ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

Material
Condition
Carbon steels
1008-1024
Up to fully hard
1025-1095
Spheroidize annealed
Alloy steels
AISI 4000 series, 8000 series
Spheroidize annealed
Stainless steels
AISI types 301, 302, 303, 304, 316, 430, 416
Fully annealed; shorter tool life than for plain carbon steels
Aluminum alloys
1xxx, 3xxx, 5xxx series
H (strain hardened) temper; O (annealed) temper
6061, 7075
T3 or T4 for thinner gages
Copper alloys
C26000 (cartridge brass, 70%), C26800 (yellow brass, 66%)
Annealed, quarter hard, or half hard
C27400 (yellow brass, 63%)
Fully hard in thin gages
C17xxx (beryllium copper alloys)
Annealed only
Other nonferrous metals and alloys
Monel alloy 400
Annealed
Soft bronzes
Annealed
Silver, gold Excellent results
Carbon and Alloy Steels. The easiest materials to fine-edge blank are low-carbon steels (< 0.25% C). Thin parts,
however, have been fine-edge blanked from plain carbon steels containing up to about 0.95% C. Alloy steels can be fine-
edge blanked only in the fully annealed, spheroidized condition (Table 1).
Stainless Steels. Austenitic stainless steels, such as AISI types 301 to 304 and 316, can be fine-edge blanked in the
fully annealed condition. These materials, as well as the ferritic type 430 and martensitic type 416 (both fully annealed),
have good blanked edges but cause higher tool wear than do plain carbon steels.
Most aluminum alloys, with the exception of alloy 2024, can be fine-edge blanked in the O (annealed) temper.
Wrought alloys of the 1xxx, 3xxx, and 5xxx series can be fine-edge blanked in the H (strain hardened) temper with
excellent results. In thinner gages, alloys 6061 and 7075 can be fine-edge blanked in the T3 or T4 condition.
Copper alloys are easily fine-edge blanked. The most workable alloys, such as alloy C27400 (yellow brass, 63%) can
be fine-edge blanked even in the full hard condition. Other brasses, such as C26000 (cartridge brass, 70%) and C26800
(yellow brass, 66%) can be worked in the annealed, quarter-hard, or half-hard condition. Beryllium-copper alloys can be
fine-edge blanked in the annealed condition, as can pure copper, soft bronzes, Monel alloys, nickel-silvers, and silver and
gold.
Fine-Edge Blanking and Piercing
Blank Design
Limitations on blank size depend on the thickness, tensile strength, and hardness of the work metal and on available press
capacity. For example, perimeters of approximately 635 mm (25 in.) can be blanked in 3.18 mm (0.125 in.) thick low-
carbon steel (1008 or 1010). It is possible to blank smaller parts from low-carbon or medium-carbon steel that is about
12.7 mm ( in.) thick.
Sharp corner and fillet radii should be avoided when possible. A radius of 10 to 20% of stock thickness is preferred,
particularly on parts over 3.18 mm (0.125 in.) thick or those made of alloy steel. External angles should be at least 90°.
The radius should be increased on sharper corners or on hard materials.
Parts with tiny holes or narrow slots to be pierced or with narrow teeth or projections to be blanked may be unsuited to
fine-edge blanking. Hole diameter, slot width, or projection width should be at least 70% of metal thickness for
reasonably efficient blanking, although features as small as 50% of stock thickness have been successfully formed.
These limitations have been exceeded. For instance, a 16 mm ( in.) diam hole was pierced in each end of a 1018 steel
link 25 mm (1 in.) wide and 7.9 mm ( in.) thick. Because the part had a 13 mm ( in.) radius on each end, the wall
thickness was 3.92 mm ( in.). The part was offset 2.54 mm (0.100 in.) in the same die. Holes 3.18 mm (0.125 in.) in
diameter were pierced in a part made of 4 mm (0.156 in.) thick aluminum alloy 5052-H34, leaving a wall thickness of 1.0
mm (0.040 in.). A 1.6 mm (0.062 in.) diam hole was pierced in the same part.
The sheared faces of holes pierced during fine-edge blanking are usually vertical, smooth, and free from die break,
provided the maximum hole dimensions are not more than a few times the stock thickness. As in conventional piercing,
there is a slight radius around the punch side of the hole, but there are no torn edges on the die side of the blank. A rough-
sheared surface on the blank may be caused by too great a punch-to-die clearance, or improper location and height of the
impingement ring for the material being blanked. On parts blanked to a small width-to-thickness ratio, a small, rough
surface may be noticeable, but may not be detrimental.
Fine-Edge Blanking and Piercing
Presses
Triple-action hydraulic presses or combination hydraulic and mechanical presses are used for fine-edge blanking. The
action is similar to that of a double-action press working against a die cushion. An outer slide holds the stock firmly
against the die ring and forces the impingement ring into the metal surrounding the outline of the part. The stock is
stripped from the punch during the upstroke of the inner and outer slides. An inner slide carries the blanking punch. A
lower slide furnishes the counter-action to hold the blank flat and securely against the punch. This slide also ejects the
blank.
The stripping and ejection actions are delayed until after the die has opened at least to twice the stock thickness to prevent
the blank from being forced into the strip or slugs from being forced into the blank. Because loads are high and clearance
between punch and die is extremely small, the clearance between the gibs and press slides must be so close that they are
separated only by an oil film.
Force requirements for fine-edge blanking presses are influenced not only by the work metal and the part dimensions,
but also by the special design of the dies and pressure pads used for fine-edge blanking (Fig. 3). Depending on part size
and shape, an 890 kN (100 tonf) press can blank stock up to 8 mm (0.315 in.) thick; a 2.2 MN (250 tonf) press can blank
stock up to 11.94 mm (0.470 in.) thick; and a 3.6 MN (400 tonf) press can blank stock up to 12.7 mm (0.500 in.) thick.
Fig. 3
Force required for embedding impingement rings of various heights into several different work metals. A,
stainless steel; B, prehardened alloy steel; C, mild steel, half-hard brass, hard copper, 6xxx
aluminum alloys in
the H temper; D, soft copper; series 6000 aluminum alloys, half hard; E, commercially pure aluminum, H
temper
When impingement rings are used on both the pressure pad and the die, the calculation of force is still based only on the
pressure pad impingement ring. The reduced height of impingement rings when used in pairs allows the use of a lower
clamping force, thereby reducing the overall load on the press. This is because the lower impingement ring is pressed into
the workpiece by the reaction force. If coining, embossing, or other forming is done during the blanking, the additional
force required for those operations must be added to the force requirements.
Press Safety. Blanking and piercing are potentially dangerous operations. Information and references on the safe
operation of presses for sheet metal forming is available in the article "Presses and Auxiliary Equipment for Forming of
Sheet Metal" in this Volume.
Fine-Edge Blanking and Piercing
Tools
The design of tools for fine-edge blanking is based on the shape of the part, the method of making the die, the required
load, and the extremely small punch-to-die clearance. The considerable loading and required accuracy dictate that the
press tools be sturdy and well supported to prevent deflection. The small clearance presupposes precise alignment of the
punch and die.
Design. A basic tool consists of three functional components, the die, the punch, and back-pressure components. To
produce high-quality blanks, the punch-to-die clearance must be uniform along the entire profile and must be suitable for
the thickness and strength of the work metal. Clearance varies between 0.005 and 0.01 mm (0.0002 and 0.0004 in.).
The components of a typical tooling setup for fine-edge blanking of a part of simple shape are shown in Fig. 1. The
profile part of the blanking punch is guided by the pressure pad. A round punch is prevented from rotating by a key
fastened to the upper die shoe. The hardened pressure pad is centered by a slightly conical seat in the upper die shoe; this
pad contains the V-shaped impingement ring.
Some diemakers put a small radius on the cutting edge of the die. This causes a slight bell-mouth condition, which
produces a burnishing action as the blank is pushed into the die, improving the edge finish.
If holes are to be pierced in the part, the blanking punch will contain the piercing die. The slug is ejected by ejector pins
or through holes in the punch.
The die is centered in the lower die shoe by a slightly conical seat, as is the upper pressure pad. Both the die and the upper
pressure pad are preloaded to minimize movement caused by compression. The pressure and ejector pad is guided by the
die profile, and is supported by pressure pins and the lower slide. The backup block for the piercing punch also guides the
pressure pins.
The die components are mounted in a precision die set with precision guide pins and bushings. Some designers prefer
pressing the guide pins into the upper shoe.
Materials and Life. Because of the high loads, close tolerances, and small clearances involved in fine-edge blanking,
the die elements are made of high-carbon high-chromium tool steels, such as AISI D2 or D3, or of A2 tool steel heat
treated to about 62 HRC.
Punch and die life vary with tool material and hardness, punch-to-die clearance, type of work metal, and workpiece
dimensional and surface finish requirements.
For most work metals under the usual operating conditions, punch life for fine-edge blanking of 3.2 mm ( in.) thick
stock is 10,000 to 15,000 blanks between regrinds--assuming that the blanks are of simple shape and that punch wear is
such that only 0.05 to 0.13 mm (0.002 to 0.005 in.) of metal must be removed to restore the punch to its original
condition.
The effect of work material on punch and die life can be illustrated by the following data. In one application, after
blanking 33,000 pieces made of 1010 cold rolled steel, 0.23 mm (0.009 in.) was ground from the punch and 0.15 mm
(0.006 in.) was ground from the die. Production rate was 35 pieces per minute. When blanking 8617 and 8620 steel, it
was necessary to grind 0.23 mm (0.009 in.) from the punch after 12,000 pieces and 0.18 mm (0.007 in.) from the die after
23,000 pieces. The production rate was 27 to 30 pieces per minute.
In another instance, 15,000 to 30,000 pieces per punch grind were produced when blanking annealed 1040 and 1050 steel;
25,000 to 50,000 pieces were produced for 1010 steel. Punch life for blanking fine-tooth gears made of annealed high-
carbon steel was 10,000 to 15,000 pieces, and for steel with a hardness of 32 to 34 HRC was 5000 to 15,000 pieces. The
reason for grinding the punch was to remove the small radius on the edge of the punch, which must be kept sharp and flat
to obtain a good edge on the part.
Total die life may be 200,000 to 300,000 blanks per tool. The die is usually sharpened once for each two or three punch
sharpenings. It may be necessary to remove from the die an amount of metal up to half the work metal thickness to restore
the die to its original condition.
In some production applications of blanking simple shapes from 2.5 mm (0.100 in.) thick 1010 steel, life between
regrinds was about 40,000 blanks for punches and about 80,000 blanks for dies, when punch and die wear of 0.13 to 0.18
mm (0.005 to 0.007 in.) was allowable and the surface finish of the cut edge was 1.6 m (63 in.) or better.
Fine-Edge Blanking and Piercing
Lubrication
The work metal must have a film of oil on both sides to lubricate the punch and die during fine-edge blanking. The lack
of a lubricant on either side can reduce punch or die life between sharpenings by as much as 50%. Oils used for
conventional blanking are usually satisfactory. In severe applications, a wax lubricant may be used. More information on
lubricants is available in the article "Selection and Use of Lubricants in Forming of Sheet Metal" in this Volume.
Fine-Edge Blanking and Piercing
Applications
Initially, most applications of fine-edge blanking were in the production of components for instruments, watches, and
office machines. These included levers, gears, fingers, tooth segments, and similar parts.
Fine-edge blanking is now being applied to a wider variety of materials, as well as to thicker stock, in the automotive,
farm equipment, ordnance, machine tool, printing machine, household appliance, and textile machine industries. Gears,
racks, sprockets, and other toothed forms are easily produced and are common applications.
Blanking and Piercing of Electrical Steel Sheet
Introduction
ELECTRICAL STEELS are used for various static and rotating electrical devices. They are magnetically soft materials;
that is, they are not permanent magnets but have properties that make them useful in electrical applications. Most of the
parts produced from electrical steels must be laminated. A lamination consists of flat blanked sheets of a particular shape
that are stacked to a given height and fastened together by riveting, bolting, or welding. Electrical steel sheet is available
in coils or cut-to-length. For most applications, stock thickness ranges from 29 to 24 gage (0.343 to 0.607 mm, or 0.0135
to 0.0239 in.).
The properties and selection of electrical steel sheet are discussed in detail in the article "Magnetically Soft Materials" in
Properties and Selection: Nonferrous Alloys and Special-Purpose Materials, Volume 2 of the ASM Handbook.
Information on the metallography and microstructure of electrical steels and other types of magnetically soft materials is
available in the article "Magnetic and Electrical Materials" in Metallography and Microstructures, Volume 9 of the ASM
Handbook, formerly 9th Edition Metals Handbook.
Blanking and Piercing of Electrical Steel Sheet
Materials
The general category of magnetically soft materials encompasses many types of materials, including iron-nickel, iron-
cobalt, and iron-aluminum alloys; ferrites; and austenitic stainless steels. The discussion in this article, however, will be
limited to the most commonly used magnetically soft materials: low-carbon electrical steels and oriented and nonoriented
silicon electrical steels. Table 1 lists some of the characteristics and applications of these materials.
Table 1 Silicon contents, densities, and some applications of electrical steel sheet
AISI
type
Nominal
Si + Al
content,
%
Assumed
density,
Mg/m
3
Characteristics and applications
Low-carbon steel
. . . 0 7.85
High magnetic saturation; magnetic properties may not be guaranteed; intermittent-duty small
motors
Nonoriented silicon steels
M47
1.05 7.80
Ductile, good stamping properties, good permeability at high inductions; small motors, ballasts,
relays
M45
1.85 7.75
M43
2.35 7.70
Good stamping properties, good permeability at moderate and high inductions, good core loss;
small generators, high-efficiency continuous-duty rotating machines, ac and dc
M36
2.65 7.70
M27
2.80 7.70
Good permeability at low and moderate inductions, low core loss; high reactance cores, generators,
stators of high-efficiency rotating machines
M22
3.20 7.65
M19
3.30 7.65
M15
3.50 7.65
Excellent permeability at low inductions, lowest core loss; small power transformers, high-
efficiency rotating machines
Oriented silicon steels
M6 3.15 7.65
M5 3.15 7.65
M4 3.15 7.65
M3 3.15 7.65
Highly directional magnetic properties with lowest core loss and highest permeability when flux
path is parallel to rolling direction; heavier thicknesses used in power transformers, thinner
thicknesses generally used in distribution transformers. Energy savings improve with lower core
loss.
High-permeability oriented steel
. . . 2.9-3.15 7.65 Low core loss at high operating inductions
Low-Carbon Steels. For many applications that require less than superior magnetic properties, low-carbon steels (AISI
1010, for example) are used. Higher-than-normal phosphorus and manganese contents are often used to increase electrical
resistivity. Such steels are not purchased to magnetic specifications. Although low-carbon steels exhibit power losses
higher than those of silicon steels, they have better permeability at high flux density. This combination of magnetic
properties, coupled with low price and excellent formability, makes low-carbon steels especially suitable for applications
such as fractional-horsepower motors, which are used intermittently.
Nonoriented Silicon Steels. Except for saturation induction, the magnetic properties of iron containing a small
amount of silicon are better than those of pure iron. Few commercial steels contain more than 3.5% Si because the steel
becomes brittle and difficult to cold roll at silicon levels above 4%.
The commercial grades of silicon steel in common use (0.5 to 3.5% Si) are made primarily in electric or basic-oxygen
furnaces. Nonoriented grades are melted with careful control of impurities; better grades have sulfur contents of about
0.01% or less. Continuous casting and vacuum degassing can be used. After hot rolling, the hot bands are annealed,
pickled, and cold rolled to final thickness as continuous coils.
Semiprocessed grades of strip are not sufficiently decarburized for electrical use; therefore, decarburization and annealing
to develop potential magnetic quality must be done by the user. This procedure is practical for small laminations
accessible to the annealing atmosphere. Fully processed grades are strand annealed in moist hydrogen at about 825 °C
(1520 °F) to remove carbon. The final annealing operation is very important and is carried out at a higher temperature (up
to 1100 °C, or 2000 °F, for continuous strip) to cause grain growth and the development of magnetic properties. Use of a
protective atmosphere is vital. The steel often is coated with organic or inorganic materials after annealing to reduce eddy
currents in lamination stacks.
Most finished nonoriented silicon steel is sold in full-width coils (860 to 1220 mm, or 34 to 48 in.) or slit-width coils, but
some is sold as sheared sheets. All coils are sampled and tested according to ASTM A 343 and graded as to quality.
Oriented Silicon Steels. Grain size is as important in silicon steel as in iron with regard to core losses and low-flux-
density permeability. For high-flux-density permeability, however, crystallographic orientation is the deciding factor.
Like iron, silicon steels are more easily magnetized in the direction of the cube edge: <100>. For special compositions,
rolling and heat-treating techniques are used to promote secondary recrystallization in the final anneal at about 1175 °C
(2150 °F) or higher, which results in a well-developed texture with the cube edge parallel to the rolling direction {110}
<001>. Conventional oriented grades contain about 3.15% Si.
About 1970, improved {110} <001> texture was developed in silicon steel through the modification of composition and
processing. The high-permeability material usually contains about 2.9 to 3.2% Si. Conventional oriented 3.15% Si steel
has grains about 3 mm (0.12 in.) in diameter. The high-permeability silicon steel tends to have grains about 8 mm (0.31
in.) in diameter. Ideally, grain diameter should be less than 3 mm (0.12 in.) to minimize excess eddy-current effects from
domain-wall motion. Special coatings provide electrical insulation and induced tensile stresses in the steel substrate.
These induced stresses lower core loss and minimize noise in transformers.
Size and Shape. Flat laminations of a wide variety of shapes and sizes are blanked and pierced from electrical sheet.
However, most are shaped like those shown in Fig. 1. Laminations similar to those shown in Fig. 1(a) can range in
diameter from less than 25 mm to 1.3 m (1 to 50 in.) or more, and laminations similar to those shown in Fig. 1(b) can
range in length from less than 25 to 305 mm (1 to 12 in.) or more.
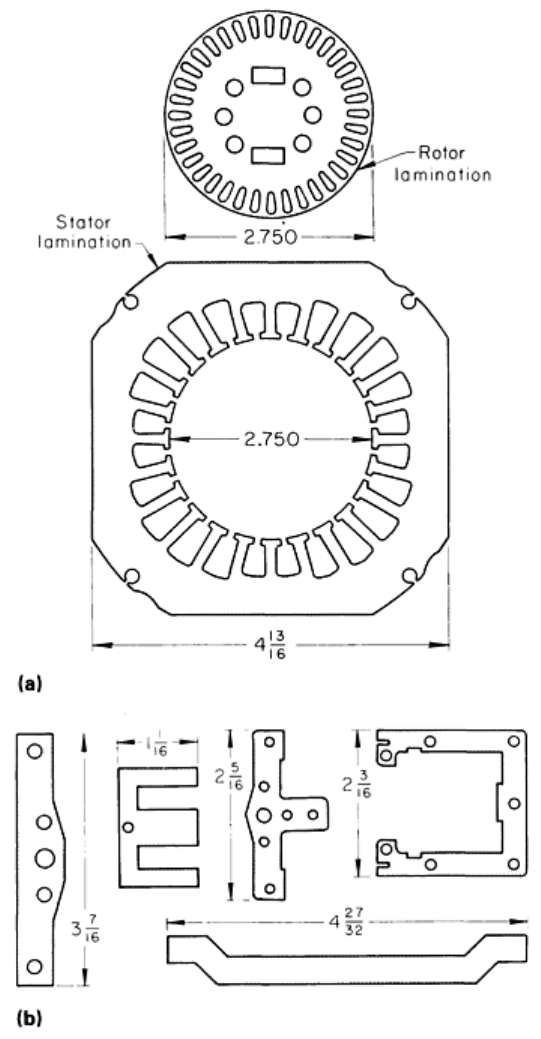
Fig. 1
Typical laminations blanked and pierced from electrical sheet. (a) Laminations for rotating electrical
machinery are blanked and pierced in single-station dies (Fig. 3) or progressive dies (Fig. 4
). Slots can also be
ma
de in precut blanks, one at a time, with notching dies. (b) Typical laminations blanked and pierced from
electrical sheet for application in units other than rotating machines. Dimensions given in inches.
Punchability. Materials used for electrical sheet can be classified in the following order with respect to decreasing ease
of blanking, piercing, and notching:
• Conventional flat-rolled low-carbon steels such as 1008
• Nonoriented silicon steels
• Oriented silicon steels

To a large extent, applications also follow the above classification (Table 1). Each group has certain distinct
characteristics that affect punchability. In addition, differences in composition and hardness within any specific group
cause considerable variation in punchability (see the section "Effect of Work Metal Composition and Condition" in this
article).
Blanking and Piercing of Electrical Steel Sheet
Presses
A general-purpose punch press in good mechanical condition is acceptable for stamping laminations, but large-volume
production of laminations by progressive-die methods requires the use of high-productivity presses (see the article
"Presses and Auxiliary Equipment for Forming of Sheet Metal" in this Volume). Most high-productivity presses have
heavy bed and crown members to minimize deflection and vibration. Bed deflection for lamination presses should be no
more than 0.006 mm/mm (0.006 in./in.) of bed length (measured left-to-right between uprights), with a load equal to the
rated capacity of the machine distributed over two-thirds of the bed area between tie rod centers. Deflection of the slide
should not exceed 0.006 mm/mm (0.006 in./in.) of the length between the pitman centers, with rated load evenly
distributed between those centers. Bending deflection and shear deflection are both considered in these standards. Double-
crank presses with two or four points of suspension are preferred for progressive-die applications because of their better
resistance to off-center die loads. Parallelism of the bed and slide should be 0.012 mm/mm (0.012 in./in.) of bed
dimensions, both left-to-right and front-to-back.
Presses designed for producing laminations have heavy connections, large diameters of the mainshaft and connection
bearings, close gib clearances, and thick bolsters. Because of the close gib fits (needed for accurate vertical motion),
recirculating oil systems must be used to provide forced-feed lubrication of bearings and slides.
The fact that a die was built with uniform punch-to-die clearance at all cutting edges does not necessarily mean that the
clearance is uniform at the instant the punch begins to enter the work metal. The act of applying the load to the work
metal can cause lateral deflections in the die and press, which can change the clearances. To minimize these undesirable
deflections, the mechanical condition of the press and die must be maintained at a high level. The total force capacity
exerted at each stroke must be in proper relation to the force capacity of the press and to the type of press frame (some
types of press frames will deflect laterally more than others). Close-fitting gibs and bearings are essential in minimizing
lateral deflection. The die should be built with large guideposts and close-fitting bushings.
A preventive maintenance program must be established to ensure that all presses are kept in top condition. Special
attention should be given to bearing clearances, the condition of the counterbalance springs or cylinders, and the
parallelism of the slide.
Blanking and Piercing of Electrical Steel Sheet
Auxiliary Equipment
When producing motor laminations in individual dies for each operation with upright or inclined presses, blanks can be
loaded and unloaded manually. However, when individual dies are used for the simultaneous production of stator and
rotor laminations, feeding and stacking equipment is necessary for optimal efficiency. The use of an inclined press is
preferred because gravity assists in loading the die and removing the laminations. When progressive dies are used,
automatic feeding and scrap-cutting equipment is required.
Stock reels, cradles, and straighteners are required when coil stock is used. Several types and sizes are available
(see the article "Presses and Auxiliary Equipment for Forming of Sheet Metal" in this Volume).
Feed Mechanisms. In progressive-die operations, the common types of feed mechanisms, for example single-roll or
double-roll, hitch, grip, and slide, are used to feed strip or coil. Cam feed, which has a fixed feed length, is widely used
for large-volume production. This method is accurate at high speeds because it eliminates the slippage that usually occurs
in the overriding clutch-and-brake mechanisms of roll feeds.
Magazine feeds have a mechanism that ejects the blank from the bottom of a stack into the die or onto a magnetic belt or
a chain feed. In inclined presses, the blank may slide by gravity into the die nest after leaving the magazine.
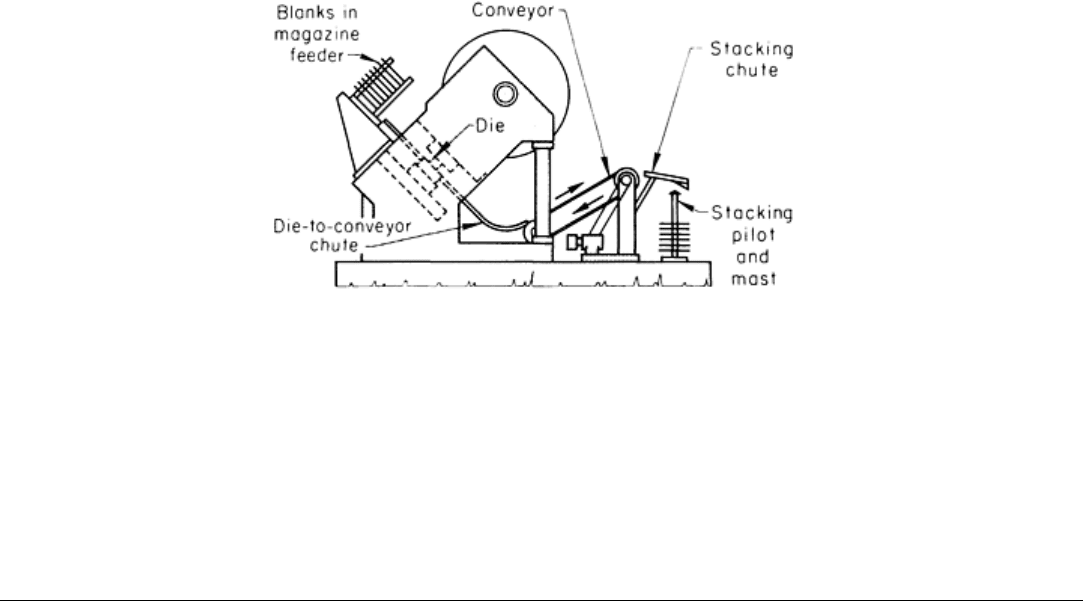
Stacking. Figure 2 shows a method that can be used for stacking laminations when each operation is done in an
individual die. Blanks are fed to the press (inclined 35 to 45° to the rear) from a magazine feeder. Laminations drop from
the press into a chute, where they are picked up by a driven elevating belt that conveys them to the stacking chute, from
which they fall onto a stacking mast. Stacking masts are usually 380 to 915 mm (15 to 36 in.) high. The tops of the masts
are either threaded or have tapped holes so that they can be picked up by handling machines and moved to subsequent
operations. The bases of the stacking masts are large or weighted to prevent the masts from tipping or falling when being
loaded or moved to the assembly floor.
Fig. 2 Meth
od for stacking laminations stamped in
individual dies.
Scrap disposal is a major consideration in producing laminations. The removal of scrap from a trimming operation or
the removal of slugs from piercing holes and slots requires consideration during die design. Scrap is discharged through
holes in the die shoe onto chutes. The chutes convey the scrap into containers or into automatic scrap-conveying systems
below the floor. When the die is in the upper shoe, a mechanically operated pan can be used to catch the slugs on the
upstroke. The slugs are then ejected into a container on the downstroke.
Blanking and Piercing of Electrical Steel Sheet
Dies
Single-station and progressive dies are both used for making laminations.
Single-Station Dies. Each single-station die performs one operation, and a set of dies for a lamination can be mounted
in one press or in different presses. Simple laminations such as those shown in Fig. 1(b) are usually produced in one
operation. More complex parts may require several operations. Figure 3 shows a typical sequence for the production of
stator and rotor laminations in four operations.