ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

following example, spacing between the keyhole and the end of the part was only 58% of the recommended spacing given
in Table 5, and spacing for the round hole and the slot was only 50% of the recommended spacing. Confinement of the
blank in the die prevented distortion at the keyhole and the slot.
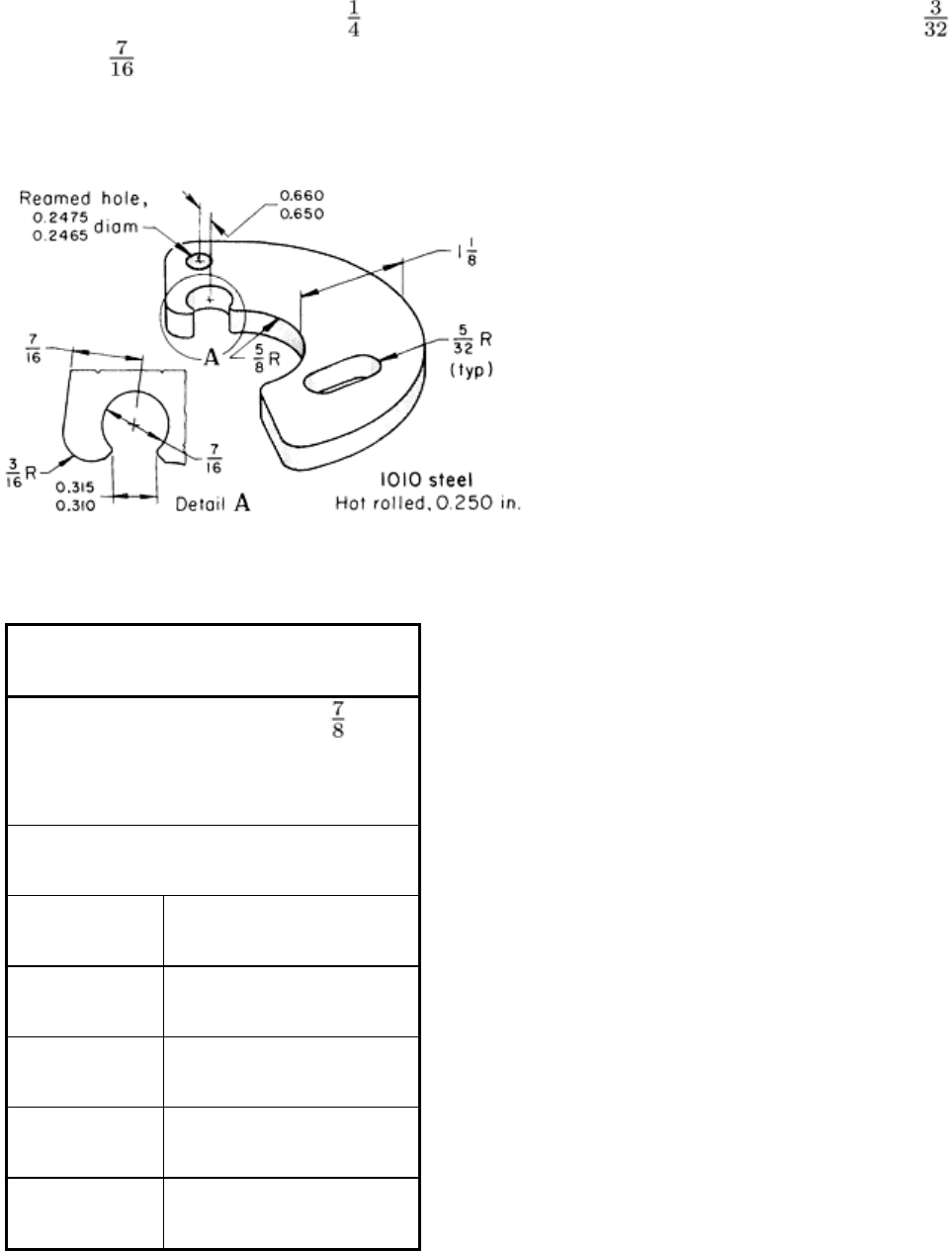
Example 6: Piercing Holes at Less Than Recommended Minimum Edge Distance.
The flyweight shown in Fig. 11 was part of a centrifugal device used to release pressure. The part was made of hot-rolled
1010 steel, pickled and oiled, 6.4 mm ( in.) thick. Preliminary design had a wall thickness of 2.4 mm ( in.) between
the 11 mm ( in.) diam hole and the edge of the part. The original tooling called for a compound die to pierce and blank
the part completely in one press stroke. However, with the fragile punch required, it was impossible to hold the 8.00/7.87
mm (0.315/0.310 in.) dimension on the keyhole opening (Detail A, Fig. 11).
Sequence of operations
Shear 1-2 m (4-8 ft) long by 100 mm (3 in.) wide
Blank outline; pierce round hole (1000 pieces/h)
Ream and deburr round hole (300 pieces/h)
Pierce keyhole and oval slot (770 pieces/h)
Operating conditions
Type of press
670 kN (75 tonf) mechanical
Press speed
55 strokes per minute
Die material
A2 tool steel at 58-60 HRC
Lubricant
Sulfur-base, EP type
(a)
Production rate
(b)
300 pieces per hour
Die life per grind
20,000 pieces
Total die life 1 million pieces
(a)
Applied to strip by roller.
(b)
Lot size was 2500 pieces; annual production,
10,000 pieces.
Fig. 11 Flyweight in which holes were pierced at
less than recommended minimum distances from the edge.
Overall length of the flyweight was 90 mm (3 in.). Dimensions given in inches
Production was successful when the part was made in three separate dies, using the sequence of operations shown in the
accompanying table. A keyhole punch was used to pierce the 11 mm ( in.) diam hole. The hole-to-edge spacing was
increased from 7.9 to 11.1 mm ( to in.).
Distortion was minimized by confining the blank in a nest during piercing. In the compound die, the hole shown in Detail
A and the edge of the part were connected with a radius tangent to both. When the keyhole punch was used, the punch
surface intersected the outer edge at a 45° angle--a change that did not interfere with the function of the part but avoided
difficulty in making a transition radius tangent to the outer edge.
The hole to be reamed was pierced with a 5.74 mm (0.226 in.) diam punch and a 6.25 mm (0.246 in.) diam die. The hole
was later reamed to 6.29/6.26 mm (0.2475/0.2465 in.) in diameter for nearly its full length and then deburred. This hole
was perpendicular to the part surface within +0° 45'.
Piercing of Low-Carbon Steel
Effect of Forming Requirements
It is simpler to pierce holes in a flat sheet than in a part that has been formed. Holes near a bend radius (see the illustration
in Table 5) are usually distorted when the part is formed. If distorted holes are unacceptable or if an accurate relation of
holes to other features in a workpiece is specified, piercing must be done after forming.
Dies for piercing after forming are generally more complex, more expensive, and require more maintenance than dies for
flat blanks. These dies often have cam-actuated punches.
In Example 9, when the part was U-formed after piercing, one hole closed in during forming, resulting in an elongated
hole. This deformation was taken into consideration during product design. The following two examples describe
applications in which it was necessary to pierce holes after forming.
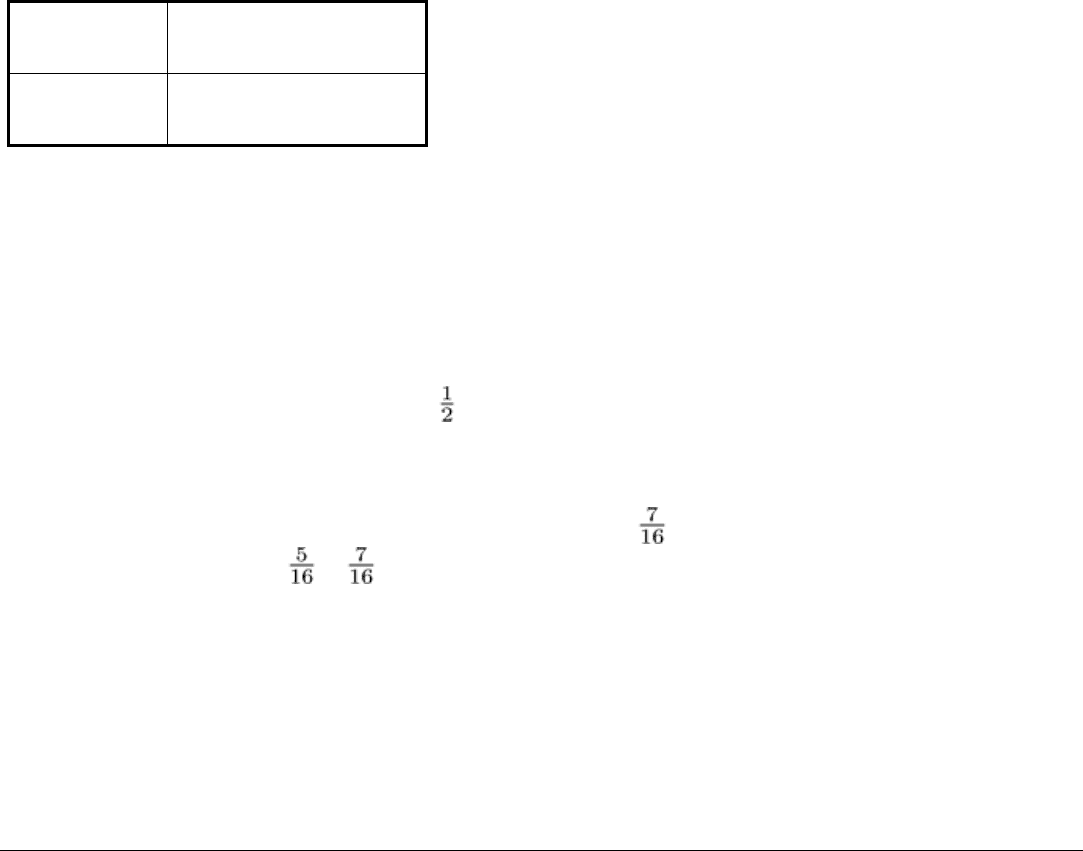
Example 7: Piercing of Accurately Located Slots after Forming.
Figure 12 shows a formed part that, because of close tolerances, should not be slotted before forming. The original
procedure was to drill the holes and mill the slots to hold the alignment of the slots to the end radii and to the tongue
within 0.08 mm (0.003 in.). Results from machining were unsatisfactory, and it became necessary to pierce the slots after
forming in order to hold tolerances.
The size and shape of the part and the location of the
slots precluded piercing from the outside. Piercing was
done from the inside by two punches split on the
centerline of the part and moved outward by cam
action.
The original punches were made of air-hardening tool
steel hardened to 58 to 60 HRC. Because of breakage,
the maximum punch life was 10,000 pieces. Changing
the punch material to carburized and hardened 1025
steel increased the average punch life to 100,000
pieces. Annual production was about 240,000 pieces
in lots of 50,000 to 60,000.
Example 8: Cam-Piercing Holes in
Opposing Flanges of a Formed Part
for Accurate Alignment.
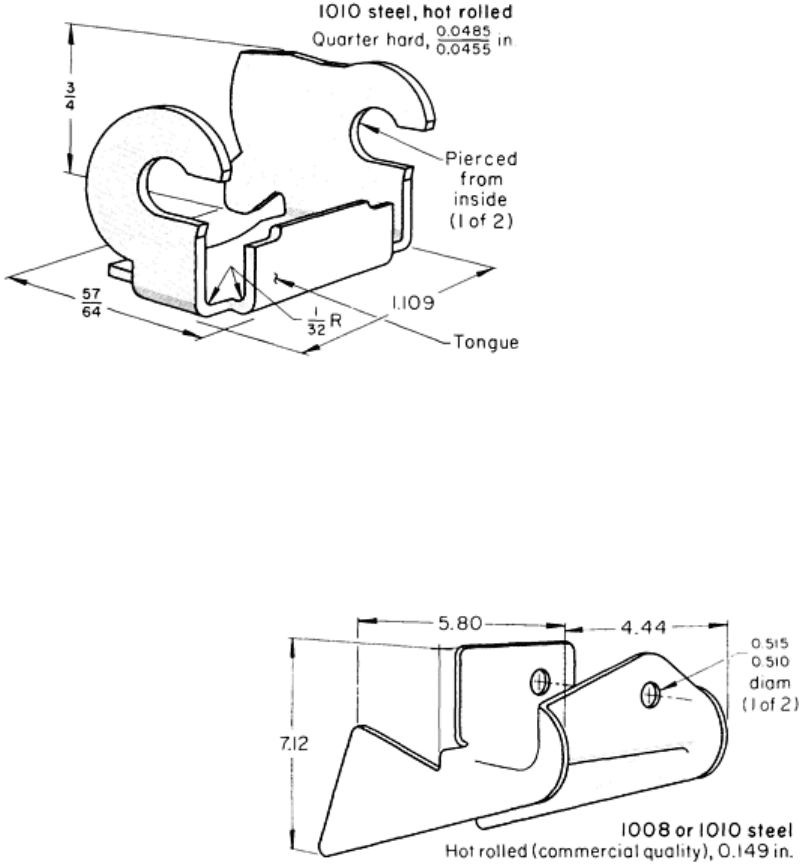
To maintain alignment of the two opposing holes in
the automobile-frame control-arm bracket shown in
Fig. 13, the holes were cam pierced in one press stroke
after the part was formed. Tolerance on hole
alignment was ±0.13 mm (±0.005 in.).
Fig. 13 Bracket in which accurately aligned holes on opposing flanges were cam pierced in one press
stroke
after forming. Dimensions given in inches
The bracket was made of commercial-quality 1008 or 1010 steel, as-rolled, 3.78 mm (0.149 in.) thick, in five operations:
• Blank two workpieces per stroke
• Prebend, form, and re-form in three separate dies, side by side
• Form ear
• Trim in two stages
• Restrike and campierce
Blanking was done at 1800 pieces per hour in a 4.4 MN (500 tonf) coil-fed automatic blanking press. The remaining
operations were done at 135 pieces per hour in a 2.7 MN (300 tonf) or a 3.6 MN (400 tonf) mechanical press.
The use of high-production equipment, including the cam-operated piercing die, was economical for the annual
production of 350,000 pieces in 20,000-piece lots. Drilling would have been used for making the holes if 10,000 or fewer
pieces had been needed per year to meet production requirements.
Fig. 12
Part in which accurately aligned slots were pierced
(after forming) by two punches that were cam operated
from the inside. Dimensions given in inches
Piercing of Low-Carbon Steel
Piercing Holes at an Angle to the Surface
For piercing holes that are not perpendicular to the surrounding surface, the workpiece is securely clamped to the die with
a pressure pad, and the dies are usually ground to fit the contour of the part. The shape of the punch nose depends on the
angle of contact with the workpiece and on the stock thickness.
In one application, holes 7.9 mm ( in.) in diameter were pierced in 6.35 mm (0.250 in.) thick 1090 steel at an angle of
83° to the surface. The holes were pierced by using sleeved punches and clamping the work tightly to the die with a
pressure pad. In the following example, holes were pierced at an angle of 40° 30' to the surface of a flat workpiece, which
was later formed by bending.
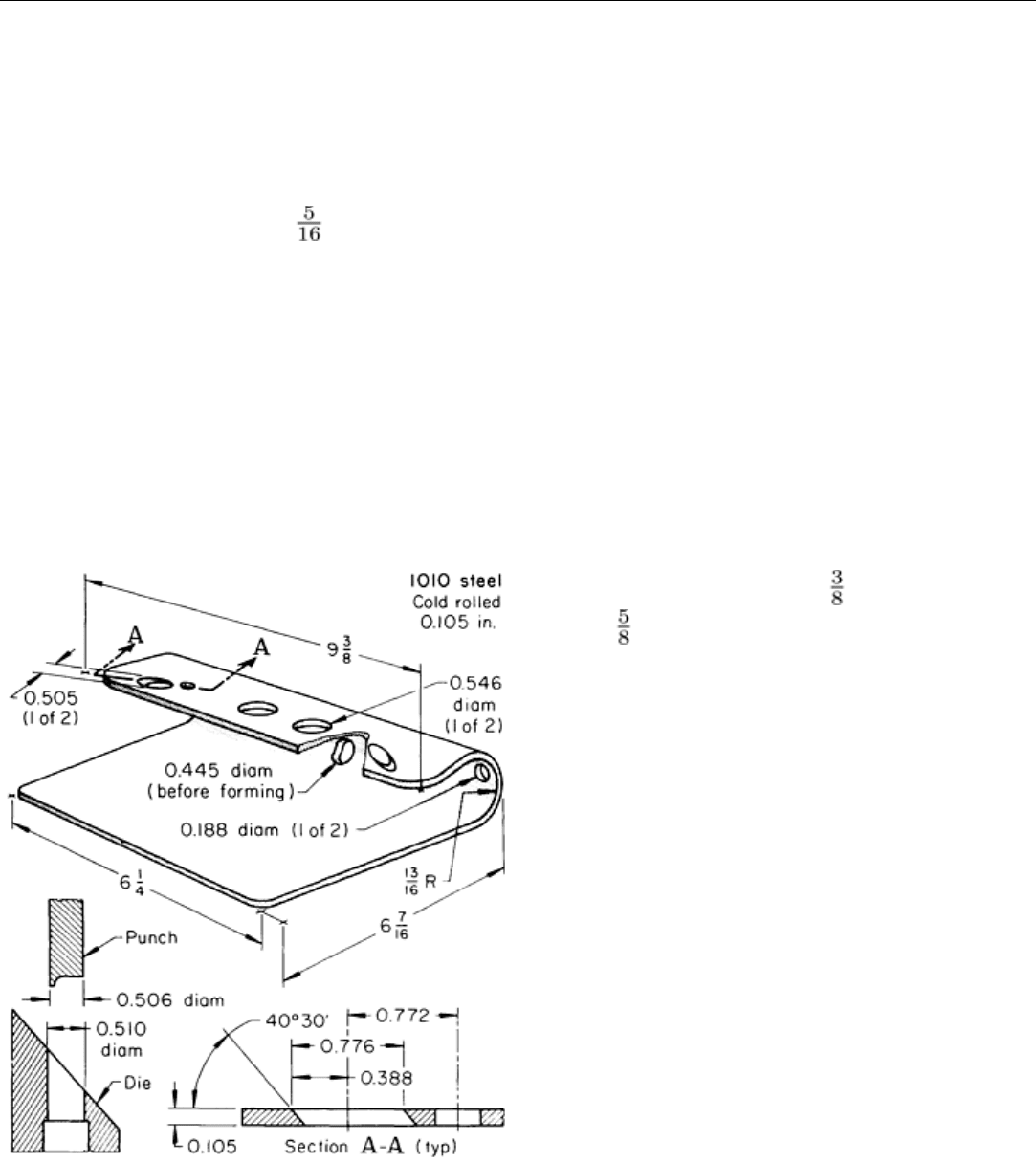
Example 9: Piercing Holes at an Angle to the Work Surface.
Two 12.8 mm (0.505 in.) diam holes were pierced at an angle of 40° 30' to the surface in the 2.67 mm (0.105 in.) thick
cold-rolled 1010 steel flat blank for the lamp-bracket base shown in Fig. 14. To pierce the compound-angle holes, the
blank was placed in a nest, which held it at the proper angle and position for piercing. By repositioning the blank in a
second nest, it was possible to pierce both of these holes with one punch and die.
The face of the die button was ground flush with the
surface of the nest. The die had a straight land with a
minimum length of 9.5 mm ( in.). There was a 16
mm ( in.) diam relief below the land. The punch was
ground with a step, as shown in Fig. 14. This step
curled the slug, permitting the use of a long straight
land in the die. The punch and die were made of M2
high-speed steel, hardened to 58 to 59 HRC. Punch-to-
die clearance was 0.05 mm (0.002 in.) per side. Die
life was 15,000 holes per grind.
The punch was mounted in a heavy quill designed for
quick changing, which proved unnecessary. A spring-
loaded pressure pad guided and added support to the
punch and held the blank securely in the nest. The
pressure pad was interlocked with the die so that
shifting could not take place after piercing started. The
die was run in a 90 kN (10 tonf) mechanical press,
which produced 300 pieces per hour.
Before the angle holes were pierced as described
above, the outline of the part and seven 90° holes had
first been produced in a compound blank-and-pierce
die. The blanking die and punch, as well as the
punches and die buttons for the 90° holes, were made
of O1 tool steel and hardened to 59 to 60 HRC. The
die was mounted in a 900 kN (100 tonf) mechanical
press producing 300 pieces per hour. Die life was
40,000 pieces per grind.
When the workpiece was bent through 180° after all of
the holes had been pierced, the 11.3 mm (0.445 in.)
diam hole changed in shape, assuming final
dimensions of 10.4 × 11.3 mm (0.411 × 0.443 in.).
This deformation did not affect the function of the hole.
Fig. 14 Lamp-
bracket base in which two holes were
pierced at an ang
le to the surface using the punch shown
at lower left. All holes were pierced before the part was
formed. The 90° hole in the U-
bend zone deformed to an
elliptical shape during forming. Dimensions given in inches
Piercing of Low-Carbon Steel
Special Piercing Techniques
Piercing operations that require special tooling and techniques include the piercing and forming of flanged holes, piercing
with a fastener and with a pointed punch, and tube piercing.
Flanged holes (sometimes called extruded, countersunk, dimpled, or burred holes) are generally used for assembly
purposes, such as providing more thread length for a tapped hole, greater bearing surface, or a recess for a flathead screw
or rivet. The flanged hole can be produced by forcing a punch of the desired hole diameter through a smaller prepierced
hole or by using a shouldered or pointed punch that both pierces the hole and flanges it.
The depth of flange that is formed depends on the elongation of the metal, and the flange is thinnest at its outer edge. A
deeper flange can be made by extruding metal into the flange. Such flanging is done by first piercing a smaller lead hole
and then using a punch that extrudes metal around the hole into the die clearance to produce a flange and simultaneously
coins or forms a slight chamfer (depressed cone) or other shape of recess into the hole (see also the article "Press Bending
of Low-Carbon Steel" in this Volume). This kind of extruded flange has uniform wall thickness. Such extrusion causes
more metal flow and greater work hardening than ordinary piercing of flanged holes.
Piercing with a fastener (self-piercing) is primarily used as an assembly technique. A rivet, for example, can be used
as a punch to pierce a hole through the material that it will join. The following example describes an application in which
a square nut with a sharp face served as a piercing tool and then became part of an assembly.
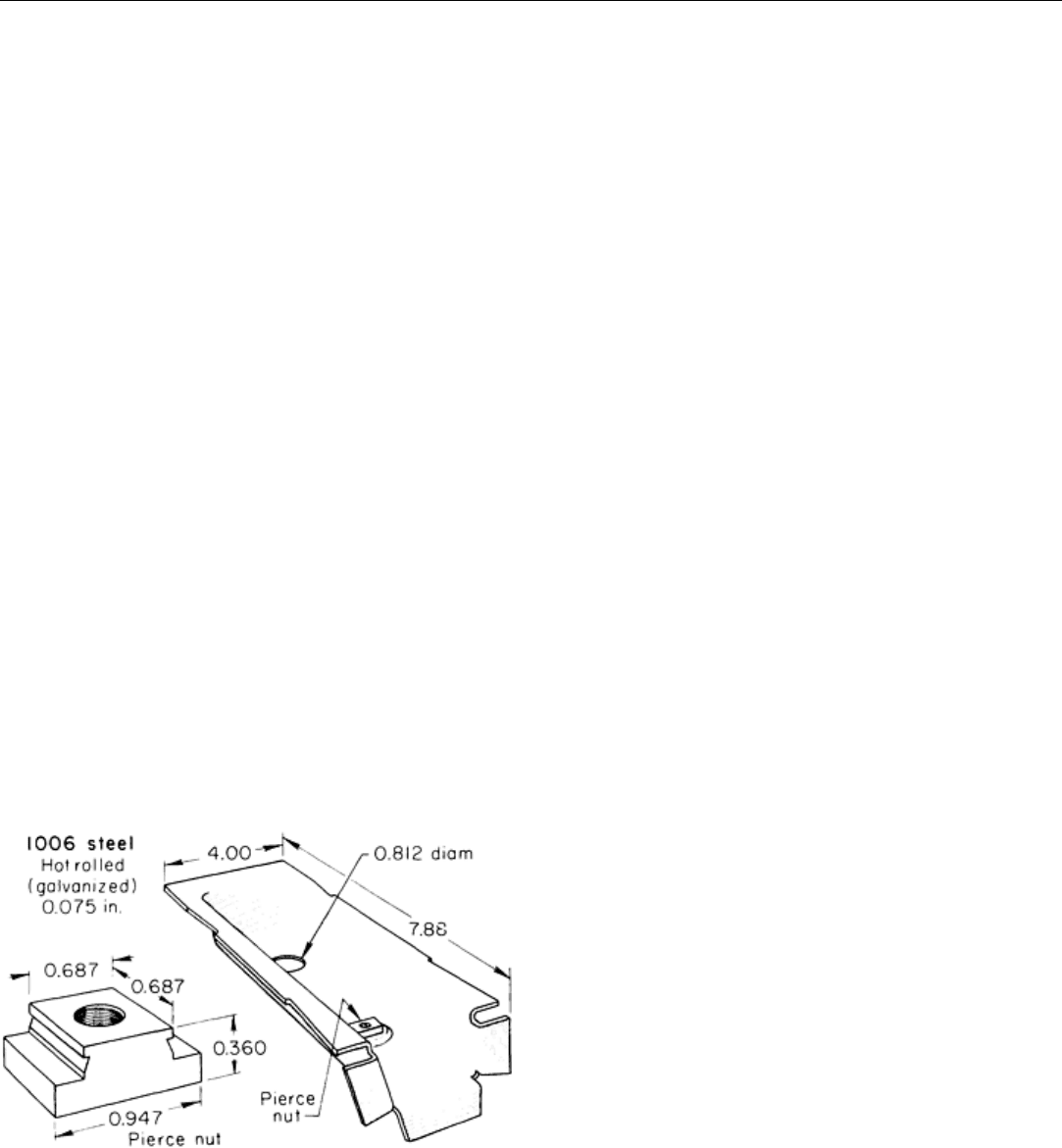
Example 10: Automatic Assembly of Self-Piercing Nut into a Bracket.
A square nut was automatically assembled into a body-bolt bracket, as shown in Fig. 15. The nut served as the piercing
punch to make a 17.4 mm (0.687 in.) square hole in the embossed portion of the bracket. The bracket was made of
galvanized, hot-rolled 1006 steel, 1.9 mm (0.075 in.) thick. After being pierced, the metal sprang back into two grooves in
the nut, locking the nut into the pierced square hole. The nut was fed from a special installing head that was loaded from a
rotary hopper.
Two assemblies were completed (pierced and installed) at
each stroke of a 640 kN (72 tonf) open-back inclinable
press running at 45 strokes per minute. Maximum daily
production was 12,000 assemblies. The bracket was fed by
a gravity-slide feed at the front of the press and was
unloaded at the rear with the help of an air blast.
The 20.6 mm (0.812 in.) diam hole was pierced at the
same time the nut was inserted. Commercial punches and
die buttons were used.
A standby unit for piercing a square hole was available in
case a supply of the square nuts was not on hand when the
part was scheduled to run. The nuts were later inserted and
clinched using pneumatic equipment.
Holes made with a pointed punch, such as a cone-
point, nail-point, or bullet-nose (ogive) punch, have rough
or torn flanges. Such a hole is satisfactory for holding a
sheet metal screw, acting as a spacer, or providing a rough
surface.
Tube piercing and slotting are done in dies when production lots are large enough to pay for special tooling. Simple
dies, as well as more complex tooling such as cam dies, are designed to hold, locate, and pierce tubes, drawn cups, and
other round parts.
Fig. 15
Bracket with a square nut that pierced a hole
for itself. Dimensions given in inches
A mandrel can be used in a horn die for work on tubing and other round parts as well as for piercing, slotting, and
notching. One version of a die that uses a mandrel permits piercing two opposing holes in a tube in one stroke, with the
slug from one wall going through a hole in the mandrel to act as the punch for the hole in the opposite wall.
Tubes can also be pierced with opposing holes without using a mandrel. The bottom half of the tube is supported by the
die, which has a nest with the same diameter as the outside diameter of the tube. A similar nest for the upper half of the
tube is in a combined hold-down and punch guide. Therefore, the tube is completely surrounded during piercing. Because
the bottom side of the tube is supported by the die, the lower hole is pierced without any distortion. The tube will collapse
slightly around the hole in the top side of the tube. The amount of distortion of the top hole varies with the size of the tube
and the hole.
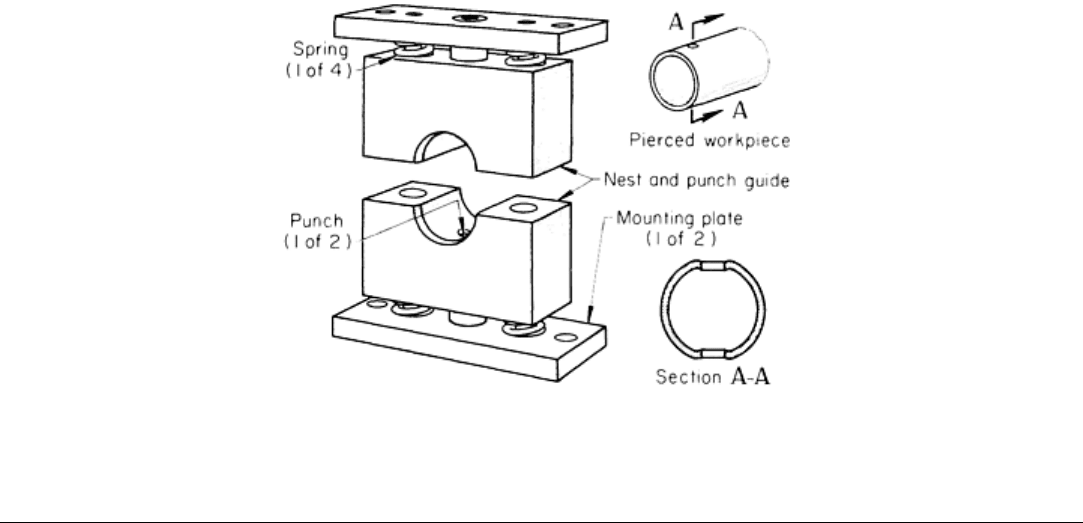
Holes on opposite sides of a tube can be pierced simultaneously, using the tool shown in Fig. 16, which does not require a
mandrel. The tool consists of identical upper and lower assemblies--one attached to the press ram and the other to the
press bed. Each assembly consists of a punch and a spring-loaded combined nest, stripper, and punch guide. When used
for multiple-hole piercing, the assemblies are usually mounted to upper and lower plates having tapped holes or T-slots.
There will be a slight indentation around each hole, as shown in Fig. 16.
Fig. 16 Tool for tube piercing without a mandrel, and a pierced tube showing the indentations around the holes
Piercing of Low-Carbon Steel
Shaving
Shaving is done in a separate operation or is included in one station of a progressive die (see the article "Blanking of
Low-Carbon Steel" in this Volume for more information on shaving). The inclusion of a shaving operation in a
progressive die generally increases the need for die maintenance, and the slivers of shaving scrap can jam the feeding
mechanism. A replaceable insert can be used in a shaving die for easier maintenance.
Shaving allowance depends on the workpiece material and on its thickness.
Shaving plus burnishing is used to produce greater accuracy in a pierced hole than can be obtained by shaving alone,
as shown in the next example.
Example 11: Use of Blanking, Piercing, Shaving, and Burnishing in Making Gear
Blanks to Close Tolerances.
The small gear blank illustrated in Fig. 17 was produced from a 50 mm (2 in.) wide strip of cold-rolled 1010 steel of No.
2 temper in a five-station progressive die to the following specifications:
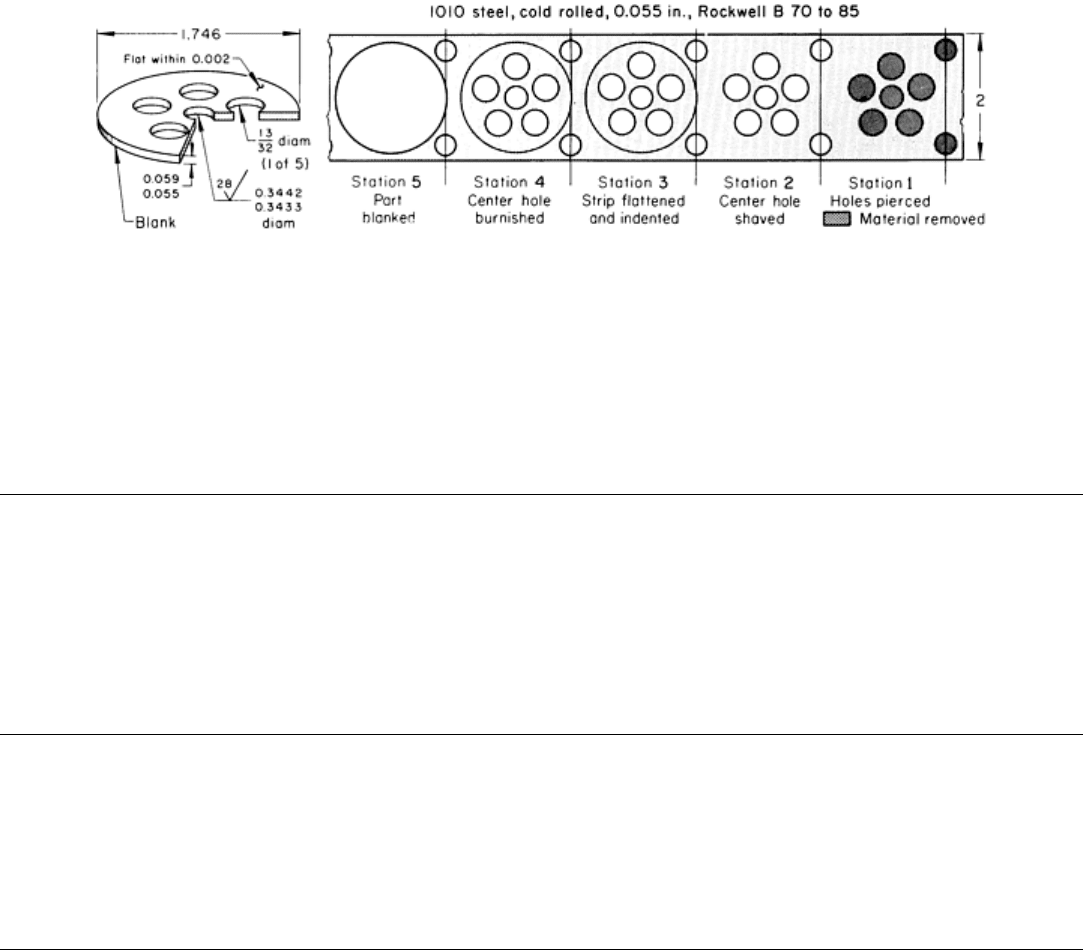
• Critical tolerance of +0.013, -0.010 mm (+0.0005, -0.0004 in.) on the center hole
• Finished blanks flat within 0.05 mm (0.002 in.)
• Surface finish of 0.70 μm (28 μin.) or smoother for 70% of the center-hole surface
These specifications were met by piercing, shaving, and burnishing the center hole in the sequence of operations indicated
by the strip progression. A sulfurized and chlorinated extreme-pressure (EP) lubricant was applied to the coil stock by
roller coating.
Fig. 17
Gear blank that was produced with an accurate center hole by piercing, shaving, and burnishing in a
five-station progressive die. Dimensions given in inches
Annual production was 2 million pieces in four lots. The gear blanks were made at 150 pieces per minute in a 530 kN (60
tonf) press. The dies, made of M2 high-speed tool steel, had a life of about 100,000 pieces before regrinding and a total
life of about 10 million pieces.
Piercing of Low-Carbon Steel
Piercing Versus Alternative Methods
Piercing is primarily used when accurate holes are required and when the production lot is large enough to justify the
tooling costs. Alternative methods are used for smaller production lots or for holes that have a diameter less than stock
thickness. Examples of alternative methods are drilling (including electrochemical machining), milling and sawing, and
electric-arc and gas cutting. For increased efficiency, all of these methods can be applied to work that is stacked or nested.
Piercing of Low-Carbon Steel
Safety
Piercing, like other press operations, involves potential hazards to operators, maintenance people, and others in the
vicinity. The articles "Presses and Auxiliary Equipment for Forming of Sheet Metal" and "Blanking of Low-Carbon
Steel" in this Volume contain information and literature references on safe operation.
Fine-Edge Blanking and Piercing
Introduction
FINE-EDGE BLANKING (also known as fine blanking) is a process developed in Switzerland to produce precise blanks
in a single operation with smoother edges and closer tolerances than are possible with conventional blanking. In fine-edge
blanking, a V-shaped impingement ring (Fig. 1) is forced into the stock to lock it tightly against the die and force the
work metal to flow toward the punch, so that the part can be extruded out of the strip without fracture or die break. Die
clearance is extremely small, and punch speed is much slower than in conventional blanking.
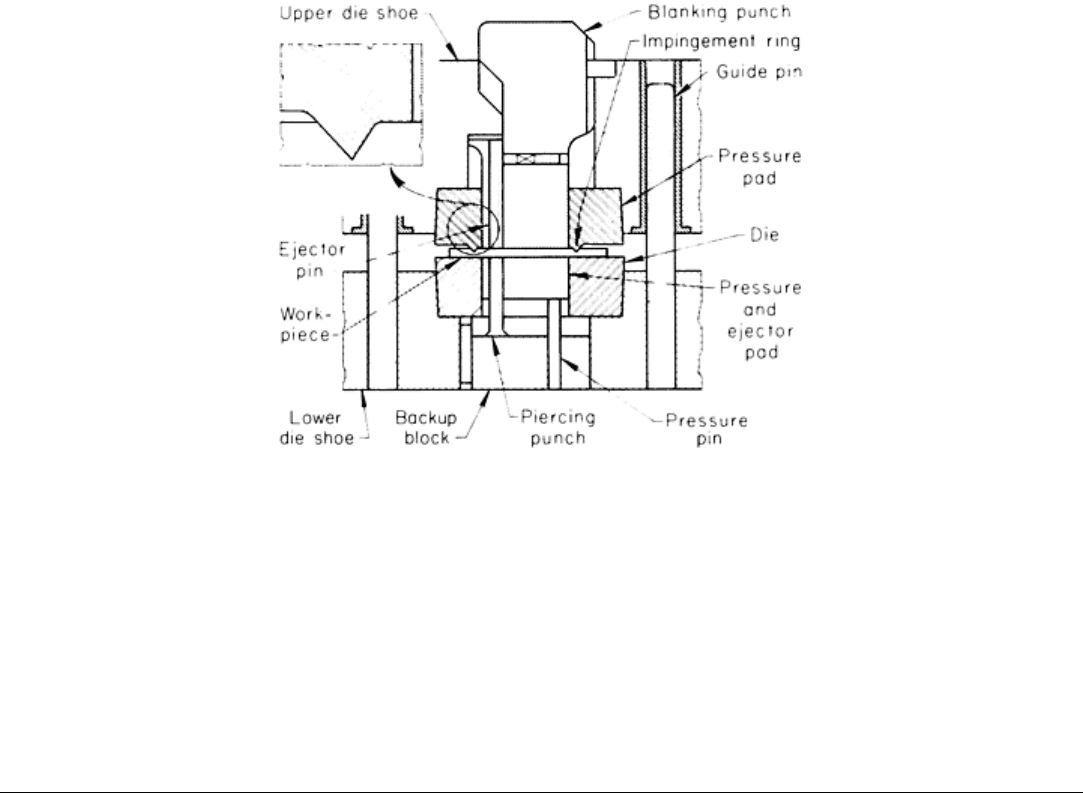
Fig. 1 Typical tooling setup for fine-edge blanking a simple shape
Fine-edge piercing can be done either separately or at the same time as fine-edge blanking. In piercing small holes, an
impingement ring may not be needed.
No further finishing or machining operations are necessary to obtain blank or hole edges comparable to machined edges,
or to those that are conventionally blanked or pierced and then shaved. A quick touch-up on an abrasive belt or a short
treatment in a vibratory finisher may be used to remove the small burr on the blank. Specially designed single-operation
or compound blanking and piercing dies are generally used for the process.
Fine-Edge Blanking and Piercing
Comparison With Conventional Blanking
Fine-edge blanking and piercing (Fig. 2) are actually more akin to cold extrusion than to a cutting operation. They are
similar to conventional blanking using a compound die (see the articles "Blanking of Low-Carbon Steel," "Piercing of
Low-Carbon Steel," "Blanking and Piercing of Electrical Steel Sheet," and "Selection of Material for Blanking and
Piercing Dies" in the Section "Blanking and Piercing of Steel Sheet, Strip, and Plate" in this Volume), but with several
important differences.
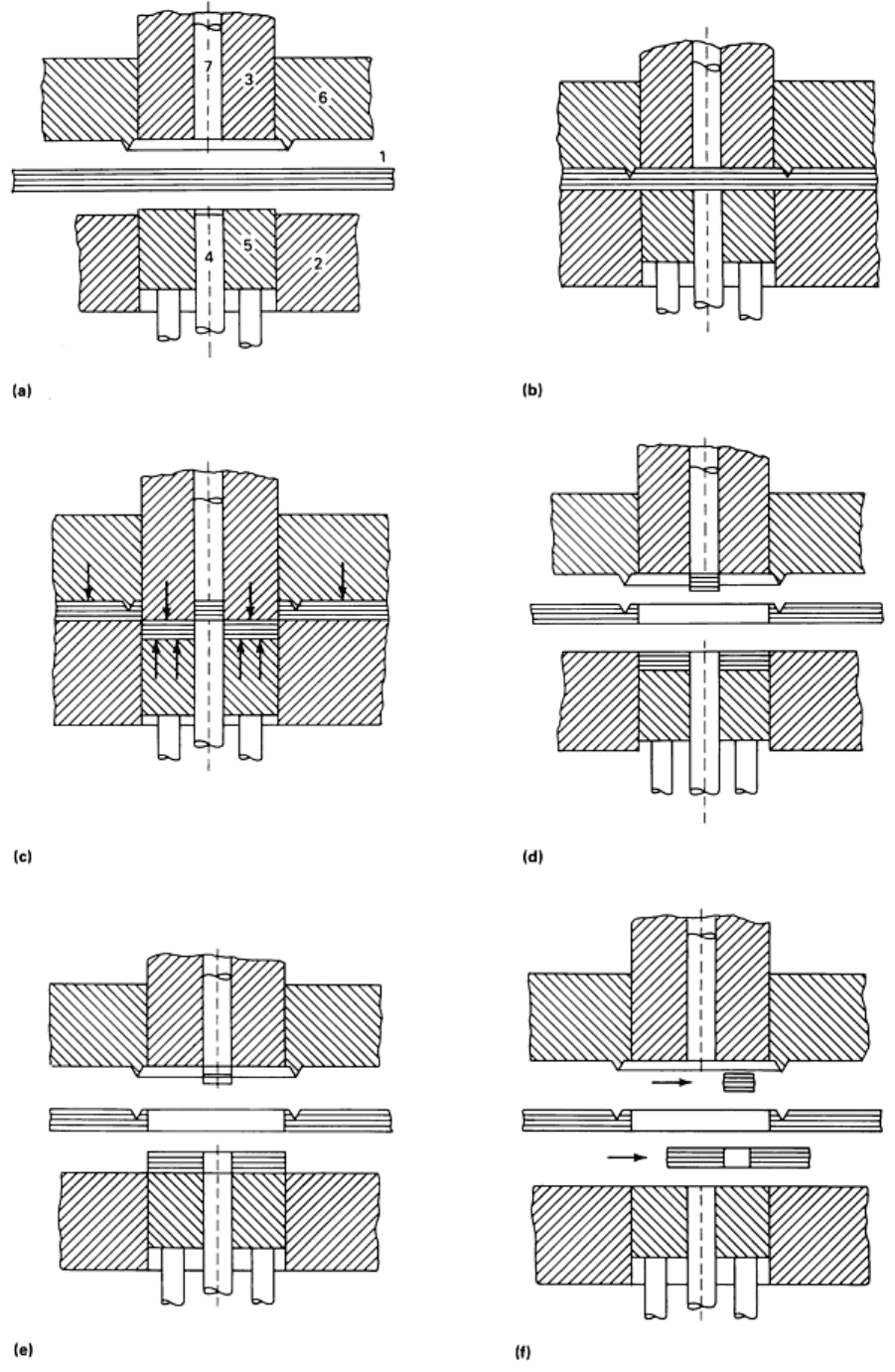
Fig. 2 The fine-edge blanking process. (a) Work material is fed into the die. 1, work material
; 2, die plate; 3,
punch; 4, piercing punch; 5, ejector/counterpunch; 6, impingement ring; 7, slug ejector. (b) The die closes,
and the V-
shaped impingement ring is embedded into the work material. (c) The part is blanked. The
impingement ring maintains pr
essure while blanking pressure and counterpressure are exerted against the part.
(d) Slugs are ejected from the top down. (e) Part is ejected from the bottom up by reversing counterpressure.
(f) Parts and slugs are removed from the die area.
First is the V-shaped impingement ring, which restricts the flow of metal away from the cutting edge and presses the
material to be cut against the punch. Another important difference is the independent control of the three forces acting on
the workpiece (clamping, counterpressure, and blanking) obtained through the use of a triple-action press (see the section
"Presses" in this article).
The very small clearance between punch and die is another difference between fine-edge blanking and conventional
blanking. Combined with correspondingly tighter tolerances on both punch and die and the fact that the punch enters the
die only a slight amount if at all, this feature prevents cracking of the workpiece and results in smooth blanked and
pierced edges.
Fine-Edge Blanking and Piercing
Process Capabilities
Holes with diameters as small as 50% of stock thickness can be pierced in low-carbon steel. In high-carbon steel, the
smallest hole diameter is about 75% of stock thickness. Holes can be spaced as close to each other, or to the edge of the
blank, as 50 to 70% of stock thickness. Total tolerances obtainable are 0.013 mm (0.0005 in.) on hole diameter and for
accuracy of blank outline; 0.025 mm (0.001 in.) on hole location with respect to a datum surface; and 0.025 mm (0.001
in.) on flatness.
No die break shows on the sheared surface of the hole. Blank edges may be rough for a few thousandths of an inch of
thickness on the burr side of the part when the width of the part is about twice the stock thickness or less. Finish on the
sheared edge is governed by the condition of the die edge and the land within the die. Parts fine-edge blanked from
stainless steel will have a surface finish of 0.8 m (32 in.) or better. Smooth edges also are produced on spheroidize-
annealed steel parts. Burr formation increases rapidly during a run, necessitating frequent grinding of the cutting
elements.
Chamfers can be coined around holes and on edges. Forming near the cut edge, or forming offset parts with a bend angle
up to 30°, is possible under restricted conditions.
Metals up to 3.18 mm (0.125 in.) thick having a tensile strength of 586 to 793 MPa (85 to 115 ksi) are easily blanked.
Parts up to 13 mm ( in.) thick can be blanked if press capacity is available. Material thicker than 3.18 mm (0.125 in.),
especially steel having a carbon content of 0.25% or more, requires an impingement ring on the die so that the corners on
the part will not break down. The edges of parts made of 1018 steel work harden as much as 7 to 12 points Rockwell C
during blanking.
In tests on 0.60% C spring steel with a hardness of 37 to 40 HRC, the surface finish on the sheared edges was 0.8 m (32
in.) or better, but punch life was only 6000 pieces.
The cutting speed for fine-edge blanking is 7.6 to 15.2 mm/s (0.3 to 0.6 in./s).
Fine-Edge Blanking and Piercing
Work Materials
Any material suitable for cold forming can be fine-edge blanked, including low- and medium-carbon steels, some alloy
and stainless steels, copper and brass, and aluminum alloys (Table 1).
Table 1 Materials for fine-edge blanking