Новицкий Н.И., Пашуто В.П. Организация производства и управление предприятием
Подождите немного. Документ загружается.

Таким образом, обеспечивается установление сроков запуска-выпуска
изделий как в целом, так и по отдельным стадиям производственного процесса.
Календарные графики разрабатываются вначале по отдельным заказам, а
затем на их основании составляется общий календарно-объемный график по
всему портфелю заказов на данный плановый период и по каждому цеху. При
этом необходимо обеспечить
такую загрузку всех звеньев производства, чтобы
она соответствовала их пропускной способности и была равномерной на
протяжении всего планового периода. Для этого производятся календарно-
объемные расчеты (табл. 29.7) и строятся соответствующие графики, в которых
показываются взаимная увязка календарных сроков выполнения отдельных
заказов (серий) и загрузки производственного оборудования и площадей (см.
рис. 29.3).
При
составлении месячной программы цеха следует руководствоваться
договорными сроками выполнения заказа. Состав месячной программы
определяется
методом подбора по портфелю заказов. Из портфеля заказов
выбирается номенклатура и сроки выпуска, а также равномерность загрузки
производственного оборудования и площадей. Если загрузка оказывается
больше пропускной способности, разрабатываются организационно-
технические мероприятия, обеспечивающие выполнение программы. При
необходимости может быть увеличено число смен работы оборудования.
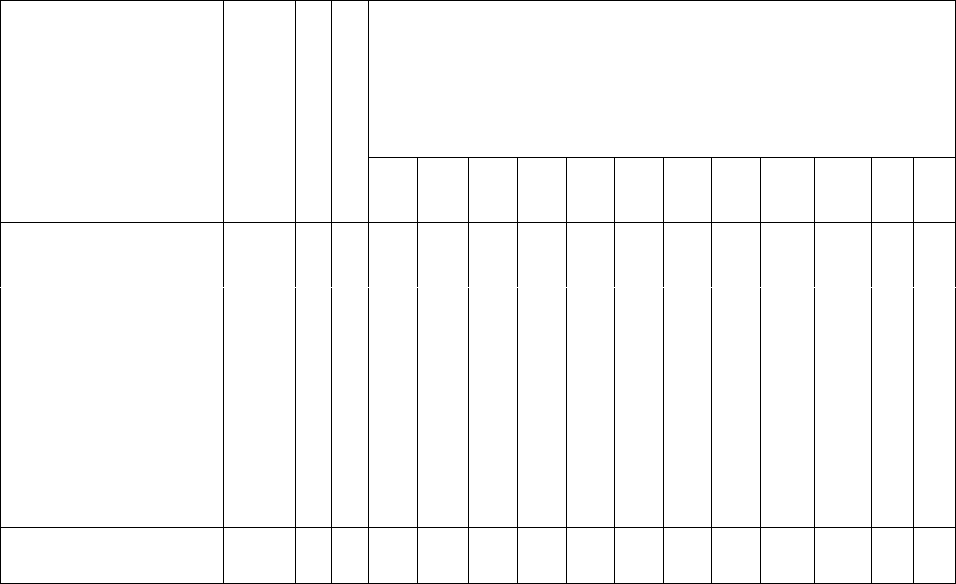
Таблица 29.7
Календарно-объемный расчет изготовления по заказу № 950 в
цехах завода
Составленная программа передается цехам для оперативной подготовки
работ на очередной месяц за несколько дней до его начала.
МЕСЯЦЫ
ЦЕХИ
Трудоемкость работ,
станко-часы
Фронт работы
Сменность
I II III IV V VI VII
VII
I
IX X XI XII
1. Стальных
отливок
3040 4 3
152
0
152
0
–– –– –– –– –– –– –– –– –– ––
2. Цветных
отливок
760 1 3 380 380 –– –– –– –– –– –– –– –– –– ––
3. Кузнечный
950 1 1 380 380 190 –– –– –– –– –– –– –– –– ––
4. Термический
1140 1 1 –– –– 152 152 152 152 152 152 76 –– –– ––
5. Механический
11400 4 2 ––
152
0
152
0
152
0
152
0
152
0
152
0
152
0
760 –– –– ––
6. Сборочный
4560 6 2 –– –– –– –– –– –– –– ––
228
0
2280 –– ––
Итого
21850
–
–
–
–
228
0
380
0
186
2
167
2
167
2
167
2
167
2
167
2
311
6
2280 –– ––
29.4.4. Внутрицеховое календарное планирование в серийном производстве
Внутрицеховое календарное планирование осуществляют планово-
диспетчерские бюро цехов на месяц, декаду, неделю, сутки (в зависимости от
выбранного ритма). Основой для внутрицехового планирования служат
месячные календарные планы-графики цехов и ведомости расшифровки
узловых, групповых или машинных комплектов, т.е. перечни всех деталей
(сборочных единиц), входящих в каждый комплект.
Планово-учетными единицами
для участков механообрабатывающих
цехов, где работа участков организована по технологической форме
специализации, служат, как правило, детали отдельных наименований или
детале-операции. Поскольку состав и очередность выполнения операций и
технологических маршрутов обработки партий отдельных деталей, входящих в
комплект, могут не совпадать, то для разработки подетальных планов участков
необходимо все детали комплекта сгруппировать
по однородности
внутрицеховых технологических маршрутов и очередности их прохождения по
участкам цеха. При группировке необходимо также указывать длительность
цикла обработки партии деталей на данном участке, что дает возможность
увязать цикл прохождения отдельных групп деталей с общим циклом
прохождения комплекта в цехе [50].
На основании такой группировки можно построить стандартный график
прохождения
и обработки по участкам отдельных партий деталей комплекта на
всю длительность производственного цикла. Наличие таких графиков упрощает
разработку месячных календарных заданий участкам цеха и позволяет строго
согласовать во времени движение отдельных партий деталей цикловых
комплектов по участкам в соответствии с месячным планом-графиком цеха.
При разработке планов-графиков для участков, работающих
в условиях
предметной формы специализации, в качестве планово-учетной единицы также
принимается деталь. Но поскольку на участке установлены все виды
оборудования, на которых она будет обрабатываться, то сроки запуска-выпуска
деталей по участку принимаются по цеховой программе, а прохождение партии
деталей по отдельным группам оборудования согласуется с его пропускной
способностью.
Известно, что предметная форма специализации предопределяет серийно-
поточное производство. Планирование работы серийно-поточных участков,
состоящих из одной или нескольких переменно-поточных линий или
групповых поточных линий, осуществляется на основании нормативных
планов-графиков (стандарт-планов) работы поточных линий (см. пар. 8.6; 8.7).
Задания на рабочие места на серийно-поточных участках в силу
стабильности работ
могут выдаваться на декаду и даже на месяц. Это
способствует улучшению организации оперативной подготовки производства и
упрощает оперативное планирование.
В условиях менее стабильной работы возрастает роль ежедневно
выдаваемых сменно-суточных заданий, в которых должно быть указано не
только то количество продукции, которое необходимо изготовить за данный
день по месячному плану-графику, но и количество на восполнение
допущенных отставаний, например, по дефицитным деталям и узлам. В
сменно-суточном задании устанавливаются сроки
запуска партий деталей в
обработку по операциям, рабочим местам и выпуск их на ближайшие сутки по
сменам.
Для сборочных участков в качестве планово-учетной единицы
принимается сборочная единица или изделие в целом, по которым
устанавливается и месячная оперативная программа для цеха.
Если на таком участке производится и обработка деталей для
сборки
сборочных единиц (изделия), то сроки выпуска из обработки и запуска в
обработку партий деталей различных наименований определяются в
соответствии с цикловым графиком сборки данной сборочной единицы
(изделия) и длительностью обработки партии деталей на данном участке. Для
такого участка в месячном оперативном задании по каждой сборочной единице
(изделию) должны быть
даны перечень номеров и наименований деталей, а
также сроки запуска и выпуска по деталям каждого наименования.
На основании месячного задания участку могут быть составлены
месячные задания для каждого рабочего места. Кроме того, является
целесообразным составление заданий на более короткие отрезки времени:
декады (недели или пятидневки), сутки (смены). Декадные задания в
серийном
производстве могут составляться в двух случаях: 1) для технологических или
предметных участков с установившейся и ограниченной номенклатурой; 2) для
участков, являющихся «узким местом».
29.5. Оперативно-календарное планирование в массовом производстве
29.5.1. Особенности календарного планирования в массовом производстве
В массовом производстве номенклатура обрабатываемых деталей и
собираемых сборочных единиц и изделий сравнительно невелика и устойчива
на протяжении длительного периода времени, относительно постоянный
суточный темп выпуска готовой продукции, узкая специализация рабочих мест.
все это предопределяет организацию поточных методов производства.
В этих условиях основной задачей оперативно-календарного
планирования является организация и обеспечение
движения предметов труда
по операциям в заданном ритме.
Основные вопросы регламентации движения предметов труда решаются
в период проектирования поточных линий (см. гл. 8).
Методы и формы оперативного планирования массового производства,
учитывающие особенности конкретного предприятия, основываются на:
а) наличии заранее разработанной технической документации, точно
регламентирующей пооперационную технологию, а также расходных
подетальных и пооперационных норм затрат труда и материалов на всю
выпускаемую предприятием продукцию; б) системе календарно-плановых
нормативов, среди которых особое значение имеют такт, ритм потока, скорость
движения конвейера, подетальные нормативы заделов, стандарт-планы,
размеры партий, периодичность чередования
партий, длительность цикла и др.
Основной планово-учетной единицей по заводу и сборочным цехам
являются изделие и сборочные единицы, а для заготовительных и
механообрабатывающих цехов – заготовки и детали отдельных наименований.
Оперативно-календарное планирование в массовом производстве имеет
ряд особенностей, таких как: 1) тесная связь оперативно-календарного
планирования с организационно-техническими мероприятиями
по обеспечению
ритмичной работы на всех операциях производственного цикла; 2) привязка
производственного процесса к единой расчетной величине – такту (ритму)
выпуска продукции; 3) высокие требования к надежности оборудования,
качеству технологических процессов и организованности рабочих-операторов;
4) широкое применение нормативного подхода к оперативно-календарному
планированию, устойчивость календарно-плановых нормативов; 5) разработка
оперативных программ цехам осуществляется на
квартал (выдача цехам
программ ежемесячно может иметь место лишь в условиях неустоявшегося
производства, в период освоения выпуска нового изделия); 6) выражение
номенклатуры цеховых программ – подетальное, т.е. без специального
комплектования; 7) количественные задания рассчитываются по нормам задела
и распределяются в виде ежедневного равномерного выпуска; 8) внутрицеховое
оперативное планирование, в условиях жесткого закрепления деталей за
поточными линиями, операций – за рабочими местами характеризуется тем, что
количественные задания линиям устанавливаются непосредственно из
оперативной программы цеха; 9) непосредственно из цехового календарного
плана производится календарное распределение заданий в виде ежедневных
планов запуска и выпуска продукции.
Соответственно сказанному организуется общезаводской и
внутрицеховой контроль движения производства. Общезаводской контроль
хода производства ведется посменно
и по часам в соответствии с
установленным тактом (ритмом). Контроль межцеховых передач заготовок,
деталей, сборочных единиц, а также состояния заделов в производстве
осуществляется в соответствии с нормативами и стандартными сроками подач.
Контроль оперативной подготовки производства ведется в подетальном
разрезе путем наблюдения за наличием заделов перед сборкой и на складах
подающих цехов
. Контроль комплектной обеспеченности сборочных процессов
организуется также подетально.
В соответствии со сказанным выше организуется внутрицеховой
контроль, – это контроль выполнения количественного и номенклатурного
плана цеха поточными линиями, а также сборочных единиц и изделий со
сборочных конвейеров и стендов посменно и по часам.
Наблюдение за работой на производственных участках и ее
регулирование осуществляется путем контроля оперативной подготовки
обеспеченности производства всем необходимым для бесперебойной работы,
контроля подетального состояния заделов, а также контроля выпуска готовой
продукции по
всей номенклатуре.
29.5.2. Межцеховое и внутрицеховое календарное планирование в массовом
производстве
Межцеховое и внутрицеховое календарное планирование массового
производства сводится к установлению цехам (участкам, поточным линиям)
основного производства плановых заданий в подетальном разрезе по всей
номенклатуре выпуска, как правило, на квартал с разбивкой по месяцам, исходя
из перспективного плана с учетом того, что он каждый год уточняется и
сопровождается расчетом календарно-плановых нормативов
. Методика расчета
календарно-плановых нормативов приведена в главе 8 (пар. 8.4-8.7).
Месячные оперативные программы цехам составляются на основе
квартальных, но с учетом состояния выполнения программы истекшего
периода, внесения работ, не предусмотренных квартальной программой, и
работ по созданию нормативной величины заделов (цеховых и складских) и
выдаются цехам за 8-10 дней до начала планируемого периода.
Квартальные (месячные) производственные программы составляются
цепным методом, т.е. в последовательности, обратной ходу технологического
процесса, – от сборочного цеха к обрабатывающему и потом к
заготовительному. Таким образом, исходной величиной для планирования
выпуска продукции цехами является программа выпуска готовой продукции
заводом. На основании этой программы и состояния заделов рассчитывается
оперативная программа для каждого
цеха.
Программа выпуска сборочного цеха определяется по формуле
(
)
ф
с.сб.
н
с.сб.в.г.п.в.сб.
Z-ZNN +=
, (29.8)
где N
B
в.г.п
B – объем выпуска готовой продукции на квартал (месяц),
предусмотренный программой завода, шт.;
ф
с.cб
н
с.сб
Z;Z
– нормативная и
фактическая величина складского задела готовой продукции сборочного цеха,
шт.
Программа запуска сборочного цеха определяется по формуле
)Z-(ZNN
ф
ц.сб.
н
ц.сб.в.сб.з.сб.
+=
, (29.9)
где
ф
ц.сб.
н
ц.сб.
Z;Z
– соответственно нормативная и фактическая величина цехового
задела, шт.

Например, месячная программа выпуска готовой продукции
=
в.г.н.
N
300 шт.;
=
н
с.сб.
Z
10 шт. ;
=
ф
с.сб.
Z
5 шт. ;
=
н
ц.сб.
Z
20 шт. ;
=
ф
ц.сб.
Z
15 шт.
Тогда
=
+= 5)-(10300N
в.сб.
305 шт.;
=
+= 15)-(20305N
з.сб.
310 шт.
Программа выпуска механического цеха определяется по формуле
)Z-(ZNN
ф
с.м.
н
с.м.з.сб.в.м.
+=
, (29.10)
где
ф
с.м.
н
с.м.
Z;Z
– нормативная и фактическая величина складского задела
механического цеха, шт.;
з.сб.
N
– программа запуска сборочного цеха,
выраженная в номенклатуре и количестве деталей, идущих на всю программу
запуска.
Программа запуска механического цеха определяется по формуле
)Z-(ZNN
ф
ц.м.
н
ц.м.в.мз.м.
+=
, (29.11)
где
ф
ц.м.
н
ц.м.
Z;Z
– соответственно нормативная и фактическая величина задела
механического цеха.
Аналогично определяется программа выпуска и запуска заготовительного
цеха.
В тех случаях, когда расчет программы запуска производится для цехов
(к), имеющих технологически неизбежные потери, формула принимает вид
)Z-(ZNNN
ф
ц.к.
н
ц.к.т.п.в.к.з.к.
++=
, (29.12)
где
т.п.
N
– величина технологически неизбежных потерь, шт.
Если размер потерь
т.п.
N
выражен в процентах к программе запуска, то
приведенная выше формула будет иметь вид:
)Z-(Z
a100
100N
N
ф
ц.к.
н
ц.к.
тп
в.к.
з.к.
+
−
⋅
=
, (29.13)
где
т.п.
a
– величина технологически неизбежных потерь в %.
На основании квартальных и месячных программ в цехах составляются
месячные оперативные календарные планы-графики, в которых указывается
задание на месяц в целом и на каждые сутки (смену), а также проставляется
фактическое выполнение. Таким образом, месячный календарный план-график
является документом, с помощью которого осуществляется планирование
и
оперативный контроль за ходом выполнения плана.
Месячные оперативные календарные планы работы цехов должны
предусматривать решение следующих задач: 1) обеспечить выпуск изделий в
объеме программы текущего месяца; 2) обеспечить выполнение плана поставок
деталей, заготовок, полуфабрикатов, по кооперации и запасным частям; 3)
восполнить все виды заделов заготовок, деталей, сборочных единиц до
установленных норм; 4) обеспечить равномерную
загрузку рабочих мест и
ритмичный выпуск продукции в течение месяца, декады, недели; 5) привязать
стандарт-планы работы отдельных участков, поточных линий к календарному
времени.
В массово-поточном производстве сменно-суточные задания
составляются только по тем операциям или деталям, по которым необходимо
ликвидировать или предупредить отклонения от нормативных планов-графиков
работы.
Одним из важнейших средств контроля и обеспечения равномерной
работы в течение смены является часовой график. Он вводится на обработке и
сборке особо ответственных деталей и
сборочных единиц, перебои в подаче
которых могут поставить под угрозу срыва выпуск готовой продукции цехом и
заводом.
Квартальная (месячная) производственная программа для цеха является,
как правило, и месячным заданием для участков, так как каждый участок в
массовом производстве специализирован по предметной форме специализации ,
состоит из ряда поточных линий и выпускает
заготовки, готовые детали,
сборочные единицы или изделия.
Оперативно-календарное планирование для поточных линий сводится
обычно к составлению стандарт-планов их работы (см. гл. 8, пар. 8.4-8.7).
29.6. Организация производственного диспетчирования
29.6.1. Сущность, значение и задачи диспетчирования производства
Диспетчирование – это второй этап оперативно-календарного
планирования, в задачу которого входит непрерывный систематический
контроль выполнения планов-графиков изготовления продукции, координация
работы связанных между собой звеньев производства (цехов, участков, рабочих
мест), ликвидация последствий, возникающих из-за отклонений от
установленного регламента работы. Следует отметить, что термин
«производственное диспетчирование», в последние годы все
больше
вытесняется термином «оперативное управление производством», который
охватывает аналогичные функции оперативного регулирования хода
производственного процесса.
Являясь продолжением календарного планирования, диспетчерское
регулирование тем проще и эффективнее, чем лучше организовано календарное
планирование работы цехов, участков и других подразделений.
Диспетчирование должно носить предупредительный характер,
заключающийся в заблаговременном выявлении и своевременном устранении
намечающихся отклонений от
установленных планов-графиков и текущих
заданий.
Для успешного решения задач, стоящих перед производственным
диспетчированием, необходимы следующие объективные условия:
• наличие обоснованно составленных производственных программ,
заданий, взаимосвязанных календарных планов-графиков всех
производственных и непроизводственных подразделений завода, на основе
которых сравнивается фактический ход производства с нормативным и
выявляются отклонения;
• обеспечение всех подразделений предприятия всем необходимым
(документацией, материалами, заготовками, деталями, инструментами,
приспособлениями и т.п.);
• наличие возможности маневрирования резервами производства с тем,
чтобы использовать их для предупреждения намечающихся отклонений от
графика или для быстрой ликвидации, если их не удалось предупредить;
• возможность изменения и перестройки оперативных заданий и планов
графиков по ходу с целью повышения загрузки мощностей и рабочих,
изготовлением деталей или выполнением работ, которые не включены в план
текущих суток, но которые обеспечены всем необходимым, за счет исключения
из программы деталей или работ, по которым отсутствуют условия для их
выполнения;
• оснащенность диспетчерской службы необходимыми техническими
средствами (устройствами передачи речи, графических изображений, текстов;
устройствами дистанционного наблюдения, автоматического учета и контроля
и др.).
При отсутствии этих условий диспетчирование может свестись к простой
регистрации неполадок и к продвижению деталей, без устранения причин,
нарушающих планы-графики и вызывающих штурмовщины в работе.
Следует отметить, что методы
и содержание оперативного
регулирования, также как и календарного планирования, во многом зависят от
типа производства.
В условиях
единичного и мелкосерийного производства основными
объектами диспетчерского контроля являются сроки выполнения важнейших
работ по отдельным заказам и оперативная подготовка к выполнению текущих
заданий. Диспетчерский контроль осуществляется в соответствии с цикловыми
планами-графиками выполнения заказов. Он состоит в проверке сроков запуска
и выпуска заготовок, деталей и сборочных единиц по цехам, а также в
укомплектовании сборки
изделия деталями и сборочными единицами в
установленные сроки.
В условиях
серийного производства основными объектами
диспетчерского контроля являются сроки запуска и выпуска партий заготовок,
деталей, сборочных единиц, состояние складских заделов и степень
комплектной обеспеченности сборочных работ.
Контроль и регулирование осуществляются в соответствии с
установленными планами-графиками межцеховых подач или комплектования
изделий заготовками, деталями и сборочными единицами с учетом норм
опережений, выраженных в изделиях.
Выпуск готовой продукции в количестве,
номенклатуре и по срокам сопоставляется с календарным планом-графиком
изготовления серий изделий.
В условиях массового производства основными объектами
диспетчирования являются соблюдение установленных ритмов работы
поточных линий и состояние внутрилинейных и межлинейных заделов.
Диспетчерский контроль осуществляется в суточном, сменном или почасовом
разрезе в зависимости от величины ритма.
Текущий контроль и регулирование хода производства, осуществляемые
диспетчерской службой, направленные в основном на выполнение
производственных программ, заданий и календарных планов-
графиков в
пределах суток. Одновременно с этим осуществляется и перспективное
диспетчирование, т.е. обеспечение нормального хода производства по графику
на ближайший период времени – неделю, декаду.
Наряду с основным производством, диспетчерская служба координирует
работу вспомогательных цехов и обслуживающих хозяйств производственного
назначения.
29.6.2. Организация диспетчерской службы предприятия
На большинстве машиностроительных заводов диспетчерская служба
имеет трехступенчатую структуру: 1) производственно-диспетчерский отдел
(ПДО) предприятия; 2) производственно-диспетчерское бюро (ПДБ) цеха;
3) диспетчер (плановик) участка.
ПДО возглавляет начальник производства, который одновременно
является и главным диспетчером завода. На крупных заводах должность
главного диспетчера может быть самостоятельной. В ПДО входят бюро
оперативно-календарного планирования основного
производства и
диспетчерское бюро. Диспетчерское бюро, как правило, возглавляет сам
главный диспетчер, которому подчинены дежурные сменные диспетчеры,
осуществляющие текущий контроль и регулирование хода производства. У
сменных диспетчеров могут быть помощники-операторы, которые ведут учет
выполнения планов и получают необходимую для этого информацию из цехов
и других подразделений предприятия.
Основными документами,
на основании которых ведет свою работу
сменный диспетчер завода, являются: сменно-суточные задания по выпуску
продукции цехами; графики межцеховых подач материалов, заготовок, деталей,
сборочных единиц (подузлов, узлов, блоков); графики выхода оборудования из
плановых ремонтов; ведомости дефицитных деталей; диспетчерский журнал;
картотека контрольных сроков. Дежурный диспетчер завода решает все
оперативные вопросы по регулированию
производства и маневрированию
ресурсами в заводском масштабе и между отдельными цехами, которые не
могут ими решаться самостоятельно.
Таким образом, не вмешиваясь в руководство технологического процесса
отдельных цехов, дежурный диспетчер завода своей деятельностью
обеспечивает их согласованную работу в рамках сменно-суточных заданий и
способствует скорейшему изготовлению заготовок, деталей сборочных единиц,
находящихся в списке дефицитных.
Оперативность и эффективность диспетчирования в большой степени
повышается проведением
ежедневных диспетчерских совещаний, на которых
подводятся итоги работы завода за истекшие сутки и выявляются причины,
которые вызвали или могут вызвать отклонения от нормального хода
производства по общезаводскому диспетчерскому коммутатору. Его
участниками являются все линейные и функциональные руководители
заводских подразделений (начальников цехов, участков, отделов, других
подразделений).
На совещании диспетчер завода на основе сведений оперативного
контроля и учета сообщает по коммутатору данные о ходе выполнения сменно-
суточного задания по цехам, заводу в целом и отмечает неполадки и причины,
обуславливающие срыв отдельных заданий. Затем следуют запросы и
претензии руководителей подразделений, которые фиксируются в
диспетчерском журнале и картотеке контрольных сроков исполнения.
Работу по производственному диспетчированию в цехах завода
возглавляет старший диспетчер, являющийся заместителем начальника ПДБ.
Работу по оперативному контролю и регулированию производства в смене
осуществляет сменный диспетчер цеха, являющийся оперативным
руководителем своей смены. В оперативном отношению в дневную смену
диспетчер подчинен начальнику цеха, в ночное время – начальнику смены. В
части оперативного регулирования производства и продвижения заготовок,
деталей, сборочных
единиц, находящихся под общезаводским наблюдением, он
одновременно подчинен и диспетчеру завода.
Основным содержанием работы цехового диспетчерского аппарата
является: 1) контроль выполнения графика выпуска продукции цехом и
прохождения ведущих и дефицитных деталей; 2) контроль за своевременным
запуском в производство заготовок и деталей; 3) контроль оперативной
подготовки производства и обеспечения всем необходимым; 4) принятие мер
по предупреждению
и ликвидации различного рода неполадок в производстве;
5) руководство работой внутрицехового транспорта; 6) ведение диспетчерского
журнала, картотек, контрольных графиков работы цеха и составление текущей
оперативной отчетности (рапорта в ПДО о выполнении производственной
программы за истекшие сутки); 7) уточнение сменно-суточных заданий на
следующую смену и сутки.
Помимо общецехового диспетчирования осуществляется
диспетчирование работы участков
. Диспетчеры (распределители работ)
участков подчиняются старшим мастерам и ведут распределение работ по
рабочим местам, составляют сменные задания, осуществляют контроль за
исполнением заданий рабочими участка. При отсутствии диспетчеров участков
их функции выполняют мастера участков.