Yam, Kit L. (ed.). The Wiley encyclopedia of packaging technology
Подождите немного. Документ загружается.

Good-quality paper has the following physical proper-
ties conducive to surface winding: uniformity of gauge,
freedom from bags, relatively rough surface with medium
friction coefficient, high modulus of elasticity, and high
degree of compressibility. The density of the finished roll is
determined by a combination of constant unwind tension
and down force on the riding roll (7).
The medium-size, general-purpose converting slitter
has the following advantages:
1. The controls and construction are relatively simple.
2. It can wind to large-diameter buildup ratios.
3. It can wind coreless or on almost any diameter core.
4. It winds on one mandrel or without mandrel.
5. The slit-width changeover is accomplished primarily
by relocation of knives.
6. It runs at relatively high web speeds, commonly
X2000 ft/min (610 m/min).
It also has the following disadvantages:
1. The risk of slit rolls interleaving make it difficult or
impossible to separate the slit rolls. Bowed spreader
rollers can alleviate roll-separation problems (8, 9).
2. It lacks versatility for winding baggy or off-caliper
webs.
3. It is unsuitable for winding paper with slippery, e.g.,
silicone, coatings.
4. Some grades of paper develop a washboard surface
on the periphery of the rewound roll during winding,
thereby causing vibrations and restricting operating
speed (4).
5. Operator skill is necessary to keep scrap rate low on
some products.
UNWINDING
Many types of unwind stands are available, from simple
shaft-type units with manual side shift to large shaftless
turret unwinders (10) with automatic web guiding (11, 12).
Friction brakes usually provide the holdback torque (13).
Regenerative direct current (dc) drives are occasionally
required for parent-roll acceleration, as well as holdback
(14). The choice of automatic tension controllers for main-
taining constant unwind tension during acceleration and
deceleration, as well as compensating for decreasing un-
wind diameter, includes load-cell sensing rollers (15); dan-
cer roller sensors, which are recommended for use with
eccentric parent rolls (16); and open-loop microprocessor
control based on real-time calculations of diameter and
weight of parent roll. It has been common practice to use
overhead hoists for loading parent rolls into operating
position, but hydraulic lifts integral with the unwinder
are frequently preferred (17).
TENSION CONTROL—REWIND
Tension control for surface winders simply requires con-
stant tension control from the unwind stand and has a
secondary effect on rewind roll hardness. The tension
control of center winders is much more complex because
tension is the primary control factor. Rewind buildup
ratios of less than 5:1 may require only constant torque
(decreasing tension) windup for many products. However,
large buildup ratios and tension-sensitive products re-
quire either constant tension or programmed tension
(18). Depending on the design of the machine, this may
require automatic control of pressures to differential-re-
wind mandrels or air-operated slip clutches, or control of
reference voltages to dc rewind motors (19). When differ-
ential winding at high speeds and large buildup ratios, it
is necessary to automatically reduce the rotations per
minute (rpm) of the rewind mandrels as a function of
rewind diameter. The profile of the tension pattern as a
function of diameter must be determined empirically.
Microprocessor control is ideal for exploratory profile
studies and for maintaining repeatability once the desired
results are achieved.
SLITTING
Rotary shear knives can be used to slit virtually all
packaging-web products. For simplicity of setup and some-
times for cleaner cutting, razor blades are used for plastics
thinner than about 0.005 in. (127 m m). For better control,
especially when taking narrow trim cuts, the web is
wrapped around and is positively supported by a grooved
roll at the point of slitting. Similarly, shear slitting is done
with the web wrapped around the so-called lower or
female knife shaft, known as wrap slitting. If frequent
changes of slit width are required when shear cutting, it is
desirable to run the web tangentially over the female knife
(called ‘‘kiss slitting’’) (1) (see Figure 7). The prime con-
sideration in the slitting section of the machine is ease of
changing slit widths. Equipment is being introduced to
accomplish this automatically, but it is not yet in wide-
spread use on the average converter-type slitter primarily
because of cost and space requirements.
OTHER CONSIDERATIONS
In addition to the basic features discussed above, many
others require consideration in a slitter specification. The
more common items include automatic web guiders, sprea-
der rolls, predetermining rewind footage counters, multi-
ple rewind and main drives, special roller coverings, static
eliminators, expanding unwind and rewind mandrels,
core-locking differential-rewind mandrels, roll-unloading
devices, provision for web inspection, web-splicing devices,
safety guards, emergency trip cables, and trim-removal
equipment. Last, but not least, increasing effort is being
made to automate nearly every operational and setup
function associated with slitter operation. About half of
all slitters sold requires some design modification or
accessory to meet the special needs of the user. New
models
are constantly being
introduced to handle new
products, reduce costs, increase productivity, and enhance
the quality of slit rolls (20).
1118 SLITTING AND REWINDING MACHINE
The performance of a slitter depends not only on the
basic physical properties of the web but also on the quality
consistency of parent rolls. It is difficult to measure some
of the more important characteristics, let alone predict
how they will affect the slitting operations. Two suppo-
sedly identical generic products, each from a different
manufacturing source, can exhibit surprising perfor-
mance differences. Furthermore, problems can be ex-
pected when attempting to handle webs that deviate
significantly from the norm in physical properties or
when web speed and roll size exceed state-of-the-art
limits. Consequently, it is always wise to check, if possible,
the performance of actual parent rolls on existing demon-
stration equipment to be assured that performance re-
quirements can be achieved.
Nomenclature
Bags Undulations in a web that otherwise should be
a flat surface, usually occurring in lanes of
various widths in the machine direction of
web. These bands frequently occur where a
thickness variation is above average relative
to the rest of the web (1).
Buildup ratio The diameter of a rewound roll divided by the
outside diameter of its core.
Doffing Process of removing or unloading wound rolls
from a winder.
Draw The distance a web must travel unsupported
between two web transport rollers.
Gauge Thickness or caliper of a web. Sometimes
expressed in units of points (mil, 0.001 in. or
254 mm); gauge (0.00001 in. or 0.25 mm); or
micrometers (0.001 mm or 10
6
m).
Gauge band A machine-direction strip or band of above-
average thickness in a web evidenced by a
peripheral circumferential bulge on the
periphery of a web roll (1).
Guide, edge Automatic web guide using the edge of a web as
reference. Those using an air nozzle as a
sensing device are sometimes called air
guiders (12).
Guide, line Automatic web guide using photocells to track
a reference line on a printed web (12).
PLI Pound force per lineal inch (1bf/in. = 175.1
N/m). Unit of measure of web tension or line
contact force of riding roll against a
rewinding roll.
Roll A coiled spool of web material usually wound
on a paper core.
Roll, parent A large roll from which smaller rolls are slit
and rewound. Also called mill roll, master
roll, mill reel, bundle roll, unwind roll, and
stock reel.
Roll, rewind Roll resulting from a slitting or trimming
operation. Also called coil, spool, and
bobbin.
Roller General term for any type of rotating cylinder
serving as a web-transport device to support
and guide a web through a slitter.
Roller, riding An idler roller that maintains contact with the
surface of a rewinding roll. Also called touch
roller, top-riding roller, contact roller, layon
roller, ironing roller, and squeeze roller. Its
purpose is to minimize air entrainment into
a rewinding roll.
Slitter Short term for slitter/rewinder. It is generally
understood to include an unwinder.
Winding,
differential
A method of stagger winding on two-bar
(duplex) center winders whereby the
rewinding cores are allowed to slip with
controlled torque between keyed spacer
sleeves on an overrunning rewind
mandrel with the aim of winding each
slit strip with equal tension regardless of
parent-web defects. Also called slip-core
winding (1).
Winding,
stagger
Winding alternate slit strips on each of two
rewind mandrels so that adjacent slit strips
are not wound side by side on the same axis
or mandrel (1).
Winding,
taper-
tension
A reduction of winding tension in a controlled
manner from the center of a rewinding
roll outward with the aim of giving the
desired hardness and uniformity in the
roll (18).
BIBLIOGRAPHY
R. W. Young, ‘‘Slitting and Rewinding Machinery’’ in The Wiley
Encyclopedia of Packaging, 1st ed., John Dusenbery Company,
Inc., Randolph, NJ, pp. 583–587.
1. J. R. Rienau, Techniques of Slitting and Rewinding, John
Dusenbery Co., Randolph, NJ, 1979.
2. J. D. Pfeiffer, ‘‘Mechanics of a Rolling Nip on Paper Webs,’’
TAPPI 51(8), 774 (Aug. 1968).
3. J. D. Pfeiffer, ‘‘Nip Forces and Their Effect on Wound-in
Tension,’’ TAPPI 60(2), 115 (Feb. 1977).
4. D. A. Daly, ‘‘How Paper Rolls on a Winder Generate Vibration
and Bouncing,’’ Pap. Trade. J. 48 (Dec. 11, 1967).
5. D. Satas, Web Processing and Converting Technology
and Equipment, Van Nostrand Reinhold, New York, 1984,
p. 383.
6. L. Rockstrom, Control of Residual Strain and Roll Density by
Three Winding Methods, Cameron Machine Co., New Bruns-
wick, NJ, 1964.
7. J. Colley, A. J. Kelley, and P. J. Schnackenberg, Appita 36(4),
288 (Jan. 1983).
8. R. G. Lucas, Pap. Age, 9 (Sept. 1972, Nov. 1972).
9. Ref. 5, p. 414.
10. H. L. Weiss, Coating and Laminating Machines, Converting
Technology Co., Milwaukee, WI, 1983, p. 326.
11. Ref. 5, p. 404.
12. H. L. Weiss, Control Systems for Web-fed Machinery, Con-
verting Technology Co., Milwaukee, WI, 1983, p. 277.
13. Ibid., p. 105.
14. Ref. 12, p. 207.
15. Ref. 12, p. 61.
16. Ref. 5, p. 400.
17. Ref. 10, p. 336.
18. S. E. Amos, ‘‘Winding Webs: A Case of Constant Tension
versus Constant Torque,’’ Pap. Film Foil Converter p. 56
(Sept. 1970) and p. 62 (Oct. 1970).
19. Ref. 12, p. 239.
20. R. Aylott, Pap. Film Foil Converter 58(10), 128 (Oct. 1984).
SLITTING AND REWINDING MACHINE 1119
General References
D. Satas, Web Processing and Converting Technology and Equip-
ment, Van Nostrand Reinhold, New York, 1984. Contains an
exhaustive bibliography and comprehensive review of convert-
ing machinery.
H. L. Weiss, Coating and Laminating Machines (441 pp.) and
Control Systems for Web-fed Machinery, Converting Technol-
ogy Co., Milwaukee, WI, 1983. Two exceptionally comprehen-
sive reference sources.
SMART BLENDING TECHNOLOGY
DAVID A. ZUMBRUNNEN
Laboratory for Advanced
Plastic Materials and
Technology, Department of
Mechanical Engineering,
Clemson University, Clemson,
South Carolina
The development of high-performance packaging materi-
als is often accompanied by increased complexity in
manufacturing equipment. For example, multiple screw
extruders and intricate dies are used to impart several
functionalities to multilayer films. Because of polymer
incompatibility, tie layers are frequently needed to pre-
vent layer delamination, thereby further increasing ma-
terial costs and system complexity. In contrast, smart
blenders are machines where polymer melts that may
include solid additives can be formed during blending
into various finescale structural arrangements upstream
of dies so multiple physical properties can be optimized
simultaneously (1). Multilayer extrusions can consist of
hundreds or even thousands of thin submicron-thick
layers, so the technology may find special application to
nanocomposite materials. Smart blenders can be used for
manufacture of cast or blown film, as well as other
extrusion forms. Properties of extruded film are optimized
using smart blenders’ ability to alter fine-scale internal
structure during manufacture. A blended plastic can offer
advantages over those that are coextruded. For example,
one polymer type in a blend can serve as a matrix to give
mechanical integrity to a film containing other plastics,
chemical additives, or solids that are added to obtain other
desired properties such as electrical conductivity or per-
meation resistance.
Smart blending denotes an ability to deliberately trans-
form deformable material domains in response to gener-
ated flow fields in melts into fine-scale structures that may
have a useful purpose. For application to packaging, a
desirable outcome of blending is the formation in polymer
melts of shapes having large interfacial areas such as
layers, ribbons, and platelets in lieu of droplets often
obtained by mixing. Chaotic advection (2) is an enabling
recent subfield of fluid mechanics for smart blending
because it provides a means to either (a) controllably
stretch, fold, and redistribute melt domains and evolve a
multilayer structure leading to derivative morphologies or
(b) indirectly manipulate solid additives. The term advec-
tion denotes movement. It is now known that passive
markers in a fluid can move chaotically even in response
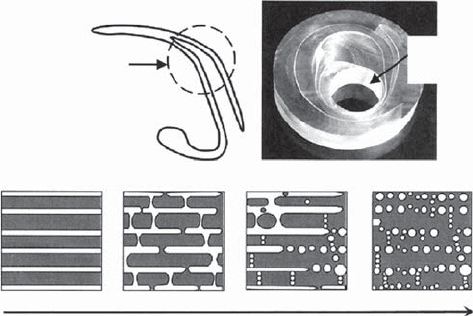
to simple, externally imposed flow fields. In Figure 1 (3),
the region of space enclosing an initial minor component
body becomes stretched and folded in response to the
periodic motions of surfaces which can be geometrically
simple. Such shape changes are fingerprints of chaotic
motions and are sometimes referred to in mathematical
studies of chaos as baker’s transformations or horseshoe
mappings. In the inset photograph, developed and incipient
folds in a continuous polyethylene layer are evident in a
polystyrene matrix (4). The circular hole corresponds to the
location of a stir rod of a batch device that was rotated to
generate chaotic advection. With more prolonged chaotic
advection, stretching and folding would continue such that
the polystyrene and polyethylene become converted to
layers folded about each other in a type of encapsulated,
interlocking blend structure (5). A variety of blend morphol-
ogies are obtainable by progressive structure development
(6), defined as the formation of structured materials via
sequential insitu transitions from one structure type to
another. This feature is shown in Figure 1, where ruptures
transform multilayers to a dual phase continuous (i.e.,
sponge-like) structure that can fragment to yield platelet
shapes and droplets in the minor component. Other blend
morphology types are also producible (7, 8).
DESCRIPTION OF A SMART BLENDER
Smart blenders are scalable and are available for various
products including cast film or tubular extrusion forms,
such as blown film and piping (9). The technology makes
possible the manufacture of blown film with a wide variety
of microscopic internal structures in polymer components
and additives in lieu of only a few layers obtained from
coextrusion. Common elements of smart blenders are stir
Stir rod
location
Initial minor
component body
Increasing extent of chaotic advection and
progressive structure development
Figure 1. Stretching and folding of polymer melts by chaotic
advection and transformation of resulting multilayers to deriva-
tive blend morphologies by layer rupture (4).
1120 SMART BLENDING TECHNOLOGY
rods that undergo simple motions leading to chaotic
advection of melt contained in them and features to
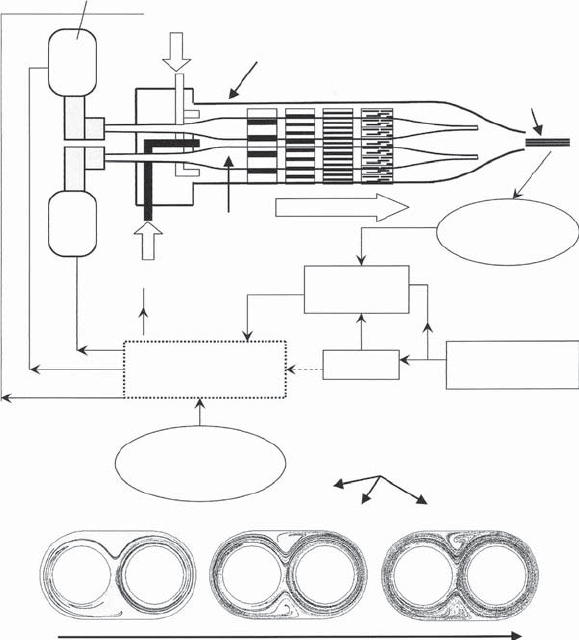
promote progressive structure development. An example
of a smart blender for producing cast film is shown
schematically in Figure 2 (3). This smart blender consists
of a barrel with an oval crosssection and circular stir rods.
Separate melt flows of polymer A and polymer B are
supplied by screw extruders where the relative mass
flow rates of each polymer define the prescribed overall
composition of an extrusion. (Additional polymer types or
additives can be similarly provided.) When desired, one or
more melts can be a precompounded masterbatch that
consists of a polymer and a solid additive. The stir rods are
rotated by computer-controlled variable speed motors
following specific algorithms. As an example of one algo-
rithm, the stir rods are rotated alternately and periodi-
cally by three rotations to generate time-varying velocity
fields within the smart blender (8). Mechanistically, the
path followed by a fluid particle becomes sensitive to its
precise location as velocity fields change, thereby result-
ing in chaotic motion and the characteristics associated
with chaos.
The extent of melt structuring by progressive structure
development is selectable via a number N of periodic rod
speed alterations while the melt is resident in the smart
blender (3). The insitu layering and progressive structure
development are represented in Figure 2 by the alternat-
ing black and white stripes adjacent to the stir rods as the
combined melts flow toward an attached die. A lesser
amount of chaotic advection is specified to extrude fewer
and thicker layers, whereas thin and numerous layers or
derivative blend morphologies result from longer specified
durations of chaotic advection during the melt transit to
the extrusion point. Details of such in situ structural
transitions have been described in experimental and
computational studies (8, 10, 11). Computationally gener-
ated results are also shown in Figure 2. In these simula-
tions, a minor component polymer is represented by
discrete particles so that layers have a granular appear-
ance. In the leftmost inset figure, duration of progressive
structure development is short, so partial blending occurs.
By continuing the periodic rod rotations, chaotic advection
leads to larger numbers of layers and improved composi-
tional uniformity at smaller length scales. In effect, both
polymers are folded about each other, although layering is
most visually apparent in the minor component as in the
polyethylene layer in Figure 1.
Process parameters that are needed to produce parti-
cular types of blend morphologies can be compiled in
morphology maps. Such maps can be based on batch or
online monitoring of extrusions, theoretical models, and
rheology characteristics of polymer resins. If maps are
Variable speed motor
& reduction gear
Polymer A
Oval barrel shown
in cross section
below
Extrusion
On-line or batch
monitoring
Melt flow
Morphology
map
Models
Rheology
measurements
Thick layers of polymers A and B refine by
chaotic advection as melt moves along sti
r
rods toward extrusion point.
Desired structure
& composition
Process control
computer
Polymer B
Stir rod
Increasin
g
extent of chaotic advection
++
++++
Figure 2. Schematic of a smart blender system
used to produce cast film and computational simula-
tions of layer formation for increasing extents of
chaotic advection (3).
SMART BLENDING TECHNOLOGY 1121
available, machine operators with the assistance of a
process control computer can set up a smart blender for
manufacturing extrusions with particular properties. In
their absence, such as when new polymer types are being
considered, structure–property studies can be done by
producing extrusions with differing extents of chaotic
advection.
APPLICATIONS
The intrinsic characteristic of chaotic advection to trans-
form melt domains into layers (Figure 1) underpins ap-
plicability to packaging. However, to instill a spectrum of
physical properties in a minimum of layer types, other
blend morphologies can also be desirable. A few varied
applications are described below. Because smart blending
is a new technology, additional applications can be
anticipated.
Barrier Films
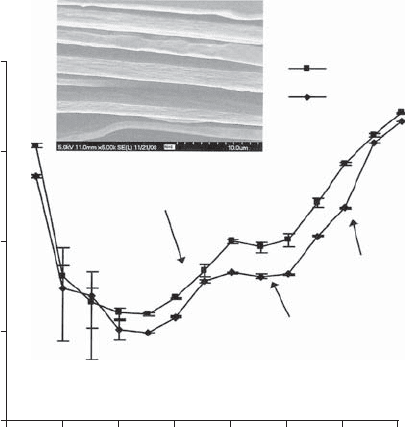
Permeability results are given in Figure 3 in terms of the
smart blending parameter N for extruded films composed
of ethylene vinyl alcohol (EVOH) copolymer and linear
LDPE (LLDPE) (12). For No4, EVOH and LLDPE melts
are converted to few, thick and localized layers such as in
the photograph inset in Figure 1. With further chaotic
advection, the fine multilayer structure in the scanning
electron micrograph in Figure 3 arose. Layers are parallel
to the film surface. Oxygen permeability is reduced for N
E5 by factors of about 240 and 400 in blends containing
20% or 30% by volume EVOH. The extruded films have a
layer-ribbon blend morphology where components are
folded about each other (Figure 1). Due to continuity in
the LLDPE component, delamination between the layers
is less problematic than in coextruded films even though
tie layers are not included. The polymer components are
mechanically interlocked by virtue of the blend morphol-
ogy. For more extensive chaotic advection and correspond-
ingly larger N in Figure 3, the multilayers transform to
EVOH fibers and droplets. Notably, droplet morphologies
such as at N E14 typically result from mixing and are
associated with little or no measurable improvements in
barrier properties.
Nanocomposites
Clay particles consist of very thin (B1 nm) platelets hav-
ing high frontal area (0.01 mm
2
) and very low mass diffu-
sivity (13). When platelets are liberated from particles in a
process known as exfoliation and blended with a plastic,
molecular diffusion can be impeded. Smart blenders can
be especially effective when applied to such materials
because platelets can be localized and oriented within
numerous layers also of nanoscale thicknesses (14). An
example of a novel clay nanocomposite film is shown in
Figure 4 (3, 15). To produce this nanocomposite, a mas-
terbatch of polyamide-6 and 4%-by-weight exfoliated na-
noclay and polyamide are supplied to the smart blender as
polymers A and B (Figure 2) in a 1:1 ratio to obtain
extruded films of 150-mm thickness with an overall 2%
nanoclay loading. The nanocomposite has a hierarchical
structure consisting of oriented platelets localized within
multiple layers separated by matrix polyamide layers.
Internal dimensions of the hierarchical structure (i.e.,
adjacent distances between oriented platelets and layer
thicknesses) can be adjusted via the online control fea-
tures of smart blenders for property optimization. In the
example in Figure 4, the extruded film contained about
350 discrete polyamide and platelet-rich layers. Platelets
are oriented such that their frontal areas are parallel to
the film surface. Due to orientation and localization within
multiple layers, platelets can induce changes to polymer
crystal morphology and crystallinity (16). Orientation of
thin or oblong particles such as platelets results from the
alternating shear flows caused by stir rod rotations.
Orientation can occur more volumetrically because chao-
tic advection effectively shuffles melt to different locations
in the smart blender (Figure 1). In effect, platelets, carbon
black agglomerates, nanotubes, or oblong particle clusters
orient in response to stretching and folding to reside with
the layers containing them. Excellent platelet dispersions
such as also shown in Figure 4 can be obtained by
increasing the extent of chaotic advection in the smart
blender such that the thicknesses of the polyamide layers
become vanishingly small. Physical properties of nano-
composites are not solely an outcome of the nanoscale
dimensions of solid additives but may also be derived from
the physical arrangements of the nanoscale additive.
Toughened and Electrically Conducting Plastics
Because smart blenders can form polymer melts into
various microscopic structural types even at a fixed
80/20
70/30
Multi-layers
and ribbons
Droplets
Fibers
1412108
N
642
0.1
1
10
P (cc.mm/m
2
.day.atm)
100
1000
Figure 3. Reductions in permeability of EVOH-LLDPE film with
80/20 and 70/30% by volume EVOH for differing extents of chaotic
advection imposed by smart blender in terms of the process
parameter N (12).
1122 SMART BLENDING TECHNOLOGY
composition, the physical properties of a film or other
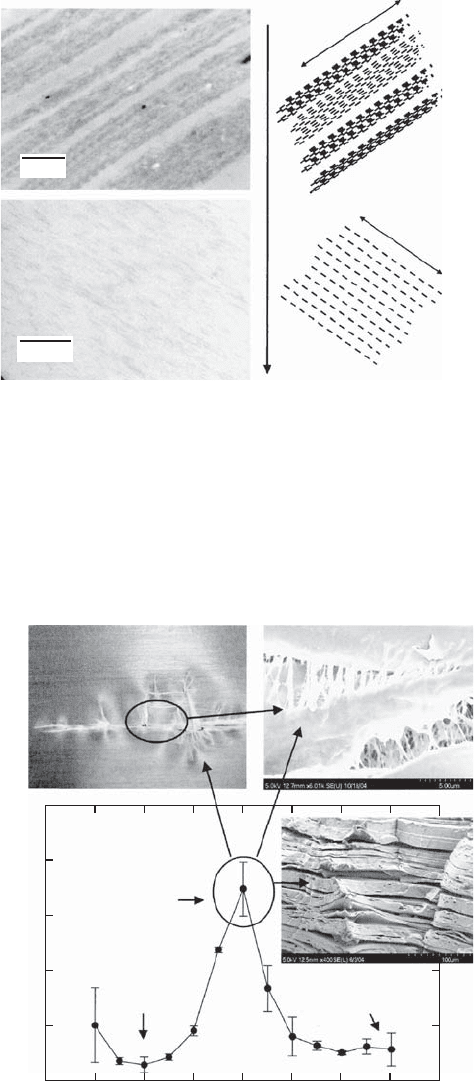
extrusion type can be optimized. An example is given in
Figure 5, where the impact toughness by the dart
drop method (ASTM D-882) of polypropylene (PP) film is
enhanced by adding 20% by volume ethylene–propylene–
diene monomer (EPDM) (3). Injected PP and EDPM
melts are first converted in the smart blender to layers.
The layers decrease in thickness and become more numer-
ous for a larger amount of chaotic advection (i.e., for
higher N). Due to their small thicknesses, the PP layers
deform readily upon impact. Toughness increases for
N = 10 are due to the formation of abundant, submicron
ligaments between layers. Toughness of the blend in-
creases by 760% in comparison to PP. A predominant fiber
morphology at N = 12 and a droplet morphology at N =16
have comparatively much smaller increases.
Smart blenders can also be used to form networks
among particles. If conducting particles are used such
as carbon black, electrically conducting plastics result (17,
18). Particle interactions are more likely when parti-
cles are arranged into striations or localized within
multilayers such as in Figure 4. The extent of inter-
connectivity among networks is selectable via process
control, so a variety of conductivity properties can be
obtained.
BIBLIOGRAPHY
1. O. Kwon and D. A. Zumbrunnen, Polym. Eng. Sci. 43, 1443–
1459 (2003).
2. H. Aref, J. Fluid Mech. 143, 1–21 (1984).
3. D. A. Zumbrunnen, R. Subrahmanian, B. Kulshrestha, C.
Mahesha, Adv. Polym. Technol. 25, 152–169 (2006).
4. O. Kwon and D. A. Zumbrunnen, J. Appl. Polym. Sci. 82,
1569–1579 (2001).
5. D. Zumbrunnen, M. Ellison, and B. Gomillion, U.S. Patent No.
6,902,805 B2 (to Clemson University), 2005.
6. D. Zumbrunnen and O. Kwon, U.S. Patent No. 6,770,340 B2
(to Clemson University), 2004.
7. D. A. Zumbrunnen, K. C. Miles, and Y. H. Liu, Composites
Part A 27A, 37–47 (1996).
8. A. Dhoble, B. Kulshreshtha, S. Ramaswami, and D. A.
Zumbrunnen, Polymer 46, 2244–2256 (2005).
9. D. Zumbrunnen, U.S. Patent No. 7,377,684 (to Clemson
University), 2008.
10. Y. H. Liu and D. A. Zumbrunnen, Polym. Compos. 17, 187–197
(1996).
11. A. S. Joshi and D. A. Zumbrunnen, Chem. Eng. Commun. 193,
765–781 (2006).
12. V. A. Chougule, R. M. Kimmel, and D. A. Zumbrunnen, in
Proceedings of the 63rd Annual Technical Conference, Society
of Plastics Engineers, Boston, MA, 2005. pp. 2976–2981.
13. A. Usuki, Y. Kojima, M. Kawasumi, A. Okada, Y. Fukushima,
T. Kurauchi, and O. Kamigaito, J. Mater. Res. 8, 1179–1184
(1993).
14. D. Zumbrunnen, U.S. Patent Application 10/965,753 (to Clem-
son University), 2005.
15. C. Mahesha and D. A. Zumbrunnen, in Proceedings of the
64th Annual Technical Conference, Society of Plastics Engi-
neers, Charlotte, NC, 2006. pp. 491–496.
Film surface
Multilayer
nanocomposite
Highly dispersed
platelets
Increasing extent
of chaotic advection
1 μm
500 nm
Figure 4. Examples of clay nanocomposite films with oriented
and localized platelets within multilayers or well-dispersed plate-
lets (3, 15). (Structural arrangements are clarified by graphical
representations.)
Droplets
Thick
layers
2
0
1
2
3
Impact toughness (J)
4
5
46810
N
12 14 16 18
Interconnected
multi-layers
PP: 0.49 J
Figure 5. Improvements in the toughness of PP film by adding
20% by volume EPDM and forming EPDM into multilayers
corresponding to N E10 [3]. Films with thick layers (such as
produced by coextrusion) or with droplets (resulting typically
from mixing) failed by fracturing in contrast to the film shown
where dart impact energy was effectively absorbed by forming
interconnecting EPDM tendons. In the scanning electron micro-
graph, the EPDM layers were removed with a selective solvent to
discern film structure.
SMART BLENDING TECHNOLOGY 1123
16. Y. Li and H. Shimizu, J. Polym. Sci. Part B: Polym. Phys. 44,
284–290 (2006).
17. R. I. Danescu and D. A. Zumbrunnen, J. Thermoplast.
Compos. Mater. 11, 299–320 (1998).
18. V. A. Chougule and D. A. Zumbrunnen, Chem. Eng. Sci. 60,
2459–2467 (2005).
Further Reading
H. Aref, Phys. Fluids 14, 1315–1325 (2002).
A. LaCoste, K. M. Schaich, D. A. Zumbrunnen, and K. L. Yam,
Packag. Technol. Sci. 18, 77–87 (2005).
A. J. Lichtenberg and M. A. Lieberman, Regular and Chaotic
Dynamics, 2nd edition, Springer-Verlag, New York, 1992.
J. M. Ottino, P. DeRoussel, S. Hansen, and D. V. Khakhar, Adv.
Chem. Eng. 25, 105–204 (2000).
D. A. Zumbrunnen, S. Inamdar, O. Kwon, and P. Verma, Nano
Lett. 2, 1143–1148 (2002).
D. A. Zumbrunnen and T. Sakai, Plast. Age Mag. 53, 76–85 (2007)
(in Japanese).
SMART PACKAGING
PAUL BUTLER
Smart Packaging Consultant,
Packaging Materials &
Technologies Ltd, Henley-on-
Thames, Oxon, United Kingdom
INTRODUCTION
Smart packaging is generally defined as packaging that
provides additional levels of useful functionality beyond
protecting, containing and providing information about
the product (1). This new type of packaging has been
classified in many other ways—‘‘active,’’ ‘‘intelligent,’’
‘‘diagnostic,’’ ‘‘functional,’’ and ‘‘enhanced’’ are all terms
that have been used over the last few years—but a simpler
view, and the one used here, is to collect these subsets
together under the all-embracing term ‘‘smart packaging.’’
This definition of smart packaging therefore encompasses
aspects of packaging design, the use of smart materials in
packaging, and the incorporation of mechanical, chemical,
electrical, and electronic forces, or combination of these,
within the package. It includes packaging that is active in
some way with or without communication to the user. And
it also includes the most common form of electronic smart
packaging, RFID-enabled packaging.
The approach and technologies involved in making
packaging smarter depend to some extent on the ultimate
beneficiary, whether the supply chain, the brand owner, or
the consumer. Table 1 shows the three main beneficiaries
plus some generic smart packaging approaches applicable
to each. Clearly, there are significant overlaps, particu-
larly between the brand owner and the consumer.
In this chapter we concentrate on smart packaging for
the consumer (2) and look at the various ways in which it
can provide new beneficial functionality and new levels of
convenience. Established brands are most likely to benefit
from developing and introducing innovative smart packa-
ging features since in doing so they can grow and sustain
their position and prevent the erosion of brand value. But
first we look briefly at societal and other factors driving
these developments.
MORE DEMANDING CONSUMERS AND THE
CONSUMER/PACKAGING INTERFACE
We live in a rapidly changing world where yesterday’s
status quo is no longer good enough. For consumers, the
existing packaging functions of bringing the product
safely to the shelves and then being part of the buying
decision are largely taken for granted. Now in addition,
consumers expect packaging to be easier to open and use,
to be more convenient, and to deliver more functionality in
support of busy lifestyles. To offer convenience, consumers
want first and foremost packaging improvements that
save time, are easy to use, and reduce stress on an already
busy life.
The problem starts at the retail store or supermarket,
where typically a sea of colored packaging noise greets
shoppers: row upon row of near identical packaged pro-
ducts that fail to engage the senses, lift the spirits,
educate, inspire, or entertain. With a few exceptions,
desperation appears to be the major driver in new pro-
duct/package introductions, underpinned by an apparent
strategy of just throwing new products at consumers and
seeing what happens. Real innovation appears hard to
find, a view supported by the ‘‘Build a Better Mousetrap’’
New Product Innovations of the Year data, provided by
Productscan
s
(3). Genuine packaging innovation needs to
move up marketing and advertising budgets in terms of
importance, and there is evidence that this is happening
for many of the major global brands, who recognize the
Table 1. Main Beneficiaries and Smart Packaging
Approaches
Main Beneficiary Smart Packaging Approaches
Supply chain Helping to prevent errors
Providing full track and trace
Helping retain/monitor product
quality/safety
Brand owner Making counterfeiting more
difficult
Helping retain/monitor product
quality/safety
Providing shelf appeal and
differentiation
Creating new and unique products
Consumer More convenient packaging
Making products more effective in
use and preventing waste
Providing new and unique products
Helping monitor product quality/
safety
1124 SMART PACKAGING

importance of the first moment of truth interaction with
consumers at point of sale.
Unfortunately, the current consumer/package interface
does not always impress post-purchase, and there are
opportunities for significant improvements to this inter-
face. Consumers are weary of those packs that make
demands on their time and attention, are difficult to open
or dispose of properly, and contain instructions in font sizes
that cannot easily be read. Openability, or lack of it, can
cause a high level of frustration with today’s consumers, so
much so that it has its own media tag: ‘‘wrap rage’’ (4). The
problem is particularly acute for people in the 50+ age
population (5), who will demographically be a growing
proportion of tomorrow’s consuming generation.
Readability is another issue for packaging as increas-
ing demands for more product information drive more and
more printed text onto packaging to be deciphered by a
population with increasing numbers of elderly consumers
many with reduced visual acuity. Better means of com-
munication at the consumer/packaging interface are es-
sential, and this suggests that future trends will involve
the use of sound and visual imaging to augment the
printed text on packaging.
A further growing demand on packaging revolves
around the search by consumers for packaging/product
offerings with new functional benefits. On-the-go lifestyles
are creating new consumer demands that rely heavily on
packaging that is lightweight, portable, and easy-to-open
without the aid of tools, but also resealable. Future
packaging must become smarter and offer and deliver a
more compelling value proposition to the consumer, parti-
cularly in terms of convenience and on-the-go support to
increasingly active lifestyles.
IMPROVING CONVENIENCE IN PRODUCT USE
User convenience is a major driver in the development of
smart consumer packaging. The simplest smart packaging
innovations are those involving elements of packaging
design and the appropriate use of materials to create
packaging that, without complex functionality, fulfills a
very real need for consumers. Yet examples of this type are
not that commonplace despite the fact that there is
generally little, if any, added cost required to achieve the
design functionality. The common feature of smart packa-
ging by design is that there has been an element of insight
into how the consumer uses or operates the packaging,
and this core value has remained central to the package
designer’s brief.
A collection of some designs that meet consumer needs
for convenience is shown in Figure 1. The shaped light-
weight 600-mL paint container is easy to open and easy to
hold in one hand; the shaped spout dispenser makes it
easy to direct toilet cleaner where it is needed; the smart
straw on the aerosol can does the same thing for an oil-
based water dispersive spray, and the single-serve PET
white wine bottle has the convenience of an integral glass
that also acts as the bottle closure.
Unique products, tailored to a consumer’s require-
ments, are possible where the packaging allows variable
ratio dispensing of two different products. An innovative
dispensing pack that allows dual dispensing in variable
proportions from 0% to 100% has been developed by
German company Variotec. Termed Dialpack, the packa-
ging requires a simple twisting of a dial to adjust the
pump dispensers in each chamber to allow different ratio
mixes of two components with high mixing accuracy. The
two substances are drawn from their two separate car-
tridges by the pumps, mixed by a static mixer, and then
dispensed from a pump- or spray-style closure. Cartridges
can be purchased and replaced according to need. By
rotating the dispenser head, the consumer can then dis-
pense the required proportions of the two products.
Sunscreen and sun-tanning preparations are available in
this type of packaging, as is Dave’s Adjustable Heat Hot
Sauce (Figure 2). Very hot sauce is contained in one
compartment while milder sauce is in the other, allowing
consumers to adjust the ratio to their own personal taste.
The convenience of microwave heating and cooking has
led to a number of smart packaging innovations. Simplest
is the addition of a thermochromic label to indicate when a
product like pancake syrup is at the right temperature for
serving (Figure 3).
More sophisticated packaging with data matrix bar
coding permits a microwaveable-ready meal to be pre-
cisely heated and browned for the table. The packaging
code is scanned into the smart microwave oven (Figure 4),
which then automates the optimum mix of convection
oven and microwave heating to deliver a perfectly cooked
meal.
Figure 1. Some examples of smart packaging by design.
SMART PACKAGING 1125

IMPROVING OPENABILITY CONVENIENCE
Frustration can occur when packaging is difficult to open
and can lead to consumers suffering injury as they resort
to the use of knives and other sharp implements. Hard-to-
open packaging discriminates against the weak and is a
real barrier to consumer choice, negatively affecting re-
peat purchasing.
The American publication Consumer Reports looks
annually at the most difficult to open packages and
awards the dubious honor of ‘‘Oyster Awards’’ for the
worse culprits, generally won each year by the ubiquitous
welded hard-plastic clamshell packaging for consumer
goods. In the UK, the consumer magazine Health Which?
asked 1000 readers if they had experienced any problems
with food and drink packaging (6). Of the 235 respondents,
the noteworthy finding was that 45% reported avoiding
particular types of packaging because they found them
difficult or impossible to open.
Designing easier-to-open packaging is generally not
rocket science and frequently is one of good design which
adds little, if any, to the package costs. What is needed is
an underlying packaging ‘‘design-for-all’’ philosophy
where changes are made to the designs of consumer
products so that the greatest number of members of
society can use them. A focus on better design (size,
shape, etc.), along with the optimum use of materials,
can produce easy-opened packages consistent with the
opening strength capabilities of an aging population.
These small design changes, made with consumer open-
ability in mind, fit into the broad definition category of
smarter packaging.
An example is the packaging industry’s recent intro-
duction of a new range of easy to drink from closures for
beverage and water bottles, carried by athletes and cy-
clists. With one hand, a sportsperson can open these tops
by pulling them with his/her teeth, squeeze a shot of drink
into their mouths, and close the bottle again by pushing
the tops against the chin. There has been a significant
adoption of this type of drink container by the elderly and
disabled because of this mode of operation. This example
illustrates the wider opportunities that are available for
introducing minor design changes to provide significant
Figure 2. Dual dispensing packaging allows the consumer to
‘‘dial in’’ their preferred ratio of product—in this example, hot
sauce. The Dialpack cartridge technology allows two components
to be delivered and mixed at source in varying ratios.
Figure 3. Thermochromic labels add convenience as in this
plastic container of pancake syrup. The label indicates the correct
temperature via the word ‘‘HOT’’ following microwave heating.
Figure 4. Smart appliance meets smart packaging, resulting in
the convenience of a perfectly prepared ready meal. The consumer
uses the microwave to scan the smart code on the packaging, and
the Samsung smart oven does the rest.
1126 SMART PACKAGING
gains for consumers, in the application of the ‘‘design-for-
all principle.’’
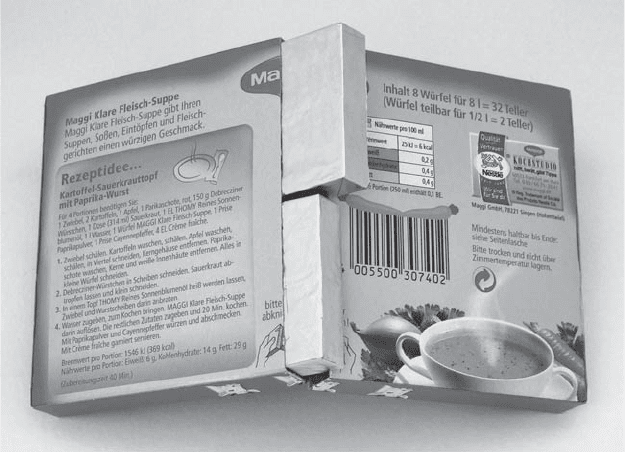
Simple designs tend to be the best, and the packaging
for Nestle
´
Maggi bouillon cubes is a good example of easy
openability design at zero on-cost. The flat cardboard pack
is perforated across one of the flat sides and down the
corresponding two edges. A sharp tap along the back of
this line hinges open the pack, allowing individual cubes
to be easily removed and allowing the pack to be reclosed
(Figure 5).
The message is that small design changes can make
large differences to openability, resulting in far more
senior-friendly packaging that all consumers benefit
from. Rigid containers are sometimes difficult to grip
and nearly all package closures are round, so they are
difficult to grip without resorting to the variety of opening
aids presently available on the market. Some packages
have ‘‘non-round’’ tops on products such as paper-whitener
so that able-bodied people can get a better grip when the
top sticks to its base. The German company Gerresheimer
has developed a cap that is designed to improve handling
for elderly or infirm users. Viewed from above, the cap
looks like a plus sign with arms reaching out from the
center of the cap. This design greatly reduces the force
required to open the container. Bottles can also be stood
cap side down, allowing the user to more effectively empty
viscous materials.
Squeezeopent (7) is an innovative design solution to
many of the problems of openability. The closure consists
of a lid that is a press snap fit onto a base that serves as
the container and opening is performed by simply gently
squeezing the lid’s sides and releasing the pressure. A
multipurpose inner symmetrical ramp system guides and
joins the components together (creating an effective seal)
when the lid is pressed onto the base and helps to force the
components apart when the lid sides are compressed.
The metal can has made great strides in openability
with ring-pull easy-open ends appearing on more and
more products. Simple design changes, such as increasing
the clearance between end and tab to allow easier finger
access as in Crown’s EasyLiftt end, contribute to improv-
ing the convenience for consumers. Metal closures on
vacuum-packaged products in glass jars, however, remain
an openability obstacle to many consumers, but technol-
ogy is available to solve even this problem, developed by
Metalgrafica Rojek SA based in Sao Paulo, Brazil. The
innovative Rojek closure fits both cans and glass jars and
has a peelable elastomer seal over a small aperture in the
top of the closure. Pulling the seal releases the vacuum
and the container can then easily be opened, without the
requirement of great manual strength or any opening
devices like can openers or knives.
Other developments in smart packaging are looking at
the use of smart adhesives to create electrically assisted
self-opening structures that are still tamper-proof. Such
adhesives have been developed—for example, the electri-
cally debonding epoxy system, ElectReleaset (8). The
incorporation of these smart adhesives in bonded, rather
than mechanically seamed, metal ends might offer an
easier way of opening via debonding of the adhesive on
application of current from a small battery pack.
Stora Enso have recently applied this technology to
difficult-to-open blister or clamshell packaging containing
items of high value that can easily be stolen. The com-
mercial laminate ‘‘CDM Sinuate,’’ is designed to make
shoplifting more difficult for small but valuable products
such as mobile phones, portable media players, computer
supplies, and other consumer electronics. The material
provides a strong seal that is difficult to open for a
shoplifter but easy to access for a consumer once the
package is electrically unlocked at the checkout (Figure 6).
Other convenience-driven smart packaging concepts
that improve ease of use are being considered, such
as the development of ‘‘dial-a-dose’’ smart caps and
closures that allow the safe dispensing of exact controlled
quantities of product—for example, pharmaceuticals,
Figure 5. A package can be easy to open
through smart design. Tapping this soup bouil-
lon pack on a hard surface breaks the pack in
half so it can easily be hinged open to remove a
single portion.
SMART PACKAGING 1127