Новицкий Н.И., Пашуто В.П. Организация производства и управление предприятием
Подождите немного. Документ загружается.

29.3.3. Внутрицеховое календарное планирование в единичном и мелкосерийном
производствах
На основе полученного от заводоуправления цехового календарного
плана на месяц планово-диспетчерское бюро цеха разрабатывает задания
отдельным производственным участкам, осуществляет месячное (декадное),
сменно-суточное внутрицеховое календарное планирование, т.е. распределяет
работу между производственными подразделениями.
Основная задача внутрицехового планирования – довести в подетальном,
а в некоторых случаях (при изготовлении трудоемких, сложных деталей) в
пооперационном разрезе задания цехового плана каждому участку и рабочему
месту и обеспечить их равномерную загрузку.
Исходными материалами для разработки подетальных планов являются
показание спецификации, ведомости расшифровки узловых (групповых или
условных) комплектов, карты технологических процессов, сроки начала и
окончания работ, сроки запуска-выпуска партий, данные о выполнение заданий
за предыдущий период
и о состоянии незаконченных работ.
После распределения месячной программы цеха производятся
контрольные объемные расчеты пропускной способности оборудования
(участков). Объемные расчеты производятся по всем группам оборудования,
хотя в отдельных случаях можно ограничиться контрольным расчетом по узким
местам. В результате объемных расчетов устанавливается сменность работы
участков, отдельных единиц оборудование и уточняется потребность
в рабочей
силе.
При предметной форме специализации участков планирование их работы
сравнительно несложное. Номенклатура деталей, подлежащих изготовлению в
плановом периоде (месяце) устанавливаются путем выборки из покомплектных
спецификаций наименований деталей, закрепленных за данным участком и
указывается общий объем работ и сроки сдачи продукции. Общий объем работ
не должен превышать располагаемого фонда работы
оборудования.
Значительно сложнее планирование работ участков технологической
формы специализации. Здесь часто не удается оформить задание в подетальном
разрезе из-за сложности прохождения маршрута деталей по участкам цеха. В
этих случаях задание выдается участкам в комплектном или даже в объемном
(стоимостном или трудовом) выражении, а календарное подетальное и
пооперационное планирование в
натуральном выражении осуществляется
только по коротким периодам времени (неделям, суткам). Такой метод
планирования охватывает не всю номенклатуру деталей и сборочных единиц.
Ведущие, трудоемкие детали с длительным циклом планируются в
подетальном разрезе и изготавливаются в соответствии с календарным
графиком, производство же продукции остальной номенклатуры выпуска
планируется оперативно, на короткие промежутки времени.
При разработке календарных планов-графиков сроки запуска-выпуска
деталей определяются путем вычитания длительности цикла или опережения
запуска на комплектацию или передачи на другие участки. В том случае, если
сроки обработки нескольких деталей на данной единице оборудования
накладываются друг на друга, т.е. совпадают, необходимо в графиках
предусматривать сдвиг обработки деталей на
более ранние сроки. При этом в
первую очередь предусматривается сдвиг сроков обработки менее трудоемких
деталей, а сроки обработки сложных и трудоемких деталей следует оставлять
неизменными.
Наряду с разработкой месячных, декадных или недельных плановых
заданий в единичном и мелкосерийном производствах широко распространена
разработка сменно-суточных заданий.
Сменно-суточные задания, разрабатываемые как
для участков, так и для
отдельных рабочих мест, должны быть предельно конкретны и действенны. В
них уточняются задания на данную смену или сутки по номенклатуре,
количеству, срокам, рабочим местам.
Реальность сменно-суточного планирования гарантируется тем, что в
задание участку включаются только те работы, по которым полностью
закончена оперативная подготовка производства, – имеются
необходимые
материалы, заготовки, инструменты, приспособления и техническая
документация.
29.4. Оперативно-календарное планирование в серийном производстве
29.4.1. Особенности календарного планирования в серийном производстве
Большинство предприятий машиностроения работает на основе серийных
методов производства.
Номенклатура изготавливаемых изделий серийного производства более
или менее стабильна и регулярно повторяется в программе выпуска; число
выполняемых в цехах детале-операций значительно превышает количество
рабочих мест, требующихся для выполнения производственной программы, что
предопределяет необходимость изготовления изделий (деталей) на рабочих
местах партиями, чередующимися
через определенный период времени, и
обработки деталей многих наименований.
Обработка деталей партиями увеличивает период времени, в течение
которого изготовление одних и тех же деталей повторяется. Это обстоятельство
диктует необходимость согласования работы взаимосвязанных рабочих мест и
производственных подразделений и распределения номенклатуры
обрабатываемых деталей во времени не только на короткий, но и
на
значительный промежуток времени, равный периоду повторения производства
всей номенклатуры.
В этих условиях основной задачей оперативно-календарного
планирования является определение и организация последовательного и
периодически возобновляемого выпуска серий готовых изделий и обработки
деталей партиями по заранее разработанному плану-графику. Осуществление
этой задачи обеспечивает выполнение плана при максимальной загрузке
рабочих мест и равномерном выпуске продукции.
Основные особенности
межцехового планирования в серийном
производстве сводятся к следующему:
• движение производства во времени определяется предварительно
рассчитанными
календарно-плановыми нормативами и проверочными
объемными расчетами, на основе которых разрабатываются оперативные
планы;
• закрепление номенклатуры за цехами, участками и рабочими местами
приобретает постоянный характер в соответствии с их специализацией;
• выражение номенклатуры цеховых программ комплектное – комплект
на изделие, на узел, на группу, условный комплект;
• количественные задания определяются по комплектовочным номерам;
• календарное распределение заданий осуществляется в виде назначения
сроков запуска – выпуска партий деталей.
Внутрицеховое оперативное планирование производства характеризуется
тем, что количественные задания участкам по каждой позиции номенклатуры
устанавливаются расчленением комплектов по программе цеха на детали;
программа на месяц регламентирует сроки запуска и выпуска партий деталей.
Соответственно сказанному выше организуется общезаводской и
внутрицеховой контроль движения производства. Отличительной
особенностью этого контроля здесь является то, что он
в значительной степени
основывается на календарно-плановых нормативах и месячных календарных
планах. Это позволяет широко применять методы активного регулирования
хода производства, устанавливающие причины неполадок и задержек.
Календарно-плановые нормативы отвечают на вопрос, как будет
согласовано между собой изготовление отдельных элементов изделия и в каком
соотношении будут находиться показатели, определяющие эффективность
организации
производственного процесса, исходя из конкретных условий
данного завода. Они позволяют правильно распределить планируемый объем
работ по отдельным плановым периодам, а также по цехам и участкам с учетом
требований равномерности производства.
Основными календарно-плановыми нормативами серийного типа
производства являются: размеры серий выпускаемых изделий; размеры партий
обрабатываемых деталей и изготавливаемых сборочных единиц;
периодичность
(ритмичность) запуска-выпуска партий деталей, сборочных единиц; величина
опережений запуска-выпуска партий деталей, сборочных единиц; размеры
заделов; нормативные планы-графики (цикловые, стандарт-планы);
длительность производственного цикла.
В основе расчета календарно-плановых нормативов лежат:
• производственные программы выпуска изделий и деталей;
• технологические маршруты движения деталей по операциям;
• нормы затрат времени, труда, материалов, денежных средств;
• режим работы отдельных производственных подразделений завода.
Кроме календарно-плановых нормативов, в условиях серийного
производства, для составления оперативных планов-графиков на определенный
плановый период времени, необходимо производить проверочные объемные
расчеты пропускной способности цехов, участков, групп оборудования,
производственных площадей.
29.4.2. Нормативно-календарные расчеты
Определение размера серий. Под серией понимается общее число изделий
в программе завода, одинаковых по конструкции и технической
характеристике. В мелкосерийном производстве понятия «серия» и «партия»
полностью совпадают, в среднесерийном и крупносерийном при больших
заказах серии разбиваются на партии изделий и запускаются в производство
последовательно. Размеры серий определяются заказом.
Определение размера партий обрабатываемых деталей и периодичности
их запуска-выпуска.
Под партией деталей понимается количество одинаковых
деталей, изготавливаемых непрерывно с одной настройкой оборудования, т.е. с
однократной затратой подготовительно-заключительного времени.
Если на предприятии организовано непоточное производство, то размер
партии обрабатываемых деталей (изготавливаемых изделий) и периодичность
чередования (запуска) партий определяется по формулам (5.16, 5.17, 5.18), а
если на предприятии организовано серийно-поточное производство,
то размер
этих календарно-плановых нормативов определяется по формулам (8.49, 8.51).
Определение длительности производственного цикла. Под
длительностью производственного цикла понимается отрезок времени между
началом и окончанием производственного процесса изготовления партии
деталей (сборочных единиц).
Длительность производственного цикла – один из важнейших
нормативов календарного планирования, на его основе согласуется работа
цехов и участков по изготовлению партий деталей (сборочных единиц) во
времени и устанавливается величина заделов и незавершенного производства.
Определяется длительность производственного цикла в заготовительных и
обрабатывающих стадиях производства по формулам (5.4, 5.10, 5.15), а в
сборочной стадии – по цикловому графику сборки изделия (см. рис. 5.6).
Если пристроить к цикловому графику сборки изделия графики
длительности циклов обрабатывающей, а к ней, в свою очередь, графики
длительности циклов заготовительной стадии производства, то можно получить
цикловой график
изготовления изделия в целом, по которому можно
установить сроки запуска-выпуска изделия как в целом, так и по отдельным
стадиям производственного процесса.
Определение опережений запуска-выпуска партий деталей (сборочных
единиц).
Под опережением понимается время начала или окончания
предыдущих операций или частей производственного процесса по отношению
к последующим, оно характеризует отрезок времени, на который необходимо
заранее осуществить запуск или выпуск деталей в предыдущих по ходу
технологического процесса производственных подразделениях по отношению к
данному.
Различают
общее и частное опережение запуска-выпуска.
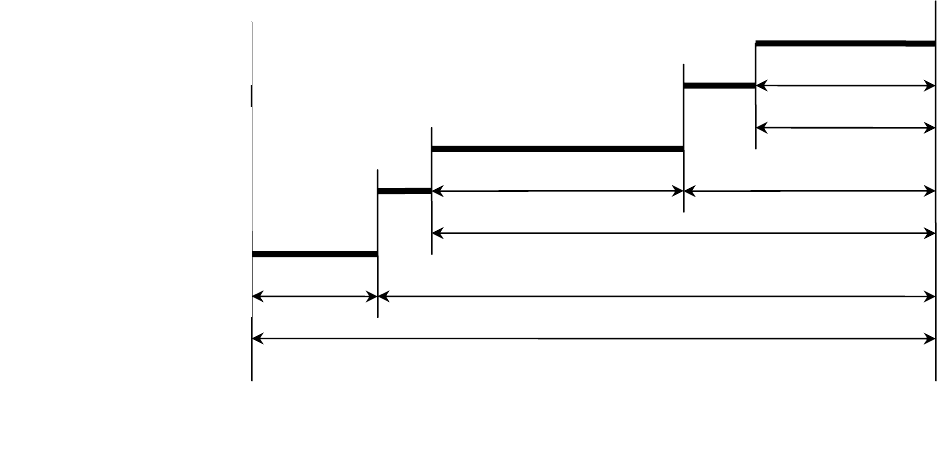
Под общим опережением запуска понимается время со дня запуска в
производство партии деталей в первом по ходу технологического процесса цехе
до дня (момента) окончания сборки первого готового изделия. Время
опережения выпуска меньше времени опережения запуска на величину
длительности производственного цикла в данном цехе (рис. 29.5).
Под частным опережением понимается опережение запуска-выпуска
партии в предыдущем цехе
по сравнению со временем запуска-выпуска первой
партии этих деталей в последующем цехе.
Величина опережения состоит из двух элементов – времени
технологического и времени резервного опережения.
Величина технологического опережения (T
B
о
B), при равенстве или при
уменьшении по ходу технологического процесса партии изделий в кратное
число раз, численно равна суммарной длительности производственных циклов
всех цехов, то есть
Сборочный цех
Цех механической
обработки
Заготовительный
цех
tB
р.м.о.
B TB
ц.сб.
B
TB
оп.зап.сб.
B
TB
оп.вып.м.о.
B
TB
ц.м.о.
B
TB
оп.зап.м.о.
B
TB
ц.з.
B TB
общ.оп.вып.заг
B
TB
общ.оп.зап.заг.
B
tB
р.з.
B
Рис. 29.5. схема производственного процесса и опережений запуска-выпуска
,TT
ц
k
1i
ц.iо
∑
=
=
(29.1)
где k
B
ц
B - число цехов, в которых обрабатывается партия данных деталей.
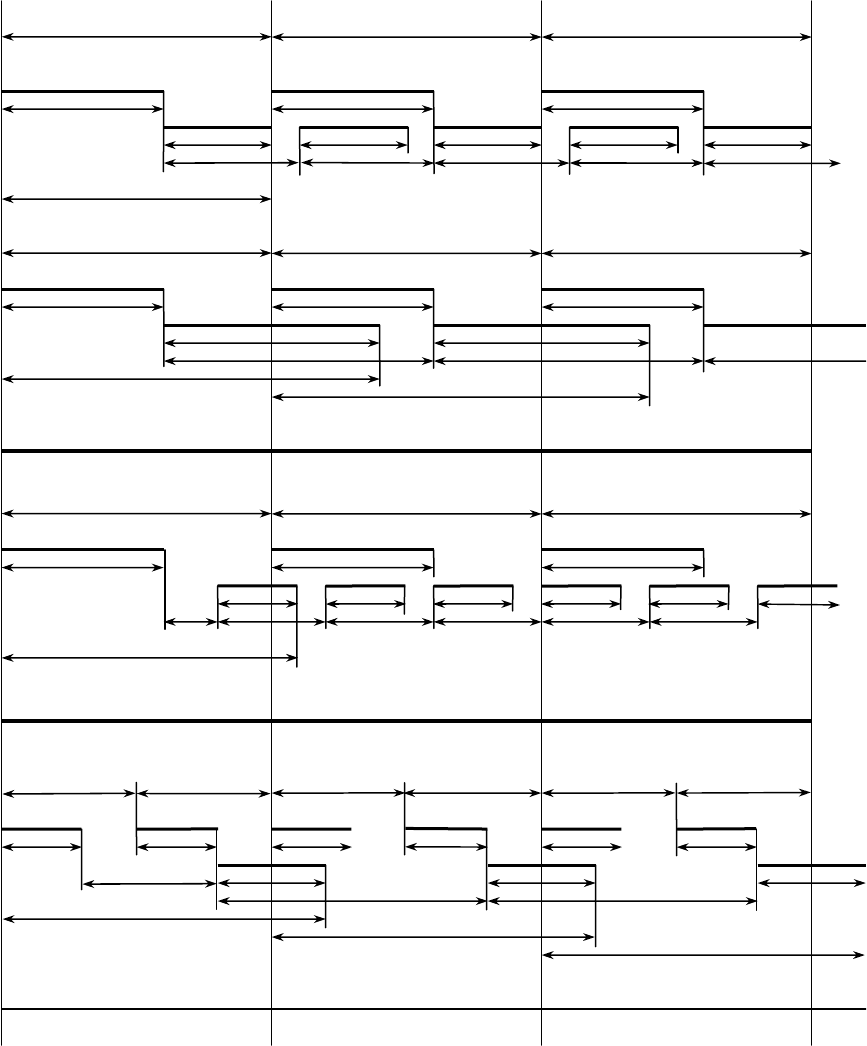
При некотором увеличении размеров партий или уменьшении в
некратное число раз по ходу технологического процесса неизбежно возникают
перерывы (T
B
сд
B), увеличивающие время опережения и значительно
усложняющие согласование запуска-выпуска партий деталей (см. рис. 29.6.).
RB
1
B = 10 дн. RB
1
B = 10 дн. RB
1
B = 10 дн.
RB
1
B = 10 дн. RB
1
B = 10 дн. RB
1
B = 10 дн.
RB
1
B = 10 дн. RB
1
B = 10 дн. RB
1
B = 10 дн.
RB
1
B = 5 дн. RB
1
B = 5 RB
1
B = 5 RB
1
B = 5 RB
1
B = 5 RB
1
B = 5
nB
1
B = 200 400 600
nB
2
B = 100
200
300
400 500
TцB
1
B = 6 TцB
1
B = 6 TцB
1
B = 6
TцB
1
B = 6 TцB
1
B = 6 TцB
1
B = 6
TцB
2
B = 4 TцB
2
B = 4
RB
2
B = 5 RB
2
B = 5 RB
2
B = 5 RB
2
B = 5 RB
2
B = 5
TцB
2
B = 4 TцB
2
B = 4 TцB
2
B = 4
Tоп = TцB
1
B + TцB
2
B = Σ Tц
nB
1
B = 200 400 600
TцB
2
B = 8 TцB
2
B = 8
RB
2
B = 10 RB
2
B = 10
Tоп = TцB
1
B + TцB
2
B
Tоп = TцB
1
B + TцB
2
B
nB
1
B = 200 400 600
TцB
1
B = 6 TцB
1
B = 6 TцB
1
B = 6
TцB
2
B = 3
TцB
2
B = 3 TцB
2
B = 3 TцB
2
B = 3 TцB
2
B = 3 TцB
2
B = 3
Tсд
RB
2
B = 4 RB
2
B = 4 RB
2
B = 4 RB
2
B = 4 RB
2
B = 4
Tоп = TцB
1
B + TцB
2
B + Tсд
nB
2
B = 80 160 240 320 400
480
nB
1
B = 100 200 300 400 500 600
TцB
1
B = 3 TцB
1
B = 3 TцB
1
B = 3 TцB
1
B = 3 TцB
1
B = 3 TцB
1
B = 3
nB
2
B = 200 400 600
Tсд = RB
1
B TцB
2
B = 4 TцB
2
B = 4 TцB
2
B = 4
RB
2
B = 10 RB
2
B = 10
Tоп = TцB
1
B + TцB
2
B + Tсд
Tоп
Tоп
10
20
10
дни
а
в
б
Рис. 29.6 График опережений при запуске-выпуске партий деталей
в смежных цехах
а) при уменьшении размеров партий в кратное число раз и при
одинаковых партиях;
б) при уменьшении размеров партий не в кратное число раз;
в) при увеличении размеров партий в кратное число раз.

Из рис. 29.6. видно, что
сд
k
1i
ц.iо
TTT
ц
+=
∑
=
. (29.2)
Резервное опережение – промежуток времени, между выпуском партии
данных деталей в предыдущем цехе и запуском ее в последующем. Оно
предусматривается на случай возможной задержки выпуска партии в
предыдущем цехе или возможности преждевременного запуска. Величина
такого опережения устанавливается путем исследования причин задержек в
реальных условиях производства (как правило, не более 2-3 дней).
Определение величины производственных заделов. Под
производственным заделом понимается количество заготовок, деталей,
сборочных единиц (штук), находящихся в данный момент времени на разных
стадиях производственного процесса. Заделы, выраженные в нормо-часах или в
денежных затратах – незавершенное производство.
Наличие определенного количества деталей (заготовок, сборочных
единиц) в заделе – главное условие обеспечения ритмичной работы
предприятия и его структурных подразделений,
поскольку оно гарантирует
возможность своевременного запуска-выпуска партий изделий на любой стадии
производства.
Правильное определение величины нормативных заделов представляет
одну из важнейших задач календарного планирования.
В серийном производстве различают
заделы технологические,
транспортные, оборотные, страховые
. По месту их накопления все четыре
вида заделов – цеховые, которые создаются между операциями внутри цеха или
участка, а три последних могут называться и складскими, так как образуются
между цехами. Первые служат для обеспечения нормальной работы внутри
данного цеха, вторые – для комплектного обеспечения цехов-потребителей.
Суммарные межцеховые заделы (страховые и оборотные)
по состоянию на
первое число месяца называются
переходящими, величина их служит исходной
базой для разработки месячных планов-графиков участков и цехов.
Величина технологических заделов определяется по формулам
(8.22, 8.23). Однако следует заметить, что величина задела зависит не только от
размера партии и количества рабочих мест, она еще зависит от длительности
цикла ее изготовления и величины ритма (периода) запуска-выпуска. При
различных соотношениях между ними изменяется и величина заделов. В этой
связи величина технологического задела в партиях деталей (Z
B
тех
B) определяется
по формуле
чер
ц
тех
R
t
Z =
, партий, (29.3)
где t
B
ц
B – длительность цикла изготовления партии деталей, дней; RB
чер.
B – ритм
запуска-выпуска партии деталей, дней.
Для определения объема незавершенного производства необходимо знать
среднюю величину технологического циклового задела, выраженную в штуках.
Расчет ведется по формуле

чер
ц
тех
R
t
nZ =
(29.4)
Размер
транспортного задела устанавливается в зависимости от вида
транспортных средств и размера транспортной партии. Его величина цеховая
определяется по формулам (8.24, 8.25), а складская величина транспортного
задела равна размеру партии перед каждым цехом или емкости площади для
хранения.
К оборотным относятся
заделы, возникающие на поточных линиях
(цеховые заделы), из размер определяется по формуле (8.36) и между
смежными цехами (складской задел), зависящий от периодичности запуска-
выпуска. Если в подающем цехе размер партии меньше, чем в потребляющем,
то в последнем накапливаются детали до количества, равного размеру партии
обработки в потребляющем цехе. Если же в подающем
цехе размер партии
больше, чем в потребляющем, то в последний поступает деталей в количестве
большем, чем требуется для одного запуска и которое уменьшается с каждым
очередным запуском до нуля после запуска последней партии. Средняя
величина оборотного задела (
об
Z ) между смежными цехами определяется по
формуле
,
2
n-n
Z
мб
об
=
(29.5)
где n
B
б
B и nB
м
B – соответственно больший и меньший размеры партий деталей.
К
страховым относятся заделы, которые создаются для обеспечения
рабочих мест (цехов потребителей) заготовками, деталями и др. на случай
перерывов в подаче их от питающих рабочих мест, складов, цехов.
Величина цехового страхового задела определяется по формуле
пл
в
рез
ск
стр
T
N
tZ =
, (29.6)
где t
B
рез
B – резервное опережение, т.е. промежуток времени между выпуском
партии деталей (заготовок) в предыдущем цехе и запуском ее в последующем,
дн; N
B
в
B – заданная программа выпуска деталей в планируемом периоде, шт; TB
пл
B –
плановый период времени, дней.
Соответственно суммарная величина страхового задела по деталям
данного наименования определяется по формуле
∑∑
−
=
−
=
=
1
ц
K
1i
1
ц
K
1i
рез.i
пл
в
ск
стр
t
T
N
Z
. (29.7)
29.4.3. Межцеховое календарное планирование в серийном производстве
Межцеховое календарное планирование серийного производства
сводится к установлению цехам основного производства плановых заданий на
месяц исходя из годового плана предприятия. Эти задания составляются в
порядке, обратном ходу технологического процесса и на основе календарно-
плановых расчетов. В первую очередь они разрабатываются для сборочного
цеха, затем для обрабатывающих цехов и далее для заготовительных. Тем
самым устанавливается цепная межцеховая увязка запуска и выпуска
продукции цехами в течение планируемого периода с учетом опережения их в
работе.
В основе расчета
плановых заданий цехам лежат технические
спецификации, сборочные схемы (веерные схемы сборки), «расцеховки» (карты
технологического планирования), нормы времени, перечни оборудования по
цехам, графики ремонта оборудования и другие материалы.
Технические спецификации необходимы для определения номенклатуры
деталей, входящих в изделие.
Сборочные схемы служат для разработки цикловых графиков, на основе
которых устанавливаются очередность изготовления
и сроки поставки деталей,
входящих в различные сборочные единицы (подузлы, узлы, блоки) и в изделие
в целом.
Расцеховки позволяют установить номенклатуру сборочных единиц,
деталей, заготовок, входящих в программу того или иного цеха.
При помощи норм времени на выполнение операций технологических
процессов устанавливаются трудоемкость и станкоемкость предстоящих
объемов работ, степень загрузки оборудования
по операциям, длительность
технологических и производственных циклов на партии обрабатываемых
деталей, изготавливаемых сборочных единиц.
Перечни оборудования по цехам и графики ремонта служат основой для
определения пропускной способности цехов.
Составление заданий цехам начинается с того, что на основании
технической спецификации и расцеховки для каждого цеха определяется
список сборочных единиц, комплектов деталей (
деталей), подлежащих
изготовлению в планируемом периоде и рассчитывается их количество.
Основанием для составления количественного задания по каждой
позиции номенклатуры служит потребность в этих изделиях для выполнения
планового задания цехом-потребителем. При этом учитываются данные о
наличии указанных деталей (сборочных единиц) на промежуточных складах, а
также сведения об ожидаемом выполнении заданий цехами
на первое число
планируемого месяца. При определении номенклатуры и количественного
задания на месяц может оказаться, что данные сборочные единицы, детали,
заготовки имеются в заделах на складах или между производственными
участками в количестве, удовлетворяющем потребность производства на
планируемый месяц. В этом случае в планируемом месяце выпуск данных
видов изделий не предусматривается
и планируется доведение заделов до
нормативного уровня.
Далее на основании длительности циклов партий сборочных единиц и
партий обрабатываемых деталей и изготавливаемых заготовок строится
цикловой график изготовления изделия в целом.