ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

Paper, gaskets, and similar soft materials 4140
(i)
4140
(i)
A2 A2
D2, CPM
10V
Plastic sheet, not reinforced 4140
(i)
4140
(h)
,
A2
A2 D2, CPM 10V
Carbide
Plastic sheet, reinforced A2
(e)
A2
(e)
D2
(e)
D2
(e)
, CPM 10V
Carbide
Part 3 and similar 75 mm (3 in.) parts
Aluminum, copper, and magnesium alloys O1, A2 O1, A2 O1, A2 A2, D2, CPM
10V
Carbide
Carbon and alloy steel, up to 0.70% C, and ferritic stainless
steel
O1, A2 O1, A2 O1, A2 A2, D2, CPM
10V
Carbide
Stainless steel, austenitic, all tempers A2 A2, D2 A2, D2 D2, D4, CPM
10V
Carbide
Spring steel, hardened, 52 HRC max A2 A2, D2 D2, D4 D2, D4, CPM
10V
Carbide
Electrical sheet, transformer grade, 0.64 mm (0.025 in.) A2 A2, D2 D2, D4 D2, D4, CPM
10V
Carbide
Paper, gaskets, and other soft materials W1
(b)
W1
(b)
W1
(j)
, A2 W1
(j)
, A2
D2, CPM
10V
Plastic sheet, not reinforced O1 O1 A2 A2, D2, CPM
10V
Carbide
Plastic sheet, reinforced O1
(k)
A2
(f)
A2
(f)
D2
(f)
, CPM 10V
Carbide
Part 4 and similar 305 mm (12 in.) parts
Aluminum, copper, and magnesium alloys A2 A2 A2, D2 A2, D2, CPM
10V
Carbide
Carbon and alloy steel, up to 0.70% C, and ferritic stainless
steel
A2 A2 A2, D2 A2, D2, CPM
10V
Carbide
Stainless steel, austenitic, up to quarter hard A2 A2 A2, D2 D2, D4, CPM
10V
Carbide
Stainless steel, austenitic, over quarter hard A2 D2 D2 D2, D4, CPM
10V
Carbide
Spring steel, hardened, 52 HRC max A2 A2, D2 D2 D2, D4, CPM
10V
Carbide
Electrical sheet, transformer grade, 0.64 mm (0.025 in.) A2 A2, D2 D2 D2, D4, CPM
10V
Carbide
Paper, gaskets, and other soft materials W1
(b)
W1
(b)
W1
(l)
W1, A2
D2, CPM
10V
Plastic sheet, not reinforced A2 A2 A2 A2, D2, CPM
10V
Carbide
Plastic sheet, reinforced A2
(f)
A2
(f)
D2
(f)
D2
(f)
, CPM 10V
Carbide
Note: Although carbide is recommended in this table only for 10 million pieces, it should usually be considered also for runs of 1-10
million pieces.
(a)
Zn refers to a die made of zinc alloy plate and a punch of hardened tool steel.
(b)
For punching up to 10,000 parts, the W1 punch and die would be left soft and the punch peened to compensate for wear if necessary.
(c)
For punching 10,000-1,000,000 pieces, the W1 punch can be soft so that it can be peened to compensate for wear, or it can be hardened and
ground to size.
(d)
Of the two alternatives listed, A2 tool steel is preferred if compound tooling is to be used for quantities of 10,000-1,000,000.
(e)
This O1 punch may have to be cyanided 0.1 to 0.2 mm (0.044 to 0.008 in.) deep to make even 1000 pieces.
(f)
For the application indicated, the punch and die should be gas nitrided 12 h at 540-565 °C (1000-1050 °F).
(g)
Soft.
(h)
Working edges are flame hardened in this application.
(i)
May be soft or flame hardened.
(j)
For punching 10,000-1,000,000 pieces, the punch would be W1, left soft so that it can be peened to compensate for wear, and the die would be
O1, hardened.
(k)
Cyaniding of the punch is advisable, even for 1000 pieces.
(l)
For punching 10,000-1,000,000 pieces, the W1 die would be hardened and the W1 punch would be soft, so that it can be peened to compensate
for wear.
Table 2 Typical punch and die materials for shaving 1.3 mm (0.050 in.) sheet
Tool material for production quantity of:
Work material
1000
10,000
100,000
1,000,000
Aluminum, copper, and magnesium alloys O1
(a)
A2 A2
D4
(b)
, CPM 10V
Carbon and alloy steel, up to 0.30% C, and ferritic stainless steel A2 A2 D2
D4
(b)
, CPM 10V
Carbon and alloy steel, 0.30-0.70% C A2 D2 D2
D4
(b)
, CPM 10V
Stainless steel, austenitic, up to quarter hard A2 D2 D4
(b)
D4
(b)
, CPM 10V
Stainless steel, austenitic, over quarter hard, and spring steel hardened to 52 HRC A2 D2 D4
(b)
M2
(b)
, CPM
(a)
Type O2 is preferred for dies that must be made by broaching.
(b)
On frail or intricate sections, D2 should be used in preference to D4 or M2. Carbide shaving punches may also be practical for this quantity.
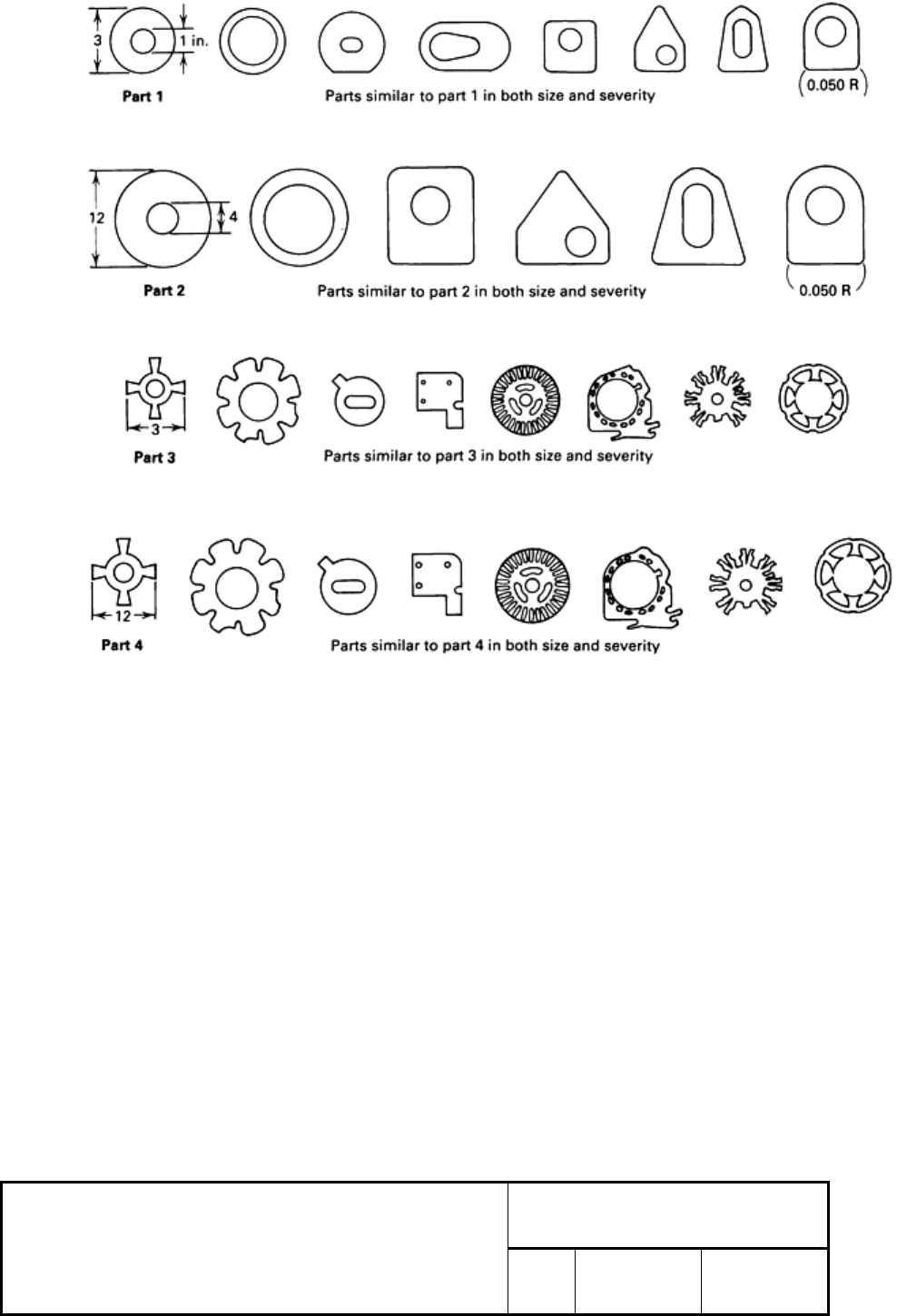
Fig. 2
Typical parts of varying severity that are commonly produced by blanking and piercing. Parts 1 and 2 are
relatively simple parts that require dies similar to those illustrated in Fig. 1
. Parts 3 and 4 are more complex,
requiring notching and the use of compound or progressive dies. Dimensions given in inches
Tables 1 and 2 can be used to select punch and die materials for parts made of sheet that is thicker or thinner than the 1.3
mm (0.050 in.) used for the parts illustrated in Fig. 2. For thicker sheet, the punch and die material recommended for the
next greater production quantity should be used instead of the material recommended for the production quantity that will
actually be made (in Tables 1 and 2, the column to the right of the production quantity that will actually be made). For
thinner sheet, the punch and die material recommended for the next lower production quantity should be used instead of
the material recommended for the production quantity that will actually be made (in Tables 1 and 2, the column to the left
of the production quantity that will actually be made).
Table 3 lists typical materials for perforator punches used on several different work materials. The usual limiting
slenderness ratio (punch diameter to sheet thickness) for piercing aluminum, brass, and steel is 2.5:1 for unguided
punches and 1:1 for guided punches. For piercing spring steel and stainless steel, this ratio ranges from 3:1 to 1.5:1 for
unguided punches and from 1:1 to 0.5:1 for accurately guided punches. Typical hardnesses for these perforator punches
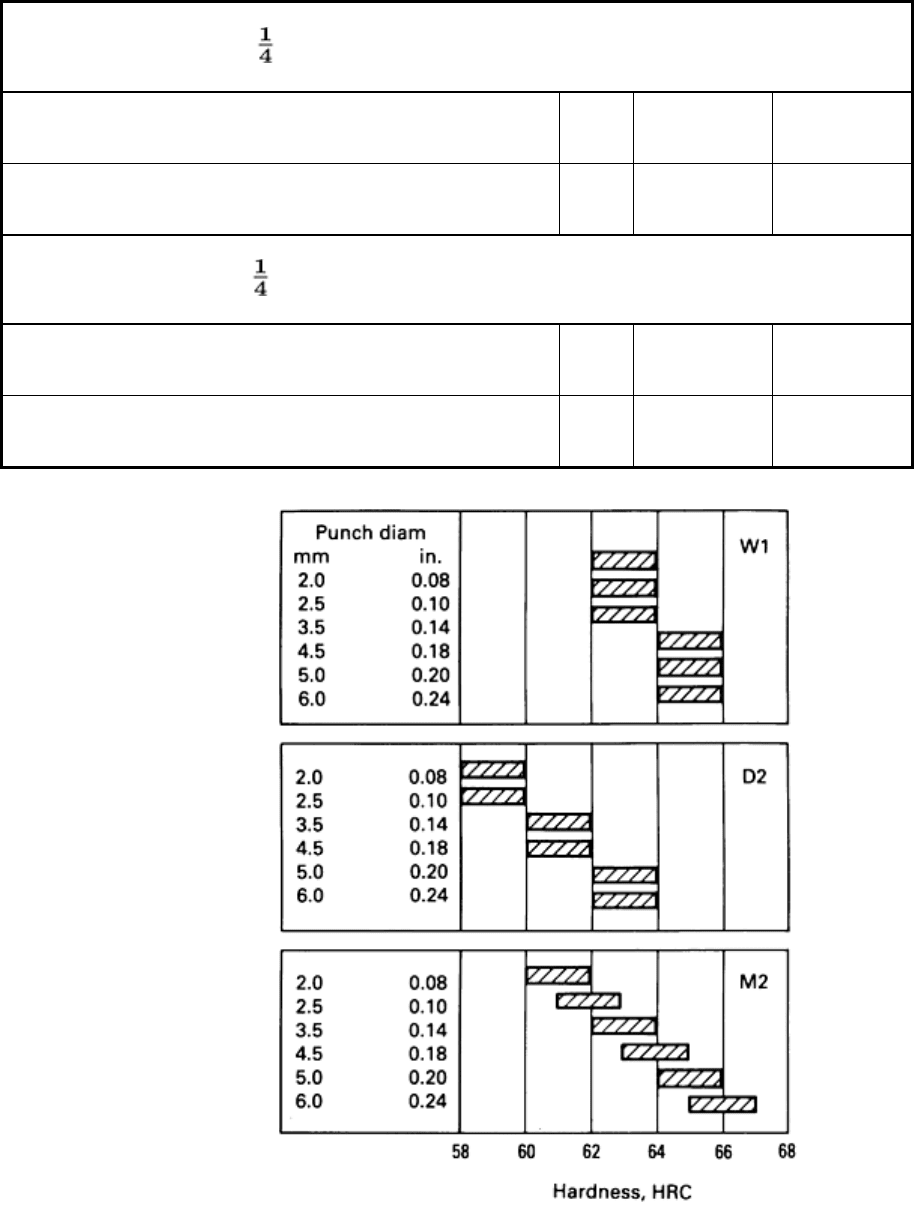
are given in Fig. 3.
Table 3 Typical materials for perforator punches
Punch material for production quantity of:
Work material
10,000
100,000
1,000,000
Punch diameters up to 6.4 mm ( in.)
Aluminum, brass, carbon steel, paper, and plastics M2 M2, CPM 10V
M2, CPM 10V
Spring steel, stainless steel, electrical sheet, and reinforced plastics M2 M2, CPM 10V
M2, CPM 10V
Punch diameters over 6.4 mm ( in.)
Aluminum, brass, carbon steel, paper, and plastics W1 W1
D2, CPM 10V
Spring steel, stainless steel, electrical sheet, and reinforced plastics
M2 M2, CPM 10V
M2, CPM 10V
Fig. 3 Typical hardnesses for tool steel perforator punches. Regardless of material, punches sh
ould be
tempered back to 56 to 60 HRC if they are to be subjected to heavy shock or used to pierce thick material.
Table 4 lists typical materials for perforator bushings of all three types (punch holder, guide or stripper, and perforator or
die). These recommendations are particularly applicable to precision bushings--for example, where the outside diameter is
ground to a tolerance of -0, +0.008 mm (-0, +0.0003 in.) and is concentric with the inside diameter within 0.005 mm
(0.0002 in.) total indicator reading. The hardness of W1 bushings should be 62 to 64 HRC, and that of D2 bushings, 61 to
63 HRC.
Table 4 Typical materials for perforator bushings
Bushing material for production quantity of:
Work material
10,000 100,000
1,000,000
Aluminum, brass, carbon steel, paper, and plastics W1
(a)
W1
(a)
D2
(a)
When bushings are of a shape that cannot be ground after hardening, an oil- or air-
hardening steel is recommended to minimize
distortion.
Die plates and die parts that hold inserts are usually made of gray iron, alloy steel, or tool steel. For stamping thick
sheet or hard materials, either class 50 gray iron or 4140 steel heat treated to a hardness of 30 to 40 HRC should be used.
For long-run die plates for stamping thick or hard materials, steels such as 4340 and H11 are preferred when inserts are
pressed into the die plates, and 4340 is nearly always used when inserts are screwed in. Die plates for stamping thin or
soft sheet can be made of class 25 or class 30 gray iron or carbon steel.
Secondary Tooling. Punch holders and die shoes for carbide dies are made of high-strength gray iron or low-carbon
steel plate. Yokes for retaining carbide sections are usually made of O1 tool steel hardened to 55 to 60 HRC. Backup
plates for carbide tools are preferably made of O1 hardened to 48 to 52 HRC. Strippers can usually be made of low- or
medium-carbon steel (1020 or 1035) plate. Where a hardened plate is used for medium-production work, 4140 flame
hardened, W1 conventionally hardened, or W1 cyanided and oil quenched are often preferred. Hardened strippers for
carbide dies and high-production D2, D4, or CPM 10V dies are made of O1 or A2, hardened to 50 to 54 HRC.
Custom-made hardened guides and locator pins are usually made of W1 or W2 for most medium- or long-run dies or of
alloy steels such as 4140 for low-cost short-run dies. Commercial guide pins are often made of SAE 1117 and then
carburized, hardened, and finished to a surface roughness of 0.4 μm (16 μin.) rms.
Selection of Material for Blanking and Piercing Dies
Applications of Specific Materials
Rolled zinc alloy tooling plate is available in the form of 6.4 mm ( in.) plate from the principal suppliers of zinc-base
die-casting alloys. Dies of this material are sheared in with a flame-hardened O1 punch, and strippers of 9.5 mm ( in.)
sheet cork are invariably used with them.
Tools of hot-rolled low-carbon steel plate (0.10 to 0.20% C) can be used for short runs of small parts if these tools have
been surface hardened, either by carburizing to a depth of 0.25 to 0.50 mm (0.010 to 0.020 in.) or by cyaniding to a depth
of 0.1 to 0.2 mm (0.004 to 0.008 in.). Because of distortion in heat treatment, use of this material is limited to the
blanking of small, symmetrical shapes.
For the long-run blanking of soft materials, various sizes of aircraft-quality 4140 steel plate have been used. In this
application, 4140 is normally flame hardened to about 50 HRC. Flame hardening the working edge of a large die has an
advantage over through hardening in that very little warping or change of size occurs. However, tools with inside or
outside corners may have soft spots after flame hardening and, if so, will perform poorly.
The tool steels in Table 1 are assumed to have been hardened and tempered by conventional methods to their maximum
usable hardness (58 to 61 HRC. In addition to these tool steels, type O6 has given satisfactory service in multiple-stage
progressive dies, and type A10, because of its low austenitizing temperature, high dimensional accuracy, and good
dimensional stability, is often used to make large dies for stamping laminations.
In some applications, M2 high-speed steel tools may produce smaller burrs than D2 tools (for equal numbers of parts). In
addition, steel-bonded carbides and high-vanadium-carbide powder metallurgy tool materials such as CPM 10V should be
considered for critical applications. Steel-bonded carbides belong to the cemented carbide family and are also produced
by the powder metallurgy process, but differ from cemented carbides in that they have variable physical properties
(specifically hardness) obtained by heat treatment of their matrices. Crucible particle metallurgy tool steels and their
applications are described in the article "Particle Metallurgy Tool Steels" in Powder Metal Technologies and
Applications, Volume 7 of the ASM Handbook.
Cemented tungsten-carbide tooling should be considered where production life must be four or more times that possible
with D4 tool steel. Partial or complete carbide inserts in tool steel dies may be considered for lower quantities, especially
where close tolerances and minimum burr height are desired or where tool life between resharpenings needs to be
extended. However, brazed inserts are hazardous, and the cost of dovetailed or mechanically held inserts approaches that
of complete carbide dies.
Composition and hardness of carbides frequently used in blanking and piercing dies are as follows:
Composition, %
W C Co
Hardness,
HRA
75.1
4.9
20.0
86
78.9
5.1
16.0
86
81.7
5.3
13.0
88
The first material listed above should be used where shock is appreciable. The second material combines toughness and
wear resistance and is preferred for heavy-duty service, such as the piercing of silicon steel. Where close tolerances must
be held in piercing silicon steel laminations, the third material is useful. The fourth material is best for guides and guide
rolls and for applications involving very light shock. The data in Fig. 4 show that the difference in wear life between two
different tool steels at the same hardness is negligible compared with the difference between the average life of
conventional tool steel dies and the life of a carbide die or a CPM 10V die.
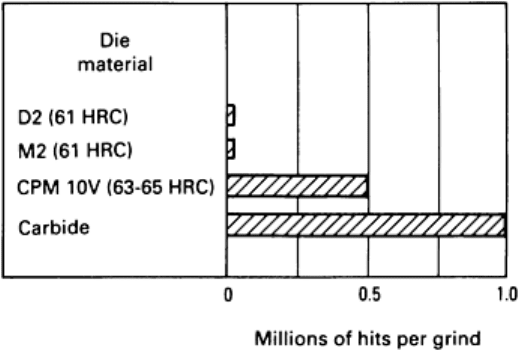
Fig. 4
Relative service lives of three steel dies and one carbide die. Die life was obtained under the same
operating conditions; that is, the blanking of 3.25% Si electrical steel sheet 0.36 mm (0.014 in.) thick. Dies
were reground when they had worn sufficiently to produce a burr 0.13 mm (0.005 in.) high.

Presses and Auxiliary Equipment for Forming of Sheet Metal
Introduction
THE PRESSES described in this article are mechanically or hydraulically powered machines used for producing parts
from sheet metal. Forging equipment is described in the article "Hammers and Presses for Forging" in this Volume.
Power presses can be classified according to the following characteristics: source of power, type of frame, method of
actuation of slides, and number of slides in action. Presses in any of these classes are available in a range of capacities
(tonnage or bed area), although the range is not necessarily the same for all types of presses. Characteristics of 18 types of
presses are summarized in Table 1.
Table 1 Characteristics of 18 types of presses
Frame type Frame position Action Actuation method Type of
press
Open-
back
Gap
Straight-
side
Arch
Pillar
Solid
Tie
rod
Vertical
Horizontal
Inclinable
Inclined
Single
Double
Triple
Crank
Front-
to-
back
crank
Eccentric
Toggle
Screw
Cam
Bench X X . . . . . . . . . X . . . X . . . X X X . . . . . . X . . . X . . . X
. . .
Open-back
inclinable
X X . . . . . . . . . X . . . X . . . X . . . X X . . . X . . . X . . . . . .
X
Gap frame X X . . . . . . . . . X X X X X X X X . . . X X X X . . .
. . .
Adjustable-
bed horn
. . . X . . . . . . . . . X . . . X . . . . . . . . . X . . . . . . X . . . X . . . . . .
. . .
End wheel . . . X . . . . . . . . . X . . . X . . . . . . . . . X . . . . . . . . . X X . . . . . .
. . .
Arch frame
. . . . . . X X . . . X . . . X . . . . . . X X . . . . . . X . . . . . . . . . . . .
. . .
Straight-
side
. . . . . . X X . . . X X X X . . . X X X X X X X . . . . . .
. . .
Reducing X X X . . . . . . X X X X . . . . . . X . . . . . . X . . . . . . . . . . . .
. . .
Knuckle
lever
. . . . . . X . . . . . . X X X . . . . . . X X X . . . . . . . . . . . . X . . .
. . .
Toggle
draw
. . . . . . X . . . . . . X X X . . . . . . . . . . . . X X X . . . X X . . .
. . .