).
РТСК представляет собой совокупность основного сборочного оборудования
и сборочных промышленных роботов, работающих в едином производственном
цикле по сборке изделий и способных быстро перестраиваться на новый вид
продукции. Обычно в состав РТСК входит один сборочный промышленный
робот
(СПР) и одно или несколько единиц ТО [20].
4.4. Применение адаптивных роботов при автоматизации сборочных операций
Применение адаптивных роботов вместо программных позволяет расширить
функциональные возможности робототехнических комплексов сборки. Примером
являются адаптивный РТК для сборки катушек радиоприемников (рис.4.2).
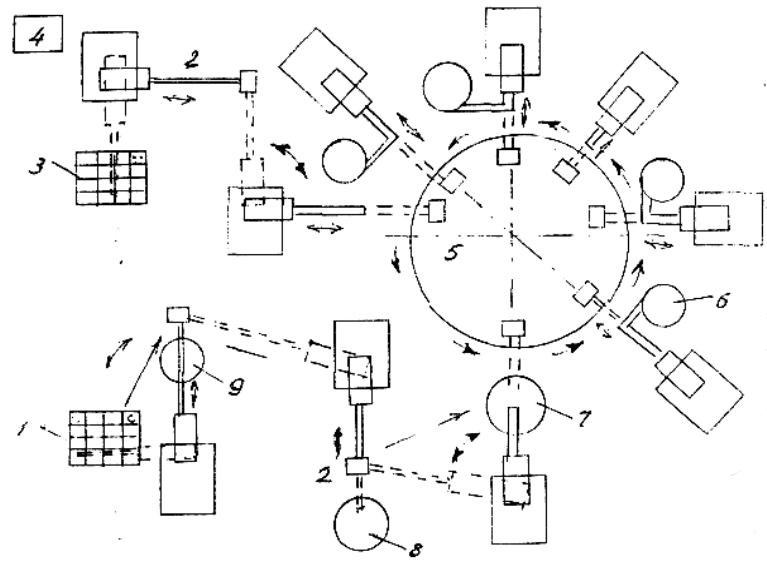
Рис.4.2. РТК с адаптивным роботом: 1 - загрузочное устройство, 2 -
промежуточная точка, 3 - разгрузочное устройство, 4 - устройство группового
управления, 5 - роторный стол, 6 - загрузочное устройство, 7 - ванна для очистки, 8 -
ванна для пайки, 9 - ванна для флюсования.
В состав этого РТК входят: десять манипуляционных роботов типа МП-9С с
локальными системами управления типа ЭЦПУ-6030; станок с числовым
программным управлением и
координатным столом; загрузочные, ориентирующие
и разгрузочные устройства; поворотный стол; ванна для пайки; информационная
система встроенных датчиков; система связи (интерфейс); адаптивная система
группового управления оборудованием РТК.