ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

Cam-
drawing
X X X . . . . . . X X X . . . X . . . . . . X . . . X . . . . . . . . . . . .
X
Two-point
single-
action
. . . X X . . . . . . X X X . . . . . . X X . . . . . . X . . . X . . . . . .
. . .
High-
production
. . . . . . X . . . . . . X X X . . . . . . X X . . . . . . X . . . X . . . . . .
. . .
Dieing
machine
. . . . . . . . . . . . X . . . . . . X . . . . . . . . . X . . . . . . X . . . . . . . . . . . .
. . .
Transfer . . . X X . . . . . . X X X . . . . . . . . . X . . . . . . X X X X . . .
. . .
Flat-edge
trimming
. . . . . . . . . X . . . X . . . X . . . . . . . . . . . . X . . . . . . . . . . . . . . . . . .
X
Hydraulic . . . X X . . . X . . . X X X X . . . X X X . . . . . . . . . . . . . . .
. . .
Press brake
X X . . . . . . . . . X . . . X . . . . . . . . . X . . . . . . X . . . . . . . . . . . .
. . .
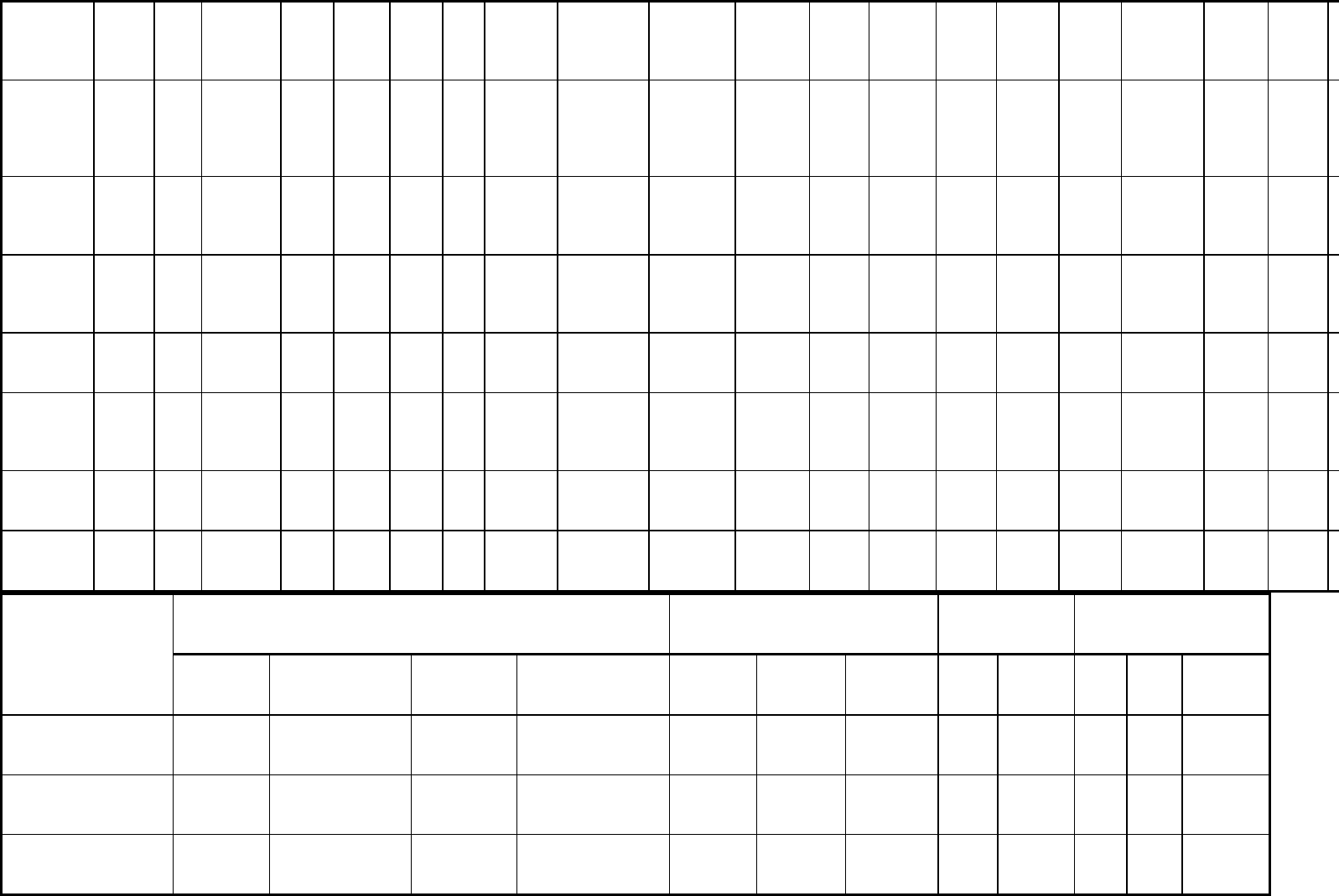
Type of drive Suspension Ram
Bed
Over direct
Geared, overdrive
Under direct
Geared, underdrive
One-point
Two-point
Four-point
Single
Multiple
Solid
Open
Adjustable
Bench X . . . . . . . . . X . . . . . . X . . . X X
X
Open-back inclinable X X . . . . . . X X . . . X X . . . X
. . .
Gap frame X X . . . . . . X X X X X X X
. . .
Adjustable-bed horn X X . . . . . . X X . . . X . . . X X
X
End wheel X X . . . . . . X . . . . . . X . . . X X
. . .
Arch frame X X . . . . . . X . . . . . . X . . . . . . X
. . .
Straight-side X X X X X X X X X X X
. . .
Reducing X X . . . . . . X . . . . . . X . . . . . . X
. . .
Knuckle lever X X . . . . . . X X . . . X X X X
. . .
Toggle draw . . . X . . . X X X X . . . X . . . X
. . .
Cam-drawing X X . . . . . . X . . . . . . . . . X . . . X
. . .
Two-point single-action
. . . X . . . X . . . X . . . X . . . X X
. . .
High-production X X . . . . . . X X . . . X . . . . . . X
. . .
Dieing machine X . . . X . . . X X . . . X . . . . . . X
. . .
Transfer X X . . . . . . . . . X . . . X . . . . . . X
. . .
Flat-edge trimming . . . X . . . . . . X . . . . . . X . . . . . . . . .
. . .
Hydraulic . . . . . . . . . . . . X X . . . X X X X
X

Press brake . . . X . . . . . . . . . X X X . . . X . . . . . .
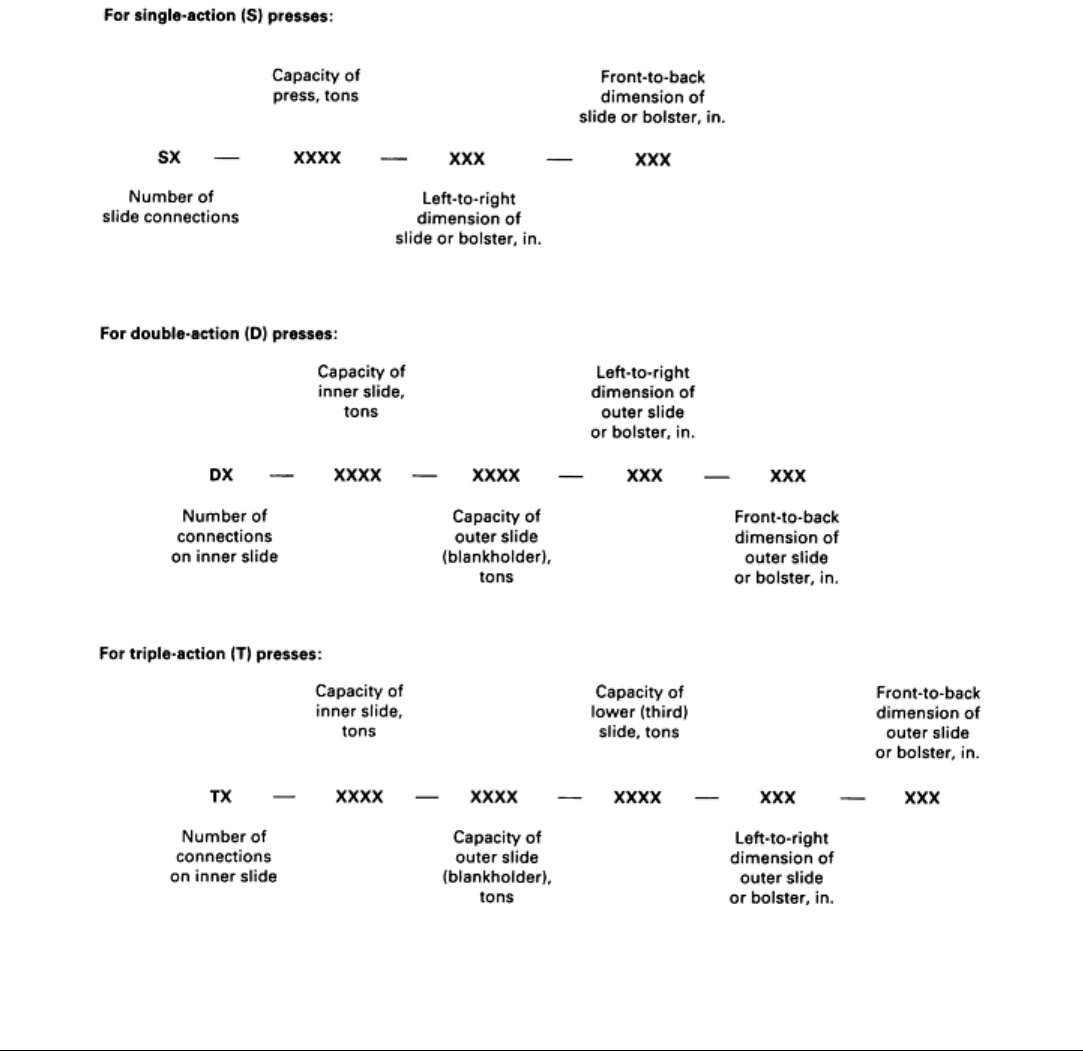
The Joint Industry Conference (JIC), a committee of press builders and large-press users formed some years ago,
set guidelines for uniformity with respect to nomenclature, bed and ram sizes, force ranges, and symbols for presses.
Although JIC is no longer in existence, most press builders adhere to the standards either completely or in part. Under the
JIC press classification system with respect to the number of slides, the first letter in the designation is S for single-action,
D for double-action, and T for triple-action presses. Other designations used for visible identification of presses suggested
under the JIC classification system are given in Fig. 1. Most press builders place these markings in a prominent position
on the fronts of the presses.
Fig. 1 Designations used for press identification under the JIC classification system.
Presses and Auxiliary Equipment for Forming of Sheet Metal
Source of Power
Power presses for sheet metal forming can be driven either hydraulically or mechanically. The performance
characteristics and other operational features of hydraulic and mechanical presses are compared in Table 2.
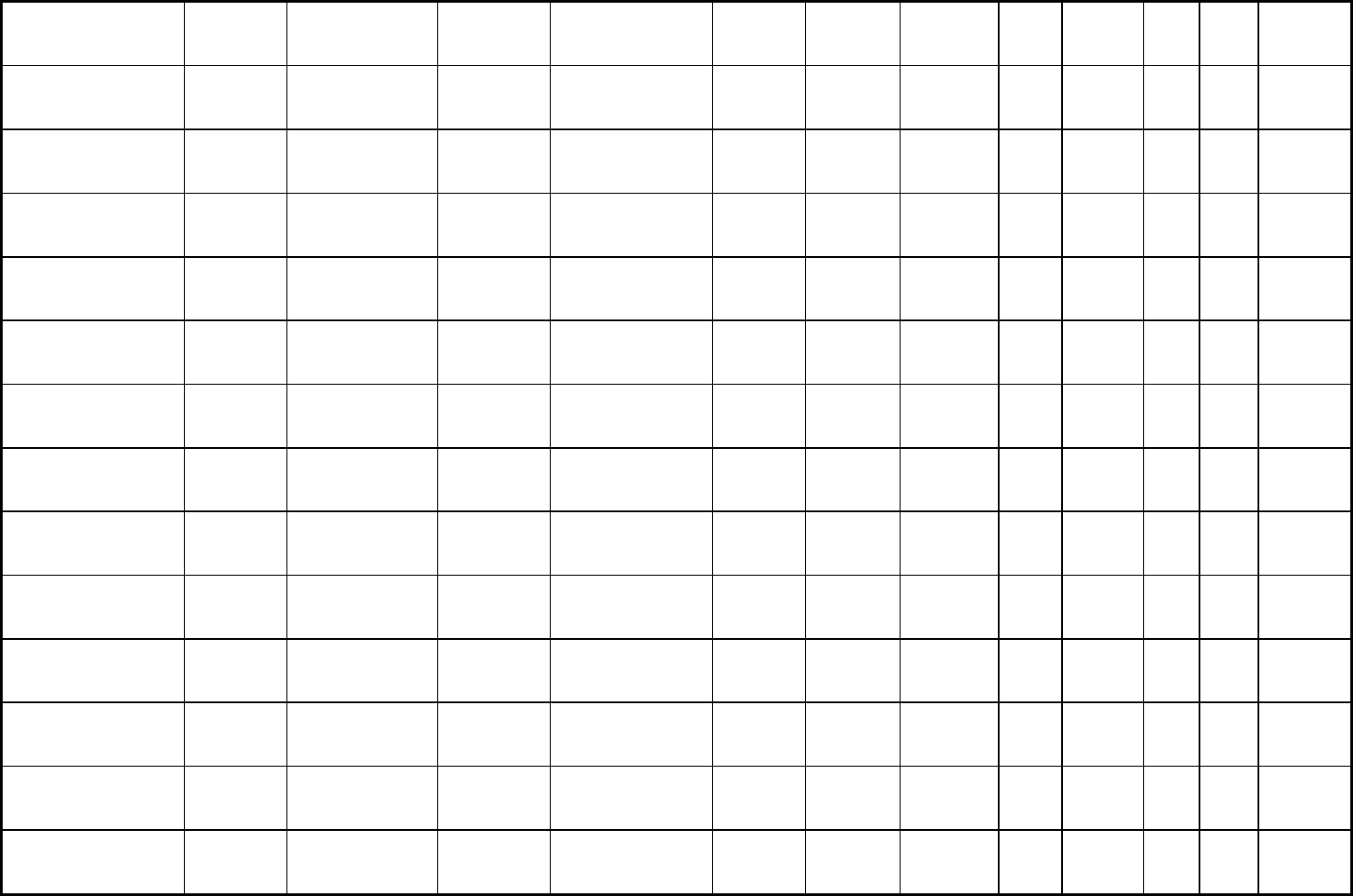
Table 2 Comparison of characteristics of mechanical and hydraulic presses
Force Capacity Stroke
length
Slide speed Control
Preferred uses
Mechanical
Varies
depending on
slide position
Practical
maximum of
54 MN
(6000 tonf)
Limited Higher than
hydraulic, and can
be varied. Highest at
midstroke
Full stroke is
usually required
before reversal.
Preferred for operations requiring
maximum pressure near the bottom of the
stroke. Preferred for cutting operations
such as blanking and piercing, and for
relatively shallow forming and drawing
(depths to about 102 mm, or 4 in.). Good
for high-production applications and
progressive and transfer die operations
Hydraulic
Relatively
constant (does
not depend on
slide position)
445 MN
(50,000
tonf) or
more
Capable of
long (2.5
m, or 100
in.) strokes
Slower pressing
speeds, with rapid
advance and
retraction. Speed is
uniform
throughout the
stroke.
Adjustable;
slide can be
reversed at
any position.
Good for operations requiring steady
pressure throughout the stroke. Preferred
for deep drawing, die tryout, flexible-die
forming, drawing of irregular-shape parts,
straightening, operations requiring high
and variable forces, and operations
requiring variable or partial strokes
Mechanical Presses
In most mechanical presses, a flywheel is the major source of energy that is applied to the slides by cranks, gears,
eccentrics, or linkages during the working part of the stroke. The flywheel runs continuously and is engaged by the clutch
only when a press stroke is needed. In some very large mechanical presses the drive motor is directly connected to the
press shaft, thus eliminating the need for a flywheel and a clutch.
Two basic types of drive, gear and nongeared, are used to transfer the rotational force of the flywheel to the main shaft of
the press.
Nongeared Drive. In a nongeared drive (also known as a flywheel drive), the flywheel is on the main shaft (Fig. 2a),
and its speed, in revolutions per minute, controls the slide speed. Usually press speeds with this type of drive are high,
ranging from 60 to 1000 strokes per minute. The main shaft can have a crankshaft, as shown in Fig. 2(a), or an eccentric.
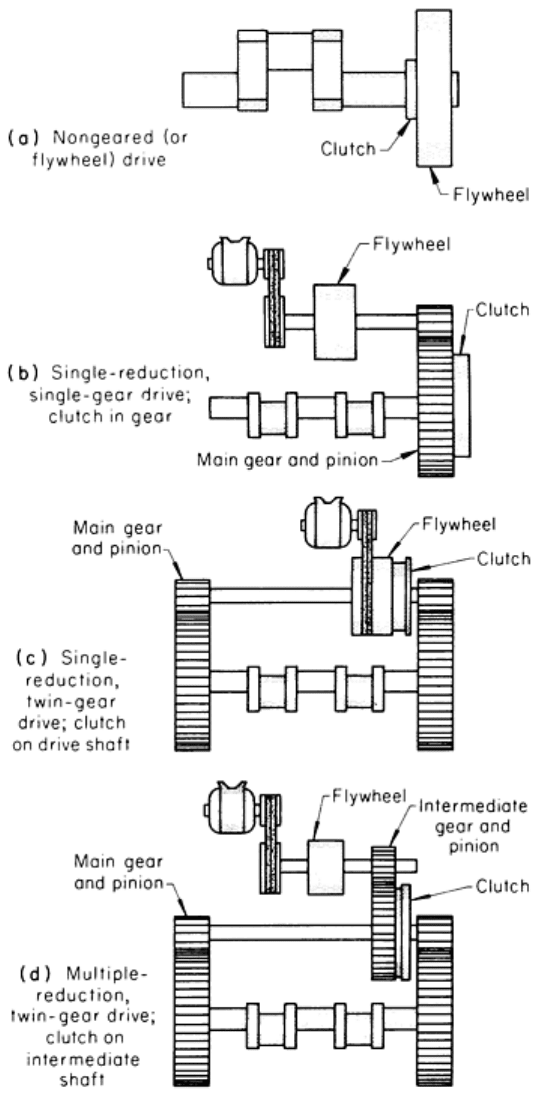
Fig. 2 Four types of drive and clutch arrangements for mechanical presses.
Energy stored in the flywheel should be sufficient to ensure that the reduction in the speed of the flywheel will be no
greater than 10% per press stroke. If the energy in the flywheel is not sufficient to maintain this minimum in speed
reduction, a gear-driven press should be used.
Gear drives (Fig. 2b, c, and d) have the flywheel on an auxiliary shaft that drives the main shaft through one or more
gear reductions. Either single-reduction or multiple-reduction gear drives are used, depending on size and tonnage
requirements. In gear-driven presses, there is more flywheel energy available for doing work than there is in the
nongeared presses, because the speed of the flywheel is higher than that of the main shaft. The flywheel shaft of a gear-
driven press often is connected to the main shaft at both ends (Fig. 2c), which results in a more efficient drive.

A single-reduction gear drive develops speeds of 30 to 100 strokes per minute. Speed for a multiple-reduction twin gear
drive (Fig. 2d) is usually 10 to 30 strokes per minute, which provides exceptionally steady pressure.
Presses and Auxiliary Equipment for Forming of Sheet Metal
Hydraulic Presses
Hydrostatic pressure against one or more pistons provides the power for a hydraulic press. Most hydraulic presses have a
variable-volume, variable-pressure, concentric-piston pump to provide them with a fast slide opening and closing speed.
It also provides a slow working speed at high forming pressure.
The principal components of a typical hydraulic press are shown in Fig. 3. A bolster plate is attached to the bed to support
the dies and to guide the pressure pins between the die cushion and the pressure pad.
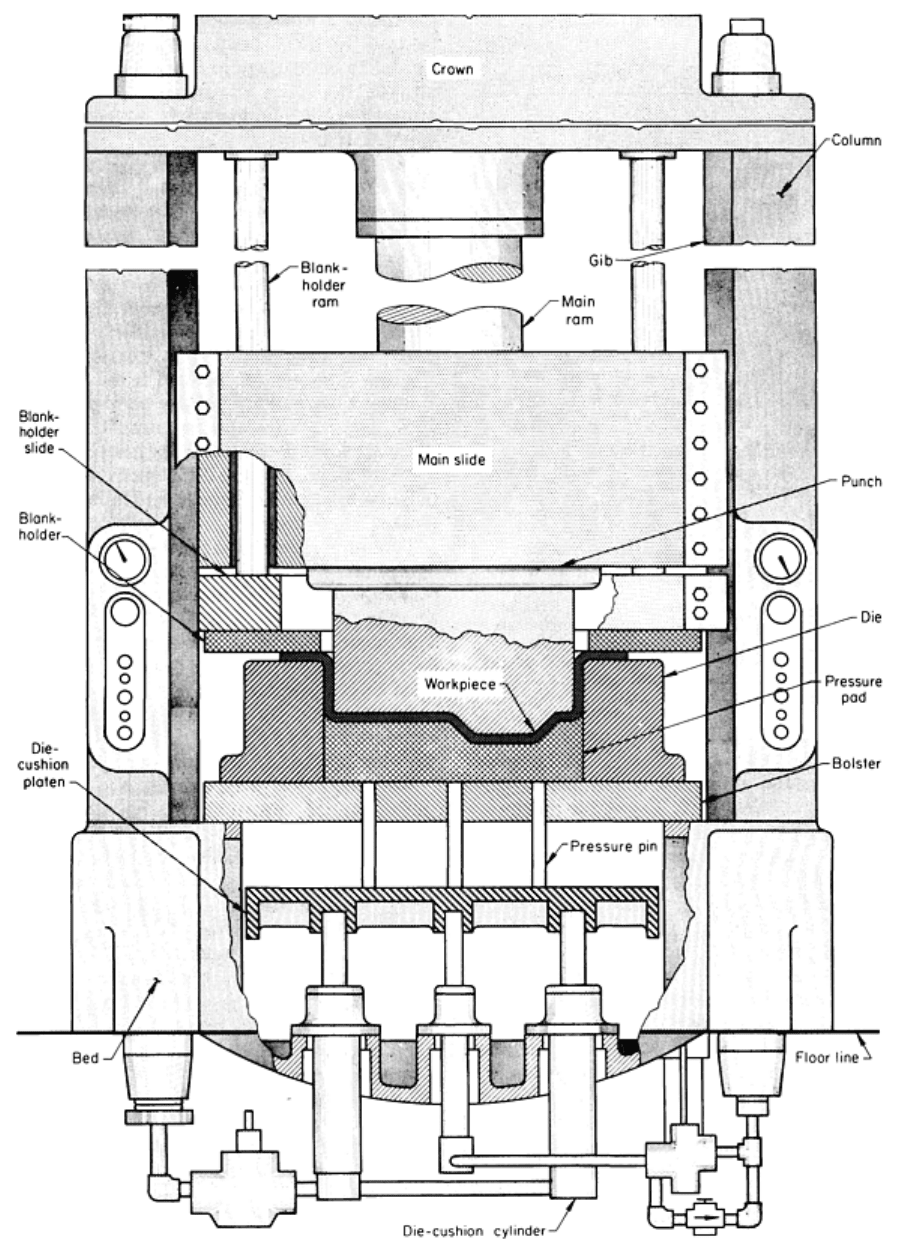
Fig. 3 Principal components of a double-action hydraulic press with a die cushion.
The capacity of a hydraulic press depends on the diameter of the hydraulic pistons and on the rated maximum hydraulic
pressure, the latter being a function of the pump pressure and related mechanisms. Hydraulic presses with capacities up to
445 MN (50,000 tonf) have been built, but most have a capacity of less than 133 MN (15,000 tonf). The typical hydraulic
press is rated at 900 kN to 9 MN (100 to 1000 tonf). Gap-frame presses are rated at 45 to 450 kN (5 to 50 tonf).

Because of their construction, hydraulic presses can be custom designed at a relatively low cost. They can be designed
with a number of slides and motions, or separate hydraulic circuits can be used for various independent actions. In
addition, side action can be provided within the frame of the press by means of separate cylinders. Such side action in a
mechanical press is usually provided by cams and is complex and expensive. Most hydraulic presses are straight-side
models, but small, fast, gap-type presses designed to compete with mechanical open-back inclinable presses have been
developed.
Hydraulic press slides, or platens, are actuated by numerous combinations of hydraulic drives. Hydraulic presses usually
have a longer stroke than mechanical presses, and force can be constant throughout the stroke. Hydraulic presses have an
adjustable stroke for one or more slides. Accumulators or large-volume pumps can provide fast motion for a slide to open
and close. High-pressure pumps provide the working force at a slower speed.
Usually all slides are operated by one pumping system. The relation of each action to the others, interaction, and timing
all depend on the controls.
Presses and Auxiliary Equipment for Forming of Sheet Metal
Press Selection
Proper selection of a press is essential for successful and economical operation. The purchase of a press represents a
substantial capital investment, and return on investment depends upon how well the press performs the job required. No
general-purpose press exists that can provide maximum productivity and economy for all applications. Compromises
usually must be made to permit a press to be employed for more than one job. Careful consideration should be given to
both present and future production requirements.
Important factors influencing the selection of a press include size, force, energy, and speed requirements. The press must
be capable of exerting force in the amount, location, and direction, as well as for the length of time, needed to perform the
specified operation or operations. Other necessary considerations include the size and geometry of the workpieces, the
workpiece material, operation or operations to be performed, number of workpieces to be produced, production rate
needed, accuracy and finish requirements, equipment costs, and other factors.
Size, Force, and Energy Requirements. Bed and slide areas of the press must be large enough to accommodate the
dies to be used and provide adequate space for die changing and maintenance. Space is required around the dies for
accessories such as keepers, pads, cam return springs, and gages; space is also needed for attaching the dies to the press.
Shut height of the press, with adjustment, must also be suitable for the dies.
Presses with as short a stroke as possible should be selected because they permit higher-speed operation, thus increasing
productivity. Stroke requirements, however, depend upon the height of the parts to be produced. Blanking can be done
with short strokes, but some forming and drawing operations require long strokes, especially for ejection of parts.
Size and type of press to be selected also depend upon the method and direction of feeding; the size of sheet, coil stock,
blank, or workpiece to be formed; the type of operation; and the material being formed and its strength. Material or
workpiece handling and die accessibility generally determine whether the press should be of gap-frame or straight-side
construction, and whether it should be inclined or inclinable.
Physical size of a press can be misleading with respect to its capacity. Presses having the same force rating can vary
considerably in size depending upon differences in length of stroke, pressing speed, and number of strokes per minute.
The force required to perform the desired operations determines press capacity, expressed in tons or kilonewtons (kN)
(see the section "Press Capacity" in this article). The position on the stroke at which the force is required and the length of
stroke must be considered.
Energy or work (force times distance), expressed in inch-tons or joules (J), varies with the operation. Blanking and
punching require the force to be exerted over only a short distance; drawing, forming, and other operations require force
application over a longer distance. The major source of energy in mechanical presses is the flywheel, the energy varying
with the size and speed of the flywheel. The energy available increases with the square of the flywheel speed.

Possible problems are minimized by selecting a press that has the proper frame capacity, drive motor rating, flywheel
energy, and clutch torque capacity.
Speed Requirements. Press speed is a relative term that varies with the point of reference. Fast speeds are generally
desirable, but they are limited by the operations performed, the distances above stroke bottoms where the forces must be
applied, and the stroke lengths. High speed, however, is not necessarily the most efficient or productive. Size and
configuration of the workpiece, the material from which it is made, die life, maintenance costs, and other factors must be
considered to determine the highest production rate at the lowest cost per workpiece. A lower speed may be more
economical because of possible longer production runs with less downtime.
Simple blanking and shallow forming operations, however, can be performed at high speeds. Mechanical presses have
been built that operate to 2000 strokes/min with 25 mm (1 in.) stroke, but applications at this maximum speed are rare.
Speeds of 600 to 1400 strokes/min are more common for blanking operations, and thick materials are often blanked at
much slower speeds. For drawing operations, contact velocities are critical with respect to the workpiece material, and
presses are generally operated at slide speeds from 10 to 300 strokes/min, with the slower speed for longer stroke drawing
operations.
Mechanical Versus Hydraulic Presses. Mechanical presses are the most frequently used for the blanking, forming,
and drawing of sheet metal, but hydraulic presses are being increasingly applied. There are applications for which
hydraulic presses offer certain advantages and, in some cases, are the only machines that can be used. For example, very
high force requirements can only be met with hydraulic presses. A comparison of characteristics and preferred uses for
both mechanical and hydraulic presses is presented in Table 2.
Presses and Auxiliary Equipment for Forming of Sheet Metal
Type of Press Frame
Presses are broadly classified, according to the type of frame used in their construction, into two main groups: gap-frame
presses and straight-side presses. Details of construction vary widely in each group.
Gap-frame presses (Fig. 4) are sometimes called C-frame presses because the frame resembles the letter C when
viewed from the side. The gap makes the die area accessible from either side, as well as from the front, for ease in die
setting or for feeding stock. Coil stock often is supplied to gap-frame presses by feeders from stock reels and
straighteners.