Yam, Kit L. (ed.). The Wiley encyclopedia of packaging technology
Подождите немного. Документ загружается.

barrier to the product as well as a merchandiser on the
retail shelf.
New Designs
All of the manufacturers of beverage carriers claim that
they can make custom carriers for their clients. Award-
winning designs have recently come from the Mead West-
vaco Packaging. The ‘‘IcePak’’ is a carrier that holds ice
and melted ice in the form of an end load sleeve so that it
could be loaded with automated equipment. The bottom
flap is interconnected to the side and bottom flap to form a
water seal. Top flaps and gusset form a chimney. Cooled
natural Kraft provides wet strength without additional
coating. The ‘‘Bottle Master’’ is a three-bottle carrier with
unique positioning so no glass to glass contact occurs. The
bottle package was designed to run on existing gluers with
minimal make ready. It ships flat and easily pops open,
locks open, and loads bottles. The ‘‘Bottle Master with
Crown Design’’ is a regular carrier with a cut-out crown
image. It was designed for Anheuser-Busch and ensures
zero impact on operations and runs on exisitng equip-
ment. The ‘‘Fridgemaster has duo strap handles added to
the standard 12-can refrigerator pack (2).
BIBLIOGRAPHY
O. Orta, ‘‘Carriers, Beverage’’ in A. J. Brody and K. S. Marsh, eds.,
Wiley Encyclopedia of Packaging Technology, 2nd edition, John
Wiley & Sons, New York, 1997, pp. 168–170.
Cited Publications
1. M. J. Kirwan, ‘‘Folding Cartons’’ in M. J. Kirwan, ed., Paper
and Paperboard Packaging Technology, Blackwell Publishing
Ltd., London, 2005.
2. Paperboard Packaging Council, ww.w.packagedesignmag.com,
2008.
CARTONING MACHINERY, TOP-LOAD
C. R. KUHR
Kliklok Corporation
Decatur, Georgia
Top-load cartoning employs flat paperboard blanks that
have been die cut by a carton manufacturer [see Figure
1(a,b)] to produce specific shapes and sizes when formed
or folded into finished trays or hinge-cover packages. This
style generally includes no pregluing by the carton con-
verter, so flat blanks can be stacked directly on a pallet
and shipped without secondary shipping cases. Hence,
top-load cartons are economical. They also allow product
placement through an opening on the largest panel of the
carton, which can greatly simplify the loading operation
(see the Machinery, cartoning, end-load; Cartons, folding
articles).
CARTON FORMING
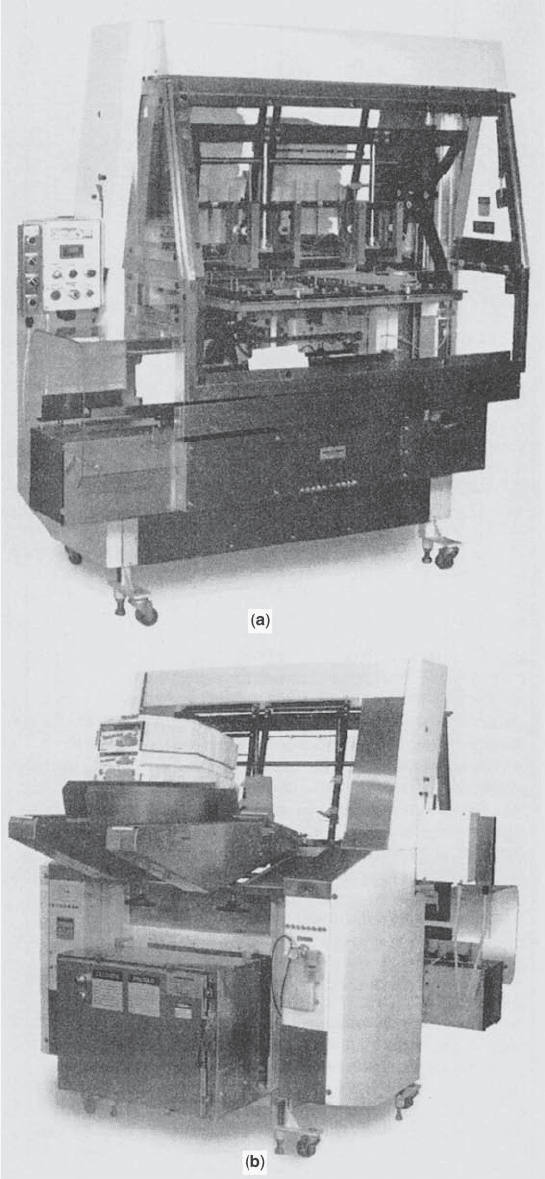
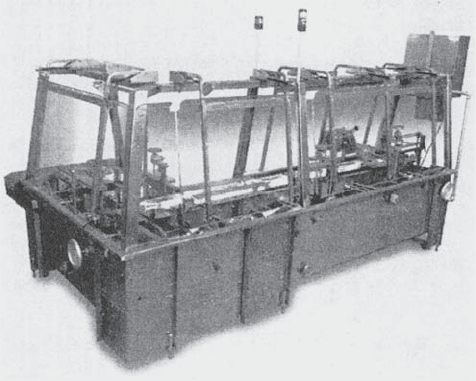
The heart of any top-load packaging operation is the
carton-forming machine [see Figure 2(a,b)]. Although
various configurations exist, the most common is a vertical
system that provides overhanging delivery to outfeed
conveyors or packing conveyors. Generally, these forming
systems incorporate an inclined, gravity-advance maga-
zine or powered horizontal hopper from which individual
die-cut blanks are fed. Carton blanks are retained by
small projections or tabs that extend slightly from the
sides of a gate frame at the front of the magazine. Vacuum
cups, mounted on a reciprocating feed bar, pull the
individual carton blanks from the magazine and transport
them in a downward arc. As vacuum is released, they are
deposited in a registered position on top of a forming
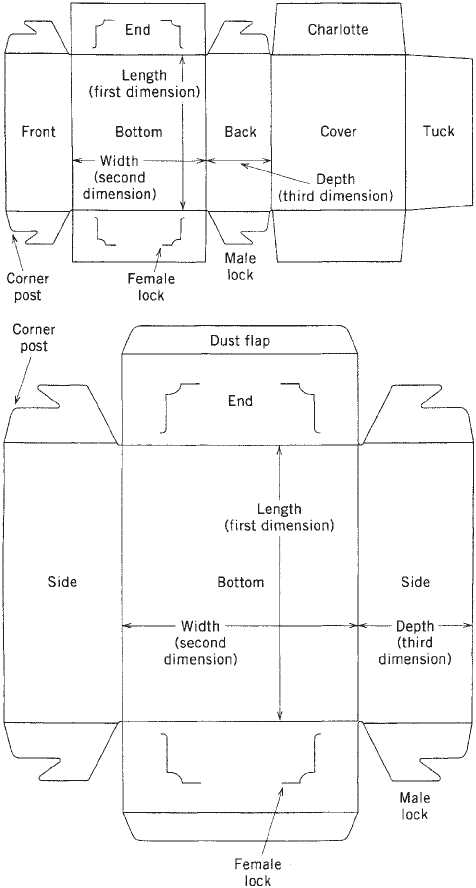
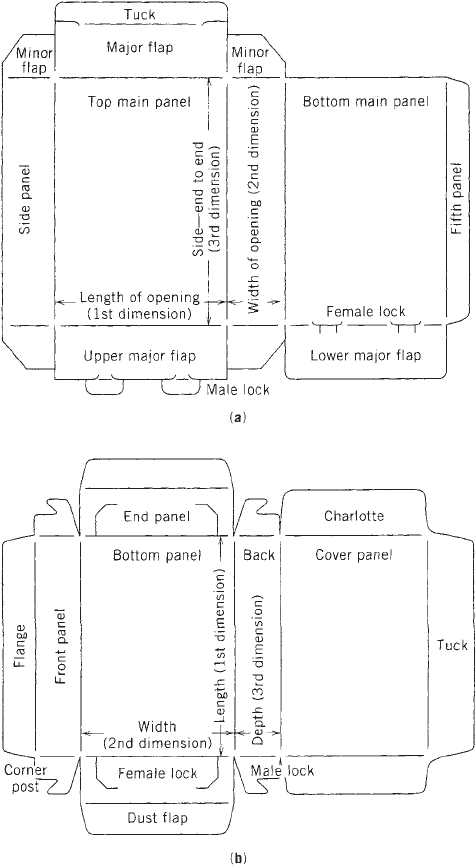
Figure 1. Diagrams of typical (a) hinge-cover carton and compo-
nents and (b) dust-flap-style paperboard tray.
228 CARTONING MACHINERY, TOP-LOAD
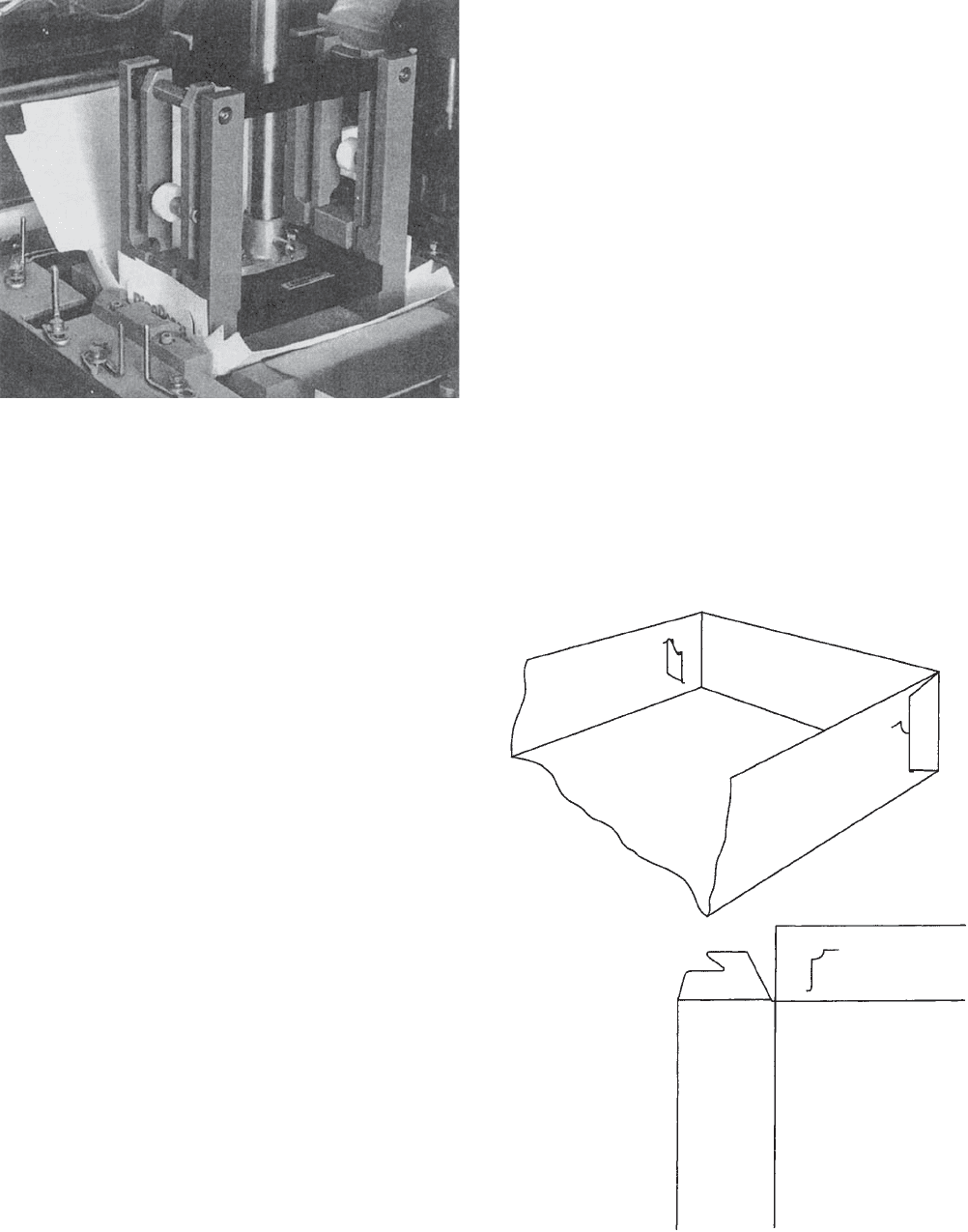
cavity. The carton blank is rotated from vertical to a
horizontal plane during this feed cycle, with the vacuum
cups contacting its inside surface. As the feed bar moves
upward to feed the next blank, a plunger or mandrel
moves downward to force the blank through the forming
cavity (see Figure 3). The plunger is designed so that the
carton body conforms to its shape. The carton is folded,
guided, and manipulated by a series of metal or composite
plastic fingers and plows installed within the forming
cavity. As the plunger completes each forming stroke
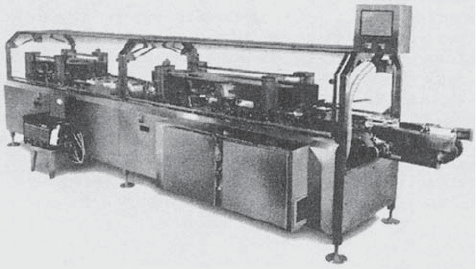
Figure 2. (a) Top-load carton forming machine with dou-
ble-forming head; (b) rear of carton forming machine with
powered carton hopper.
CARTONING MACHINERY, TOP-LOAD 229
and begins moving upward, spring-loaded mechanical
traps retain the carton and strip it or remove it from the
plunger. In some cases, special carton coatings, shapes,
or speeds dictate the use of a timed air blast system to
positively eject the carton onto takeaway conveyors.
A wide range of carton sizes can be accommodated in
styles ranging from simple rectangular corner-lock trays
to a myriad of special shapes such as triangles, hexagons,
octagons, and complex hollow-wall or shadow-box struc-
tures. The key to top-load carton forming lies in the special
tooling that is designed and manufactured for each carton
size and style. This removable tooling is commonly re-
ferred to as a forming head. It can be a relatively simple
device or a complicated unit requiring various cams and
actuation for flap folding and manipulation of the paper-
board panels. The forming head consists of (a) the forming
cavity, (b) a plunger or mandrel, and (c) various compo-
nents for the hopper or magazine. By interchanging this
tooling on any given forming machine, it can erect differ-
ent carton styles, shapes, and sizes within a specified size
range. For standard designs such as simple trays or hinge-
cover cartons, the tooling can generally be changed in
10–15 min. In many cases, a multiple-head configuration
is employed to erect several cartons with each forming
stroke and increase the output of cartons per minute.
Depending on the size of the package to be formed,
machines may accommodate double, triple, or even quad-
ruple forming heads. The carton body can be formed using
locks, adhesive, or heat sealing.
LOCK FORMING
Dozens of different lock designs are available for forming
trays and cartons to meet various packaging requirements.
Most often, the lock design consists of a vertical and/or
horizontal slit in the upright panels or walls of the carton
body through which a specially shaped corner post or tab is
inserted during the forming operation (see Figure 4). The
opening of the die-cut slits in the vertical walls and folding
and insertion of the locking tabs are accomplished using
specially designed and fabricated fingers or guides that are
an integral part of the forming cavity. Normally, a mechan-
ical actuation is also incorporated in the plunger to pull in
the locking limb and ensure positive engagement.
GLUE FORMING
Glue forming of flat die-cut paperboard blanks can be
accomplished using either hot-melt or cold-vinyl adhesives
(see the Adhesives article). Hot-melt adhesive is generally
applied in one of two ways. The simplest method employs
open heated reservoirs mounted in the machine directly
below the forming cavity to melt and contain the adhesive.
This is commonly referred to as an ‘‘open pot’’ system.
Applicator blades are mounted on a shaft that runs across
the top of each reservoir. As the carton blank is placed on
top of the forming cavity, the shaft is mechanically actu-
ated and the blades rise upward from within the adhesive.
They apply a series of dots or lines of adhesive to the
underside of a flap or corner post located in each corner of
the carton blank. As the carton is plunged through the
forming cavity, these flaps are folded inside the vertical
walls of the carton. Spring-loaded rollers in the cavity
Figure 3. Lock-style carton forming head.
Figure 4. Common stripper-lock design: (a) assembled; (b)
unfolded.
230 CARTONING MACHINERY, TOP-LOAD
provide compression using the plunger inside the carton
for backup. This technique compresses the adhesive and
dissipates heat to allow quick bonding for reasonably high
forming speeds.
The other commonly used method of hot-melt glue
forming employs an enclosed, pressurized system where
adhesive is supplied through heated hoses to guns or
nozzles that spray a pattern on the inside of the carton’s
vertical body panels. Depending on the size of the carton
and the pattern desired, this may be performed by first
feeding cartons onto a short section of horizontal conveyor
and applying adhesive as they are shuttled into position
on top of the forming cavity. This avoids the need to mount
necessary feed hoses and nozzles within the constraints of
the forming cavity. It also allows greater pattern flexibil-
ity, and fewer nozzles can be used to apply glue to opposing
corners of the carton as it travels beneath them. In
other cases, where only simple glue patterns are required,
applicator nozzles may be permanently fixed at each
corner of the carton above the cavity. After adhesive is
applied, the blanks are plunged vertically through the
cavity and compressed in the manner described above.
Cold-vinyl carton forming was virtually eliminated
with the advent of hot-melt adhesives because of the
extended compression times required for setup. Carton
styles were generally limited to specific compatible de-
signs, such as outward tapered trays, which could be
nested for extended compression times after the package
was discharged from the forming machine. However,
recent developments in applicator technology and new
end-use markets have created a renewed interest in this
forming method. Today, it is frequently used to produce
paperboard scoops, boats, and clamshells for the fast-food
and food-service industries, as it suits their requirement
for economical, preformed packages with a bonding med-
ium that is not sensitive to heat. This heat resistance
has also led to applications in connection with ‘‘ovenable’’
cartons. In the forming operation, a carton blank is fed
from the magazine and deposited on top of a forming
cavity. Specially designed adhesive application nozzles are
mounted on the forming cavity and are then mechanically
actuated to deposit small dots of cold-vinyl adhesive on the
inside of the carton blank. Adhesive is supplied under
pressure from a single remote tank. A plunger forces the
blank through the forming cavity and, in this case,
deposits the formed trays into a nest or stack to keep
them under pressure until the adhesive has set. This
method allows forming at speeds of up to B80 strokes
per minute or more than 300 cartons per minute with
multiple heads to satisfy the substantial production vo-
lumes required by the fast-food industry.
HEAT-SEAL FORMING
Heat-seal forming uses special coatings or preapplied hot-
melt adhesives on the paperboard as a bonding medium in
the carton-forming operation. Overall board coatings that
can be heat-seal formed include single-side polyethylene,
double-side polyethylene, polyester, and polypropylene.
Special pattern-applied hot-melt adhesive coatings, placed
only in the area to be bonded, can also be used. The heat-
seal system is designed to force air through electrically
heated quartz elements into specially designed nozzles on
the forming cavity. Depending on the carton coating, air
temperatures that range from 400 to 8001F (200–4251C)
are directed over specific areas of the carton blank, where
the coating on the paperboard stock is melted or activated.
The carton blank is plunged through the forming cavity,
and the board coating serves to bond the appropriate
carton flaps. High speeds—up to a maximum of B90
strokes per minute—can be achieved, depending on vari-
ables such as coating thickness, carton size, and carton
style. Heat-seal forming operations require some degree of
cooling to prevent heat buildup in various parts of the
forming head and to accelerate carton compression times.
Water or special refrigerants are plumbed to various
components within the forming cavity and plunger. The
extent of cooling generally depends on the bonding med-
ium used, but it becomes most extensive when double-
polyethylene coatings are involved. Heat-seal forming is
employed most often in the frozen-food industry, where
thermoplastic coatings are otherwise included for moist-
ure-barrier protection, graphic enhancement, or a degree
of leak resistance necessitated by wet products.
TOP-LOAD FORMING CAPABILITIES
Various carton forming machine models are produced,
each designed for a given size range and speed rating.
The same basic machine chassis can usually be modified
with special attachments and equipped as a dedicated
lock, glue, or heat-seal system. As indicated, machines can
be equipped with double, triple, or quadruple heads to feed
and form multiple carton blanks simultaneously. Forming
speeds generally range from 20 to 120 strokes per minute,
and with multiple forming heads, a single machine can
produce more than 300 cartons per minute.
CARTON CONVEYING
After forming, the top-load carton is typically carried on a
conveyor for loading either manually or automatically. For
slow- to moderate-speed hand packing, simple flat-belt or
plastic tabletop chain conveyors are frequently employed
and offer the most economical approach. One end of the
conveyor is generally placed below the forming cavity and
is independently driven with no electrical or mechanical
connection
between the conveyor
and the forming ma-
chine. After forming, trays or cartons drop onto the
conveyor and are carried downstream for product loading.
The alternative to this method is a conveyor with chain
flights or lugs (see Figure 5). Generally, flighted conveyors
are either attached to and mechanically driven by the
forming machine or electronically synchronized through
the use of intelligently controlled independent drive mo-
tors. Flighted conveyors offer the advantage of packing the
operators, because they cannot individually retard cartons
for loading as they can on a flat belt. Flighted systems
are required to achieve adequate carton control in any
CARTONING MACHINERY, TOP-LOAD 231
high-speed operation. They also allow the carton cover to
be controlled during the packing operation by either
maintaining a vertical position or folding it back almost
1801 to permit loading from either side of the conveyor.
Packing conveyors should be designed so that the bottom
of the carton is approximately 30–34 in. (76–86 cm) from
the floor. This helps optimize the efficiency of operators
who are placing product into the cartons by hand.
MANUAL PRODUCT LOADING
For hand-pack operations, product can be presented to the
operator in many different ways. These range from tote
bins to product conveyors running up to the carton con-
veyor. The most efficient method involves bringing the
product in on a flat belt or tabletop chain that runs
parallel and adjacent to carton flow. The bottom of the
product should be elevated just slightly above the top of
the carton to allow for simple sweep loading into the
largest opening of the carton. This is the most efficient
and reliable method of hand packing.
AUTOMATIC PRODUCT LOADING
The automatic loading of products into top-load cartons
can be accomplished using many different standard and or
highly customized systems. Free-flowing products, such as
individually quick-frozen vegetables, are often filled auto-
matically using a volumetric system that is integrated
mechanically or electronically with the carton conveying
system. Where netweight filling is desirable, a variety of
different systems can be employed. These are normally
interlocked electrically with the carton forming and con-
veying system to sense the presence of a formed carton
and to signal the scales to dump. For net weighing or
automatic loading of some products into top-load cartons,
the carton conveyor must sometimes operate on an inter-
mittent-motion basis. This allows the carton to stop or
dwell momentarily beneath a filling device, providing
sufficient time to completely load the product charge.
Alternatively, special traveling or reciprocating-funnel
systems can be incorporated at the point of product
loading to allow continuous motion. The top or throat of
the funnel is designed to provide a continuous open target
beneath the filler discharge while the bottom aligns
and travels in synchronization with the carton on the
conveyor.
Many products are loaded into top-load cartons by
count, in a specific pattern. These range from things
such as spark plugs or hardware items to bare frozen
hamburger or potato patties. Many other products such as
wrapped candy, pouched mixes, boil-in-bag items, over-
wrapped baked goods, healthcare and pharmaceutical
items, office supplies, tobacco products, and all types of
frozen foods have been automatically loaded into top-load
cartons. The loading technique depends on the product
and can vary from a simple mechanical shuttle to ad-
vanced units that automatically align, accumulate, group,
and transfer product into the carton. Characteristics and
consistency in the product’s weight, size, shape, texture,
temperature, and surface traits all have significant influ-
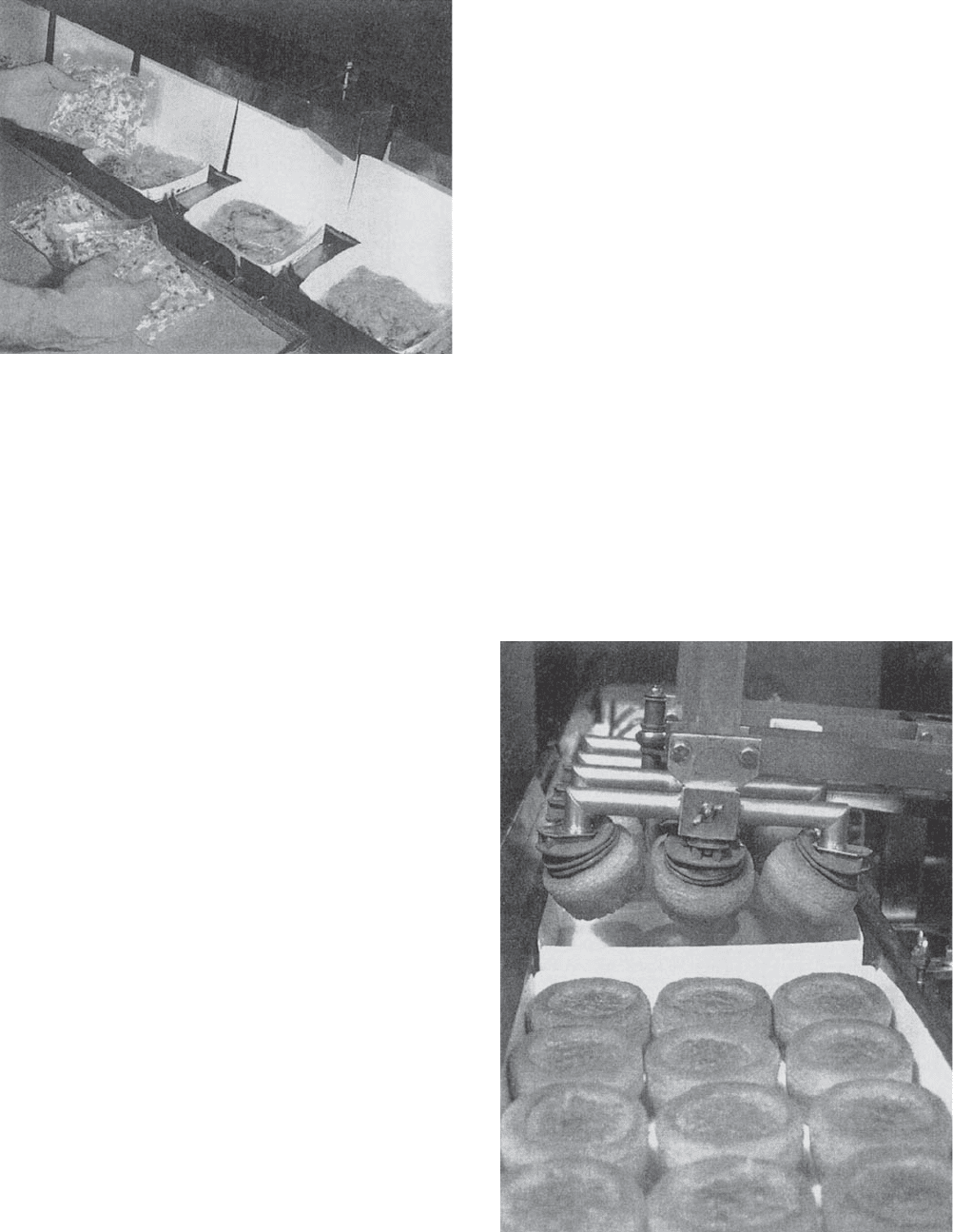
ence on the method of automatic loading. The transfer
of such products is most frequently accomplished using
a high-volume, low-pressure vacuum pickup system (see
Figure 6). A reciprocating-vacuum manifold transports
items into the carton after they have been previously
organized into required patterns. In some instances, ad-
vanced robotics, incorporating sophisticated vision
Figure 5. Flighted carton packing conveyor, hand packing.
Figure 6. Automatic product loading, vacuum transfer.
232 CARTONING MACHINERY, TOP-LOAD
systems, are used to locate product from a randomly
positioned supply and automatically transfer it into
cartons.
CARTON CLOSING
When hinge-cover or self-cover designs are used in any
topload cartoning application, the method of carton clos-
ing becomes a final major consideration. General cate-
gories of carton closers include flighted or lugless models.
On flighted systems, actuation and sealing functions are
timed according to predefined spacing between conveyor
flights. On lugless systems, intelligently controlled motors
and other functions react to the presence and position of a
carton as it is photosensed on conveyor belts. In broad
terms, flighted systems generally provide a higher degree
of carton control, whereas lugless systems offer greater
speed, flexibility, and ease of maintenance. For slow to
moderately high-speed flighted operations, the closing
machine is usually an independent unit with its own drive
motor. It is equipped with a special infeed assembly that
accepts cartons at random from an upstream packing
conveyor and automatically times them into the flights
of the closing machine. When flighted systems are re-
quired to operate at high speeds (W200 cartons per
minute), it is desirable to eliminate the infeed section
and drive the entire packaging line from the carton
forming machine. This ‘‘line-driven’’ method requires the
use of flighted packing conveyor and ensures that positive
carton control is maintained throughout. The need to
retime cartons into the closer at high speeds is eliminated.
Lugless systems are, inherently, independent as op-
posed to line-driven. Cartons are received at random and
conveyed with sequential belts that have special surface
traction characteristics. Both overhead and underlying
conveyor belts may be employed to maximize control.
Each sequence of the operation is powered by its own
individual, intelligently controlled drive motor, so speeds
and relationships between various machine functions can
be readily adjusted through program controls. This allows a
much greater degree of flexibility and finetuning without
the need for physical changeover and tool adjustments.
DUST-FLAP-STYLE CLOSURE
Dust-flap-style cartons require closure of only a single
tuck panel. As such, they can be closed on a straight-line
operation where it is unnecessary to turn or rotate the
carton. A static plow folds down the leading dust flap
while a rotating paddle or wheel assembly, timed to the
carton-conveying chain, serves to ‘‘kick’’ the trailing dust
flap forward. After this has taken place, the cover is
plowed down using guide rods, belts, or rollers. As the
cover is plowed down, the front tuck score is prebroken in
preparation for final closure. Dust-flap-style cartons can
be closed either by inserting and locking the front tuck
inside the body of the carton, or, by applying hot-melt
adhesive to the inner surface of the tuck and adhering it to
the outside of the carton’s front panel.
TRIPLE-SEAL-STYLE CLOSURE
The hinge-cover carton design most frequently used is the
triple-seal (‘‘tri-seal’’) style, which is also called the ‘‘three-
flap’’ or ‘‘charlotte’’ style. For this carton style, three
primary closer designs are available: vertical, right angle,
and straight line. For slow-to-moderate-speed operations,
where space is a limiting factor, a compact machine design
consists of an intermittent motion unit with vertical
carton compression. Cartons are indexed by shuttling
them at a right angle into a single hot-melt adhesive
application station. Adhesive is applied to all three carton
cover flaps simultaneously.
This type of closer generally uses an open-reservoir
style of application system, with blades rising from within
the adhesive to apply solid lines or dots of adhesive as
required. It can also be equipped with gun- or nozzle-style
applicators that spray adhesive onto the carton flaps.
After adhesive application, the entire carton is elevated
vertically through a compression tunnel that folds down
all three flaps and discharges finished cartons at the top of
the machine.
For most applications, tri-seal cartons are closed using
either right-angle or straight-line machine configurations.
In the right-angle operation (see Figure 7), the carton is
indexed into the closer, the front tuck is sealed to the
carton body, and the carton is shuttled through a 901
change of direction for sealing the charlottes or end flaps.
With the straight-line closer design (see Figure 8), the
carton body is rotated or turned 901 after closure of the
front tuck, as it continues to travel in a straight line. This
positions the charlottes parallel to the line of travel to
facilitate application of adhesive or hot-air sealing and
subsequent compression. To achieve proper registration
between the cover and the carton body, it is best to fold
down and trap the trailing charlotte before front-tuck
closure. This is generally executed with an overhead,
rotating tucker paddle. This paddle is positioned above a
chain transfer area, where a new set of lugs then traps the
trailing charlotte against the rear of the carton and holds
Figure 7. Right-angle top-load carton closer.
CARTONING MACHINERY, TOP-LOAD 233
it in position through the front-tuck closing section. On
lugless systems, the speed of overhead belts can simply be
adjusted in relation to the carton-carrying belts in order to
precisely position the cover.
LOCK CLOSURE
Closure of tri-seal cartons can be accomplished using
locks, adhesive, or heat sealing. Lock closure is effected
by using specially designed plows, guides, and tucking
fingers and is employed most often in the frozen-vegetable
industry for plain-paperboard shells that are later over-
wrapped with printed paper.
ADHESIVE CLOSURE
Adhesive closure can be accomplished with either hotmelt
or cold-vinyl adhesives. Hot melt is most frequently
employed, and the adhesive is commonly applied using
either open-pot or enclosed, pressurized nozzle systems.
Depending on the glue pattern required, a thin wheel or
cluster of wheels can be used to apply adhesive from an
open reservoir to the carton flaps. When special patterns
are desired, intaglio-wheels or nozzle-type applicators
supplied by a remote tank generally offer greater
flexibility.
Historically, cold-vinyl adhesive found little application
in on-line closing operations because of extended compres-
sion times required for setup. Recently, however, interest
has been prompted by the requirement for ovenable paper-
board packaging, where most hot-melts are unsuitable
because they tend to soften and release during cooking. As
a result, systems have been developed for polyester-coated
ovenable board stocks. These systems apply a finely
atomized spray of cold-vinyl adhesive, which is followed
by the application of electrically generated hot air in a
manner similar to that used for heat sealing. The hot
air accelerates the water evaporation process and allows
use of carton compression sections that are comparable
in length to those of hot-melt systems. Sufficiently
high production speeds (B150 cartons per minute) are
achieved. This system has been used with polyester-
coated paperboards for dual-oven applications, where the
product is intended for preparation in either microwave or
conventional ovens. Among the various thermoplastic
polymers used for carton coatings, polyester is generally
the only one considered suitable for dual-oven use because
of its high-temperature compatibility and limited heat
solubility. By the same token, these characteristics neces-
sitate high temperatures and extreme compression when
the coating is used as a heat-sealing medium to bond
the carton. Although the coating can be used for carton
forming, where a plunger inside the carton provides
necessary backup for compression, it is not practical for
conventional heat-seal closure because only limited com-
pression can be applied against the hollow package.
HEAT-SEAL CLOSURE
Heat-seal closure can be used for cartons that include
thermoplastic coatings, heat-sealable wax coatings (see
the Waxes article), or preapplied hot-melt adhesives. Here
again, the board coating or sealing medium is activated
using electrically generated hot air at high temperatures.
The package then proceeds through compression to bond
the flaps as the coating solidifies. For wax-coated cartons,
the compression section must consist of refrigerated bars
to prevent smearing of the wax. This method also results
in quick bonding of the paperboard flaps, within a rela-
tively short compression section.
OPTIONAL FUNCTIONS
Top-load cartoning systems can be equipped with a wide
variety of options, including many types of coding devices,
leaflet feeders, labelers, sensors, and computers to facil-
itate effective control and management of the entire
packaging system.
CARTONS, FOLDING
PAUL OBOLEWICZ
Rand Whitney Packaging,
West Chester, Pennsylvania
Updated by Staff
INTRODUCTION
Folding cartons are containers made from sheets of paper-
board (see Paperboard) that have been cut and creased for
forming into a designed shape. They comprise a significant
proportion of the packaging found in the retail sector.
Cartons meet packaging needs cost-effectively by provid-
ing product protection and information, visual impact, and
convenience appropriate for the product concerned and its
method of distrbution and consumer use (1).
There is evidence that paper was used by Egyptian
merchants to wrap goods for their customers as early as
Figure 8. Straight-line lugless top-load carton closer.
234 CARTONS, FOLDING
1035 A.D. The modern-day folding-carton industry began in
1839 when Colonel Andrew Dennison began producing
commercial folding cartons to complement and protect
jewelry sold in his retail store. By the mid-1890s, auto-
matic machines were in widespread use for the production
of cartons (2).
Merchandise displays at supermarkets and drug, hard-
ware, automotive, and department stores demonstrate the
extent to which folding cartons are used today. Cereal,
crackers, facial tissue, detergent, dry mixes, frozen food,
ice cream, butter, bacon, bar soap, candy, cosmetics, toys,
cigarettes, canned beverages, carryout foods, and pharma-
ceuticals represent the broad range of products for which
folding cartons are commonly utilized. The use of folding
cartons is widespread because of the ability of this packa-
ging format to satisfy the functions of protection, utility,
and motivation. Protection from crushing, bending, con-
tamination, sifting, grease, moisture, and tampering can
all be built into folding cartons. For the producer, utility is
achieved through high-speed automatic packing (see Car-
toning machinery). For the end-user or consumer, utility is
provided by opening, reclosing, and dispensing features.
In some cases, the carton even serves as the cooking
utensil. High-quality graphic reproduction, excellent bill-
board presentation of the graphics design, and the ability
to take on unique and varied shapes provide the carton
user with the means to motivate the consumer to purchase
products packaged in folding cartons.
PAPERBOARD SELECTION
Successfully meeting the needs of a folding-carton user
begins with choosing the paperboard best suited for the
job. In general, this means selecting the grade with the
lowest cost per unit area that is capable of satisfying
the performance requirements of the specific application.
Economics and performance dictate careful selection of
paperboard grades for each use.
Selection Criteria
A variety of criteria are commonly used in the selection of
paperboard grades. The Technical Association of the Pulp
and Paper Industry (TAPPI) has published standardized
test methods for many of these criteria (3) (see Testing,
packaging materials). TAPPI Standard Methods are widely
used and accepted by the industry. The most important and
widely used criteria are shown below.
FDA/USDA Compliance. This is a nondiscretionary cri-
terion for food products and is dependent on the type of
food and the type of contact anticipated between the food
and the paperboard or coatings on the paperboard.
Color. Color is typically chosen for marketing reasons.
The side of the paperboard that becomes the outside of the
carton is generally white, but the degree of whiteness
varies among grades. Depending on the materials-selec-
tion and processing strategies of suppliers, outside board
color can be blue-white or cream-white. These shades are
noticeably different and can limit substitution of grades.
Board color on the inside of cartons varies from white to
gray to brown.
Physical Characteristics. It is possible to establish mini-
mum levels for each carton application that allow the
package to satisfactorily withstand the rigors of packaging
machinery, shipping, distribution, and use by the consu-
mer. Physical properties commonly used to predict
suitability of board for a given use include stiffness, tear
strength, compressive strength, plybond strength, burst
strength, tensile strength, elongation, and tensile energy
absorption. Physical criteria normally define the basis
weight and thickness of paperboard that is used to pro-
duce a carton.
Printing Characteristics. Following the selection of a
specific graphic design and printing method for the carton,
a paperboard is selected based on these criteria: smooth-
ness; coating strength; ink and varnish gloss; mottle
resistance; and ink receptivity. Not all criteria are impor-
tant for every printing technique.
Barrier. The most common barrier requirements are for
cartons to provide protection against moisture and grease.
The choice of a barrier material and application method
influences board choice. For example, if polyethylene (PE)
is to be applied to the carton, a board with a treatment
that holds the PE on the board surface can have economic
and processing advantages over an untreated board.
Materials and application methods are described below.
Paperboard Types
In the United States, the three most widely used types of
paperboard are identified as follows:
Coated Solid Bleached Sulfate (SBS). 100% virgin,
bleached, chemical furnish, clay-coated for print-
ability.
Coated Solid Unbleached Sulfate (SUS). 100% virgin,
unbleached, chemical furnish, clay-coated for
printability.
Coated Recycled. Multiple layers of recycled fibers from
a variety of sources, clay-coated for printability.
Coated recycled boards are the most widely used. Other
types include folding box
board (FBB) and white lined
chipboard (WCC).
Overall treatments or coatings are applied to webs of
paperboard to provide specific functions. Clay-based coat-
ings to provide high-quality printing surfaces are the most
common treatment applied on the paperboard machine.
Grease-resistant fluorochemicals are applied on board
machines as well, either as furnish additives, surface
treatments, additives to clay coatings, or in combination.
Mold-inhibiting chemicals are also applied to boards de-
signed for bar-soap packaging, to prevent moisture in the
product from initiating mold growth. Surface treatments
applied on other-than-board production equipment are
discussed below under Carton Manufacturing Processes.
CARTONS, FOLDING 235
Paperboard is the overwhelming choice as the sub-
strate for folding cartons. However, a segment has devel-
oped that utilizes plastic sheet as a substrate. These
cartons are normally produced from clear, impact grades
of PVC sheet (see Film, rigid PVC) using specialized
heated-scoring techniques to achieve acceptable folding
characteristics. Unique product visibility is the primary
reason for the use of this more costly substrate for speci-
alty folding-carton applications, such as cosmetics and soft
goods (see Boxes, rigid plastic).
Another segment making an impact on the folding
carton market is E-flute, and the newer F-flute is corru-
gated. E-flute is a transitional medium between corru-
gated and folding cartons. While E-flute height, depending
on the profile of the manufacturing ranges within 43/1000
and 5/1000 in. F-flute, is typically B30/1000 in. The fluted
material has positive attributes for its stacking strength,
low weight, and stiffness, as well as for its insulating and
shock-absorbing properties. It is used typically in cartons
for products such as perfumes, glassware, household
products, candies, fast foods, and countertop displays.
CARTON STYLES
As the demand for cartons grew, so did demands for
additional features. These demands catalyzed the devel-
opment of new and unique ways to cut and fold sheets of
paperboard to produce cartons. The records of the U.S.
Patent and Trademark Office contain many thousands of
patents granted to protect folding-carton structures.
Three broad classifications are commonly used to cate-
gorize folding-carton styles: tube (end load); tray (top
load); and special construction. Figure 1 describes ac-
cepted terminology for the various parts of tube (a) and
tray (b) cartons (4), as well as the order in which dimen-
sions are listed in carton specifications. Compliance with
these standards prevents confusion.
Tube Style
Tube (shell) constructions are the most common style in
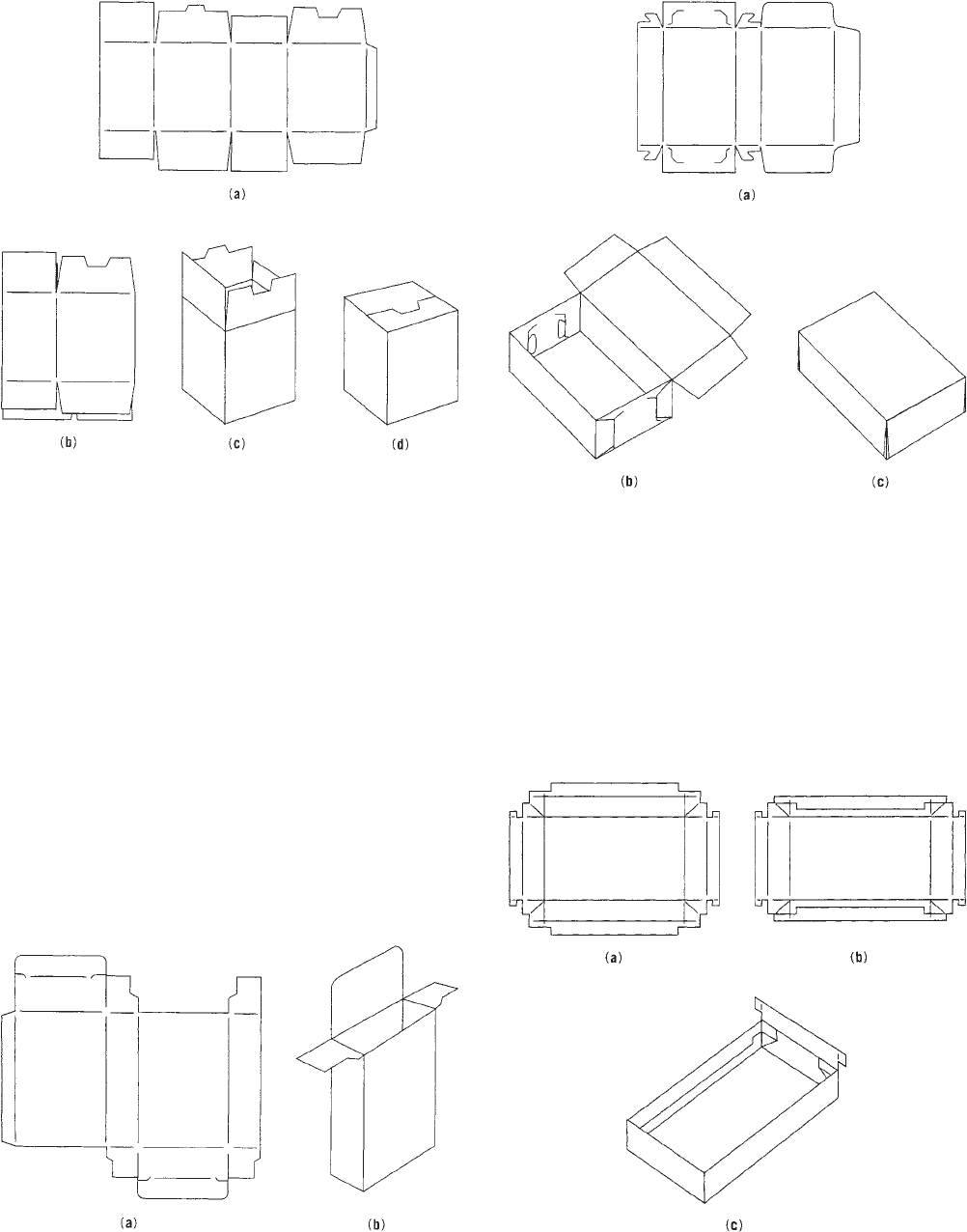
use today. Figure 2 shows a typical sealed-end carton in
various stages of production and filling. These cartons are
characterized by a fifth panel glue seam in the depth
direction, yielding a side-seamed shell that folds flat for
transportation. The cross section of the carton opening is
normally rectangular, and product may be loaded either
horizontally or vertically (see Cartoning machinery).
Tube-style cartons are well-suited for very high speed
automated filling lines, but they are also used for manual
filling applications.
Figure 3 shows the treatment of end flaps on a tuck-end
carton. Other end treatments are in common use, includ-
ing zippers and similar opening features for sealed-end
cartons. Internal shelves and panels are often included to
secure and protect the product. This is particularly done
when the product is irregular in shape or the carton is
much larger than the product for improved graphic pre-
sentation or shoplifting deterrence. When heavy granular
products are packaged, bulging of main panels can be a
problem. The use of bridges connecting the two main
panels increases the carton’s integrity required to resist
bulbing. These bridges can be made from paperboard and
attached during the gluing operation.
Tube-style cartons are commonly used for granular or
pourable solid products such as detergent, cereal, and dry
mixes. Dispensing features are often designed by special
cuts and creases in the paperboard. End opening is pre-
ferred when inner bags are employed (see Bag-in-box, dry
product). Large products packed one to a carton, such as
pizzas, frozen dinners, pot pies, cosmetics, and pharma-
ceuticals, are packed in end-opening tube-style cartons.
End-loaded cartons are also designed for opening and
product removal through the main panel; a cream cheese
carton is a good example of this approach. Gabletop milk
cartons also fall into the tube or shell category (see
Cartons, gabletop). They incorporate liquid-tight sealing
Figure 1. Terminology.
236 CARTONS, FOLDING
and a reclosable pour spout. From ice cream to lipstick,
tube-style cartons satisfy many diverse packaging needs.
Tray Style
Tray or top-load cartons are characterized by a solid bottom
panel opposite the product-loading opening. As shown in
Figure 1b, panels are connected to each edge of that bottom
panel. Tray cartons are especially useful for manual or
automatic loading of multiple products. Figure 4 contains
schematic drawings of a tray carton blank, the carton setup
for loading, and the completely closed and sealed carton. In
this example, the front and back panels are connected to
the end panels using mechanical locks. Panels are also
commonly connected using adhesives or heat sealing (see
Adhesives; Sealing, heat).
Where additional resistance to leakage is desired, web
corners are employed. Figure 5 shows a web-corner tray
with folded double sidewalls that provide finished sidewall
edges. A similar, slightly larger tray could be used to cover
the tray following product loading, yielding an extremely
crush-resistant package. Figure 6 shows a six-corner
Figure 2. Sealed-end carton: (a) blank; (b) side-seamed shell; (c)
carton erected for loading; (d) filled and sealed carton.
Figure 3. Tuck-end carton: (a) blank; (b) erected carton for
loading.
Figure 4. Locked corner hinge cover carton: (a) blank; (b) car-
ton; (c) tuck-end carton.
Figure 5. Web-corner tray: (a) blank; (b) sidewalls glued; (c)
final panel folding.
CARTONS, FOLDING 237