Wai-Fah Chen.The Civil Engineering Handbook
Подождите немного. Документ загружается.

Incinerators 13-37
The air pollution control system on a refuse incinerator is designed to control acid gas and particulate.
Typical acid gas control devices are dry or wet scrubbers. Typical particulate removal devices are fabric
filter baghouses or electrostatic precipitators. Venturi scrubbers have been used for particulate and acid
gas removal; however, the high pressure drop inherent in the design coupled with the high gas flows of
large refuse incinerators tend to result in higher energy usage than with the fabric filter or electrostatic
precipitator.
The principal emissions of concern from a refuse incinerator are particulate, mercury, and other toxic
metals, chlorodibenzodioxins and chlorodibenzofurans (dioxins and furans), and acid gases. The partic-
ulate forms by the entrainment of ash and other inert material and by the vaporization of salts or metal
compounds in the hot flame zones followed by their condensation in the cooler zones of the system.
Mercury has a significant vapor pressure at even the low temperatures encountered in the incineration
system. It can pass through the system as a vapor. Fortunately, it is usually present in only minute
quantities in refuse and does not require special removal techniques. In most cases, chlorodibenzodioxins
and chlorodibenzofurans can form in the combustion chamber from the combustion of chlorinated
materials. The most common chlorinated material in refuse is polyvinyl chloride (vinyl plastic). There
is increasing evidence (Bruce, 1990) that chlorodibenzodioxins and chlorodibenzofurans can form by
the recombination of other compounds in the air pollution control system. Temperatures in the range
of 230 to 400°C (450 to 750°F) (EPA, 1992) appear to favor the formation of these compounds. At this
point, the information is preliminary, but if verified, it would tend to encourage the use of fabric filters
[which operate at temperatures below 230°C (450°F)].
Hazardous Waste Incinerators
There are many types of hazardous waste incinerators in use today. The following are examples of six types:
1. Liquid injection
2. Rotary kiln
3. Fluidized bed
4. Fixed and moving hearth
5. Infrared furnace
6. Plasma arc furnace
The liquid injection, rotary kiln, and hearth systems are traditional designs that have been in use for
many years. Fluidized and circulating bed, and infrared combustors represent newer generation designs
for treatment of a variety of solid wastes, often with claims of higher efficiency at lower operating costs
for specific applications. Infrared and plasma arc furnaces are highly experimental at this time and are
not discussed further herein. Numerous tests performed in support of regulatory development and for
RCRA permitting (EPA, 1986a) have shown that, when properly designed and operated, hazardous waste
incinerators can meet virtually any remission and destruction standards required.
Many incinerator designs are available as modular and transportable systems designed to treat con-
taminated materials and wastes directly at the site of contamination. Portable incinerators refer to those
units with major units (i.e., kiln, SCC, APCE, etc.) mounted on trailers for which assembly on-site consists
largely of bolting the modules together and connecting utilities. The capacity of portable incinerators is
limited by restrictions on the size of over-the-road loads. Transportable incinerators are built in prefab-
ricated pieces that are assembled on-site to form the major units. Assembly of a transportable incinerator
typically requires a foundation and significant on-site construction that can require several months. The
operating units can be as large as desired and, hence, have a waste treatment capacity approaching that
of fixed-site systems.
Liquid Injection Incinerators
Liquid injection incinerators are currently the most common types used. As the name implies, these
units are designed to incinerate liquid or pumpable slurry and sludge wastes, usually in a single, refrac-
tory-lined cylindrical combustion chamber positioned in a horizontal or vertical arrangement. Often,
© 2003 by CRC Press LLC
13-38 The Civil Engineering Handbook, Second Edition
process vent gases are incinerated in liquid injection incinerators as well. The secondary combustion
chamber of a multiple chamber incinerator is similar in design to a liquid injection incinerator. Most
liquid injection incinerators consist of only a primary combustion chamber; however, for some cases, it
may prove necessary to stage the combustion in multiple chambers.
Typical liquid injection incinerator combustion chamber mean gas residence time and temperature
ranges are 0.5 to 2+ sec and 700 to 1200°C (1300 to 2200°F). The combustion chambers vary in
dimensions with length-to-diameter ratios in the range of 2 or 3 to 1 and a diameter less than 12 ft.
Liquid injection feed rates are as high as 6000 L/h (1500 gal/h) of organic liquid and 16,000 L/h (4000 gal/h)
of aqueous liquid.
The primary advantages of liquid incinerators are their ability to process a wide range of gases and
pumpable liquid wastes and to operate with a minimum of moving parts. Because the wastes are injected
through atomizing nozzles, the physical properties of the waste are important to the safe and efficient
operation of these units. The primary waste properties that must be considered when evaluating a liquid
injection incinerator (or any combustor burning liquid wastes) are the viscosity and solids content.
Viscosity is important because the liquids must be atomized into fine droplets for adequate vaporization
or pyrolysis. The viscosity should be, typically, less than 10,000 Saybolt seconds (SSU). High solids content
can lead to nozzle erosion, plugging, and caking, which can result in poor atomization of the wastes and
less efficient combustion. Wastes are often blended and pretreated to meet burner and nozzle specifications.
Liquid injection incinerators can be positioned horizontally or vertically. Horizontally fired incinera-
tors are the simplest design in that the waste feed systems, the air inlets, the combustion gas exhaust,
and the air pollution control systems are at ground level and are readily accessible. Piping and ductwork
runs tend to be shorter than in other designs as well. Such incinerators, however, have relatively large
footprints. In addition, any ash in the waste will collect in the combustion chamber so that, unless the
waste has a very low ash content, the furnaces have to be shut down for manual ash removal on a regular
basis.
Vertical liquid injection incinerators may be downfire or upfire, depending primarily on the type of
wastes being incinerated. Upfire incinerators require relatively little space, but they require that the hot
flue gas be brought down to the APCD in refractory-lined ducts. Like the horizontally fired units, they
also tend to accumulate ash in the combustion chamber. Their principal use is for burning clean solvents
with a low ash content under conditions that may not require the use of air pollution control devices.
Upfire incinerators are relatively less common for hazardous waste applications, and when used, they are
limited to small installations, less than about 1000 lb/hr waste feed.
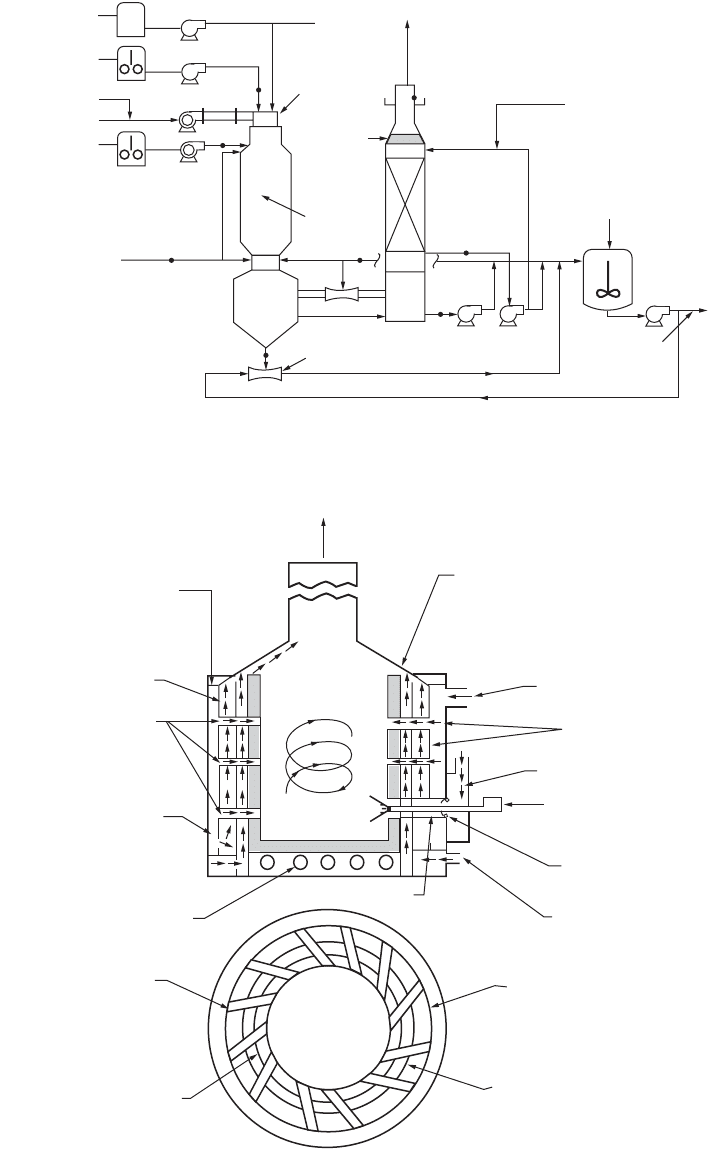
Downfire incinerators have the burner(s) at the top of the combustion chamber. Figure 13.3 illustrates
a forced draft, downfired liquid injection incinerator. In this particular system, the combustion gases
move downward and impinge on a wet quench located at the bottom of the chamber — called a wet-
bottom. In other variations on the design, in the combustion chamber, the wastes, fuel, and air are
introduced into the combustion chamber tangentially, causing a swirling “vortex” gas flow pattern, shown
in Fig. 13.4. The vortex pattern increases the velocity of the gas and tends to increase the mixing of the
gases with air. The swirling or “vortex” flow is imparted by the shape of the air inlets at the bottom of
the combustor and by the arrangement of the air tuyeres in a cyclonic combustor, which are aimed to
inject the combustion air with a tangential component to its flow.
The combination of vortex flow and wet bottom is useful when wastes contain significant quantities
of inorganic materials with melting points that lie in the combustor’s temperature range. The melting
inorganic materials form a slag that can stick to the refractory, building up on it and eventually reducing
the combustor’s cross-sectional area. Some slags can corrode or otherwise damage the refractory. Cyclonic
flow combined with a wet bottom tends to sweep the slag and ash from the walls into the wet-bottom,
thereby reducing buildup.
The organic compound destruction achieved by a liquid injection incinerator is largely determined
by how well the particular design (1) atomizes the waste materials, (2) converts the organic constituents
to a vapor by vaporization or pyrolysis, (3) maintains a stable flame, and (4) provides adequate mixing
© 2003 by CRC Press LLC
Incinerators 13-39
FIGURE 13.3 Typical downfired liquid incinerator arrangement.
FIGURE 13.4 Tangentially fired vortex combustor (Bonner, 1981).
Fuel
oil
Organic
waste
Makeup air
Waste gas (air)
Aqueous
waste
Makeup
city water
S
3
S
4
S
5
S
6
S
2
S
1
S
7
Note:
S
x
= Sample Point
Quench
Tank
Venturi
scrubber
Eductor
Tempering Water
Mesh
Pad
Packed Bed
Scrubber
Combustion
Chamber
Recycle water
Burner
Sampling
Platform
Natural
gas
Stack gas
Caustic
(NaOH)
Caustic
(NaOH)
Neutralization
tank
Water
effluent
Annular space
filled with air
under pressure
for tuyers
Baffle shell
Air tuyeres
Tuyere air shell
and plenum
Cooling air port
cast in refractory
slab
Air tuyeres
Refractory wall
Baffle shell
Tuyere
air shell
Cooling air
(forced draft)
Aux. fuel
burner ring
Burner nozzle
Combustion air
Refractory
cooling air
Combustion air
to tuyeres
Refractory wall
Combustion gas
to APCD and stack
Liquid waste
fuel spray
Gas flow
© 2003 by CRC Press LLC
13-40 The Civil Engineering Handbook, Second Edition
of the combustion gases with oxygen at temperatures sufficiently high to destroy the organics. Some of
the factors that need to be considered are as follows:
1. Particle size distribution of the droplets produced by the nozzle
2. Droplet impaction on walls or other surfaces
3. Presence of cool zones in the organics’ destruction zone
4. Presence of stagnant zones, where poor mixing of organics and oxygen (localized pyrolyzing
conditions) may occur
The first two factors relate to the precombustion zone and the combustion zone of the incinerator. If the
waste droplets do not completely evaporate prior to exiting the flame zone, then there is a risk that a fraction
of the waste may be evaporated and incompletely destroyed. Improper evaporation can occur because the
droplet size is too large, the heating value of the waste drops, or because the nozzle is spraying a fraction
of the liquid onto a cool surface, preventing its ignition. The atomizing nozzle must be selected to match
the properties of the fluids involved and must be properly mounted so that no spray hits any surfaces. In
addition, it is necessary to continuously test the viscosity and heating value and (for some types of nozzles)
vapor pressure of the waste stream to assure that it remains within the nozzle’s design specifications.
Rotary Kiln Incinerators
The rotary kiln incinerator is the single most common design for the large-scale combustion of solid
hazardous waste. The typical system consists of a solid waste feed system, a pumpable waste feed system,
an auxiliary fuel combustor, a kiln, a transition section, an ash drop and dump system, a secondary
combustion chamber with auxiliary fuel, pumpable waste feed systems, and an air pollution control
system. Most rotary kiln incinerators are the first stage of a two- (or more) chamber incinerator. The
secondary combustion chamber (sometimes called an afterburner) destroys the remainder of the vola-
tilized combustible matter released from the heating of the solid wastes. Exceptions exist — most
industrial furnace kilns that have been tested with hazardous waste appear to perform well without a
secondary combustion chamber, as do a few hazardous waste incinerator kilns. For the most part, rotary
kiln hazardous waste incinerators require the secondary combustion chamber to complete the destruction
of the organic constituents released from the solids. The secondary combustion chamber is essentially
identical to a liquid injection incinerator, which was discussed previously.
A rotary kiln is a cylindrical shell mounted on a slight incline from a horizontal plane. It is usually
refractory-lined, although, if the temperature is low enough, it may simply be a metal shell. Its design is
an adaptation of industrial process kilns used in the manufacture of lime, cement, and aggregate materials.
The rotary kiln is used extensively for the incineration of bulk and containerized solids, sludges, liquids,
and gases. Most rotary kiln incinerators consist of two combustion chambers. The first chamber is the
kiln. The second chamber is similar to a liquid injection incinerator. It often burns pumpable hazardous
wastes along with the off-gases from the kiln.
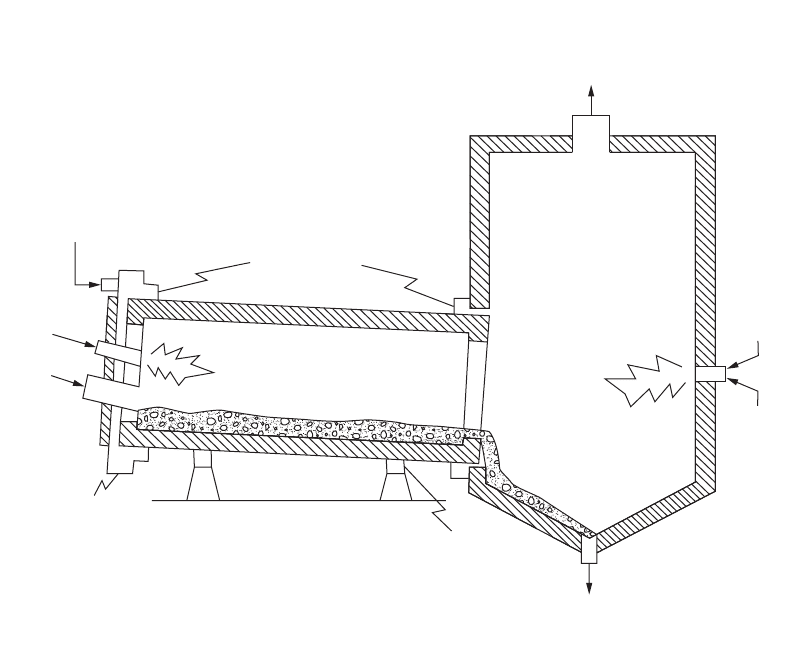
Figure 13.5 is a schematic of a rotary kiln incinerator system that illustrates how the two combustion
chambers treat wastes. The kiln consists of a firing end (shown on the left) containing a solids feed system
and a series of nozzles and lances to feed the wastes and supplementary fuels if needed.
Solid materials, either containerized or bulk, are fed to the kiln by many methods. Four common
methods of feeding are gravity feed, conveyors, augur, and shredder. With gravity feed, a chute is built
into the front of the kiln (front is defined as the point at which the wastes are fed), and the wastes are
simply dumped through the chute and into the kiln. In larger kilns, the chute may be left open during
operation. Combustion air is pulled through the chute by the induced draft system. Alternatively, the
chute may be fitted with a door, a ram feeder, or another device that reduces air infiltration but allows
solids to be fed into the kiln.
A somewhat more automated method of feeding the solids to the kiln is to use a conveyor, which
transports the waste to a chute (gravity feeder) or directly into the kiln. In the latter case, the conveyor
must be made of a material capable of withstanding the kiln temperatures. Screw augers are also used
to transport bulk wastes into the kiln; however, their use is limited to wastes that will not jam the auger
© 2003 by CRC Press LLC
Incinerators 13-41
and that can be moved by such a device. They can successfully be used for feeding powdered materials
in many cases.
A blender-feeder is a common method for feeding highly inhomogeneous wastes into an incinerator.
It combines a hammer mill with a solid feed system. These devices can be large and powerful enough to
shred steel drums of waste material. Their advantage is that the blended and shredded wastes burn more
smoothly and with a lower probability of flaring up and causing puffing or explosions in the combustion
chamber.
Pumpable wastes can be fed to a kiln in two ways. Those wastes that can be atomized (usually with
viscosity of under about 740 SSU) are fed through atomizing nozzles. Atomization is highly desirable for
autogenous waste or auxiliary fuel. The considerations for the nozzle are similar to those for a nozzle in
a liquid injection incinerator. Those pumpable wastes that cannot be atomized are typically fed to the
kiln through a lance, a pipe discharging directly into the kiln with a minimum of bends or constrictions.
Steam, air, or nitrogen is sometimes injected with the waste into the lance to facilitate the waste’s flow
and to provide limited atomization.
As the kiln rotates, it mixes the solid wastes with combustion air and moves the wastes toward the
discharge end. The constant rotation also promotes exposure of waste surface to the radiant heat from
the flames and hot refractory to enhance heat transfer efficiency and release combustible organics into
the gas. As the solids and liquids burn, they produce combustion gases, which are swept down the kiln
into a secondary combustion chamber or (for a single-chamber system) the air pollution control equipment.
FIGURE 13.5 Rotary kiln incinerator schematic. (Reproduced courtesy of LVW Associates, Inc.)
Exhaust gas
(to dump stack, waste
heat recovery and/or air
pollution control system)
Liquid
waste
and/or
auxiliary
fuel
Liquid
waste
and/or
auxiliary
fuel
Combustion air
Rotary seals
Air
Afterbumer
Rotary kiln
Support
rollers
Kiln
shroud
Solid
waste
Ash discharge
(to ash quench)
© 2003 by CRC Press LLC

13-42 The Civil Engineering Handbook, Second Edition
Operation of a rotary kiln incinerator involves several concerns. The first concern is the seals at the
front and rear ends. As can be seen in Fig. 13.5, the rotating kiln must slide past the fixed wall at the
front, where the waste feed and burner nozzles are, and at the rear by the ash drop and combustion gas
exhaust. There is no practical way to seal a rotary kiln to withstand positive pressure at the points where
the rotating equipment meets the stationary components. As a result, a rotary kiln is operated under
negative pressure. The system is designed to draw air at a specified maximum rate through the seals and
other openings. If the seals become worn or damaged, the air infiltration can become excessive, and the
incinerator will have trouble maintaining temperature at an acceptable gas flow rate. A properly operating
incinerator must include routine inspections and a regular maintenance program of the seals.
A second potential problem that is of particular concern with rotary kiln incinerators is that of
“puffing.” Normally, the gases leaving the kiln are “pulled” into the secondary combustion chamber by
the pressure differential between the two. If there is a sudden increase in the gas production rate in the
kiln (due to sudden explosion, combustion, or volatilization of a chunk of waste, for example) or a draft
decrease in the secondary combustion chamber (due, for example, to a problem with the fan), the gas
flow rate may exceed the capacity of the downstream equipment, and an over-pressure could result. Flue
gas from the kiln, potentially containing unburned POHCs and PICs, could thus be released as a “puff”
from the rotating juncture between the kiln and the secondary combustion chamber. Normally, the seals
can contain the gas from a specified level of overpressure. When the level is exceeded or the seals are
damaged or worn, however, puffing could occur.
This problem is of special concern in incinerators burning munitions or other explosive wastes. In
these cases, puffing could occur when a shell or piece of explosive detonates suddenly. These incinerators
are designed to withstand explosions, but puffing can frequently occur then. The burning of drummed
wastes can also lead to puffing. In this case, if the contents of a drum burn rapidly, the effect could be
similar (although usually not as severe) to an explosion, as discussed above. The resultant overpressure
could produce puffing. When puffing may occur, incinerators are equipped with an “emergency vent
stack,” water column, or other emergency relief vents.
The length-to-diameter ratios of rotary kilns can range from 2 to 10. Outside shell diameters are
generally limited to less than 15 ft to allow shipping of the cylinder sections. Rotational speeds of the
kiln are usually measured as a linear velocity at the shell. Typical values are on the order of 0.2 to 1 in./sec.
Te mperatures for burning vary between 800 to 1600°C (1500 to 3000°F). Bulk gas residence times in the
kiln are generally maintained at 2 sec or higher.
The solids retention time in a rotary kiln is a function of the length-to-diameter ratio of the kiln, the
slope of the kiln, and its rotational velocity. The functional relationship between these variables is given
by the following rough approximation (Bonner, 1981):
(13.13)
where t
solids
is the retention time (in min), L is the length of the kiln (in ft), D is the diameter of the kiln
(in ft), S is the slope of the kiln (in ft/ft), and N is the revolutions per minute (rpm). Typical ranges of
these parameters are L/D: 2–10, S: 0.03–0.09 ft/ft, and rotational speed 1 to 5 ft/min (which can be
converted to rpm by dividing by the kiln circumference measured in ft). The retention time requirements
for burnout of any particular solid waste should be determined experimentally or extrapolated from
operating experience with similar wastes. In a movable grate furnace, the retention time is given by the
ratio of the length of the grate, L, and its speed, S.
Air/solids mixing in the kiln is primarily a function of the kiln’s rotational velocity, assuming a relatively
constant gas flow rate. As rotational velocity is increased, the solids are carried higher along the kiln wall
and showered down through the air/combustion gas mixture. Because solids retention time is also affected
by rotational velocity, there is a tradeoff between retention time and air/solids mixing. Mixing is improved
to a point by increased rotational velocity, but the solids retention time is also reduced. Mixing is also
improved by increasing the excess air rate, but this reduces the operating temperature. Thus, there is a
tradeoff between gas and solids retention time and mixing.
tLDSN
solids
=
()
019.
© 2003 by CRC Press LLC
Incinerators 13-43
The longer the solid waste is kept in the kiln, the cleaner the bottom ash becomes. The additional cost
of prolonging the solid waste retention time in the kiln is small compared to the total cost of incineration.
The solid waste retention time is typically changed by varying the kiln rotational speed. Slowing the
rotation increases the solids’ residence time.
Rotary kiln incinerators can be operated in two modes, slagging and nonslagging. If the kiln is operated
in the nonslagging mode, the ash temperature is kept below its fusion point. In the slagging mode, the
ash temperature is allowed to rise above its fusion temperature, and the ash forms a liquid (or more
accurately semiliquid) mass in the kiln. The type of kiln refractory (or other wall material) and the type
of ash removal equipment used will be influenced by whether the kiln is a slagging or nonslagging type.
Many types of molten ash, called slags, are corrosive and will dissolve improperly chosen refractory.
Fluidized Bed Incinerators
The fluidized bed incinerator consists of a bed of sand, limestone, or other mineral type of material and
the combustion residue in a refractory chamber. The bed is fluidized by blowing air, and if additional
gas is needed, recirculated combustion gases into the bottom through a set of tuyeres. The flowing gas
agitates the bed material and turns it into an expanded turbulent mass that has properties similar to a
fluid, hence the name. Bed depth typically varies between 1.5 and 10 ft, and gas velocities are typically
in the range of 2.5 to 8.0 ft/s. It is generally desirable to maintain the depth of the bed as small as possible,
consistent with complete combustion and excess air levels, to minimize the pressure drop and power
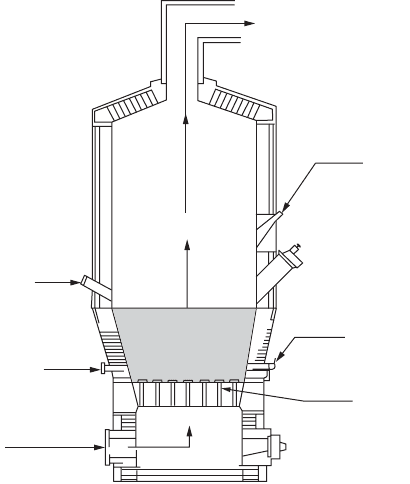
consumption. Figure 13.6 is a schematic of a fluidized bed incinerator. Trenholm, Gorman, and Jungclaus
(1984) gives performance data for a fluidized bed incinerator burning industrial wastes.
The combustion chamber of a fluidized bed is lined with brick or castable refractory. It has two
distinguishable zones: a fluidized bed zone composed of inert granular bed material that is fluidized by
directing air upward through the bed and a freeboard area extending from the top of the bed to the exit
of the combustor. Wastes and fuel, if needed, are fed directly into the fluidized bed or into the windbox
beneath the bed, where it ignites. Auxiliary fuel nozzles, which are used for startup or supplemental heat,
are located in the windbox (hot-windbox) or in the freeboard cold windbox. The combustion of the
FIGURE 13.6 Fluidized bed incinerator schematic (Battelle Columbus Laboratories, 1972).
Distributor plate
Windbox
Startup preheat
burner
for hot windbox
Tuyeres
Fuel gun
Startup preheat
burner
for cold windbox
Sight
glass
Exhaust and ash
Freeboard
Sand
feed
Waste
inlet
Fluidizing
air inlet
Fluldized
bed
© 2003 by CRC Press LLC
13-44 The Civil Engineering Handbook, Second Edition
wastes and fuel heats the bed material to temperatures high enough that it, rather than the flame, acts
as the combustion source.
The freeboard serves two major functions. First, its larger cross-sectional area slows the fluidizing gas
velocity and keeps the larger bed particles from escaping. Second, it acts as a secondary combustion
chamber for the off-gases from the bed. Higher heating value liquid wastes or auxiliary fuels can be
burned in the freeboard area in a manner analogous to the secondary combustion chamber of a two-
chamber incinerator.
The fluidized bed combustor is especially appropriate for burning tars and other sticky materials. In
fact, it has been used for many years in the petroleum industry to burn still bottoms and other high-
molecular weight residues. The tars coat the bed particles and increase the particles’ sizes and weights.
The enlarged particles tend to remain in the bed until the waste is burned off. The residence time for
wastes in the fluidized bed can be as much as 12 to 14 sec. The rapid mixing of the bed also provides
good agitation, exposing new surfaces to the hot combustion gases.
The fluidized bed has a high thermal mass that helps even out fluctuations in the combustion of highly
heterogeneous wastes. As discussed for rotary kilns, heterogeneous wastes can burn unevenly. When a
highly flammable clump of waste ignites, it can release a puff of gas that overloads the downstream
combustion gas handling system. This can result in puffing, a potentially dangerous condition. The
thermal mass of the fluidized bed reduces such uneven burning, making this type of incinerator a likely
candidate for such wastes.
While sand is the commonly used bed material for fluidized bed incinerators, other materials that
participate in the chemical reaction can be used as well. For example, lime or limestone is sometimes
used in fluidized bed boilers that burn high-sulfur coal. The bed material absorbs the sulfur oxides formed
in the combustion. A similar method is used to absorb the acid gases formed during incineration.
Fluidized bed combustors operate at relatively low bed temperatures, 425 to 800°C (800 to 1500°F),
and freeboard temperatures up to about 1000°C (1800°F) (EPA, 1971). At startup, the bed is preheated
by a burner located above and impinging down onto it. Because of its high thermal mass and excellent
ability to transfer heat from the bed to the incoming waste, a fluidized bed incinerator is capable of
burning materials using a low heating value. Normal incinerators require that the mean heating value of
the combined wastes and fuels be a minimum of about 3300 to 4400 kcal/kg (6000–8000 Btu/lb). Any one
waste stream could have a lower heating value, but the total of all of them should be above this minimum.
A fluidized bed incinerator requires a minimum gross heating value of 2500 kcal/kg (4500 Btu/lb) and
as little as 550 kcal/kg (1000 Btu/lb) if no water is present.
The rapid motion of the fluidized bed can cause attrition of the bed particles and of the refractory.
This creates particulate that will be carried over into the flue gas. As a result, fluidized bed incinerators
often place a greater load on the APCD than similarly sized conventional incinerators. Attrition requires
that the operators keep tight control of the gas flow. The flow must be great enough to fluidize the bed,
but it should not be much greater than required for this purpose. Note that particulate formed by attrition,
while fine enough to be carried out in the flue gas, is rarely sufficiently fine to cause difficulty with most
types of air pollution control devices. The large quantity of particulate matter captured can overload the
flyash handling system.
The fluidized bed combustor offers several advantages, including the ability to incinerate a wide variety
of wastes. It operates at relatively low and uniform temperatures, thereby tending to have lower NO
x
emissions than standard combustors. It also achieves a higher combustion efficiency because of the high
mixing and large surface area for reaction. The large mass of the bed makes it tolerant of wide variations
in waste heating values. Finally, proper use of additives such as limestone or lime give this type of
incinerator the potential to neutralize acids in the bed.
The fluidized bed combustor has limitations in its applicability. First, it is mechanically complex.
Second, it cannot typically burn wastes with ash that forms particulate much larger than the bed material.
Large ash particles will fall to the bottom of the bed and will eventually cause defluidization. Defluidi-
zation is a phenomenon whereby the bed settles down and is not blown about by the combustion gas.
© 2003 by CRC Press LLC
Incinerators 13-45
Third, the ash formed must have a fusion temperature (melting point) greater than the bed temperature.
If the ash should melt, it would agglomerate the bed and also cause defluidization.
The composition of the ash that a waste material will produce must thus be carefully controlled to
keep the particle size small and prevent the fusion temperature of the bed material from dropping below
the bed temperature. The fusion temperature of the bed material places an upper limit on the combustion
chamber temperature. For purposes of illustration, the fusion temperature of sand, for example, is 900°C
(1650°F). Another disadvantage is poor combustion efficiency under low loads.
Multiple Hearth Incinerators
The multiple hearth incinerator was originally developed for ore roasting and drying of wet materials.
It is typically used today to incinerate sewage sludges and liquid combustible wastes, but it is rarely used
for solid wastes. Its design is most appropriate for wastes containing large amounts of water and requiring
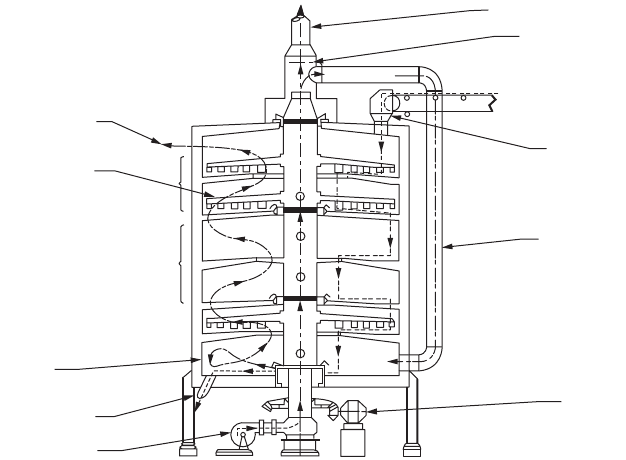
long solids residence times. It is illustrated in Fig. 13.7. The furnace is a refractory-lined vertical steel
shell containing a series of flat hearths. Each hearth has a hole in the middle. A rotating shaft with rabble
arms attached at each hearth runs the length of the cylindrical shell. The incinerator is also equipped
with an air blower, burners, an ash removal system, and a waste feeding system. Liquid wastes and
auxiliary fuel can be injected at points in the furnace to assist the combustion of the solids or simply to
destroy the liquid. Multiple hearth furnaces that burn hazardous waste are usually equipped with a
secondary combustion chamber (afterburner).
Solid waste is fed to the incinerator in a continuous stream, usually from an auger, onto the top hearth,
where it is plowed by the rotating rabble arms. They also slowly move the waste across the hearth and
into a hole leading to the lower hearth, where another rabble arm plows the waste. The waste thus falls
from hearth to hearth until it is discharged from the bottom. The bottom-most hearth is usually the
only one supplied with overfire air; the other hearths are fed just underfire air. The gases in the multiple
hearth incinerator flow upward, countercurrent to the waste. The hot gases from the lower hearths dry
the waste fed to the upper hearths and eventually ignite the dried solids.
Because a multiple hearth incinerator operates in a countercurrent mode, it has the same difficulties
in dealing with volatile hazardous organic as a countercurrent kiln. The initial drying zone typically
FIGURE 13.7 Typical multiple hearth incinerator (EPA, 1980).
Rabble
arm drive
Combuustion
air return
Sludge inlet
Floating damper
Cooling air discharge
Flue gases out
Rabble arm
at each hearth
Drying
zone
Combustion
zone
Cooling
zone
Ash discharge
Cooling air fan
© 2003 by CRC Press LLC
13-46 The Civil Engineering Handbook, Second Edition
operates at moderate temperatures; any volatile materials in the solid will evaporate and leave the
combustor without being exposed to a flame. It is, therefore, necessary to duct the off-gases to a secondary
combustion chamber in order to ensure efficient incineration of the volatilized organics.
The incineration process in a multiple hearth furnace occurs in three stages. In the uppermost sets of
hearths, the incoming wastes are dried at moderate temperatures. In this zone, volatile organics can also
be released into the gas stream. Incineration of combustible matter takes place in the middle sets of
hearths. The final set of hearths serves to cool the waste prior to discharge. Discharge of the solids is
usually by means of a second auger.
Multiple hearth incinerators are rarely used for hazardous waste destruction. Their principle applica-
tion is for the combustion of sewage sludge. The wet, homogeneous nature of this waste is well suited
to the multiple hearth design. Little test data are available on their efficiency of destruction of organics.
One set of published information on tests of four multiple hearth incinerators conducted by the U.S.
EPA (Bostian et al., 1988; Bostian and Crumpler, 1989), indicates the presence of trace amounts of
common organic POHCs in the emissions, even when they were not detected in the sewage sludge. The
reason for this is not given, but the measured levels were very low. The incinerators were equipped with
“afterburners” or secondary combustion chambers, and inlet/outlet tests were conducted at one of the
four sites. Destruction efficiencies of 90 to 99+% were observed.
The metal emissions tests conducted as part of the same program showed that small amounts of a
variety of metals (from the sewage sludge) were released from these incinerators. The size of the metal
particulate was not given, but based on the poor removal efficiency of the scrubber at one of the sites (less
than 90% and as low as 50% for beryllium), one can probably assume that the particulate was very fine.
Commercial multiple hearth incinerators come in several sizes ranging from 6 to 25 ft in diameter and
from 12 to 75 ft in height. Upper zone temperatures, depending on the heat content of the wastes and
supplementary fuel firing, range from 350 to 550°C (650 to 1000°F); midzone temperatures range from
800 to 1000°C (1500 to 1800°F); and lower zone temperatures range from 300 to 550°C (600 to 1000°F).
Controlled Air Incinerators
Figure 13.8 is a schematic of such a unit. The design offers advantages of lower fuel requirements and
lower particulate formation than similarly sized fixed hearth incinerators. However, they are technically
more complex and require that the equipment and operation be designed and maintained to prevent
random air infiltration. Their use, at present, is generally limited to the burning of hospital and patho-
logical wastes.
Controlled air systems are batch units. Waste is continually fed to them, through an air lock or ram
feeder, and the ash accumulates. Periodically, the system is shut down and cooled, and the ash is removed.
Combustion air to the primary chamber is tightly controlled to maintain an oxygen level close to or even
slightly at substoichiometric conditions. This results in pyrolysis of the waste. The combustion gases
from the primary chamber go into the secondary chamber, where they mix with additional air to complete
the combustion process. Such staged combustion results in very low gas flows in the primary chamber
and minimization of particulate releases from the solids.
Boilers and Industrial Furnaces
Many boilers and high-temperature industrial process furnaces (BIFs) operate at conditions suitable for
the destruction of selected types of hazardous wastes, and their use for the purpose is common. The
practice achieves two things. First, it destroys the waste. Second, the heating value of the waste replaces
fossil fuel with an economic benefit. The practice must, however, be approached with caution.
First, wastes, including hazardous wastes, by their nature, have a highly variable composition. Boilers
and industrial furnaces, on the other hand, are primarily operated to produce energy or a product and
are relatively intolerant of impurities or “off-specification” raw materials. Furthermore, the systems may
not be capable of withstanding some of the products of combustion of certain types of wastes. For
example, HC1 from the combustion of chlorinated wastes may damage refractory. Finally, many boilers
or high-temperature industrial processes are not equipped with scrubbers or other air pollution control
© 2003 by CRC Press LLC