Руководство по техобслуживанию УЧПУ FANUC
Подождите немного. Документ загружается.

РАБОТА
B--63844RU/02
2. РАБОЧИЕ УСТРОЙСТВА
447
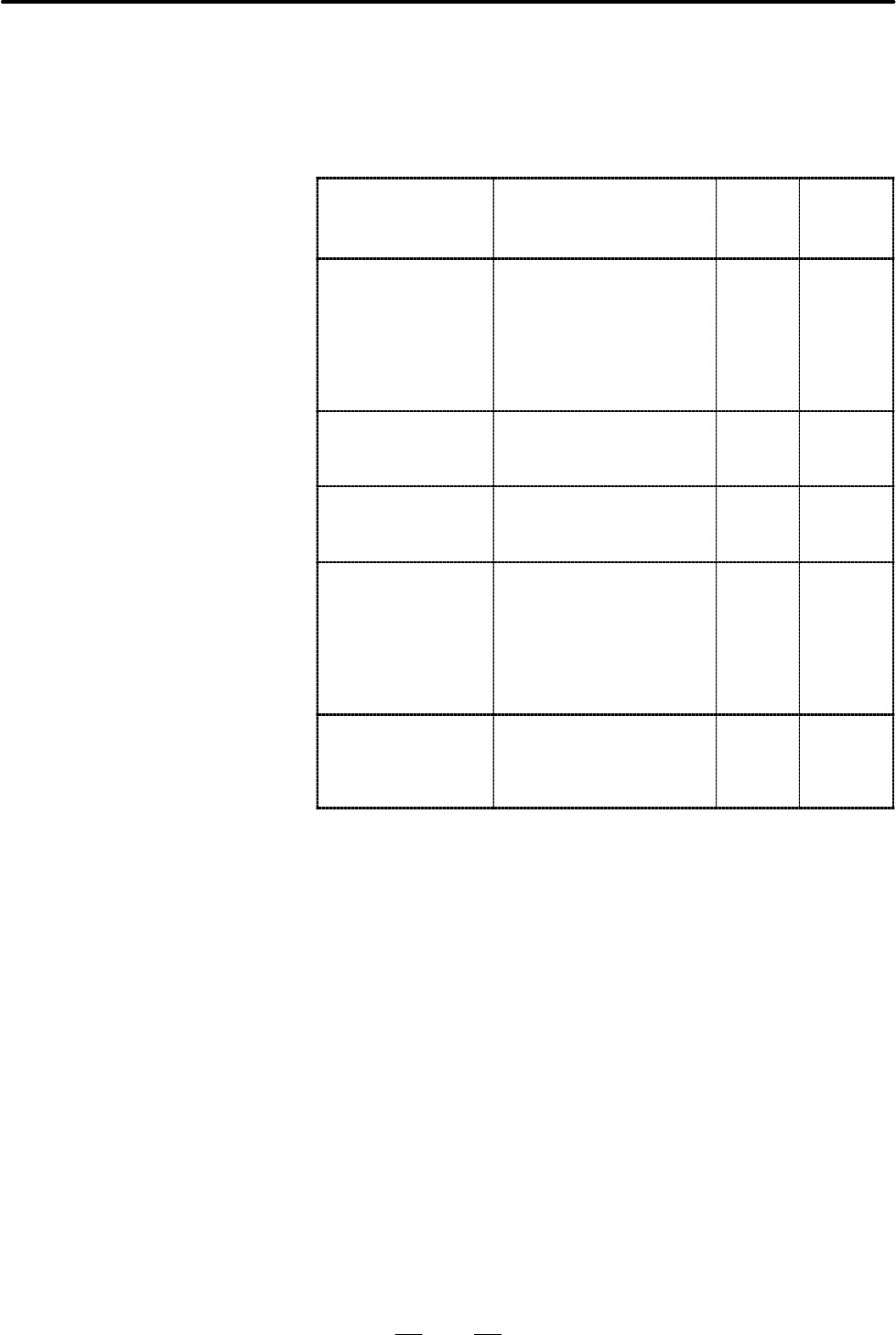
Имеется пять типов внешних устройств ввода/вывода. В данном
разделе описывается каждое устройство. Дополнительную
информацию об этих устройствах смотрите в нижеперечис-
ленных соответствующих руководствах.
Таблица 2.4 Внешнее устройство ввода/вывода
Название
устройства
Использование Макс.
объем
памяти
Руковод-
ство
FANUC Handy File Удобное для
использования,
многофункциональное
устройство ввода--вывода.
Разработано для
оборудования FA и
использует гибкие диски.
3600м B--61834E
Кассета FANUC Устройство ввода/
вывода. Использует
гибкие диски.
2500м B--66040E
Карта FA FANUC Компактное устройство
ввода/вывода.
Использует карты FA.
160м B--61274E
Устройство
считывания/вывода
FANUC
Устройство ввода/
вывода, состоящее из
устройства считывания
бумажной ленты,
устройства вывода
данных на перфоленту и
принтера.
275м B--58584E
Портативное
устройство
считывания с ленты
Устройство ввода для
считывания бумажной
ленты.
______
С помощью внешних устройств ввода-вывода можно
вводить/выводить следующие данные:
1. Программы
2. Данные коррекции
3. Параметры
4. Общие переменные макропрограмм пользователя
Информацию о вводе и выводе данных см. в III-8.
2.4
ВНЕШНИЕ
УСТРОЙСТВА
ВВОДА-ВЫВОДА
РАБОТА2. РАБОЧИЕ УСТРОЙСТВА
B--63844RU/02
448
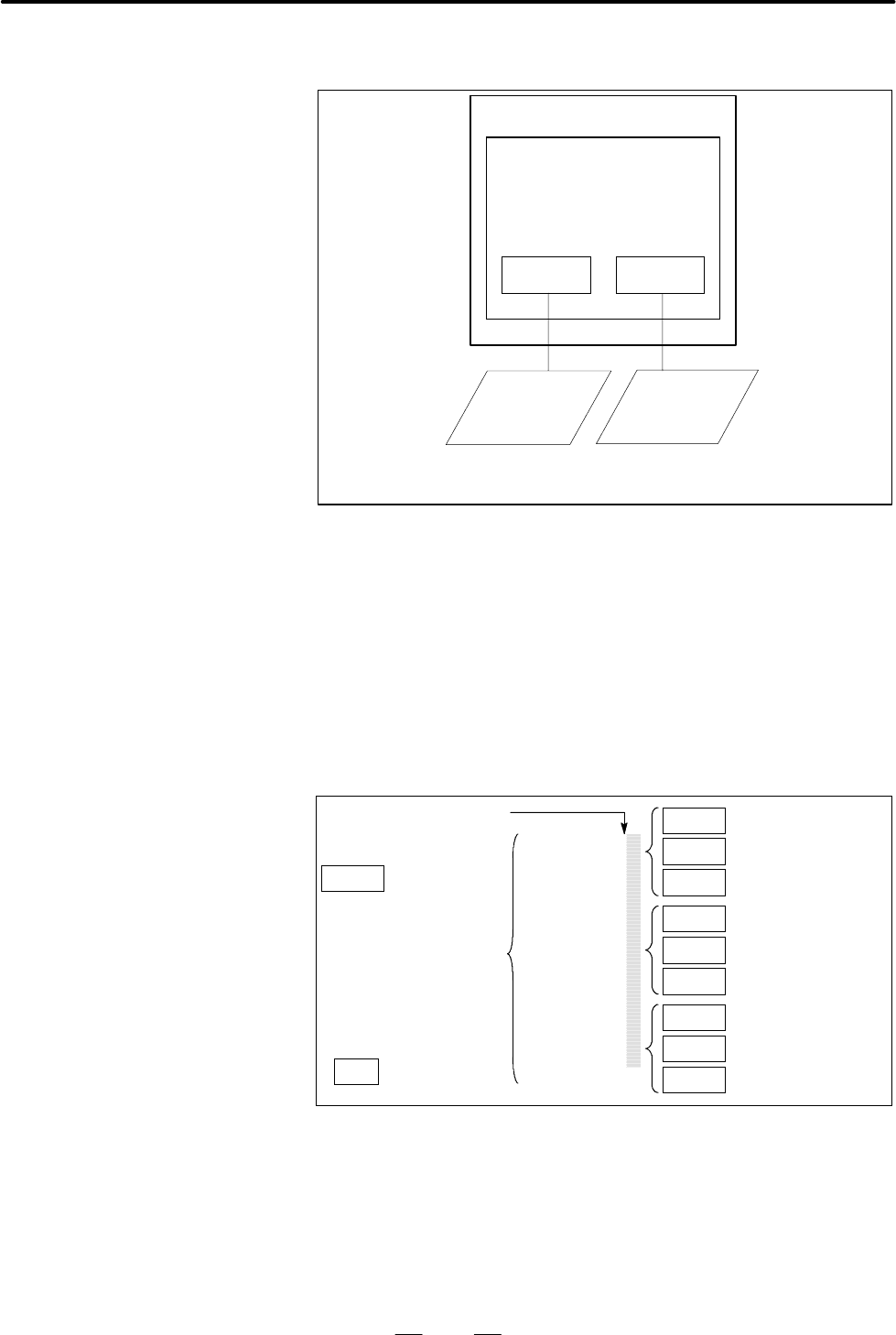
Перед использованием внешнего устройства ввода-вывода,
параметры должны быть установлены следующим образом:
ЧПУ
МАТЕРИНСКАЯ ПЛАТА
Канал 1 Канал 2
JD5A JD5B
RS--232--CRS--232--C
Устройство
считывания/
вывода на
перфоленту
Устройство
считывания/
вывода на
перфоленту
КАНАЛ ВВОДА--ВЫВОДА=0
или
КАНАЛ ВВОДА--ВЫВОДА=1
КАНАЛВВОДА--ВЫВОДА=2
ЧПУ имеет два канала интерфейсов считывания/вывода на
перфоленту. Используемое устройство ввода/вывода задается
через настройку канала (интерфейса), который используется с
этим устройством, в параметре I/O CHANNEL.
Данные, такие, как скорость передачи данных в бодах и коли-
чество стоповых битов устройства ввода-вывода, соединенного
с конкретным каналом, должны быть предварительно установ-
лены в параметрах для данного канала.
Для канала 1 предусмотрены две комбинации параметров для
установки данных устройства ввода-вывода.
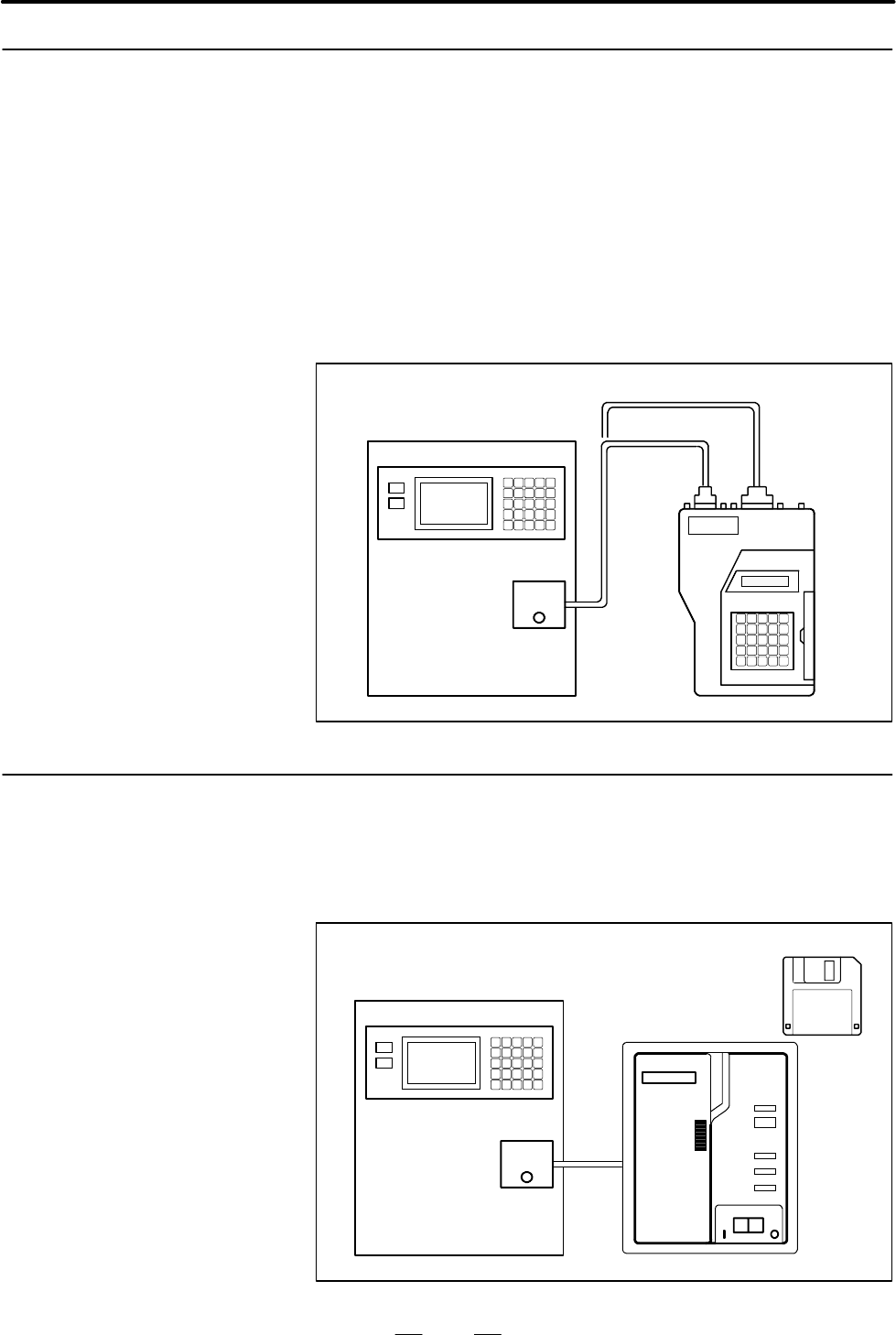
Следующее показывает взаимосвязь между параметрами
интерфейса считывания/вывода на перфоленту для каналов.
0020
КАНАЛ
ВВОДА--ВЫВОДА
Установите канал для
устройства ввода--
вывода.
КАНАЛ ВВОДА--ВЫВОДА
=0:Канал 1
=1:Канал 1
=2:Канал 2
КАНАЛ ВВОДА--
ВЫВОДА=0
(канал 1)
0101
Стоповый бит и
другие данные
0102
Заданный ном. для
уст--ва ввода--вывода
0103
Скорость передачи
данных в бодах
КАНАЛ ВВОДА--
ВЫВОДА =1
(канал 1)
0111
Стоповый бит и
другие данные
0112
Заданный ном.для
уст--ва ввода--вывода
0113
Скор. передачи
данных в бодах
КАНАЛ ВВОДА--
ВЫВОДА =2
(канал 2)
0121
0122
0123
Канал ввода/вывода
номер (параметр 0020)
Номер
параметра
Стоповый бит и
другие данные
Заданный ном. для
уст--ва ввода--вывода
Скор. передачи
данных в бодах
Параметр
РАБОТА
B--63844RU/02
2. РАБОЧИЕ УСТРОЙСТВА
449
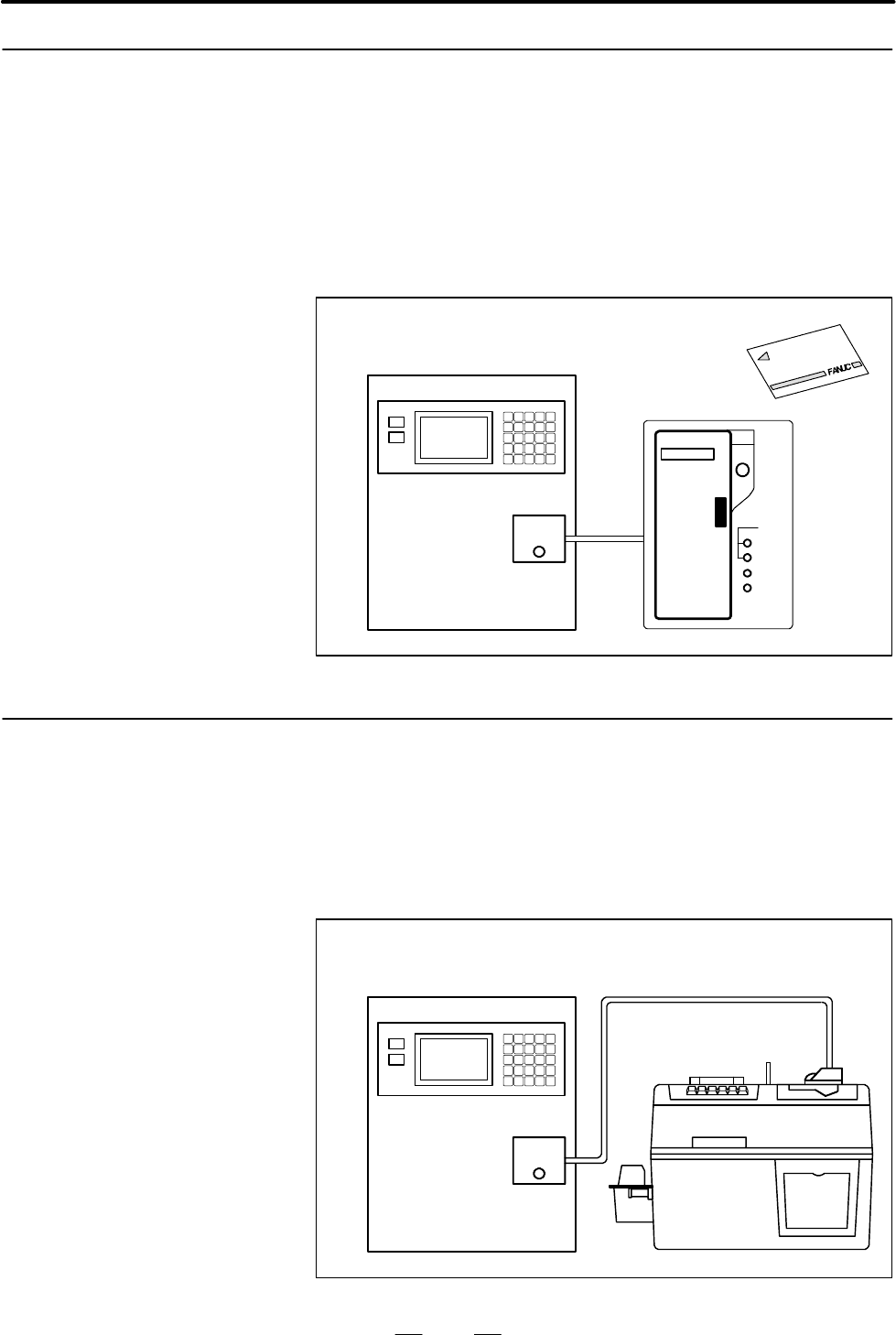
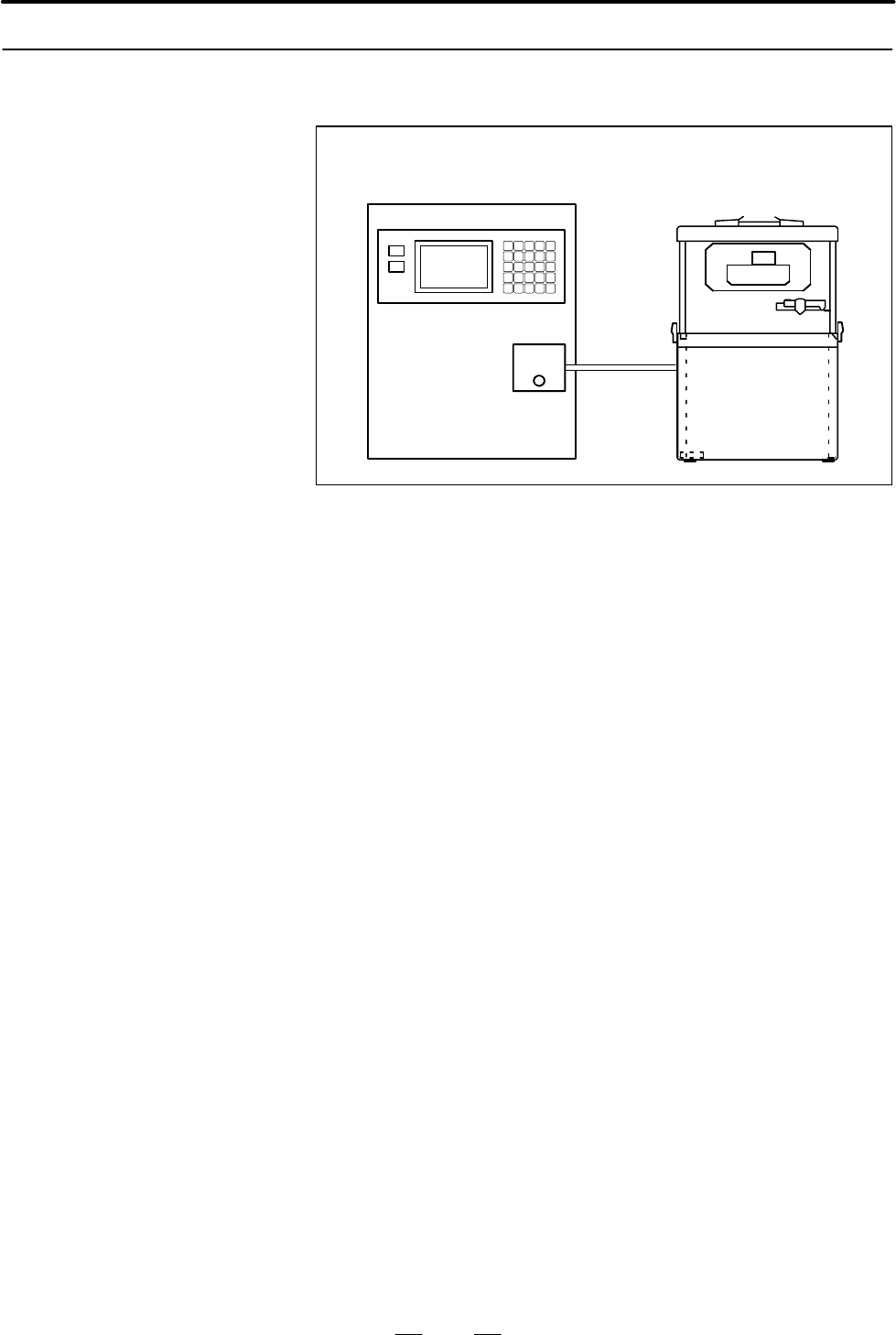
Handy File - это простое в использовании, многофунк-
циональное устройство ввода-вывода использующее для хране-
ния данных флоппи-диск, разработанное для оборудования FA.
Управляя Handy File напрямую или удаленно с присоеди-
ненного к нему устройства, можно переносить и редактировать
программы.
Handy File использует 3,5-дюймовые гибкие диски, с которыми
не возникает проблем, связанных с бумажной лентой (то есть
помех во время ввода-вывода, непрочности и громоздкости).
На одном гибком диске можно сохранить одну или более
программ (до 1.44 Мбайт, что эквивалентно емкости памяти
3600 мбумажнойленты).
ИнтерфейсRS--232--C или
RS--422
(Панель вывода данных на
перфоленту и т.д.)
FANUC
Handy File
Интерфейс
RS--232--C
RS--422
Интерфейс
Если кассета (Floppy Cassette) подсоединена к устройству ЧПУ,
программы обработки, хранящиеся в ЧПУ, могут быть
сохранены на кассете (Floppy Cassette), а программы обработки,
сохраненные на кассете (Floppy Cassette), могут передаваться в
устройство ЧПУ.
Интерфейс RS--232 --C
(Панель вывода данных на
перфоленту и т.д.)
¨
¨
¨
¨
¨
¨
¨
FANUC
ON OFF
POWER
2.4.1
FANUC Handy File
2.4.2
Кассета FANUC
РАБОТА2. РАБОЧИЕ УСТРОЙСТВА
B--63844RU/02
450
Карта FA - это карта памяти, используемая в качестве средства
ввода в поле FA. Этоустройствоввода/вывода в форме карты,
характеризующееся высокой надежностью, маленьким
размером, большой емкостью и не требующее обслуживания.
Если карта FA подсоединена к устройству ЧПУ через адаптер
карты, программы обработки, хранящиеся в ЧПУ, могут
передаваться на карту FA и сохраняться на ней. Программы
обработки, хранящиеся на карте FA, могут также передаваться
устройству ЧПУ.
Интерфейс RS--232 --C
(Панель вывода данных на
перфоленту и т.д.)
READY
EJECT
READ
WRITE
ALARM
RESET
FANUC
Устройство считывания/вывода FANUC состоит из трех
устройств: принтер, устройство вывода данных на бумажную
перфоленту и устройство считывания с бумажной ленты.
Если используется только устройство считывания/вывода,
данные могут считываться с устройства считывания с
перфоленты, печататься или выводиться на перфоленту. Можно
также выполнять проверки TH и TV по считанным данным.
Интерфейс RS--232 --C
(Панель вывода данных на
перфоленту и т.д.)
2.4.3
Карта FA FANUC
2.4.4
Устройство
считывания/вывода
FANUC
РАБОТА
B--63844RU/02
2. РАБОЧИЕ УСТРОЙСТВА
451
Портативное устройство считывания с ленты используется для
ввода данных с бумажной ленты.
}
¨
+
¨
++
Интерфейс RS--232 --C
(Панель вывода данных на
перфоленту и т.д.)
2.4.5
Портативное
устройство
считывания с ленты
РАБОТА2. РАБОЧИЕ УСТРОЙСТВА
B--63844RU/02
452
Порядок включения питания
1 Проверьте внешний вид станка с ЧПУ.
(Напр., убедитесь, что передняя и задняя дверцы закрыты).
2 Включите питание в соответствии с руководством,
предоставляемом изготовителем станка
3 После включения питания, убедитесь, что появилось окно
позиционирования. Срабатывает сигнал тревоги, если при
включении питания возникает состояние тревоги. Если на
дисплее появляется окно, показанное в разделе III-2.5.2
существует вероятность повреждения системы.
MEM STRT MTN *** 09:06:35
[ ABS ] [ REL ] [ ALL ] [ HNDL ] [ OPRT ]
ACTUAL POSITION(ABSOLUTE) O1000 N00010
PART COUNT 5
RUN TIME 0H15M CYCLE TIME 0H 0M38S
ACT.F 3000 MM/M S 0 T0000
X 123.456
Y 363.233
Z 0.000
4 Убедитесь, что мотор вентилятора вращается.
ОПАСНО
До тех пор, пока не появится окно позиционирования
или окно сигнала тревоги после включения питания, не
следует нажимать какие--либо клавиши. Некоторые
клавиши применяются при техническом обслужива--
нии или для специальных операций. Их нажатие может
привести к непредвиденным последствиям.
2.5
ВКЛЮЧЕНИЕ / ВЫК-
ЛЮЧЕНИЕ ПИТАНИЯ
2.5.1
Включение питания
Порядок выполнения
Экран отображения
позиции (тип экрана с
7 дисплейными
клавишами)
РАБОТА
B--63844RU/02
2. РАБОЧИЕ УСТРОЙСТВА
453
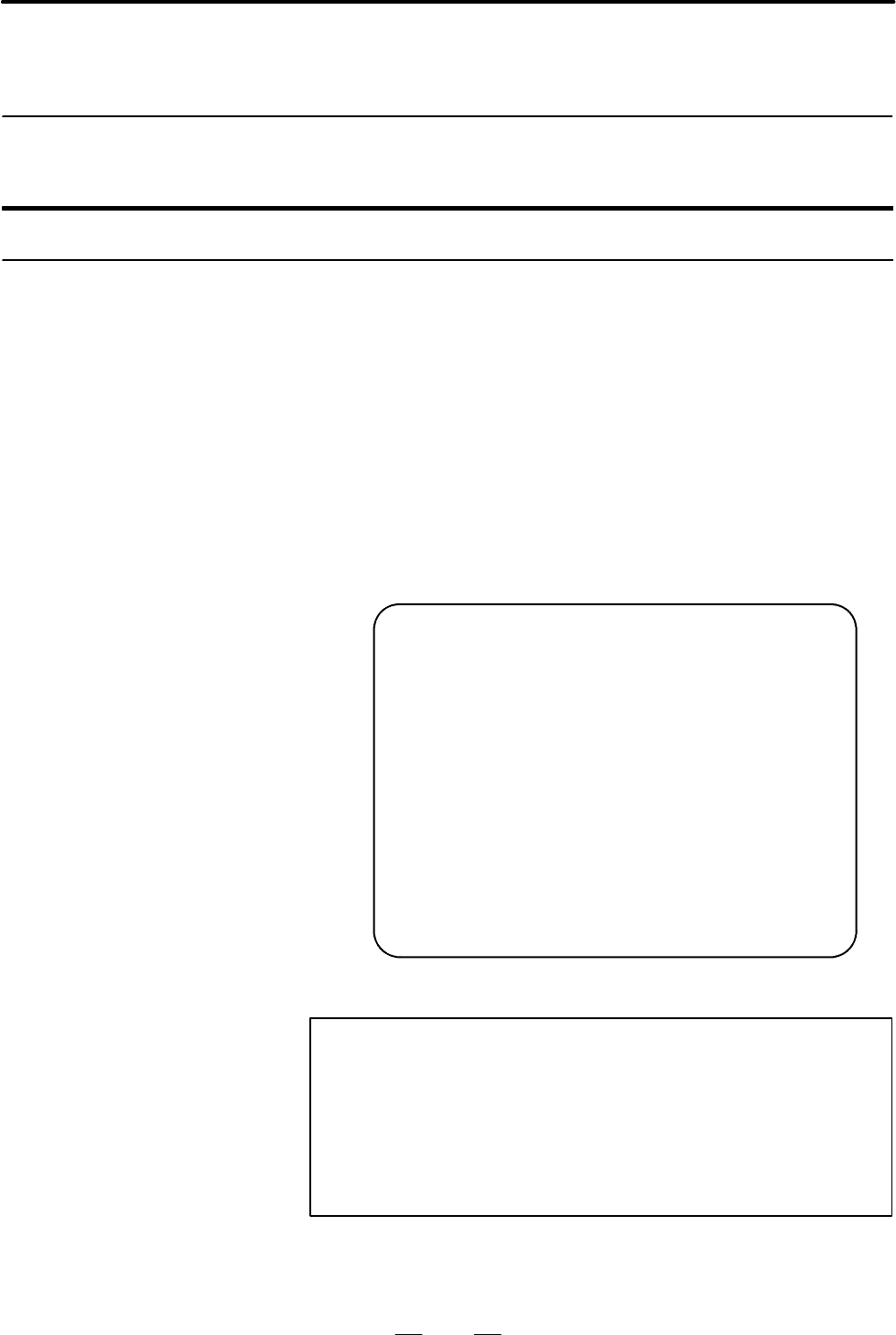
При возникновении неисправности в оборудовании или
ошибкив установкесистемаотображаетодноиз трехследующих
типов окон, а затем останавливает работу.
Указывается информация, такая, как тип печатной платы,
установленнойв каждыйслот. Данная информация и состояние
светодиода могут использоваться при устранении
неисправности.
SLOT CONFIGURATION DISPLAY
0: 003E4000
1 : 30464202
2 : 00504303
3:
4:
5:
0:
1:
2:
3:
4:
5:
Номер физического слота
(вспомогательный)
Информация, например, идентификация модуля установленной печатной платы
Номер физического слота
(основной)
Внутренне--присвоенный номер слота
Функция модуля
Типы печатных плат
Для дополнительной информации о типах печатных плат и
функций модуля смотрите РУКОВОДСТВО ПО ТЕХНИ-
ЧЕСКОМУ ОБСЛУЖИВАНИЮ (B-63785EN).
2.5.2
Окно, которое
появляется при
включении питания
Отображение
состояния гнезд
РАБОТА2. РАБОЧИЕ УСТРОЙСТВА
B--63844RU/02
454
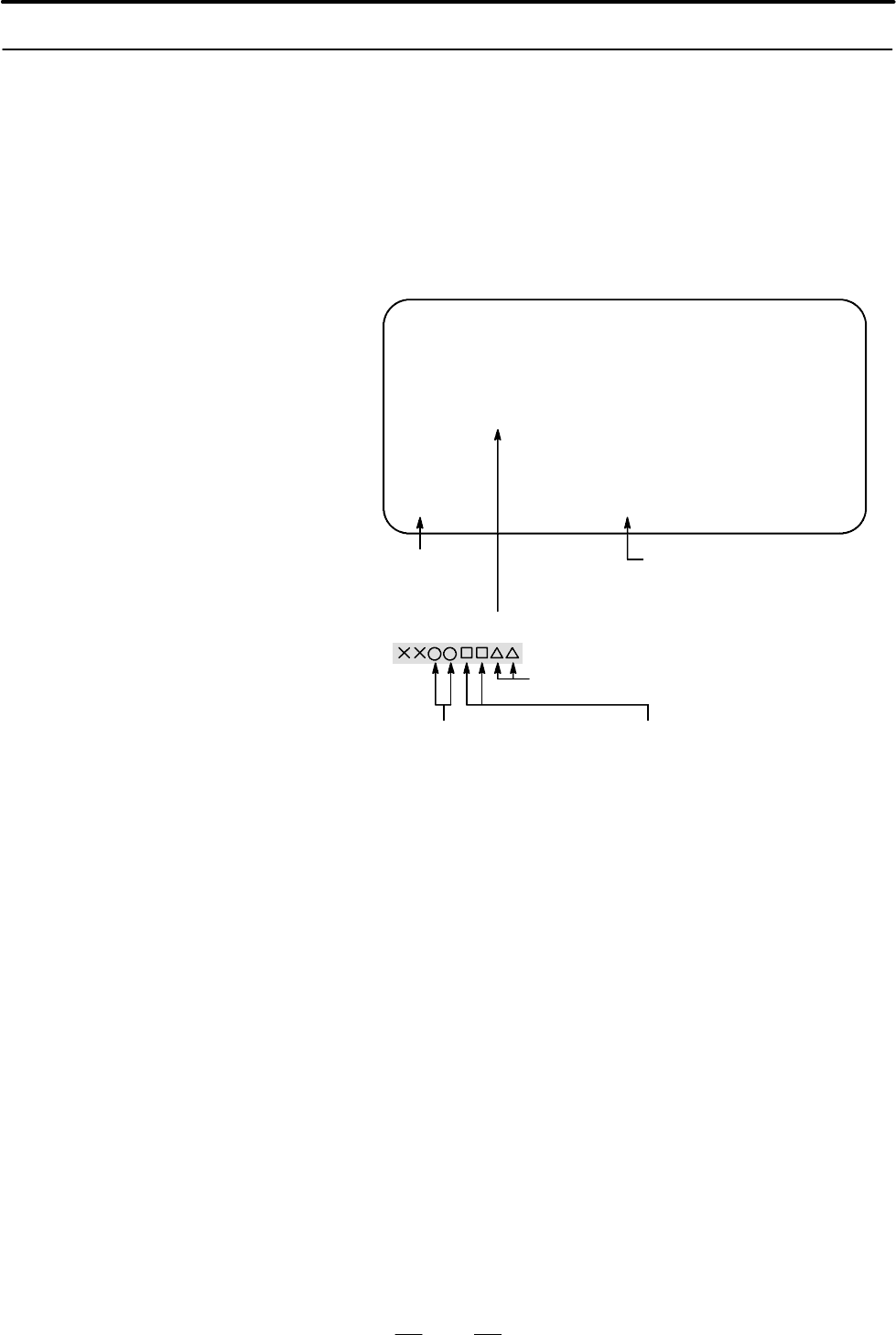
DDH1 - 01
SLOT 01 (3046) : END
SLOT 02 (3050) :
Пусто: Установка не
завершена
Идентификация модуля
Номер гнезда
END: Установка завершена
DDH1 - 01
Программное обеспечение
устройства ЧПУ
OMM : yyyy--yy
PMC : zzzz--zz
Компилятор макрокоманд/
макрокоманды, введенные
по заказу
PMC
Конфигурацию программного обеспечения так же можно
отобразить в окне конфигурации системы.
См. РУКОВОДСТВО ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВА-
НИЮ (B-63785EN) по экрану конфигурации системы
Отключение питания
1 Убедитесь, чтонаоперационнойпанеливыключен
светодиод, указывающий на пуск цикла.
2 Убедитесь, что все движущиеся части станка с ЧПУ
остановлены.
3 Если внешнее устройство ввода-вывода, например,Handy
File, подключено к ЧПУ, выключите его.
4 Нажмите кнопку POWER OFF и удерживайте ее не менее 5
секунд.
5 Информацию о том, как отключается станок, читайте в
руководстве от изготовителя станка.
Окно, отображающее
состояние установок
модуля
Отображение
конфигурации
программного
обеспечения.
2.5.3
Отключение питания
Порядок
действий

РАБОТА
B--63844RU/02
3. РУЧНЫЕ ОПЕРАЦИИ
455
3
РУЧНЫЕ ОПЕРАЦИИ
Существует следующие шесть видов ручных операций:
3.1 РУЧНОЙ ВОЗВРАТ В РЕФЕРЕНТНУЮ ПОЗИЦИЮ
3.2 РУЧНАЯ НЕПРЕРЫВНАЯ ПОДАЧА
3.3 ПОДАЧА ПРИРАЩЕНИЯМИ
3.4 РУЧНАЯ ПОДАЧА С ПОМОЩЬЮ РУКОЯТКИ
3.5 РУЧНОЕ АБСОЛЮТНОЕ ВКЛЮЧЕНИЕ И
ВЫКЛЮЧЕНИЕ
РАБОТА3. РУЧНЫЕ ОПЕРАЦИИ
B--63844RU/02
456
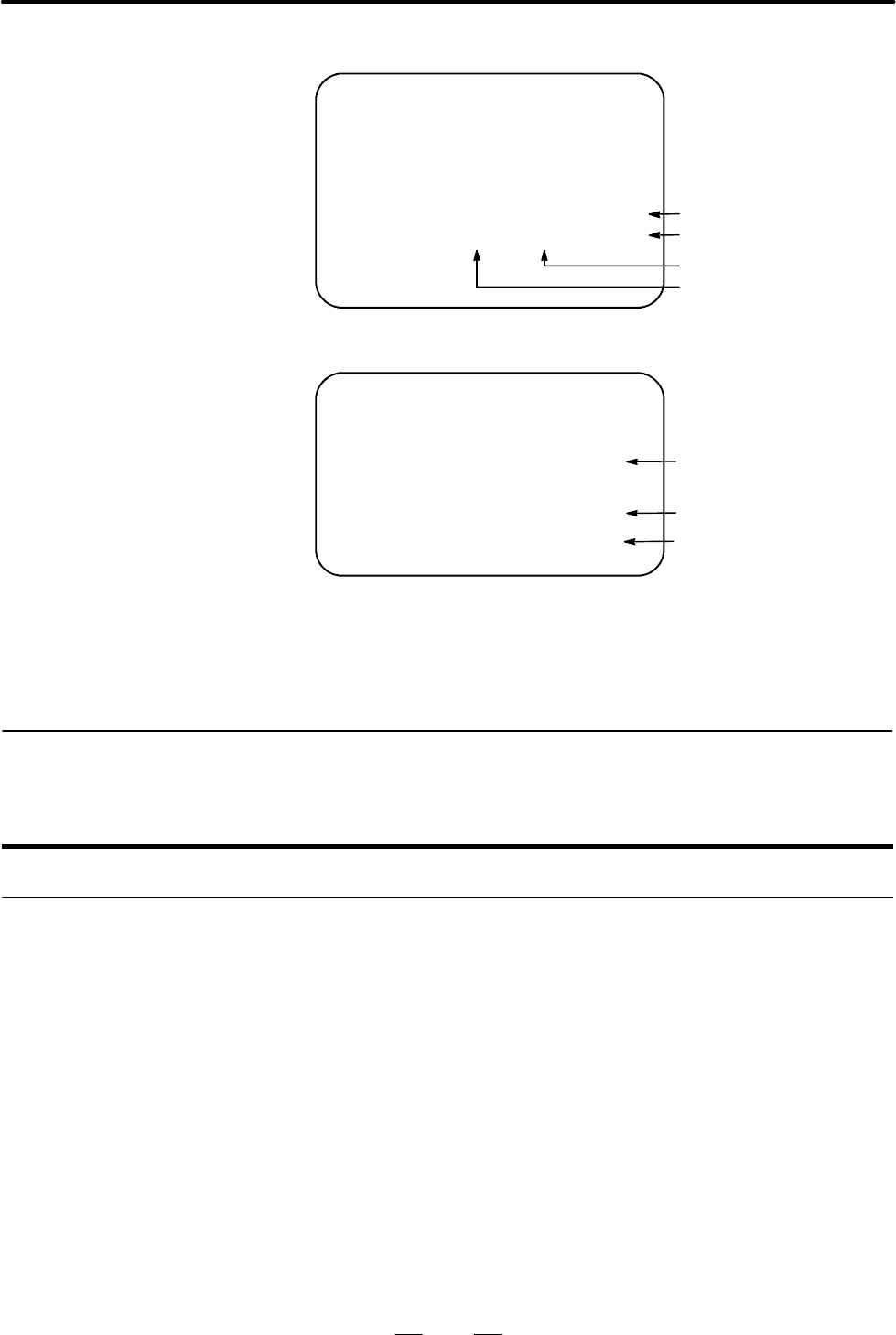
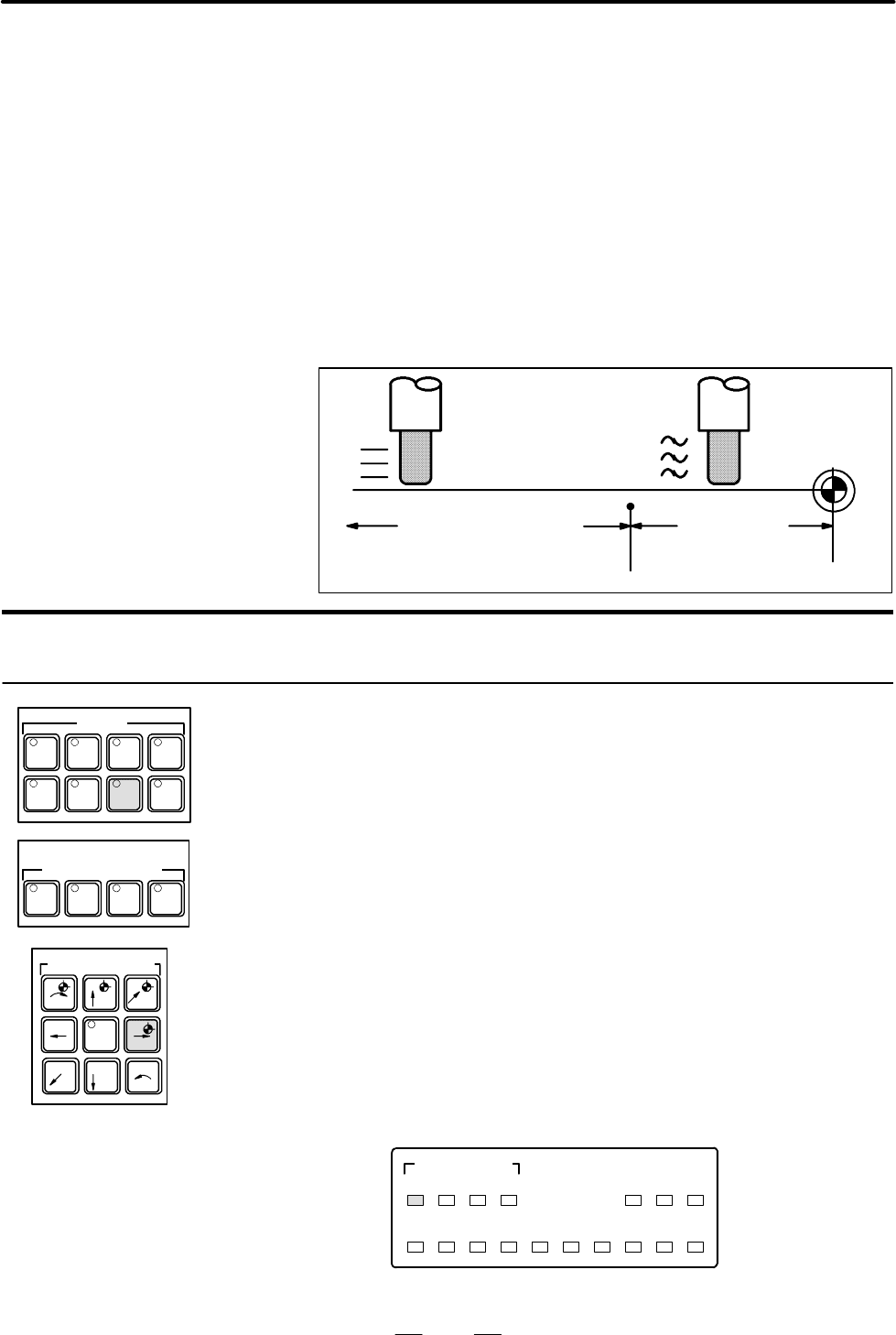
Инструмент возвращается в референтную позицию следующим
образом: Инструмент перемещается в направлении, заданном в
параметре ZMI (бит 5 ном. 1006) для каждой оси, посредством
переключателя возврата в референтную позицию, располо-
женном на пульте оператора станка. Инструмент подходит к
точке замедления на скорости ускоренного подвода, затем пере-
мещается в референтную позицию со скоростью FL. Скорость
ускоренногоподвода и скорость FL задаются в параметрах (ном.
1420, 1421 и 1425). Во время ускоренного подвода можно ис-
пользовать ручную коррекцию подвода, состоящую из четырех
этапов. Когда инструмент вернулся в референтную позицию, на
панели загорается светодиод, подтверждающий завершение
возврата в реф. позицию. Вобщем-то, инструмент переме-
щаетсяпо однойоси, но может перемещаться ипо тремодновре-
менно, если такое перемещ.задано в пар.JAX(бит 0 вном.1002).
Скорость ускоренного подвода
(действует ручная коррекция
ускоренного подвода)
Перемещение на
ускоренном подводе
Замедленное
движение со
скорость FL
Референтная
позиция
Точка
торможения
Процедура возврата инструмента в референтное
положение вручную
1 Нажмите переключатель ручного возврата в референтное
положение, один из переключателей выбора режима работы.
2 Чтобы снизить скорость подачи, нажмите на переключатель
ручной коррекции ускоренного подвода. Когда инструмент
вернулся в референтную позицию, на панели загорается
светодиод, подтверждающий завершение возврата в
референтную позицию.
3 Нажмите на переключатель выбора оси и направления пода-
чи, соответствующий оси и направлению для возврата в ре-
ферентную позицию. Удерживайте переключатель нажа-
тым, пока инструмент не вернется в референтную позицию.
Инструмент может перемещаться одновременно по трем
осям, если это задано в соответствующей установке пара-
метра. Инструментподходитк точкезамедления наскорости
ускоренного подвода, затем перемещается в референтное
положение со скоростью FL, заданной в параметре.
4 При необходимости выполните аналогичные действия для
других осей. Вышеописанное следует рассматривать в ка-
честве примера. Фактич. операции описаны в соответству-
ющем руководстве, предоставляемом изготовителем станка.
X
MIRRROR IMAGE
Y Z C X Y Z
PRO-
GRAM
STOP
M02/
M30
MANU
ABS
SPINDLE
ORI TAP
ATC
READY
NC? MC?
ZERO POSITION
3.1
РУЧНОЙ ВОЗВРАТ В
РЕФЕРЕНТНОЕ
ПОЛОЖЕНИЕ
Порядок
действий
REMOTE MDIMEMORY
EDIT
HANDLE
ZERO
RETURN
TEACHJOG
MODE
100
25
50
F0
RAPID TRAVERSE
OVERRIDE (%)
+C +Z +Y
+X-- X
-- C-- Y -- Z
RAPID
AXIS DIRECTION