Wai-Fah Chen.The Civil Engineering Handbook
Подождите немного. Документ загружается.

Incinerators 13-57
(13.14)
where A/C (gross) is the gross air-to-cloth ratio in ft/min, G is the total gas flow rate in ACFM (wet
basis), and F is the total fabric filter area in square feet.
The gross air-to-cloth ratio is selected based on prior experience with similar sources and dusts. For
pulse jet baghouses on incinerators, typical values are less than 4.0 ft/min. Specific values are based on
a number of site-specific factors including but not limited to the following:
•Average and maximum particulate mass loadings (should be decreased with increasing particulate
loading)
•Typical particle size distributions
•Allowable maximum static pressure drops
•The need for off-line cleaning
•The need for on-line maintenance and inspection
•Purchased equipment costs
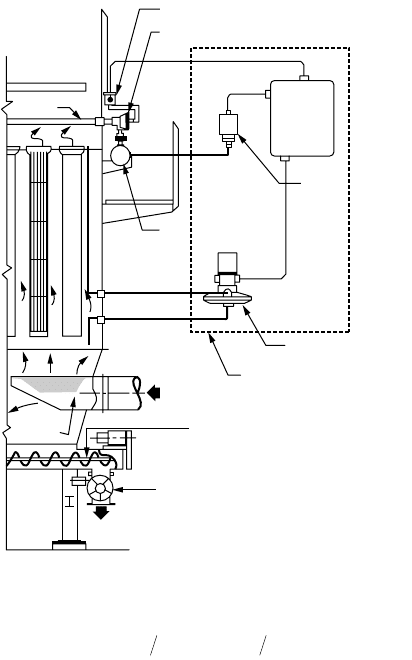
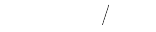
Pulse-Jet Bag Cleaning Equipment
Pulse-jet bags are cleaned with an intermittant pulse of compressed air delivered to the top, center of the
bags. The cleaning apparatus includes a source of compressed air, a compressed air manifold, a set of
diaphragm valves, a set of solenoid valves, and compressed air delivery tubes. Cleaning is done on a row-
by-row basis. On-line cleaning means that the gas stream is continuing to flow through the compartments
as the rows of bags are cleaned one by one. During off-line cleaning, a compartment is isolated, while the
rows are cleaned one by one. Off-line cleaning minimizes dust cake discharge problems because the falling
solids from the outside of the bags are not being opposed by an upward flowing unfiltered gas stream.
FIGURE 13.11 Side elevation cutaway of pulse-jet unit (Richards and Quarles, 1986).
Material discharge
Diffuser
Differential pressure
switch
Remote mounted controls
Dirty gas inlet
Dust discharge
conveyor
Airlock rotary valve
Air manifold
Blower
tube
Pilot valve enclosure
Diaphragm valve
Air
pulse
timer
Pressure switch
AC gross G F
()
=
© 2003 by CRC Press LLC
13-58 The Civil Engineering Handbook, Second Edition
As a general rule, the minimum baghouse gas temperature should be 50°F above the acid dewpoint
to take into account the gas temperature spatial variability in the baghouse and the short-term fluctuations
in the average gas temperature. Sufficient thermal insulation should be provided so that the gas temper-
ature drop across the baghouse does not exceed 25 to 40°F (depending on the inlet gas temperature).
Also, air infiltration should be minimized by selecting proper hatch gaskets and latches, proper solids
discharge valves, and proper shell welding practices.
Fabrics and Support Cages
The selection of fabric materials must be based on the expected gas stream temperatures and acid gas
concentrations. A summary of the general capabilities of commonly used fabrics is shown in Table 13.8.
The long-term temperature limits presented in Table 13.8 are slightly below the general temperature
limits often stated for the various types of materials. The reduced long-term temperature values increase
the service life of the bags. The short-term maximum temperature limits specified in Table 13.8 are
slightly higher than general temperature values. However, these values should not be exceeded for more
than 15 min. Severe gas temperature spikes will lead to premature bag failure, even if the long-term
temperatures are maintained in the proper range.
It should be noted that for many units, there is only a narrow optimum gas temperature range. There
can be only 100 to 150°F difference between the long-term upper gas temperature limit and the acid
dewpoint related lower gas temperature limits. Proper process control and conscientious maintenance
are necessary to maintain the narrow gas temperature range throughout the baghouse.
In addition to the temperature and acid sensitivities, the abrasion and flex resistance of the material
should be considered. Materials that are vulnerable to flex and abrasion problems should be used only
on cages that provide the maximum support. Finally, the cages should not have exposed sharp edges that
could cut the fabric.
Hoppers and Solids Discharge Equipment
The proper design of the hopper and solids discharge equipment is important in ensuring long-term
reliable operation. Hopper heaters and thermal insulation are important to prevent the hygroscopic,
acidic ash from cooling. This can result in bridging of solids and in hopper overflows. Due to the gas
entry ducts in the upper portions of the hoppers, dust re-entrainment blasting of the pulse-jet bags
occurs as the hopper solids levels increase.
Fabric Filter System Instruments
Table 13.9 summarizes the categories of instruments often used on pulse-jet fabric filters. The gas tem-
perature monitors are especially important since they provide indications of incinerator upset and
baghouse air infiltration. The pulse-jet fabric filter static pressure drop gauges should be mounted in
TABLE 13.8 Fabric Capabilities
Te mperature Limits Chemical Resistance
Flex/Abrasion
ResistanceMaterial Long-Term Short-Term HCl and H
2
SO
4
HF
Acryclic copolymer 225 250 Good — Fair
Modacrylic 275 300 Good — Fair
Polyester 250 275 Fair Fair Good
Polyphenylene sulfide 375 400 Good — Good
Nylon arimid 400 425 Poor Poor Good
Fluorocarbon 450 500 Good Good Good
Polyimide 450 500 Good Good Good
Fiberglass 500 550 Fair Poor Fair
Stainless steel 1200 1300 Fair — Good
Sources: Richards, J. and Segall, R. 1985. Inspection Techniques for Evaluation of Air Pollution Control
Equipment, Vol. II. EPA Report 340/1-85-022b; PEI, 1986. PEI Associates, Inc. Operation and Main-
tenance Manual for Fabric Filters. U.S. EPA Report EPA-625/1-86-020.
© 2003 by CRC Press LLC
Incinerators 13-59
accessible locations because they are prone to pluggage of one or both of the lines. Finally, compressed
air gauges are necessary on each separate header to identify units with leak problems.
High-Efficiency Particulate Absolute Filters
These high-efficiency collectors are conceptually similar to fabric filters. They are used for the control of
relatively small gas volume incinerators firing low-level radioactive wastes. The filter elements are com-
posed of thick fiberglass matts with radiation-resistant binders. The filters are constructed in small 2-ft
square panels approximately 1 ft deep. The filter is placed within each of the panels in order to increase
the filtering area. A prefilter is often used to reduce the frequency of replacement of the expensive HEPA
filters. This usually consists of a set of low-efficiency panel filters. The average approach velocities range
between 300 to 500 m (1000 to 1500 ft/min). Particles are collected by the combined action of impaction
and Brownian diffusion on the surfaces of the filter mat. Unlike fabric filters, the accumulated material
(or dust cake) is not the main filtering element in HEPA filters. The particulate removal efficiencies are
rated at least 99.97% efficient for DOP droplets with a mean size of 0.3 microns.
The initial static pressure drop across a set of new HEPA filter panels is between 1 and 1.5 inches W.G.
The units are replaced whenever the pressure drop reaches a preset maximum limit of approximately
2.5 in. High-pressure drops are not desirable, because this increases the risks of leakage through the seals
around the panels and the risks of particle seepage through the filter elements.
Gas Atomized (Venturi) Scrubbers
A large number of quite different devices fall into the general category of “gas atomized scrubbers.” These
include but are not limited to adjustable throat Venturi, rod decks, and collision scrubbers. The common
element of all of these devices is the utilization of a high-velocity gas stream to atomize a relatively slow
moving injected liquid stream. One commercial type of adjustable throat Venturi is shown in Fig. 13.12.
This includes a wedge, which moves up and down within the diverging section of the throat in order to
vary the cross-sectional area. The wedge is moved by means of a hydraulic actuator below the elbow of
the Venturi diverging section. The particular scrubber shown in Fig. 13.12 has a cyclonic demister for
collection of the liquor droplets formed in the Venturi throat.
A second type of “Venturi” scrubber is the rod deck. The deck consists of one or more horizontal rows
of rods across the throat of the scrubber. Liquor is introduced by means of downward oriented nozzles
above the rod decks. Some models include the provision for movement of one of the decks in order to
vary the cross-sectional area and the operating static pressure drop.
A schematic of a collision scrubber is shown in Fig. 13.13. The gas stream is split into two equal streams
that are directed against each other. Impaction occurs due to the significant differences in relative
velocities of the water droplets and the particles in the colliding streams. This particular unit has a
chevron-like demister for collection of the water droplets.
TA BLE 13.9 Pulse Jet Fabric Filter System Instruments
Portable
Process/Equipment Instrument Port
Vessel Parameter Measured Controlled or Sampling Tap
Stack Opacity — —
Fan Fan motor current — —
Fan vibration — —
Pulse jet Fabric filter
Inlet gas temperature Emergency bypass Yes
Outlet gas temperature — Yes
Compressed air pressure (each separate
header)
— —
Static pressure drop, overall bag house Cleaning system Yes
Static pressure drop, each compartment — Yes
© 2003 by CRC Press LLC
13-60 The Civil Engineering Handbook, Second Edition
All of the fundamental mechanisms employed in gas-atomized scrubbers are particle size dependent.
The two most commonly used mechanisms are impaction and Brownian diffusion. Impaction is an
effective means of capture for particles larger than 0.5 µm, and Brownian diffusion is the primary capture
FIGURE 13.12 Adjustable throat Venturi scrubber (Brady, 1982).
FIGURE 13.13 Collision scrubber (Schifftner, 1989).
Optical
mesh-type or
chevron mist
separator pad
Cyclonic
separator
Liquid
Electric or
hydraulic
actuator
Wetted
elbow
Adjustable
insert
Throat
Inlet
Liquid feeds
Entrainment
separator
(waveform)
Chevron wash
HCI Removal stage
(absorber)
Entrainment
separator
Diffuser
Calvert
collision
scrubber
Fully
wetted
approach
Gas
inlet
Liquid inlet
Horizontal adjustable
throat
Plan View
© 2003 by CRC Press LLC
Incinerators 13-61
mechanism for the particles in the less than 0.1 µm range. In the 0.1 to 0.5 µm range, both collection
mechanisms can be active, but they are not especially effective.
The rate of Brownian diffusion is inversely proportional to the particle size diameter. As particle size
decreases, Brownian diffusion increases. It also increases as the gas temperature increases due to the
increased kinetic energy of the gas molecules striking the small particles. Due to the combined action of
impaction and Brownian diffusion, penetration of particulate matter in gas atomized scrubbers is low
in the >1 micron range and in the <0.10 micron range. However, there is a peak in the penetration curve
(penetration = 1 -%collection efficiency/100%) at approximately 0.2 to 0.5 µm. Gas atomized scrubbers
and other air pollution control devices using impaction and Brownian diffusion are least effective in the
submicron particle size range.
Scrubbing systems that can achieve high particulate removal efficiencies in the submicron particle size
range utilize a flux force/condensation mechanism to aid capture. Flux force/condensation conditions
are initiated by removing the sensible heat from the gas stream downstream of the quench, so that a
portion of the gas stream water vapor condenses on the particles to be removed. The two primary physical
mechanisms active in flux force/condensation are diffusiophoresis and heterogeneous condensation
(Calvert et al., 1973; Calvert and Jhaveri, 1974). Diffusiophoresis is the net force due to nonequal
molecular collisions around the surface of a particle. The conditions that favor diffusiophoresis occur
when the particle is near another particle or its surface is undergoing condensation. The mass flux of
water vapor toward the condensation surface creates the nonequal moleculer forces on the second particle.
Diffusiophoresis is important only for submicron particles affected by molecular collisions.
The static pressure drop through a Venturi scrubber can be estimated by means of the pilot-scale tests
or by one of the published theoretical equations. The Calvert et al. pressure drop calculation (Yung et al.,
1977) is presented in the following equation.
(13.15)
where g
P
is the static pressure drop, in W.C.; V is the gas velocity in ft/sec; and (L/G) is the liquid-to-gas
ratio, in consistent units (i.e., liters per minute of liquid to liters per minute of gas). This equation
indicates that the pressure drop is a strong function of the gas velocity through the throat used to accelerate
and atomize the liquid. The pressure drop is directly proportional to the liquid-to-gas ratio. It does not
take into account the relatively small dry frictional energy losses of the gas stream passing through the
restricted throat.
The static pressure drops for most gas atomized scrubbers on hazardous waste incinerators is in the
range of 25 to 60 inches W.C. However, some units operate at pressure drops as high as 100 inches W.C.
(Anderson, 1984). The liquid-to-gas ratios for most commercial gas atomized scrubbers is in the range
of 4 to 15 gal/1000 ACFM. At liquor rates less than 4 gal/1000, efficiency drops rapidly due to an
insufficient number of liquor droplet “targets” in the throat. This can be a problem in relatively arid
areas, where makeup water is limited, necessitating a high purge rate. The scrubber system efficiency
decreases at high liquor flow rates due to a change in the droplet size distribution formed in the scrubber.
A liquid-to-gas ratio of 10 gal/1000 ACFM is generally considered optimal.
Due to the complexity of most wet scrubber systems, numerous instruments are necessary to monitor
performance. Table 13.10 summarizes the categories of instruments usually necessary and the types of
units used.
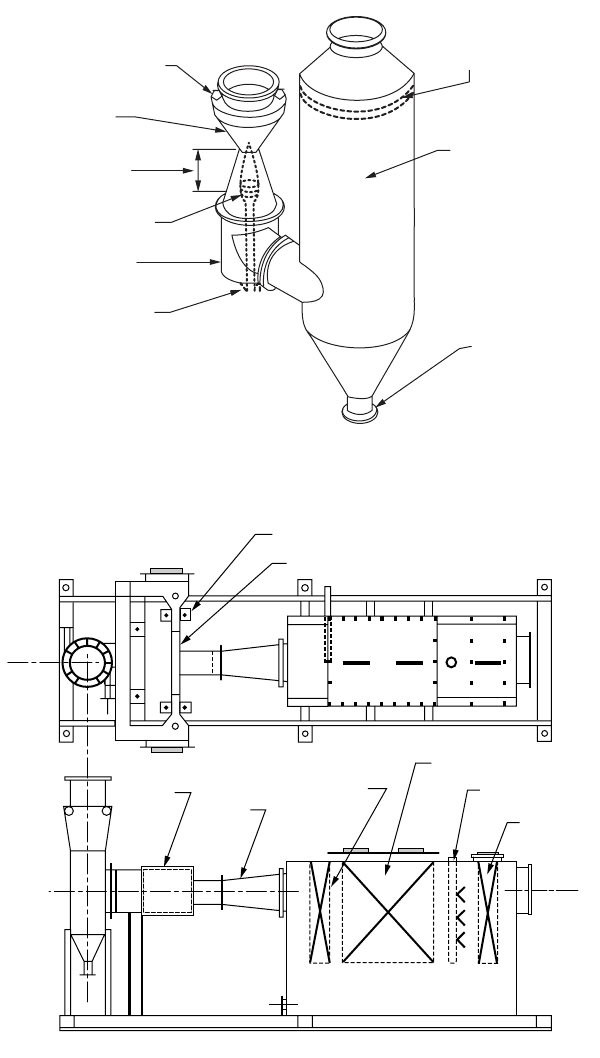
Hydrosonics™ Scrubber
This is a group of ejector-type scrubbers. Most of the units used for high-efficiency particulate collection
use a fan as a source of motive power. However, one of the designs using a supersonic steam (or
compressed air nozzle) can be used without a fan. The scrubbers consist of a cyclonic pretreatment
chamber, one or more converging section “nozzles” for flue gas, a ring of liquor spray nozzles around
the flue gas converging sections, a gas-liquor mixing section, a long contact throat, and a mist eliminator.
g
p
LG V=
()
0 005
2
.
© 2003 by CRC Press LLC
13-62 The Civil Engineering Handbook, Second Edition
The units rely on a combination of particle condensation growth and particle impaction. Accordingly,
the relationships presented earlier between pressure drop and scrubber performance also apply to this
category of scrubbers.
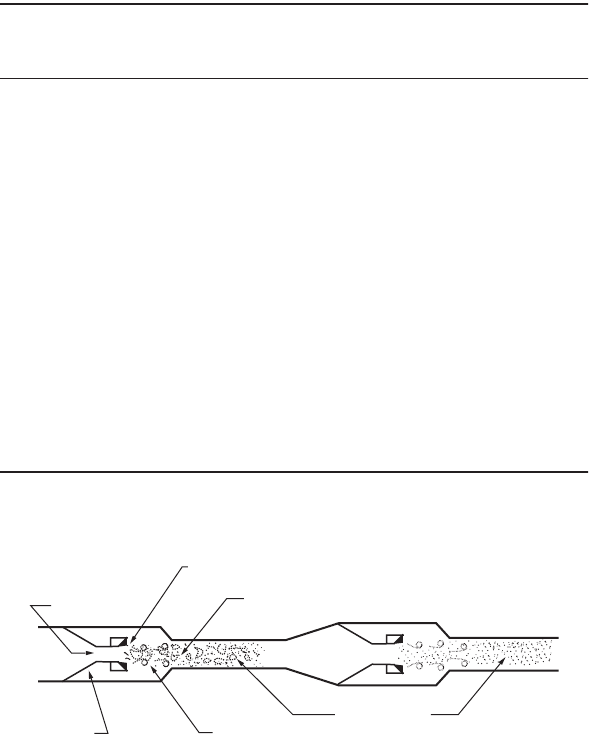
Two of the most common types of HydroSonics™ systems used are shown in Figs. 13.14 and 13.15.
The unit in Fig. 13.14 is a Tandem Nozzle design, and the unit in Fig. 13.15 is the SuperSub™ unit having
the steam or compressed air ejector nozzle. For both types of units, the gas stream from the incinerator
initially enters a cyclonic chamber, where the temperature is reduced to approximately the adiabatic
saturation temperature. This chamber also serves as a cyclonic precleaner for the removal of large particles
emitted from the incinerator.
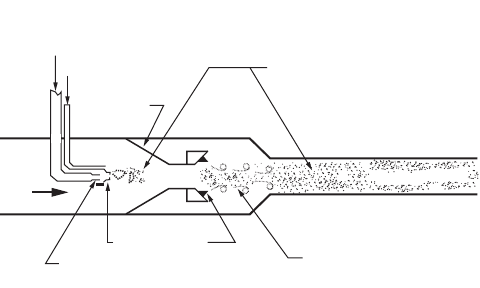
For the unit shown in Fig. 13.15, a compressed air nozzle operating at supersonic velocities is used
for the initial atomization of scrubber liquor and for the generation of suction. The flue gas and atomized
liquor then pass through a subsonic nozzle. A ring of spray nozzles around the subsonic nozzle injects
an additional cocurrent stream of liquor. The flue gas is then accelerated in a long throat, where particle
growth by condensation and particle capture by impaction occur. Water droplets are collected in a low-
pressure drop cyclonic collector or in a horizontally oriented chevron demister vessel.
TABLE 13.10 Gas-Atomized Scrubber System Instruments
Portable
Process/Equipment Instrument Port
Vessel Parameter Measured Controlled or Sampling Tap
Quench Inlet gas temperature Emergency quench —
Outlet gas temperature Emergency quench Yes
Makeup water flow rate — —
Makeup water pressure Incinerator trip —
Emergency water pressure Incinerator trip —
Recirculation liquor flow — —
Recirculation liquor pH Alkali feed rate Yes
Inlet static pressure Induced draft, fan,
gas recirc. damper
—
Venturi Pressure drop Adjustable throat Yes
Recirculation liquor flow — —
Liquor inlet header pressures — —
Recirculation liquor pH Alkali feed rate Yes
Demister Pressure drop Flush water sprays Yes
Recirculation
pumps
Discharge pressure Emergency quench —
Fan Inlet gas temperature — Yes
Fan motor current — —
Fan vibration Fan trip —
FIGURE 13.14 Tandem nozzle Hydro-Sonics scrubber (Holland and Means, 1988). (Reproduced courtesy of
HydroSonics Corporation.)
Tandem Nozzle Fan Drive
Water injected
Turbulent mixing
particulate wetted
Gas inlet
Subsonic
nozzle
Free-jet mixing
Agglomeration
© 2003 by CRC Press LLC
Incinerators 13-63
The compressed air requirements for the supersonic ejector unit are 0.04 to 0.05 pounds per pound
of flue gas (John Zink Co., 1988a). For a flue gas stream of 50,000 ACFM saturated at 180°F, this is
equivalent to approximately 125 to 160 lb/min or 1600 to 2100 SCFM. Compressor horsepower require-
ments based on the manufacturer’s data are 0.06 to 0.07 Hp/lb of flue gas per minute (John Zink Co.,
1988b). For the 50,000 ACFM example, the horsepower required is approximately 185 to 220. The
compressor must be equipped with a means of removing condensed oil so that this material is not
volatilized and recondensed as non-wet-table particles. If low-pressure steam is available from a waste
heat boiler or other source, it can be used instead of compressed air in the nozzle. The steam requirements
are typically on the order of 0.03 pounds per pound of flue gas (John Zink Co., 1988b).
The fan horsepower requirements are a function of the static pressure drop across entire system. The
common range is 10 to 35 in. of water. The fan horsepower requirements range between 2.1 HP/1000 ACFM
for a 10-in. pressure drop to 7.3 HP/1000 ACFM for a 35-in. pressure drop (John Zink Co., 1988b).
The instrumentation requirements for a HydroSonics™ scrubber are similar as those for a Venturi
scrubber.
Ionizing Wet Scrubbers
The ionizing wet scrubber (IWS) utilizes electrostatic charges for capture of particulate matter. The initial
part of the control device is an ionizer section that functions like an electrostatic precipitator. Instead of
grounded precipitator collection plates within the nonuniform electric field, the ionizer scrubber uses a
packed bed scrubber downstream of the electric field for particle capture. The operating principles of an
ionizing wet scrubber are similar to those of a conventional electrostatic precipitator with two major
exceptions. Due to the removal of collected particulate matter on wetted packing, resistivity is not a
major factor. Also, the migration velocities of the charged particles are lower because the applied electric
field does not extend into the packed bed. However, this is offset by the much shorter migration velocities
to the collection surfaces.
The power source for an IWS consists of a standard transformer-rectifier set (T-R set) identical to the
type used on electrostatic precipitators. A separate T-R set is used for each ionizer/packed bed module
in series. For incinerators, the number of modules in series can range from one to four, depending on
the particle size distribution, the mass emission regulatory limits, and the presence of an upstream
adjustable throat Venturi section. The overall power requirements of the units range between 0.2 and
0.4 kVA per 1000 ACFM (Ceilcote Co., 1975).
The ionizer is a set of small diameter negatively charged wires centered between grounded metallic
plates. Alignment is maintained at 3 in. ± 0.25 in. to ensure maximum operating voltages. The actual
operating voltage normally varies between secondary voltages of 20 and 25 kV and secondary amperages
FIGURE 13.15 SuperSub Hydro-Sonics scrubber (John Zink Co., 1988a). (Reproduced courtesy of HydroSonics
Corporation.)
SuperSub Fan Ejector Drive
Stream or
compresses air
Water
Subsonic
nozzle
Turbulent mixing
particulate wetted
Agglomeration
Water injected
Small ejector nozzle
(supersonic)
Free-jet mixing
© 2003 by CRC Press LLC
13-64 The Civil Engineering Handbook, Second Edition
of 25 to 100 mÅ (Ceilcote Co., undated). The operating voltages are controlled by an automatic voltage
controller that utilizes spark rate as the monitored variable. The spark rate is a function of the particle
size distribution, the particulate matter loading, and the ionizer electrode alignment. The spark rate is
usually maintained between 50 and 100 sparks per minute (Ceilcote Co., 1975).
Until the secondary voltage reaches the onset point, there is insufficient voltage to initiate a sustained
corona on the negatively charged discharge electrodes. Once this voltage is exceeded, the secondary
current rises rapidly as the voltage is increased. Generally, the maximum currents and voltages are a
function of the spark rate set by the operator, with 50 to 100 sparks per minute being the manufacturer’s
recommendation for most facilities. However, the controller also has maximum primary current, sec-
ondary current, and primary voltage limits to protect the T-R set. There are also undervoltage limits with
a short time delay to protect against short circuits due to broken wires or failure of an insulator.
The size of the ionizing wet scrubber is based primarily on the actual gas flow rate. The cross-sectional
area of the ionizer is based on the desired superficial velocity necessary to achieve adequate particle
charging. The packed bed size is based primarily on the acid gas removal requirements, not the charged
particle removal requirements. The turndown capability of the IWS system is good. As long as particle
size distribution and loadings remain relatively constant, the performances for gas removal and particulate
removal should improve as the gas flow rate is decreased.
The ionizer is cleaned using a programmable controller. During washing, the ionzier is shut down for
approximately 3 min to prevent electrical sparking related damage to the small diameter discharge wires
and to the T-R set. Generally, cleaning is done on a 4 to 8 h schedule. However, this depends strongly
on the particulate loading.
Acid gas removal is accomplished within a packed bed immediately downstream of the ionizer. This
is usually a 4 ft irrigated bed of 2-in. diameter Tellerette™ packing. A set of sprays is used to maintain
recirculation liquor flow across the packing. An internal sump is used as part of the recirculation loop.
The pH of the liquor is maintained between 6 and 8 by means of alkaline addition. The liquor recirculation
rates within an IWS stage are approximately 10 gal per 1000 ACFM. This includes the deluge water used
on a routine basis to clean the electrodes. Make-up water requirements are generally in the range of 2 gal
per 1000 ACFM per stage.
Packed Bed and Tray Tower Scrubbers
Hydrogen chloride, hydrogen fluoride, and sulfur dioxide are the main pollutants collected in packed
bed and tray tower scrubbers. These are relatively soluble gases that can be collected with high efficiencies
in a variety of units. The most common type of packed bed scrubber is the vertical tower with randomly
stacked packing. The counterflow arrangement inherent in the vertical tower design has a performance
advantage in that the driving forces for absorption are maximized by this flow arrangement. The gas
stream encounters progressively cleaner liquor as it approaches the scrubber outlet at the top of the vessel.
Another advantage of this approach is that it requires little plant area. The main disadvantage is the
length of the ductwork from the outlet at the top to the inlet of ground-mounted fans. The tray tower
scrubbers share the advantages and limitations of the vertical packed bed scrubbers.
Another common scrubber style is the horizontal crossflow packed bed. The configuration of this unit
is compatible with rod deck and ionizing particulate wet scrubbers. Demisters installed in the exhaust
ends of the horizontal vessels are also slightly more efficient than demisters in vertical towers because
the collected liquor drains without being opposed by the gas stream. The main disadvantage is the possible
absorption performance problems caused by the driving force gradiant across the packed bed. Removal
efficiency can be high for gas passing across the top of the bed and somewhat lower for gas passing
through the bottom. This is due to the reduction in pH levels as the liquor flows downward through the
bed.
Gas and vapor collection in air pollution control devices is achieved by absorption or adsorption.
Absorption is the dissolving of a soluble component into droplets or sheets of liquid. Adsorption is the
physical bonding of molecules to the surface of dry particles entrained in the gas stream or contained
© 2003 by CRC Press LLC
Incinerators 13-65
within a bed. Some of the newer air pollution control systems use absorption and adsorption in separate
control devices arranged in series.
Absorption is the transfer of a gas or vapor phase compound into a liquid phase. In the gas of hazardous
waste incinerators, the gas or vapor phase compounds primarily include hydrogen chloride, hydrogen
fluoride, and sulfur dioxide. The liquid streams that receive these contaminants generally consist of
recirculated liquids containing sufficient alkali to maintain the design pH for the system. Numerous
chemical engineering texts and handbooks give the design procedures for absorbers. See, for example,
Perry’s Chemical Engineering Handbook, McGraw Hill, a book that is updated at regular intervals. The
key operating conditions for an absorber are the types of packing material, and the liquid-to-gas ratio,
for the system, and the height and diameter of the absorber. Table 13.11 lists some common types of
packing material.
The pressure drop through the packed tower can be estimated using manufacturer supplied data
relating the pressure drop per foot of packing as a function of the type of packing, how it is placed in
the column (random packed or stacked in a pattern), and the liquid loading rate in terms of gallons per
square foot per minute. Typical static pressure drops per foot of packing are generally in the range of
0.1 to 1.5 in. of water (Schifftner and Hesketh, 1983).
Dry Scrubbing Systems
There are two basic styles of dry scrubbing systems in use for hazardous incinerators: spray atomizer
systems and dry injection systems. The spray atomizer systems generally include two fluid nozzles and
rotary atomizers. Spray atomizer systems utilize an evaporating alkali slurry for absorption and adsorp-
tion of acid gases. The systems generally consist of a large atomizer vessel followed by a fabric filter or
an electrostatic precipitator. Dry injection systems use a finely divided alkali solid for adsorption of the
acid gases. The dry injection systems require more alkali reagent due to the lower collection efficiency
inherently involved. However, dry injection systems are less expensive and easier to operate. Spray
atomizer and dry injection scrubbing systems use recycle loops to increase the utilization of the alkali
materials.
A number of physical processes combine in the removal of acid gases in dry scrubbing systems. Those
systems using atomized liquid droplets initially have gas-phase controlled absorption into the drops as
they are beginning to evaporate. The factors that influence mass transfer rates are similar to those for
absorption. These include the diffusivity of the acid gas molecule in air, the gas temperature, the liquor
TABLE 13.11 Packing Material Data
Packing Material
Packing Factor
Size ft
3
/ft
2
Raschig rings, ceramic and porcelain 1.0 155
2.0 65
3.0 37
Raschig rings, metal 1.0 137
2.0 57
Te l l e r e t tes 1.0 40
2.0 20
3.0 15
Intalox saddles, ceramic 1.0 98
2.0 40
Intalox saddles, plastic 1.0 30
2.0 20
3.0 15
Glitsch ballast saddles, plastic 1.0 33
2.0 21
3.0 16
© 2003 by CRC Press LLC
13-66 The Civil Engineering Handbook, Second Edition
spray rate, the droplet size distribution, and the flue gas distribution around each of the nozzles or rotary
atomizers used in the reaction vessel.
As droplet evaporation continues, the accumulating reaction products lower the droplet water vapor
pressure and reduce the evaporation rate. Mass transfer of pollutants into the droplets begins to be
controlled by the diffusion of water molecules through the precipitating matrix of reaction products and
the undissolved reagent. Eventually, mass transfer of acid gases and volatile metals to the dried alkali
particles is limited by the vapor pressures and diffusion rates of the pollutants within the drying particles.
The important operating variables during this phase include the gas temperature, the size distribution
of the adsorbent particles, the quantity of adsorbent available, and the residence time. These factors also
limit the mass transfer rates of systems using only dry alkali particles.
Dry scrubber system vessels are designed by the equipment suppliers. The information necessary to
select the most appropriate and economical unit for a specific incinerator should be based on visits to
operating dry scrubbing systems, on available performance data for existing systems, and on information
supplied by the suppliers. In a typical spray dryer dry scrubber, the incinerator flue gas initially enters a
cyclonic chamber for removal of the large particles. The cyclone outlet gas is then treated in an upflow
quench reactor for removal of HCl and other acid gases.
The reagent is usually calcium hydroxide slurry at 5 to 15% by weight atomized with compressed air
(Dhargalkar and Goldbach, 1988). The atomizer vessel outlet gas temperature is carefully controlled to
ensure that it does not approach the saturation temperature so closely that the solids are difficult to
handle. The acid gas neutralization reactions in the quench reactor are shown below. The efficiency of
acid gas removal is primarily a function of the stoichiometric ratio of alkali (such as calcium hydroxide)
to the combined quantities of acid gas. Typical operating stoichiometric ratios are in the range of 2.5 to
3.5 moles of alkali per mole of acid gas.
The size of the atomizing vessel is based on the evaporating rates of the slurry droplets at the prevailing
gas stream temperatures. Generally, the residence time is between 6 and 8 sec. Nozzle operating pressures
and spray angles are selected by the manufacturer to achieve the necessary initial droplet size populations
for proper evaporation. An atomizer vessel can have one or more spray nozzles.
Calcium hydroxide is the most common alkali used because it is relatively inexpensive and easy to
handle. Calcium oxide (quick lime) is less expensive. However, a lime slaker is necessary in order to
prepare the atomizer feed slurry. Improper operation of the lime slaker can result in reduced effectiveness
of the absorption step. Other possible alkali materials include soda ash and sodium bicarbonate.
To increase acid gas removal efficiency, an alkali dry injection system can be installed downstream of
the atomizer vessel. The manufacturer of this type of system uses a mixture of waste alkali materials
termed “TESISORB” for dry adsorption. It is also claimed that this material improves the dust cake
properties in the downstream fabric filter used for particulate and adsorbent collection (Dhargalkar, 1988).
Compliance Test for Hazardous Waste Incinerators
This section summarizes how to design a trial burn for an incinerator or BIF. The discussion focuses on
setting the operating procedures for the unit. Guidance documents on the various aspects of trial burn
design are available from the U.S. EPA (specifically, EPA, 1983, 1986a, 1986b, 1989a, 1989b, 1992, 1999,
2000b, 2001). An especially important reference is “Test Methods for Evaluating Solid Waste,” SW-846
(EPA, updated), which is a multivolume description of the sampling and analytical methods. SW-846 is
continuously expanded and updated to reflect the latest EPA procedures and is incorporated into the
RCRA regulations by reference.
Limits on operating conditions for incinerators can be set as an absolute or a rolling average limit.
The absolute limit is based on the mean measured value of the control parameter during the trial burn.
It is easy to determine and to monitor, but as discussed below, it is conservative to the point where it
may not be usable for many combustors. If the absolute limit is unacceptable, then an hourly rolling
average (HRA) can be used as an alternative.
© 2003 by CRC Press LLC