Yam, Kit L. (ed.). The Wiley encyclopedia of packaging technology
Подождите немного. Документ загружается.

carton that can easily be set up by hand. Diagonal scores
permit the tray to be glued and delivered in a collapsed
form. Web corners could be incorporated with additional
modifications.
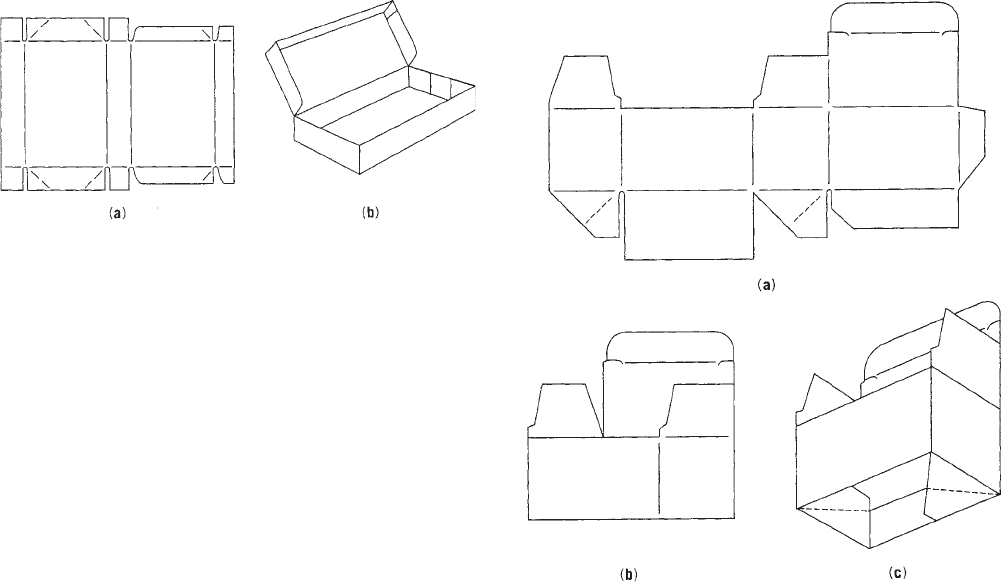
Tray cartons that require no gluing at the point of use
(e.g., the six-corner carton of Figure 6) are used exten-
sively for manual loading. The cake, pie, or pastry carton
employed by the local bakery is the best example of the
utility of these designs. Garments and other dry goods
are often packed, especially when purchased as gifts,
using two-piece cartons that comprise two collapsible
glued trays. Tray cartons are also widely used for products
that can be automatically packaged. Doughnuts and fish
sticks are examples of products commonly packaged in
tray-style cartons with attached covers. Cartons similar to
that shown in Figure 4 are used for products of this type.
Most display cartons for smaller candy packages also fall
into the tray category.
Special Construction
Special construction is a classification employed for car-
tons that do not fit tray or tube descriptions, or that
represent sufficient departures from normal tray or tube
practice. A blister package that employs a combination
of heat-seal-coated paperboard and a clear thermoformed
plastic blister is a good example of a special construction
(see Carded packaging). The automatic-bottom carton
shown in Figure 7 combines elements of a side-seamed
tube carton with those of a top-load carton and requires
no manipulation to form the carton bottom. When the
collapsed shell is opened, the bottom panels lock into
place. This carton is used extensively for fastfood carryout
packaging. It is also popular for hardware items.
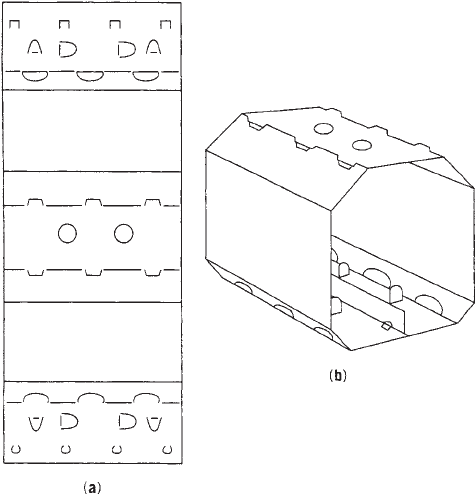
The bottle-wrap carton in Figure 8 is an example of the
many wraparound carrier cartons used for multipacks
of bottles, cans, or plastic tubs (see Carriers, beverage).
These cartons are either locked or glued after being
wrapped around the primary packages.
The tube, tray, and special carton styles depicted and
described here are broadly representative of the great
variety in shapes and sizes produced by the folding-carton
industry. Customization of design for function or appear-
ance is a significant advantage of folding cartons.
CARTON MANUFACTURING PROCESSES
After a paperboard grade has been selected for a specific
carton style and use, a variety of manufacturing options
are available for converting that board into cartons.
Although it is a highly unusual carton that requires
each one of the steps or stages described below, all are
commonly employed to produce folding cartons in today’s
market.
Extrusion Coating
This technique involves the coating of one or both sides of
the paperboard web with a relatively thin (generally less
than 0.001-in. (25.4-mm)) layer of a thermoplastic polymer
(see Extrusion coating). Low-density polyethylene (LDPE)
is the most commonly used extrusion coating for folding
cartons and provides a cost-effective means of obtaining
excellent protection against water resistance as well as a
fairly good water-vapor barrier. LDPE is also used as a
heat sealant (see Sealing, heat), particularly when two-
side coatings are employed. When the use temperature of
the package exceeds 1501F (651C), HDPE or PP can be
used to raise the acceptable use temperature to 2501F
(1211C). These two polymers also provide improved
grease resistance. Coating board with PET can raise the
use temperature to over 4001F (2041C), suitable for most
‘‘dual-ovenable’’ applications. Coextrusion, in which back-
to-back layers of two plastics are laid onto paperboard,
Figure 6. Six-corner carton: (a) blank; (b) carton erected for
loading.
Figure 7. Automatic-bottom carton: (a) blank; (b) carton glued
for shipping; (c) bottom view of erected carton.
238 CARTONS, FOLDING
makes it possible to take advantage of the special proper-
ties of some exotic plastics, such as nylon, that by them-
selves will not adhere to paperboard.
Laminating
The earliest means of significantly enhancing the proper-
ties of paperboard was the combination with other mate-
rials through lamination (see Laminating). The most
commonly used laminating adhesives are water-based
glues (see Adhesives), or thermoplastic polymers. Materi-
als laminated to paperboard include high-quality printing
paper for enhanced graphics capabilities (see Paper),
grease- or water-resistant paper for improved barrier,
aluminum foil for barrier or aesthetics (see Foil, alumi-
num), and film (sometimes metallized) for barrier or
aesthetics (see Metallizing).
Printing
Prior to the printing operation, paperboard is handled in
web form. A decision must be made to continue in web
form or convert the web to sheets before printing and die
cutting. This choice is primarily dictated by the printing
technique chosen (see Printing). Sheeting is most often
done at the carton-producer’s facility. A small segment of
the industry purchases board sheeted at the paperboard
mill.
The main processes for carton printing today are offset
lithography, flexography, and gravure. Letterpress and silk
screen are used to a limited extent. The most recently
introduced process, digital printing, can be used for short
print runs and for customizing packaging in already pre-
made bulk. Printing involves solid print, text, illustrations,
and diagrammatic representatios. Brand positioning can
have a major influence on the printing design. Functional
needs have to be taken in to account. Products that retain
ink odors require special attention in choice of inks and
printing methods. Products that are packed hot may need
rub-resistant print surfaces (1).
With respect to quality of reproduction, there is overlap
in what can be achieved today with the various printing
processes. Gravure was considered best for solids, whereas
offset lithio was considered best for halftones. Today, offset
gravure and conventional gravure with eletrostatic assist
may improve gravue halftone reproduction. In the past,
offset lithio would be used to print a design on a box of
chocolates and the rest of the printing would be done
by sheet-fed gravure. This was necessary to prevent the
occurrence of residual odors that would be retained from
the lithio ink and would be a hazard to chocolate. Today,
there is a wide choice of offset lithio ink and drying
systems that assist drying. Today, presses are fitted with
coating units that can apply UV-cured varnishes that are
water clear, have high gloss, and are rub-resistant.
It is still true that cylinders are relatively more ex-
pensive for gravure than plates for lithio and flexo, but
they are longer-lasting and therefore competitive when
longer runs are required.
Silk screen printing has always been known for its
ability to print thick films of ink. UV systems can be used
in silk screening, and this has the advantage of rapid ink
drying. A range of special effects is possible and incliude
raised images, such as Braille, warning symbols, highly
opaque prints, and high-luster varnish and textured
finishes (5).
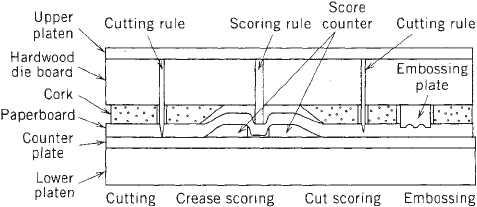
Cutting and Creasing
Following the printing operation, individual cartons are
cut from webs or large sheets and creased or scored along
desired folding lines. Reciprocating flat-bed or platen
cutting is almost invariably used to cut and crease sheets
printed by offset lithography. In this technique, an accu-
rately positioned array of steel cutting knives and scoring
rules (see Figure 9) is pressed against a printed sheet of
paperboard. The knives penetrate through the paperboard
to cut out the pattern of the carton. Rules force the board
to deform into channels in the counter plate, producing
controlled lines of weakness (scores) along which the
board will later predictably bend or fold. Alternatively,
scores can be produced by cutting partially through the
paperboard or by alternating uncut segments with com-
pletely cut-through segments.
In years past, knives and rules were separated and
held in place by hand-cut blocks of dimensionally stable
hardwood plywood. Hundreds of individual blocks were
required for dies incorporating 10 or more carton posi-
tions. Greater accuracy and consistency as well as sub-
stantially reduced die preparation time is being used
today through the use of computer-controlled laser die
cutters. The laser beam is used to cut slots in large sheets
of the same special plywood. Knives and rules are cut and
bent automatically or manually and placed by hand into
the slots. Crease or score quality has been improved
Figure 8. Bottle wrap carton: (a) blank; (b) erected carton.
(Bottles omitted for clarity.)
CARTONS, FOLDING 239
through the use of computer-controlled counter-plate ma-
chining and accurate pin-registration systems.
Transport of printed sheets in a sheet-fed platen cutter is
accomplished with mechanical grippers that hold the lead-
ing edge of the sheet. Small nicks in the cutting knives
result in uncut areas that keep the full sheets intact and
permit transport from the cutting and creasing station to
the stacking station. Large stacks are then removed from
the machine; and unwanted pieces of board, called broke,
are stripped from the cut edges of the cartons, yielding
stacks of printed carton blanks. Newer sheet-fed platen
cutters incorporate automatic stripping of broke between
the cutting and stacking stations. Platen cutters are also
employed to cut and crease paperboard printed in web form.
In the past, these cutters were often placed out of line from
normally faster-running presses. Speed increases permit
economical in-line placement, which is common today.
Rotary cutting and creasing offers the advantage of
higher speeds than reciprocating platen cutting, but at
greater cutting die cost. Matched machined cylinders used
for fixed carton sizes are most often placed in-line with
printing operations. Both electrical discharge and me-
chanical machining are used to produce the knives, rules,
and score channels in these matched cylinders.
Rotary cutting dies have also been developed for sheet
and web cutting and creasing that are produced by
pattern chemical etching of thin metal plates. Cutting
and creasing patterns are coated with chemical-resistant
materials, and chemicals are used to reduce the thickness
of the plate in the unprotected areas, resulting in raised
rules. Creases are formed by pushing the paperboard with
the rule of one plate into a channel formed between two
rules of the second plate, a configuration quite analogous
to that of platen creasing. Cutting, however, is quite
different; cutting rules on opposing plates are offset
slightly from each other. As these rules rotate, approach-
ing each other closely but not touching, they compress the
board. Compressive forces within the board cause it to
rupture, yielding cut edges. For sheet-fed cutting, these
etched flexible dies are mounted on large cylinders which,
like sheet-fed offset plate cylinders, leave a gap between
leading and trailing edges. This gap accommodates sheet
feedup and variable repeats. For web cutting, however,
leading and trailing edges must be butted to correspond to
the continuously printed webs. Die mounting techniques
as well as carton layout on the web are the keys to the
successful operation of this approach.
Two additional specialty converting steps are accom-
plished on cutting and creasing equipment: foil stamping
and embossing. Foil stamping involves the use of heat and
pressure to transfer a thin metallic or pigmented coating
from a carrier film to the carton surface to obtain patterned
decorative effects. When this is done in combination with
embossing, reflectance and gloss are combined with raised
image effects for enhanced graphic presentation. Emboss-
ing alone can generally be accomplished on standard
die-cutting equipment. Foil stamping and detailed, deep
embossing requires the ability to heat the stamping and
embossing plates. This is most commonly accomplished on
a second pass through specialized equipment.
HOT-MELT APPLICATION
Hot melts (see Adhesives) can be preapplied at this or a
later production point using knurled wheels or timed
guns. The hot melt is later heat-activated on the packa-
ging machinery to effect sealing. Although hot melt appli-
cation on the packaging machine is common, some carton
users find it advantageous for the carton manufacturer to
preapply the hot-melt adhesive.
Windowing or Couponing
When product visibility is desired, a hole is cut out of the
carton blank. To protect the product or prevent it from
spilling out of the carton, pieces of an adhesive pattern
are applied around the edge of the opening, a rectangular
piece is cut from a roll of film and is then pressed in place.
Registered application of printed films or printed coupons
in roll form to interior or exterior surfaces adds value and
function to the carton. Devices are also available that
adhere coupons supplied in sheet form.
Gluing
Although more and more packaging machinery is de-
signed to accept flat carton blanks (see Cartoning
Machinery), gluing still represents a major and important
converting operation. The simplest operation converts a
flat blank into a side-seamed tube or glued shell (see
Figure 2b). Carton blanks are removed one at a time
from a stack and carried by sets of endless belts. Station-
ary curved plows move one or more panels of the blank out
of the original plane to either prebreak scores or form the
glue seam. Prebreaking of scores assists packaging-
machine operation, since the force required to bend a
previously bent score is greatly reduced. Sealing is accom-
plished with cold glues, hot melts, or heat sealing of
polymers. Side-seamed cartons are discharged into a
shingled delivery that provides compression and time
to set the bond; case or bulk packing for shipment follows.
Gluers in which the cartons move in a continuous
straight line, transported by belts, are known as
straight-line gluers. Although straight-line gluers are
most commonly used to produce glued shell-type cartons,
attachments provide the ability to produce automatic-
bottom as well as certain collapsible-tray styles. Paper or
paperboard bridges can be attached to main panels during
Figure 9. Flat-bed cutting-die schematic.
240 CARTONS, FOLDING
straight-line gluing. For simple styles, the feeding of
carton blanks into the gluer does not need to be timed
into specific folding actions. Complicated folding devices
may dictate that blank feeding be timed, which generally
reduces speeds. Compound folds in both directions on the
blank cannot be handled by straight-line machines.
For more complicated carton and collapsible-tray
styles, right-angle gluers are employed. As the name
implies, midway through the machine the travel direction
of the blank is changed by 901. All parallel folds can be
made in the direction of blank travel, resulting in simpli-
fied machine setup and more positive and accurate fold-
ing. Generally, speed is limited by the transfer section,
which changes blank travel direction. Right-angle gluers
combine flexibility and precision in the manufacture of
complex folding cartons.
Setup and nested tapered trays are also produced in
folding-carton manufacturing plants for shipment to cus-
tomers. These trays are produced on plunger-type gluing
equipment that is designed to accept either blank or roll
feeds. Blank-fed machines first apply adhesive, then form
the tray as a moving plunger forces the previously printed
and creased blank through a stationary folding and form-
ing device. Roll-fed machines incorporate printing as
well as cutting and creasing units in-line prior to gluing.
Nested trays are not as space efficient as unglued blanks;
they do, however, have application in uses for which it
would be uneconomical or impractical to operate a forming
device at the location of use. Paperboard french-fry scoops
and sandwich containers used by fast-food outlets are good
examples of these trays.
DISTRIBUTION OF THE PRODUCT
The consumer eventually takes possession of the cartoned
product. This can take place in a number of ways. For self-
service retailing, the appearance of the package is impor-
tant. Damaged or faded cartons probably would not be
purchased. For a pharmaceutical product, the package
must have a hygienic image. For supermarket transit, the
package must be conveniently handleable, easy to open,
and recyclable. A new consideration is to assure the
consumer that the product is genuine and not counterfeit.
Several techniques are available: for example, printing an
identification on the carton using transparent varnish
that is visible under UV light; incorporating a clear
mark that is similar to a watermark; fingerprinting using
near-IR technology; and the use of RFID labels on pallet
loads and transit packs (6).
BIBLIOGRAPHY
Paul Obolewicz, ‘‘Cartons, Folding’’ in The Wiley Encyclopedia of
Packaging, 2nd edition, John Wiley & Sons, New York, 1997,
pp. 181–187.
Cited Publications
1. M. J. Kirwan, ‘‘Folding Cartons’’ in M. J. Kirwan, ed., Paper
and Paperboard Packaging Technology, Blackwell Publishing,
London, 2005.
2. D. Hunter, Papermaking—The History and Technique of an
Ancient Craft, Dover Publications, New York, 1978, pp. 471,
552, 577.
3. TAPPI Official Test Methods, Provisional Test Methods, Histor-
ical Test Methods, TAPPI Press, Norcross, GA; subject index
May 2008, www.TAPPI.org.
4. Kliklok Packaging Manual, Kliklok Corporation, Greenwich,
CT, 1983 revision, p. I.
5. ‘‘Rotary Screen Printing,’’ Packaging Magazine 7(3), 22 (2004).
6. ‘‘RFID Radio Tagging,’’ Paper Technology 44(10), 3–4 (2003).
CARTONS, GABLETOP
R. E. LISIECKI
Ex-Cell-O Corporation
Updated by Staff
INTRODUCTION
The gabletop folding format is one of the oldest and most
basic end closures possible for a paperboard package. The
first patent dates back to 1915 and was issued to J. Van
Wormer for what he called a ‘‘paper bottle and later
Pure-Pak (1). However, 20 years passed before the first
commercial installation began to operate at a Borden
Company plant, after the patent was acquired by Ex-
Cell-O Corp. In 1997 Elopak bought Ex-Cell-O Packaging
and the Pure-Pak license (2). Today a number of manu-
facturers supply machinery to make gabletop cartons for
milk and other still liquids.
Early gabletop milk packages were precision-cut fold-
ing boxes with an adhesively sealed side-seam and bottom
closure and a stapled top closure (see Figure 1). Semi-
formed cartons were dipped in hot paraffin for sanitization
and moisture proofing prior to filling. Tops were stapled.
The first packages had no convenient opening device.
Subsequent designs had convenience openings based on
secondary patch seals adhesively secured to either the
inside or outside of a side panel. The secondary patch was
eventually eliminated in favor of an integral pouring
spout.
The modern gabletop carton retains a simple basic
geometry but includes design refinements acquired over
50 years of development and commercial use. The transi-
tion from the wax-coated carton to precoated paperboard
came in 1961, necessitating several new developments in
package and materials technology (see Extrusion Coating;
Paperboard). The use of precoated board eliminated par-
affin, wire, and adhesives from a filling plant’s inventory.
Also eliminated were the associated mechanical systems,
including carton-coating chiller units, wax melters, adhe-
sive applicators, and related instrumentation. Precoated
blanks simplified the form/fill/seal process and permitted
the design of faster, more-efficient equipment with filling
rates up to 300 cartons per minute. To retain the essential
pouring-spout feature, an antisealant or abhesive was
CARTONS, GABLETOP 241
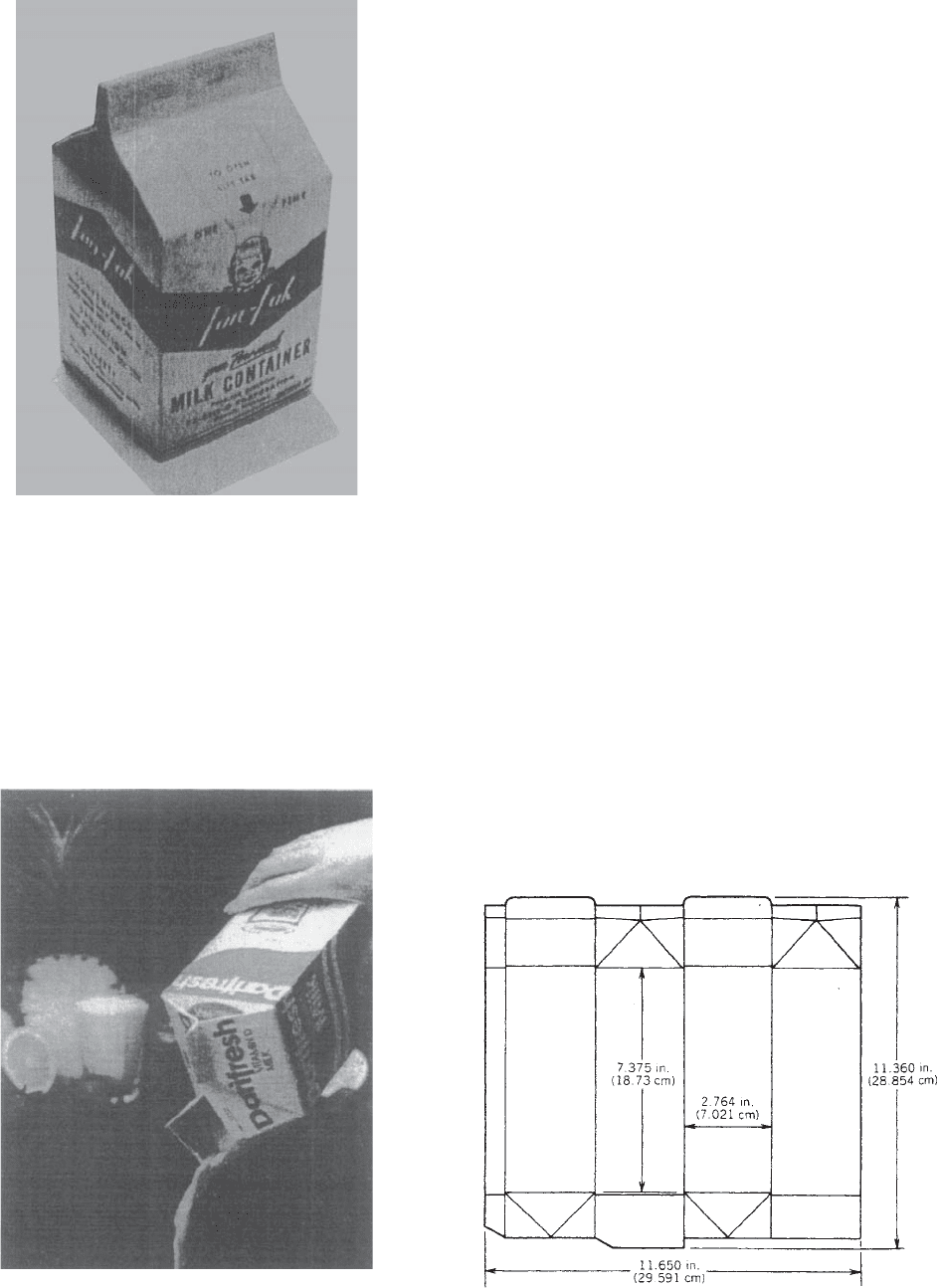
developed. This allowed the carton top seal to be tightly
sealed, yet easily opened (see Figure 2). Gable top cartons
are also available with screw caps. These caps have
external tamper-evident security plastic rings, which
have to be broken in order to access the contents.
FABRICATION
A typical blank for a quart (946.25 mL) gabletop container
is shown in Figure 3. With a panel width of 2.764 in.
(7.02 cm) and a body height of 7.375 in. (18.73 cm), the
apparent contained volume of 56.34 in.
3
(923.25 cm
3
) falls
short of the quart volume of 57.75 in.
3
(946.35 cm
3
). The
needed extra volume is found in the bulge of the side
panels after filling, which leaves the filled product line
below the top horizontal score, providing ‘‘headspace’’
necessary to compensate for foam generated during filling
and to allow for a certain amount of splash as the filled
container is conveyed through the top heat-sealing ma-
chine function.
The standard square cross section of the quart
(946.25 mL) carton is used for a full range of containers
from 6 fl. oz (177.4 mL) through the Imperial quart
(1182.8 mL). Other cross sections in the same carton
format have panel widths of 2.240 in. (5.69 cm), 3.3764
in. (8.576 cm), and 5.531 in. (14.05 cm), with container
volumes from 4 fl. oz (118.3 mL) through one gallon
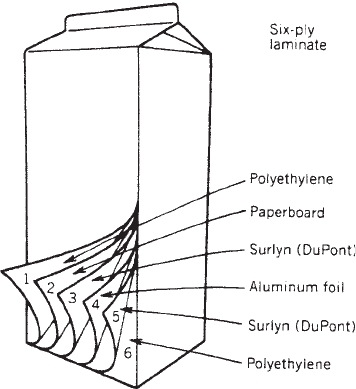
(3.785 L). For quart-series containers, the typical paper-
board structure consists of 195–210 lb (88.5–95.3 kg) per
ream paperboard with a coating of 0.0005 in. (12.7 mm) of
polyethylene on the outside surface and 0.001 in. (25.4 mm)
of polyethylene on the inside surface. Other structures
that include aluminum foil, ionomer (see Ionomers), and
other barrier materials are also used (Figure 4).
A modification of the existing design is the Sahara
bottom, which reduces water absorption by the raw edge.
It is a feature that can be applied on the forming and
filling machine. It has the effect of raising an uncoated
paperboard edge in the sealed bottom away from contact
with a wet surface. It is claimed that this reduces uptake
of water by the raw edge of paperboard by 80% and
prevents the bottom of the carton from becoming satu-
rated with water (3).
Coated-paper containers for liquids provide relatively
short shelf life. It is possible, however, to tailor the
Figure 2. Current gabletop container. It is polyethylene-coated
with a pitcher-spout opening device.
Figure 1. Early gabletop container. It is paraffin-coated with a
patch-type opening device.
Figure 3. Typical profile for the quart (946-mL) series.
242 CARTONS, GABLETOP
container to its contained product. Liquids with high
solids content, such as milk or fountain syrups, are
relatively easy to contain, since there is little product
penetration of cut edges or random flaws in the coating.
Other products require (a) near-hermetic seals, dictating a
continuous high barrier such as aluminum foil, and (b) the
elimination of cut edges in the finished containers.
This can be accomplished by a number of mechanical
techniques including (a) skiving and hemming of the cut
edge of the side seam and (b) refining the folding of the
bottom closure to protect the cut edge from liquid contact.
These techniques permit the successful packaging of oils
and alcohol-bearing liquids with little problem. Special
treatment of the paperboard may also be necessary to
ensure package stability. A form/fill/seal machine erects
cartons from flat blanks; and after filling, it seals the
bottom. This machine is capable of handling 24,000 car-
tons per hour, similar to that of a modern canning line (2).
Today’s form/fill/seal equipment contributes to shelf life by
enclosing the processing line. Some machines feature air
filtration and carton sanitization systems.
APPLICATIONS
At its peak, the gabletop carton was the premier package
for milk and other fluid products in the United States.
Process refinements permitted its use for other likely
products, such as fruit juice and fountain syrups, and a
few unlikely products, such as candy and epsom salts.
Newer applications include the packaging of cooking oil,
liquid egg products, and dry food. Tetra Rex, 750 g in 2-L
cartons, has been used to launch a high-fruit-content
muesli. Freeze-dried vegetables are packed in large
Pure-Pak cartons for the catering and institutional mar-
kets (3). In the United States, the plastic blow-molded
bottle (see Blow Molding) has become the container of
choice for gallons (128 fl oz or 3.785 L) of milk, but the
paperboard gabletop carton is still favored for smaller
sizes.
BIBLIOGRAPHY
R. E. Lisiecki ‘‘Cartons, Gabletop’’ in M. Bakker, ed., The Wiley
Encyclopedia of Packaging Technology, 1st edition, John Wiley
& Sons, pp. 152–154; 2nd edition, A. J. Brody and K. S. Marsh,
eds., 1997, pp. 187–189.
Cited Publications
1. J. Van Wormer, U.S. Patent 1,157,462 (October 19, 1915).
2. M. J. Kirwan, ‘‘Paperboard-based Liquid Packaging’’ in M. J.
Kirwan, ed., Paper and Paperboard Packaging Technology,
Blackwell Publishing, Ltd., London, 2005.
3. Packaging News, 2 (May 2000).
CASE LOADING
WALTER WARREN
Salwasser Manufacturing
Company, Inc.,
Decatur, Georgia
The corrugated case is still the most universally accepted
method of packaging and shipping products from one
destination to another (see the Boxes, corrugated article).
It offers excellent product protection in both storage and
shipping with the additional benefit of full-panel graphic
identification or advertisement exposure. The terms case
packing, case loading, and casing all refer to the method of
placing product into corrugated shipping containers. This
can be accomplished by the fundamental method of hand
loading or by semiautomatic or automatic case-loading
machinery. This article is structured to demonstrate a
normal sequence of conversions from hand loading to fully
automatic loading. Cases, whether manually or automa-
tically loaded, are classified as top load, side load or end
load. The top-load case has flaps in the largest panel and is
the most expensive because of the large flap area. An end-
load case, with flaps on the smallest panel, is the least
expensive. Proper machinery selection depends on many
variables such as the type of package, style of case,
production rates, automatic versus semiautomatic ma-
chinery, floor space, and rate of investment return. The
following basic case-loading methods are discussed below:
hand loading, horizontal semiautomatic case loading,
horizontal fully automatic case loading, vertical drop-
load and gripper-style case loading, wrap-around case
loading, and tray former/loader.
HAND LOADING
This is the simplest version of case loading. It requires
limited machinery involvement, but it is highly labor
intensive. As packages are delivered to the packing area,
personnel manually open, load, and seal the corrugated
cases using a variety of closing methods including cold
glue, hot-melt glue (see the Adhesives article), tape (see
Figure 4. A typical six-ply laminate.
CASE LOADING 243
the Tape, pressure sensitive article), or metal staples (see
the Staples article). Cold and hot-melt adhesive applica-
tors are most common (see the Adhesive applicators
article). Replacing the case-closing operation with an
automatic top-and-bottom case-sealing machine is the
first step in automation. This unit can always be used
later as the packaging line converts to fully automatic. To
decrease labor and increase production, the manual load-
ing operation is replaced with a semiautomatic case-load-
ing machine integrated with the existing top-and-bottom
case sealer.
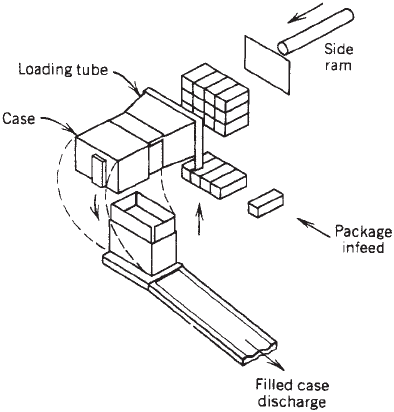
HORIZONTAL SEMIAUTOMATIC CASE LOADER
With this type of equipment, the product is loaded from
the side (see Figure 1). This method offers considerable
flexibility in obtaining the desired case pattern, which is
defined as the position or orientation of cartons grouped
inside the case. It is ideally suited for handling cartons,
cannisters, cans, or any product that takes a rigid or
semirigid shape. The most common product handled is
consumer-type cartons, which are loaded in a variety of
configurations and counts. The semiautomatic case loader
requires an operator to open manually a flat premade
corrugated case, fold the bottom flaps, and place it on the
machine-loading tube or funnel ready for package inser-
tion. All other machine functions are performed auto-
matically. All other machine functions are performed
automatically. Typically, an operator can open approxi-
mately 10–12 cases/min. Higher case rates would require
fully automatic case-loading machinery, which is de-
scribed below. Package speeds in excess of 500/min are
obtainable, but the number of cartons per case and the
dexterity of the operator dictate if it can be done semi-
automatically.
The basic unit includes an infeed conveyor to receive
packages and deliver to the machine accumulator sec-
tion, where the product is grouped or stacked to the
prescribed case pattern and loaded into the already
opened and formed corrugated case. Single tier and
multitier case patterns are easily accommodated. Multi-
tier applications require the cartons to be stacked prior to
loading. Functionally, the infeed conveyor delivers car-
tons to a lifter plate, where the prescribed number is
accumulated. Through a pneumatically operated cylin-
der, the cartons are lifted and deposited on stacker bars.
The lifter returns and continues this cycle until the
correct number of cartons have been grouped in front of
the loading tube. A pneumatically operated side-ram
cylinder pushes the final load into the case. Because of
the slower case rates of semiautomatic machines, air
cylinders are normally used for the product lifting and
side-ram load motions. Mechanical cam/crank and/or
servo drives usually perform these same motions on
automatic high-speed machines. Many machine config-
urations and accessories are available including multi-
lane units for higher package production rates. Standard
upstream filling and packing machinery usually dis-
charge product in a single lane; the use of multilane
casers would require some type of package lane dividing
systems. Many packages must be repositioned to coincide
with the case pattern; this is accomplished through rail
twisters, upenders, turn-pegs, and so on. Converging
equipment is also available if the output from several
upstream packaging machines must be converged into
the caser single-lane infeed. After final loading, the filled
case is lowered onto a short discharge conveyor ready for
final case sealing. The existing top-and-bottom case
sealer can be used or any other type of sealer. This
approach to case loading is ideal for lowercase rate
applications. It requires minimal capital investment,
but it is a major step in automation. At this point, the
horizontal semiautomatic case loader has eliminated the
hand-load operation and reduced the personnel to one
operator. The next sequence in automation replaces
the operator with an automatic corrugated-case erector,
forming a fully automatic case-loading system.
STEPS TOWARD FULLY AUTOMATIC CASE LOADING
There are normally two approaches to automatic case
loading a fully automatic integrated system including a
case erector, loader, and sealer or a case erector loader
that uses an existing case sealer. Most case-loading ma-
chinery is manufactured in modular design to allow the
proper equipment selection for the application. Considera-
tion should always be given to how existing equipment can
be used in conjunction with new equipment. A decision to
automate, and how to do it, is based on many considera-
tions: case rates in excess of 10–12 min, high package-
production rates, packages more easily loaded automati-
cally, large-size cases more easily handled automatically,
labor reduction, floor space reduction, and increased line
production and efficiency.
Case Erector/Loader. This machine is equipped with a
flat-corrugated storage magazine that will, on demand,
extract a case from the magazine, open it, fold in bottom
Figure 1. Horizontal semiautomatic case loader.
244 CASE LOADING
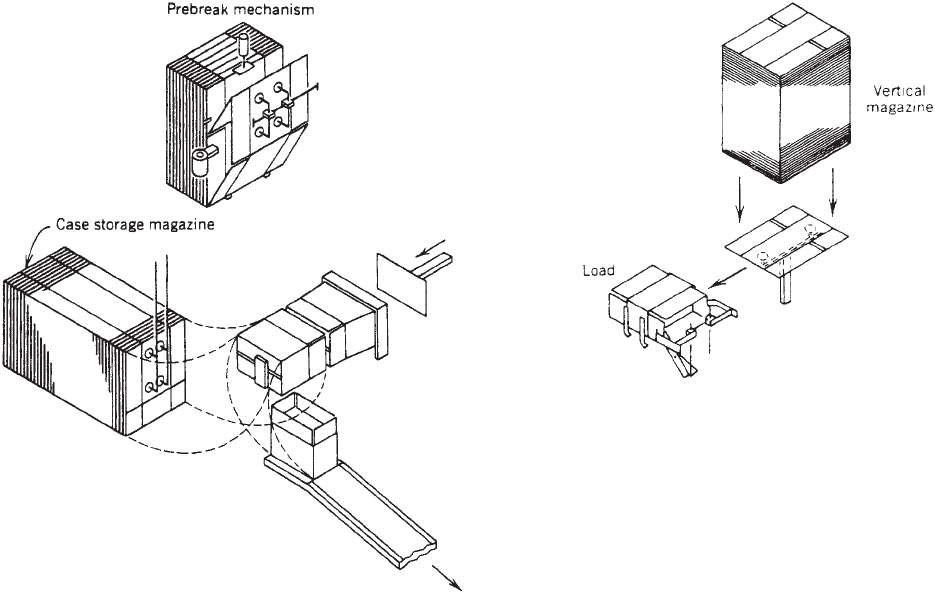
flaps, and automatically place it on the caser loading tube
for final package insertion (see Figure 2). After loading,
the filled case is lowered onto a discharge conveyor and
transferred into a new or existing case-sealing machine.
Case extraction and opening are the most critical func-
tions of an automatic erector. Corrugated cases have a
built-in memory (resistance), and proper blank scoring
will increase opening efficiency. Although more expensive,
experience has proven that equipment offering mechan-
isms to prebreak or restrict the case back panel during
opening are well worth the investment. Generally, va-
cuum/pneumatic mechanisms seem to function well up
to approximately 20 cases/min. Higher case rates nor-
mally require a mechanical/vacuum/pneumatic combina-
tion with several stations for case extracting, opening, and
loading. Both horizontal and vertical case magazines are
available. The automatic case erector can be added to
an existing semiautomatic case loader with its separate
sealer, or it can be offered as part of a new integrated
system interfaced with the existing case sealer. The case
erector eliminates the operator who would otherwise open
cases manually; therefore, the erector flat-case storage
magazine must have sufficient capacity for at least a
30–60 min supply. If floor space permits, additional maga-
zine capacity is encouraged. Vertical-style magazines are
offered with bulk-storage feed systems where several
stacks of cases are loaded on a floor-level conveyor and
on demand, feed automatically to the magazine (see
Figure 3). A variety of case erectors is offered for various
case rates of r30 cases/min.
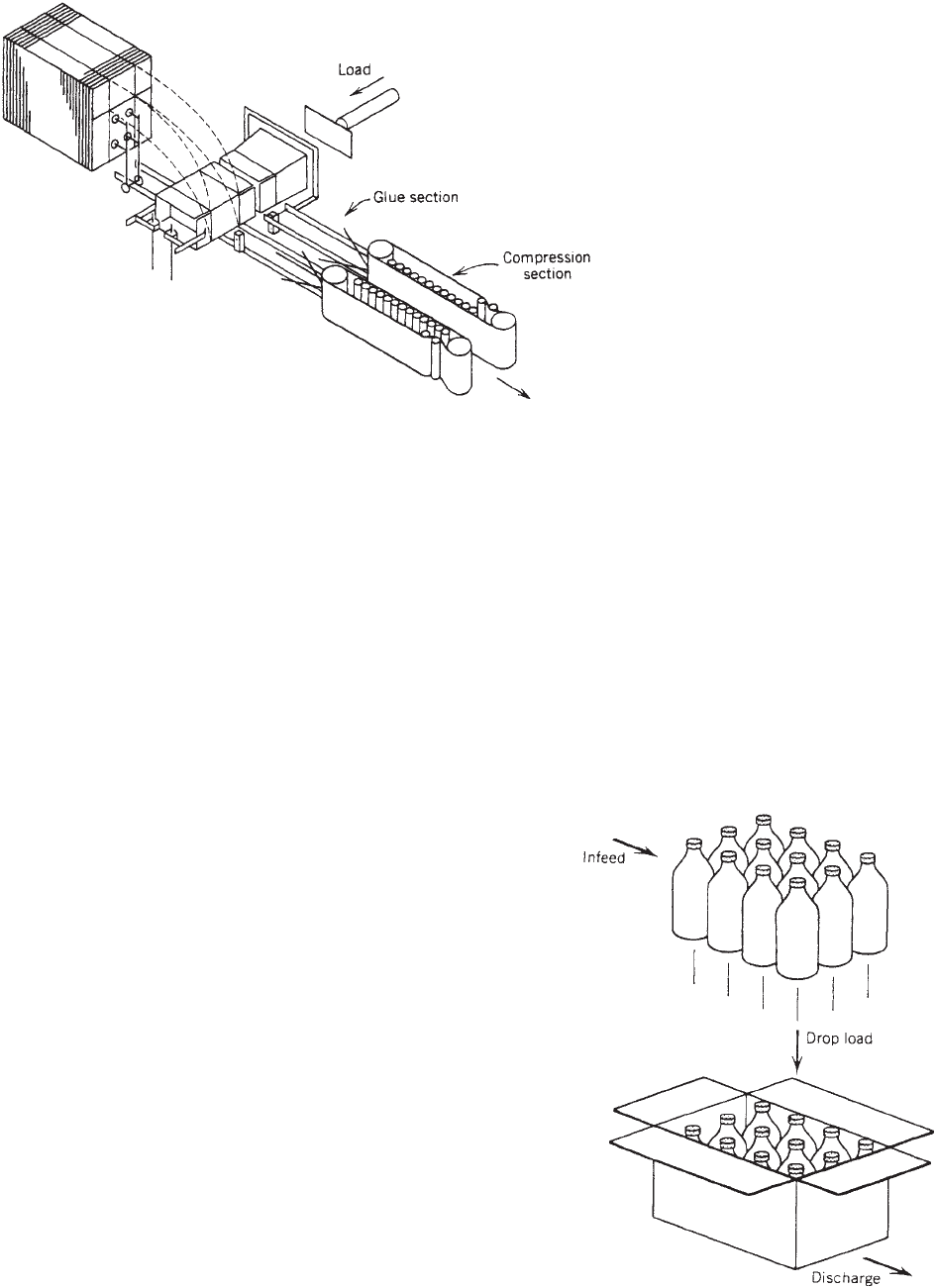
HORIZONTAL AUTOMATIC CASER ERECTOR/LOADER/
SEALER
The final approach in automation incorporates a comple-
tely integrated system. A new automatic case extractor/
sealer can be integrated with an existing semiautomatic
caser to form a fully automatic line, but the case erector/
loader/sealer is normally purchased new as a part of the
complete packaging line. Case extracting/loading func-
tions are the same as those discussed above, but after
loading, the filled case is transferred horizontally through
the glue-application section and into the compression
unit using heavy-duty continuous-motion cleated chains.
Minor case flaps are folded closed and major flaps are
opened ready for adhesive application. After gluing, sta-
tionary plow rods fold in major flaps as the case is
deposited into the intermittently driven side-sealing com-
pression unit (see Figure 4). A secondary set of top chains
may be employed to ensure that the case is presented
squarely to the compression unit. Vertical compression
units for use in overhead filled-case conveying systems
reduce initial floor-space requirements. The compression-
section length is a function of the type of adhesive used
and its corresponding drying time. Both hot-melt and cold-
glue adhesives are commonly used (see Adhesives).
Hot-melt adhesive has a faster setup time and requires a
relatively short compression section, usually 4–5 ft (1.2–
1.5 m). Cold-glue adhesive takes longer to set and requires
more compression-section length. The hot-melt adhesive
unit takes less space, but it is somewhat more expensive
than the cold-glue system. Polyvinyl chloride (PVC) seal-
ing tapes are becoming an attractive sealing method for
various reasons, and most automatic machines can be
equipped with tape heads in place of glue heads (see
the Tape, pressure-sensitive article). Compression-section
length can usually be reduced, because no drying time is
required. As with all automatic machines, the flat-corru-
gated case magazine storage capacity should be large
enough to ensure that an operator is not constantly
Figure 2. Case erector loader.
Figure 3. Vertical magazine.
CASE LOADING 245
replenishing the supply hopper. A complete automatic
system offers many advantages including higher case
rates, increased line efficiencies, labor reduction, and the
operational technology of programmable logic controllers
(PLC). The machine functions are now computerized and
programmed accordingly. This information can be coordi-
nated into the main control center, providing valuable
information to the production department. This new
electronic technology offers many specialized options,
such as operator interface panels, data highway informa-
tion systems, and troubleshooting diagnostic displays. In
summary, the horizontal fully automatic case opener,
loader, and sealer can receive product from upstream
packaging equipment and delivering that product to the
shipping department in a sealed corrugated case. This is
all accomplished in a relatively small area at speeds of
r30 cases/min. Continuous-motion machines are avail-
able for case rates in excess of 50/min but require con-
siderably more floor space.
VERTICAL CASE LOADERS
This method of case loading is used primarily in the
beverage, glass, can, and plastic container industries,
where fragile or irregular-shaped containers require some
special packing considerations. As with the horizontal case
packers, the product is delivered to the machine infeed
conveyor from upstream filling equipment to the accumu-
lator section. Tabletop chain is commonly used in delivering
the product to reduce backpressure during the load cycle
and for infeed washdown applications. Cylindrical-type
products are divided automatically into several lanes using
oscillating or vibrating dividers to form the accumulated
load pattern. Irregular-shaped containers such as blow-
molded plastic bottles must be divided by special equip-
ment. When all lanes are filled in the accumulator area, a
formed corrugated case is positioned underneath the load-
ing mechanism ready for depositing. At that point, retract-
able shifter plates in the accumulator area move out, which
allows the containers to drop vertically through fingers into
the cells of the case (see Figure 5). Special fingers guide and
reduce side shock to the containers during the load cycle.
The use of cells or corrugated partitions inside the case to
eliminate container contact is based on product-protection
requirements. Usually glass containers have partitions,
and plastic containers do not. Case rates of up to 25/min
are achieved for intermittent motion machines, whereas
newly developed continuous motion equipment approaches
40–50/min. The vertical case loader can be interfaced with
many different kinds of corrugated-case erecting equip-
ment. Manual case set up and placement under the load
area tied into a case sealer is one alternative. Another
technique used by the glass and plastic bottle industries, is
Figure 4. Horizontal fully automatic case loader.
Figure 5. Vertical drop-load case packer.
246 CASE LOADING

to ship empty bottles in cases to the filling plant where they
are emptied, filled, and loaded back into the reshipper cases
using a top-case sealer. A third method is to incorporate an
automatic case erector, vertical loader, and sealer. The
machinery selection is based on floor space, capital invest-
ment, type product to be handled, and most important, the
case-rate requirement.
Another vertical-load method for handling fragile or
heavy containers and flexible pouches is one that utilizes
vacuum or mechanical grippers to lower the containers
into the case (see Figure 6). This approach is ideal for
containers that can be gripped at the top, such as glass or
plastic bottles. The containers are delivered and accumu-
lated in the same manner as with the vertical drop loader,
but a special plate or load head incorporating vacuum or
mechanical grippers moves down and picks up approxi-
mately 12 containers at a time and places them in the
opened corrugated case. Generally, both the drop-load and
vacuum or mechanical gripper-style machines are offered
in multiload station modules to obtain speeds of 40–50
cases/min with automatic case erectors. Although slower,
flexible pouches, cartons, and irregular shaped containers
are currently being loaded in the same manner using
robotic multiaxis motions with a variety of vacuum and
mechanical grippers. Robotic case loading is emerging as a
viable alternative to conventional vertical loading because
of its product handling versatility, less floor space, and
quick changeover.
Equipment is also available that loads cartons, cans,
tapered cannisters, and so on vertically up through the
bottom of a case. This method is usually limited to top-load
cases, but it does offer the advantage of eliminating
possible package repositioning. A case is extracted and
opened in the conventional method over the accumulated
product. On demand, the product is lifted up into the case,
which is then transferred horizontally into the sealing
section. For the most part, both horizontal and vertical
case-loading equipment are of the intermittent-motion
design, which is somewhat speed limited. Requirements
for higher speed have led to the development of faster
filling machinery and continuous-motion casing equip-
ment that runs in excess of 2400 cases/min and 1200
boxes/min. This special machinery is an integrated system
handling multiple cases. Continuous-motion horizontal
case-loading equipment using both premade RSC and
wraparound blank cases (see the Boxes, corrugated arti-
cle) have exceeded the 50/min range. These rates apply to
some special tray forming/loading applications as well.
Because upstream filling equipment for cartons and
flexible packages has not achieved the high rates of the
can and bottling fillers, the requirement for continuous-
motion carton-type casers has been limited.
AUTOMATIC WRAPAROUND CASE LOADING
An entirely different approach to case loading uses a five-
panel corrugated blank instead of a flat premade corru-
gated case with the manufacturer’s joint already glued.
Vertical or horizontal corrugated blank-storage magazines
are employed that extract the blank and position it
between chain lugs by either vacuum or mechanical
mechanisms. During this motion, both side panels are
folded into a vertical position forming half the case. The
blank is then positioned in front of the loading machine
where the product is either pushed onto the blank or
dropped vertically (see Figure 7). After loading, the top
panel is folded down over the product and final flap folding
and gluing is completed. Depending on the type equip-
ment, the manufacturer’s joint is then glued and folded
down to one of the vertical panels for final sealing. Wrap-
around casers are usually larger and more complex than
loaders for premade cases owing to the additional func-
tions that must be performed, but depending on the size of
the case, there may be some economical board-cost ad-
vantages using a five-panel blank. Pneumatically oper-
ated machines can achieve speeds up to 20 cases/min;
higher rates of approximately 30 cases/min would require
a more mechanical/pneumatic design. Continuous-motion
wraparounds are available for special applications with
speed requirements in the 40–50/min range. Both hori-
zontal and vertical blank storage magazines are available
Figure 6. Vertical gripper-style case packer.
Figure 7. Wraparound case loader.
CASE LOADING 247