Руководство. Справочник пользователя Sinumerik 840D Токарная обработка (new)
Подождите немного. Документ загружается.

Программирование технологических функций (циклы)
8.4 Фрезерование
Токарная обработка
Справочник пользователя, 02/2011, 6FC5398-8CP40-1PA0
401
Режим обработки
При фрезеровании кольцевой канавки режим обработки выбирается свободно:
● Черновая обработка
При черновой обработке последовательно от центра полукруга на конце канавки
обрабатываются отдельные плоскости канавки до достижения глубины Z1.
● Чистовая обработка
При чистовой обработке сначала всегда обрабатывается край до достижения
глубины Z1. При этом подвод к краю канавки осуществляется по четверти круга,
завершающегося в угловом радиусе. При последней подаче из центра полукруга на
конце канавки происходит чистовая обработка основания.
● Чистовая обработка края
Чистовая обработка края осуществляется как чистовая обработка, только без
последней подачи (чистовая обработка основания).
● Снятие фаски
При снятии фаски ломается кромка на верхнем краю кольцевой канавки.
Принцип действий
1. Выполняемая программа обработки детали или программы
ShopTurn создана и Вы находитесь в редакторе.
2. Нажать программную клавишу "Фрезерование".
3. Нажать программные клавиши "Паз" и "Кольцевая канавка".
Открывается окно ввода "Кольцевая канавка".
Параметры программы в G-кодах Параметры программы ShopTurn
PL
Плоскость обработки T Имя инструмента
Направление фрезерования D Номер резца
RP Плоскость отвода мм F
Подача мм/мин
мм/зуб
SC Безопасное расстояние мм S / V
Скорость шпинделя или
постоянная скорость резания
об/мин
м/мин
F Подача *
Программирование технологических функций (циклы)
8.4 Фрезерование
Токарная обработка
402 Справочник пользователя, 02/2011, 6FC5398-8CP40-1PA0
Параметр Описание Единица
Поверхность
обработки
(только для ShopTurn)
Торец C
Торец Y
Боковая поверхность C
Боковая поверхность Y
Положение
(только для ShopTurn)
спереди (торец)
сзади (торец)
снаружи (боковая поверхность)
внутри (боковая поверхность)
(только для ShopTurn)
Зажать/освободить шпиндель (только для Торец Y/Боковая поверхность Y)
Функция должна быть установлена изготовителем станка.
Обработка
∇ (черновая обработка)
∇∇∇ (чистовая обработка)
∇∇∇ край (чистовая обработка края)
Снятие фаски
FZ (только для G-
кода)
Подача на глубину *
Образец окружности
Полная окружность
Кольцевые канавки позиционируются на полной окружности. Расстояние
от одной кольцевой канавки до другой всегда одинаково и вычисляется
СЧПУ.
Делительная окружность
Кольцевые канавки позиционируются на делительной окружности.
Расстояние от одной кольцевой канавки до другой может определяться
углом α2.
X0
Y0
Z0
(только для G-кода)
Позиции относятся к исходной точке:
Исходная точка X – (только для отдельной позиции)
Исходная точка Y – (только для отдельной позиции)
Исходная точка Z – (только для отдельной позиции)
мм
мм
мм
X0 или L0
Y0 или C0
Z0
(только для ShopTurn)
Торец C: Позиции относятся к исходной точке:
Исходная точка X или исходная точка Длина полярная – (только для
отдельной позиции)
Исходная точка Y или исходная точка Угол полярный – (только для
отдельной позиции)
Исходная точка Z – (только для отдельной позиции)
мм
мм или
градус
мм
Программирование технологических функций (циклы)
8.4 Фрезерование
Токарная обработка
Справочник пользователя, 02/2011, 6FC5398-8CP40-1PA0
403
Параметр Описание Единица
CP
X0 или L0
Y0 или C0
Z0
(только для ShopTurn)
Торец Y: Позиции относятся к исходной точке:
Угол позиционирования для области обработки – (только отдельная
позиция)
Исходная точка X или исходная точка Длина полярная – (только для
отдельной позиции)
Исходная точка Y или исходная точка Угол полярный – (только для
отдельной позиции)
Исходная точка Z – (только для отдельной позиции)
Градус
мм
мм или
градус
мм
Y0 или C0
Z0
X0
(только для ShopTurn)
Боковая поверхность C: Позиции относятся к исходной точке:
Исходная точка Y или исходная точка Угол полярный – (только для
отдельной позиции)
Исходная точка Z – (только для отдельной позиции)
Диаметр цилиндра ∅ – (только для отдельной позиции)
мм или
градус
мм
мм
C0
Y0
Z0
X0
(только для ShopTurn)
Боковая поверхность Y: Позиции относятся к исходной точке:
Угол позиционирования для поверхности обработки – (только для отдельной
позиции)
Исходная точка Y – (только для отдельной позиции)
Исходная точка Z – (только для отдельной позиции)
Исходная точка X – (только для отдельной позиции)
Градус
мм
мм
мм
N Количество канавок
R Радиус кольцевой канавки мм
α0 Стартовый угол Градус
α1 Апертурный угол канавки Градус
α2 Угол повторного включения - (только для делительной окружности) Градус
W Ширина канавки мм
Z1 Глубина паза (абс.) или глубина относительно Z0 или X0 (инкр.) - (только
для ∇, ∇∇∇)
мм
DZ Макс. подача на глубину – (только для ∇, ∇∇∇ ) мм
UXY Чистовой припуск Плоскость – (только для ∇, ∇∇∇) мм
позиционировать
Движение позиционирования между канавками:
Прямая:
Подвод к следующей позиции по прямой ускоренным ходом.
Окружность:
подвод к следующей позиции осуществляется по круговой траектории с
установленной через машинные данные
подачей.
FS Ширина фаски для снятия фаски (инкр.) – (только при снятии фаски) мм
ZFS Глубина врезания острия инструмента (абс. или инкр.) – (только при снятии
фаски)
мм
* Единица подачи как запрограммировано перед вызовом цикла

Программирование технологических функций (циклы)
8.4 Фрезерование
Токарная обработка
404 Справочник пользователя, 02/2011, 6FC5398-8CP40-1PA0
8.4.9 Открытый паз (CYCLE899)
Функция
Если необходимо выбрать открытый паз, то используется функция "Открытый паз".
В зависимости от свойств детали и станка, можно выбрать одну из следующих
стратегий черновой обработки:
● Вихревое фрезерование
● Врезное фрезерование
Для полной обработки паза имеются следующие режимы обработки:
● Черновая обработка
● Предварительная чистовая обработка
● Чистовая обработка
● Чистовая обработка основания
● Чистовая обработка края
● Снятие фаски
Вихревое фрезерование
Специальное для закаленных материалов используется этот метод черновой
обработки и обработки контура с помощью фрез с покрытием VHM.
В качестве предпочтительной стратегии для черновой обработки HSC вихревое
фрезерование обеспечивает защиту от полного врезания инструмента. Благодаря
этому точно соблюдается установленное перекрытие.
Врезное фрезерование
Врезное фрезерование считается предпочтительной стратегией для выборки пазов
для "нестабильных" станков и геометрии инструмента. При этой стратегии в основном
действуют только силы вдоль оси инструмента, т.е. вертикально к поверхности
выбираемого кармана/паза (для плоскости XY в направлении Z). Поэтому инструмент
практически не деформируется. Благодаря осевой нагрузке инструмента, и для
неустойчивых деталей опасность вибрации практически отсутствует.
Глубина резания может быть значительно увеличена. Через использование так
называемой врезной фрезы достигается более высокая стойкость благодаря
уменьшению вибрации при большей длине.
Подвод/отвод при вихревом фрезеровании
1. Инструмент движется ускоренным ходом на начальную точку перед пазом,
соблюдая при этом безопасное расстояние.
2. Инструмент подается на глубину резания.
Программирование технологических функций (циклы)
8.4 Фрезерование
Токарная обработка
Справочник пользователя, 02/2011, 6FC5398-8CP40-1PA0
405
3. Обработка открытого паза осуществляется с выбранным режимом обработки
всегда по всей длине паза.
4. Инструмент отводится ускоренным ходом на безопасное расстояние.
Подвод/отвод при врезном фрезеровании
1. Инструмент подается ускоренным ходом на начальную точку перед пазом на
безопасное расстояние.
2. Обработка открытого паза осуществляется с выбранным режимом обработки
всегда по всей длине паза.
3. Инструмент отводится ускоренным ходом на безопасное расстояние.
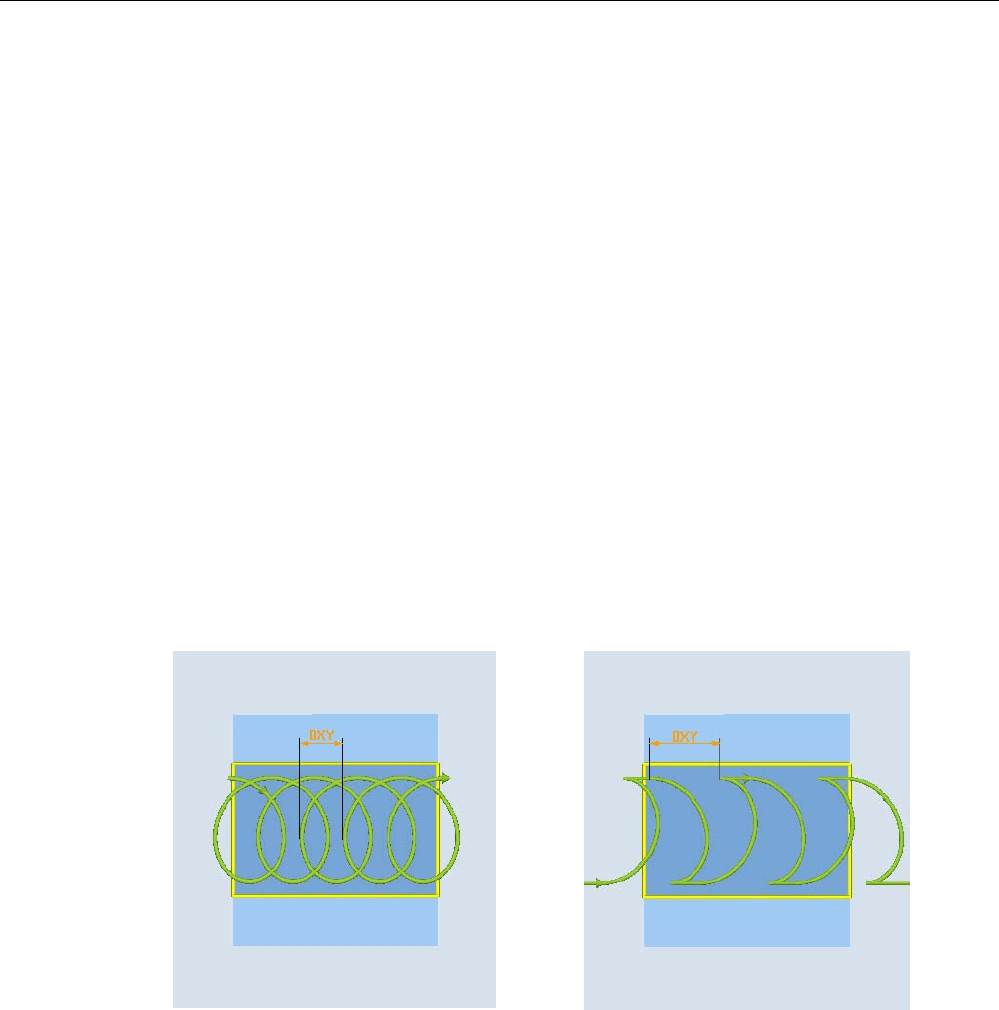
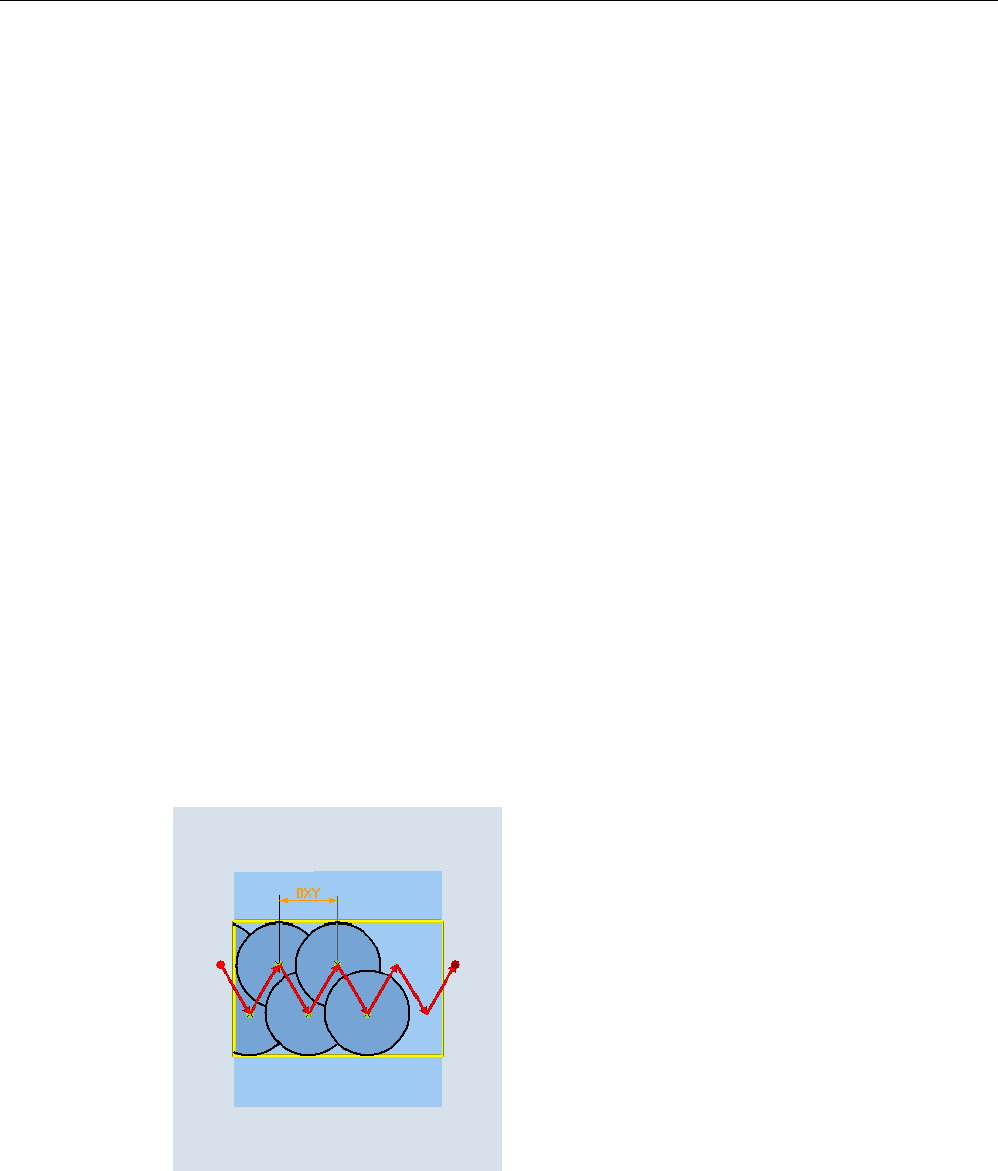
Режим обработки Черновая обработка Вихревое фрезерование
Черновая обработка выполняется круговыми движениями фрезы.
При этих движениях фреза непрерывно подается в плоскости. После прохождения
фрезой всего паза она круговым движением снова отводится назад и снимает
следующий слой (глубина подачи) в направлении Z. Этот процесс повторяется до
достижения предустановленной глубины паза плюс чистовой припуск.
Вихревое фрезерование: синхронный ход
или противоход
Вихревое фрезерование: Синхронный ход-
противоход
Граничные условия при вихревом фрезеровании
● Черновая обработка
1/2 ширины паза W – чистовой припуск UXY ≤ диаметр фрезы
● Ширина паза
Минимум 1,15 x диаметр фрезы + чистовой припуск
Максимум 2 x диаметр фрезы + 2 x чистовой припуск
Программирование технологических функций (циклы)
8.4 Фрезерование
Токарная обработка
406 Справочник пользователя, 02/2011, 6FC5398-8CP40-1PA0
● Радиальная подача
Минимум 0,02 x диаметр фрезы
Максимум 0,25 x диаметр фрезы
● Макс. глубина подачи ≤ высота среза фрезы
Учитывать, что нельзя проверить высоту среза фрезы.
Макс. радиальная подача зависит от фрезы.
Выбрать для твердых материалов меньшую подачу.
Режим обработки Черновая обработка Врезное фрезерование
Черновая обработка паза осуществляется последовательно вдоль паза через
вертикальные движения врезания фрезы с рабочей подачей. После выполняется
отвод и движение позиционирования на следующую точку врезания.
Выполняется попеременное врезание вдоль паза со смещением на половину значения
подачи на левой и правой стенке соответственно.
Первое движение врезания осуществляется на краю паза с врезанием фрезы на
половину подачи минус безопасное расстояние. (если безопасное расстояние больше
подачи, то она выполняется вне материала.) Макс. ширина паза для этого цикла
должна быть меньше двойной ширины фрезы + чистовой припуск.
После каждого движения врезания фреза отводится также с рабочей подачей на
безопасное расстояние. По возможности это выполняется по так называемому методу
Retract, т.е. при обхвате фрезы меньше 180° она отводится под углом 45° в
направлении, противоположном биссектрисе области обхвата, от основания.
После фреза движется ускоренным ходом над материалом.

Программирование технологических функций (циклы)
8.4 Фрезерование
Токарная обработка
Справочник пользователя, 02/2011, 6FC5398-8CP40-1PA0
407
Граничные условия при врезном фрезеровании
● Черновая обработка
1/2 ширины паза W – чистовой припуск UXY ≤ диаметр фрезы
● Макс. радиальная подача
Макс. подача зависит от ширины резца фрезы.
● Размер шага
Боковой размер шага получается из требуемой ширины паза, диаметра фрезы и
чистового припуска.
● Обратный ход
Обратный ход осуществляется с отводом под углом в 45°, если угол охвата меньше
180°. В ином случае осуществляется вертикальный отвод как при сверлении.
● Отвод
Отвод выполняется вертикально к охватывающей поверхности.
● Безопасное расстояние
Выполнить вывод на безопасное расстояние над концом детали, чтобы избежать
закруглений стенок паза на концах.
Учитывать, что нельзя проверить ширину режущей кромки фрезы для макс.
радиальной подачи.
Режим обработки Предварительная чистовая обработка
Если на стенках паза остается слишком много материала, то избыточные углы
снимаются до чистового припуска.
Режим обработки Чистовая обработка
При чистовой обработке стенок фреза двигается вдоль стенок паза, при этом снова
пошагово подается в направлении Z. При этом фреза выводится на безопасное
расстояние над началом паза и концом паза, чтобы обеспечить равномерную
поверхность стенки паза по всей длине паза.
Режим работы Чистовая обработка края
Чистовая обработка края осуществляется как чистовая обработка, только без
последней подачи (чистовая обработка основания).
Режим обработки Чистовая обработка основания
При чистовой обработке основания фреза один раз проходит готовый паз в прямом и
обратном направлении.
Программирование технологических функций (циклы)
8.4 Фрезерование
Токарная обработка
408 Справочник пользователя, 02/2011, 6FC5398-8CP40-1PA0
Режим обработки Снятия фаски
При снятии фаски ломается кромка на верхнем краю паза.
Другие граничные условия
● Чистовая обработка
1/2 ширины паза W ≤ диаметр фрезы
● Чистовая обработка края
Чистовой припуск UXY ≤ диаметр фрезы
● Снятие фаски
Угол при вершине должен быть внесен в таблицу инструментов.
Принцип действий
1. Выполняемая программа обработки детали или программы
ShopTurn создана и Вы находитесь в редакторе.
2. Нажать программную клавишу "Фрезерование".
3. Нажать программные клавиши "Паз" и "Открытый паз".
Открывается окно ввода "Открытый паз".
Параметры программы в G-кодах Параметры программы ShopTurn
PL
Плоскость обработки T Имя инструмента
RP Плоскость отвода мм D Номер резца
SC Безопасное расстояние мм F
Подача мм/мин
мм/зуб
F Подача * S / V
Скорость шпинделя или
постоянная скорость резания
об/мин
м/мин
Программирование технологических функций (циклы)
8.4 Фрезерование
Токарная обработка
Справочник пользователя, 02/2011, 6FC5398-8CP40-1PA0
409
Параметр Описание Единица
Поверхность
обработки
(только для
ShopTurn)
Торец C
Торец Y
Боковая поверхность C
Боковая поверхность Y
Положение
(только для
ShopTurn)
спереди (торец)
сзади (торец)
снаружи (боковая поверхность)
внутри (боковая поверхность)
(только для
ShopTurn)
Зажать/освободить шпиндель (только для Торец Y/Боковая поверхность Y)
Функция должна быть установлена изготовителем станка.
Исходная точка
Положение исходной точки:
(левый край)
(центр)
(правый край)
Обработка
∇ (черновая обработка)
∇∇ (получистовая обработка)
∇∇∇ (чистовая обработка)
∇∇∇ основание (чистовая обработка основания)
∇∇∇ край (чистовая обработка края)
Снятие фаски
Технология
Вихревое фрезерование
Круговое движение фрезы через паз и обратно.
Врезное фрезерование
Последовательные сверлильные движения вдоль оси инструмента.
Направление фрезерования: - (наружное врезное фрезерование)
Синхронный ход
Противоход
Синхронный ход-противоход
Позиция
обработки
Отдельная позиция
Фрезерование паза на запрограммированной позиции (X0, Y0, Z0).
Образец позиции
Фрезерование нескольких пазов на запрограммированном образце позиции (к
примеру, полная окружность или решетка).
Программирование технологических функций (циклы)
8.4 Фрезерование
Токарная обработка
410 Справочник пользователя, 02/2011, 6FC5398-8CP40-1PA0
Параметр Описание Единица
X0
Y0
Z0
(только для G-
кода)
Позиции относятся к исходной точке:
Исходная точка X – (только для отдельной позиции)
Исходная точка Y – (только для отдельной позиции)
Исходная точка Z – (только для отдельной позиции)
мм
мм
мм
X0 или L0
Y0 или C0
Z0
(только для
ShopTurn)
Торец C: Позиции относятся к исходной точке:
Исходная точка X или исходная точка Длина полярная – (только для отдельной
позиции)
Исходная точка Y или исходная точка Угол полярный – (только для отдельной
позиции)
Исходная точка Z – (только для отдельной позиции)
мм
мм
мм
CP
X0 или L0
Y0 или C0
Z0
(только для
ShopTurn)
Торец Y: Позиции относятся к исходной точке:
Угол позиционирования для области обработки – (только отдельная позиция)
Исходная точка X или исходная точка Длина полярная – (только для отдельной
позиции)
Исходная точка Y или исходная точка Угол полярный – (только для отдельной
позиции)
Исходная точка Z – (только для отдельной позиции)
Градус
мм
мм или
градус
мм
Y0 или C0
Z0
X0
(только для
ShopTurn)
Боковая поверхность C: Позиции относятся к исходной точке:
Исходная точка Y или исходная точка Угол полярный – (только для отдельной
позиции)
Исходная точка Z – (только для отдельной позиции)
Диаметр цилиндра ∅ – (только для отдельной позиции)
мм или
градус
мм
мм
C0
Y0
Z0
X0
(только для
ShopTurn)
Боковая поверхность Y: Позиции относятся к исходной точке:
Угол позиционирования для поверхности обработки – (только для отдельной
позиции)
Исходная точка Y – (только для отдельной позиции)
Исходная точка Z – (только для отдельной позиции)
Исходная точка X – (только для отдельной позиции)
Градус
мм
мм
мм
W Ширина паза мм
L Длина паза мм
α0 Угол поворота паза Градус
Z1
(только для G-
кода)
Глубина паза (абс.) или глубина относительно Z0 (абс.) - (только для ∇, ∇∇∇, ∇∇∇
основание и ∇∇)
мм
Z1 или X1
(только для
ShopTurn)
Глубина паза (абс.) или глубина относительно Z0 или X0 (инкр.) - (только для ∇,
∇∇∇, ∇∇∇ основание и ∇∇)
(Z1 для поверхности обработки Торец C/Y или X1 для Боковая поверхность C/Y)
мм