Biermann Ch. Handbook of Pulping and Papermaking
Подождите немного. Документ загружается.

404
19.
CARBOHYDRATE CHEMISTRY
H
10
CHO
1
1
—
c
—
1
1
-c
—
OH
H
H — C - OH
I
H - 0 - OH
I
CH2OH
D—glucose
0-1 CHO
I
C-2 H - C - OH
I
C-3 HO-C-H
I
C-4
H
- C — OCH,
I
^
C-5 H - C — OH
I
C-6
COOH
4-O-methyl-D-glucuronic acid
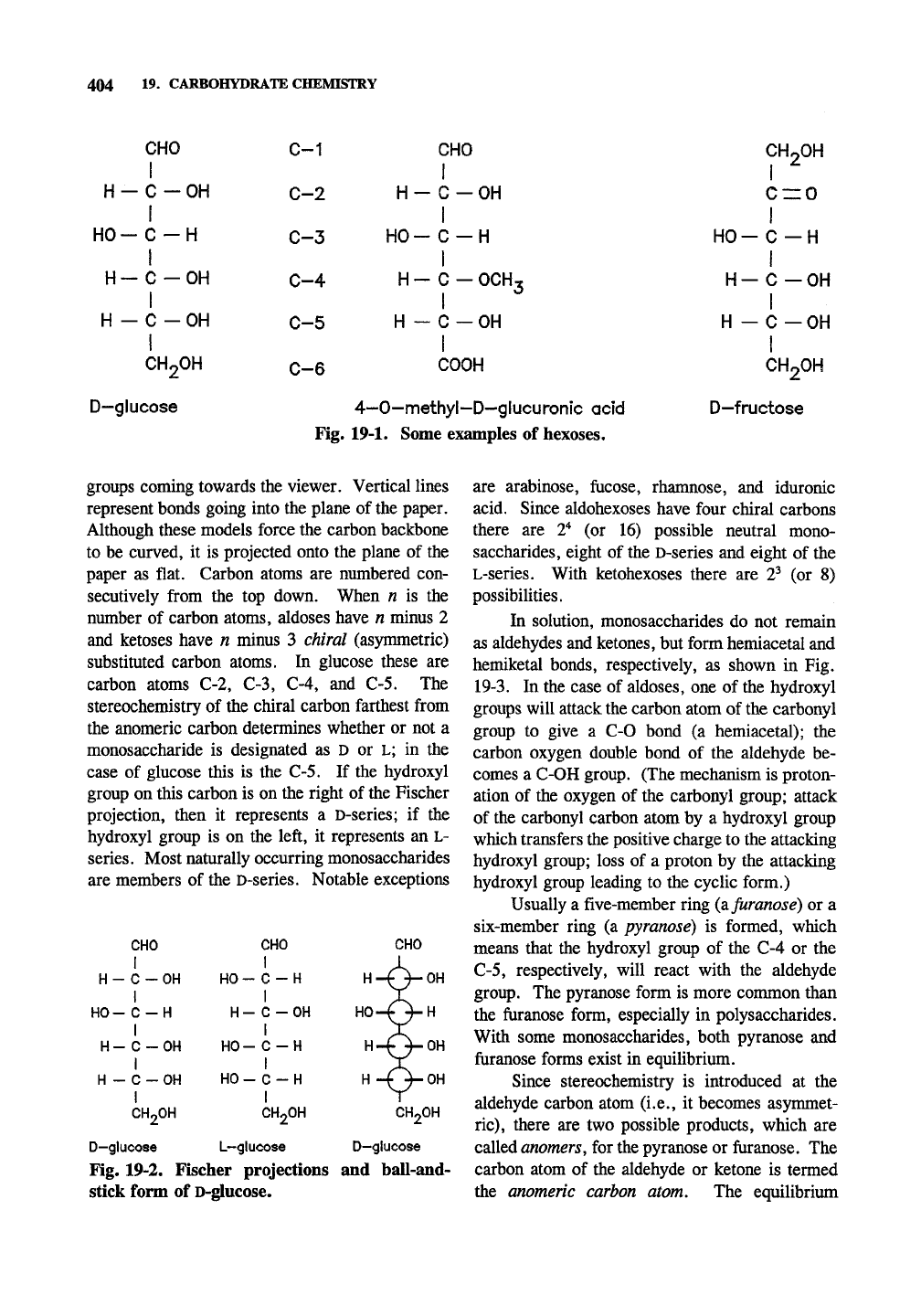
Fig. 19-1. Some examples
of
hexoses.
HO-
H-
H -
CH«OH
1 •^
1
C = 0
1
1
•C-H
I
1
•C—OH
1
1
•C-OH
I
1
CH2OH
D—fructose
groups coming towards the viewer. Vertical lines
represent bonds going into the plane of the paper.
Although these models force the carbon backbone
to be curved,
it is
projected onto the plane
of
the
paper
as
flat. Carbon atoms
are
numbered con-
secutively from
the top
down. When
n is the
number
of
carbon atoms, aldoses have
n
minus
2
and ketoses have
n
minus
3
chiral (asymmetric)
substituted carbon atoms.
In
glucose these
are
carbon atoms
C-2, C-3, C-4, and C-5. The
stereochemistry
of
the chiral carbon farthest from
the anomeric carbon determines whether
or
not
a
monosaccharide
is
designated
as D or L; in the
case
of
glucose this
is the
C-5.
If
the hydroxyl
group on this carbon is on the right of the Fischer
projection, then
it
represents
a
D-series;
if the
hydroxyl group
is on
the left,
it
represents
an
L-
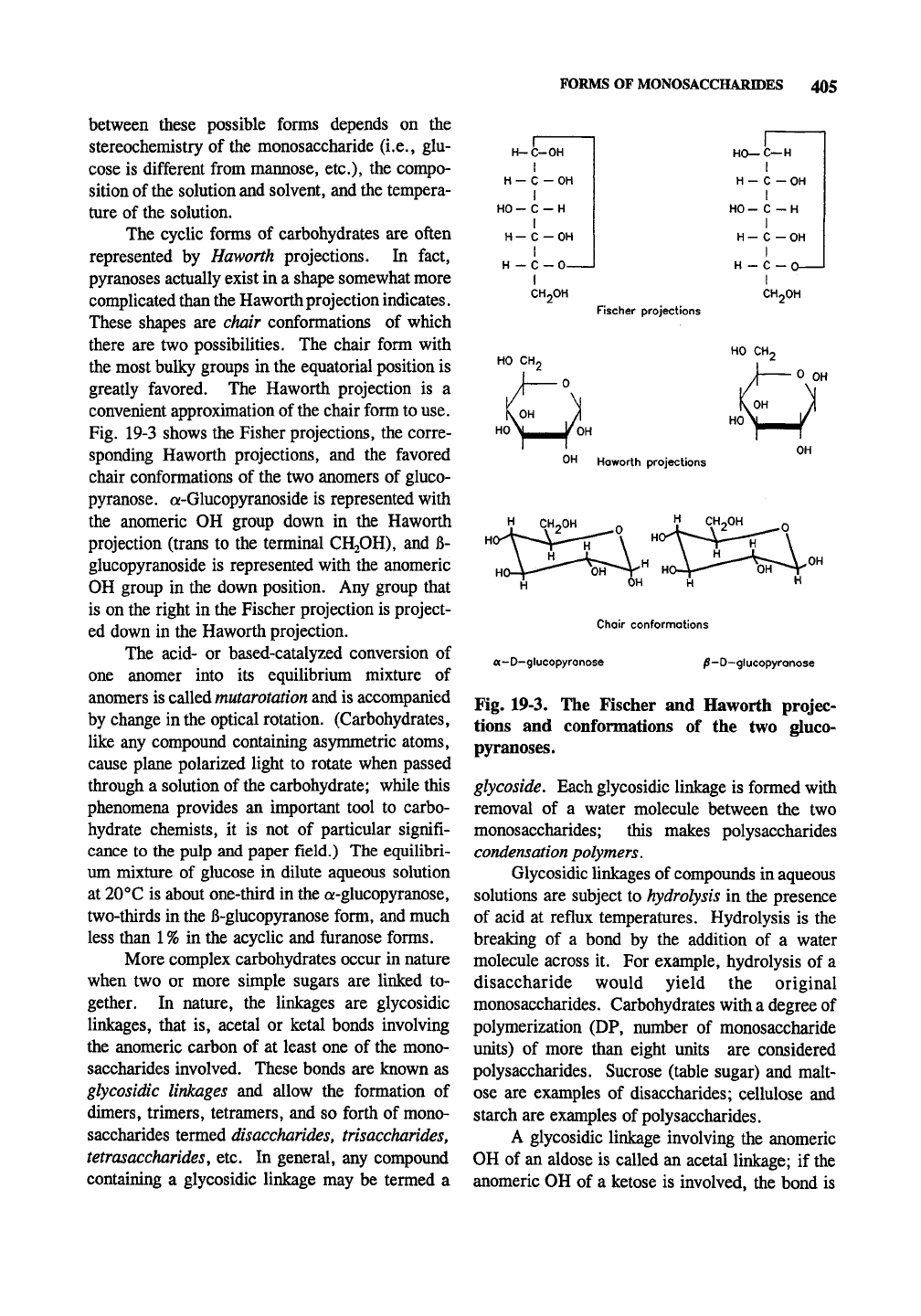
series. Most naturally occurring monosaccharides
are members
of
the D-series. Notable exceptions
CHO
I
H - C - OH
I
HO-C-H
I
H
- C - OH
1
H - C - OH
CH2OH
CHO
I
HO-C-H
I
H
- C - OH
I
HO-C-H
I
HO-C-H
CH2OH
CHO
CH2OH
D-glucose
L-glucose
D-glucose
Fig. 19-2. Fischer projections
and
ball-and-
stick form
of
D-glucose.
are arabinose, fucose, rhamnose,
and
iduronic
acid. Since aldohexoses have four chiral carbons
there
are 2^ (or 16)
possible neutral mono-
saccharides, eight
of
the D-series and eight
of
the
L-series. With ketohexoses there
are 2^ (or 8)
possibilities.
In solution, monosaccharides
do not
remain
as aldehydes and ketones, but form hemiacetal and
hemiketal bonds, respectively,
as
shown
in
Fig.
19-3.
In the case
of
aldoses, one
of
the hydroxyl
groups will attack the carbon atom of the carbonyl
group
to
give
a C-0
bond
(a
hemiacetal);
the
carbon oxygen double bond
of
the aldehyde
be-
comes
a
C-OH group. (The mechanism is proton-
ation
of
the oxygen
of
the carbonyl group; attack
of the carbonyl carbon atom by
a
hydroxyl group
which transfers the positive charge to the attacking
hydroxyl group; loss
of a
proton by the attacking
hydroxyl group leading
to
the cyclic form.)
Usually
a
five-member ring (sifuranose)
or a
six-member ring
(a
pyranose)
is
formed, which
means that the hydroxyl group
of
the
C-4 or the
C-5,
respectively, will react with
the
aldehyde
group. The pyranose form
is
more common than
the furanose form, especially
in
polysaccharides.
With some monosaccharides, both pyranose
and
ftiranose forms exist
in
equilibrium.
Since stereochemistry
is
introduced
at the
aldehyde carbon atom (i.e.,
it
becomes asymmet-
ric),
there
are
two possible products, which
are
called anomers, for the pyranose or furanose.
The
carbon atom
of
the aldehyde
or
ketone
is
termed
the anomeric carbon atom.
The
equilibrium
FORMS OF MONOSACCHARTOES 405
between these possible forms depends on the
stereochemistry of the monosaccharide (i.e., glu-
cose is different from mannose, etc.), the compo-
sition of
the
solution and solvent, and the tempera-
ture of the solution.
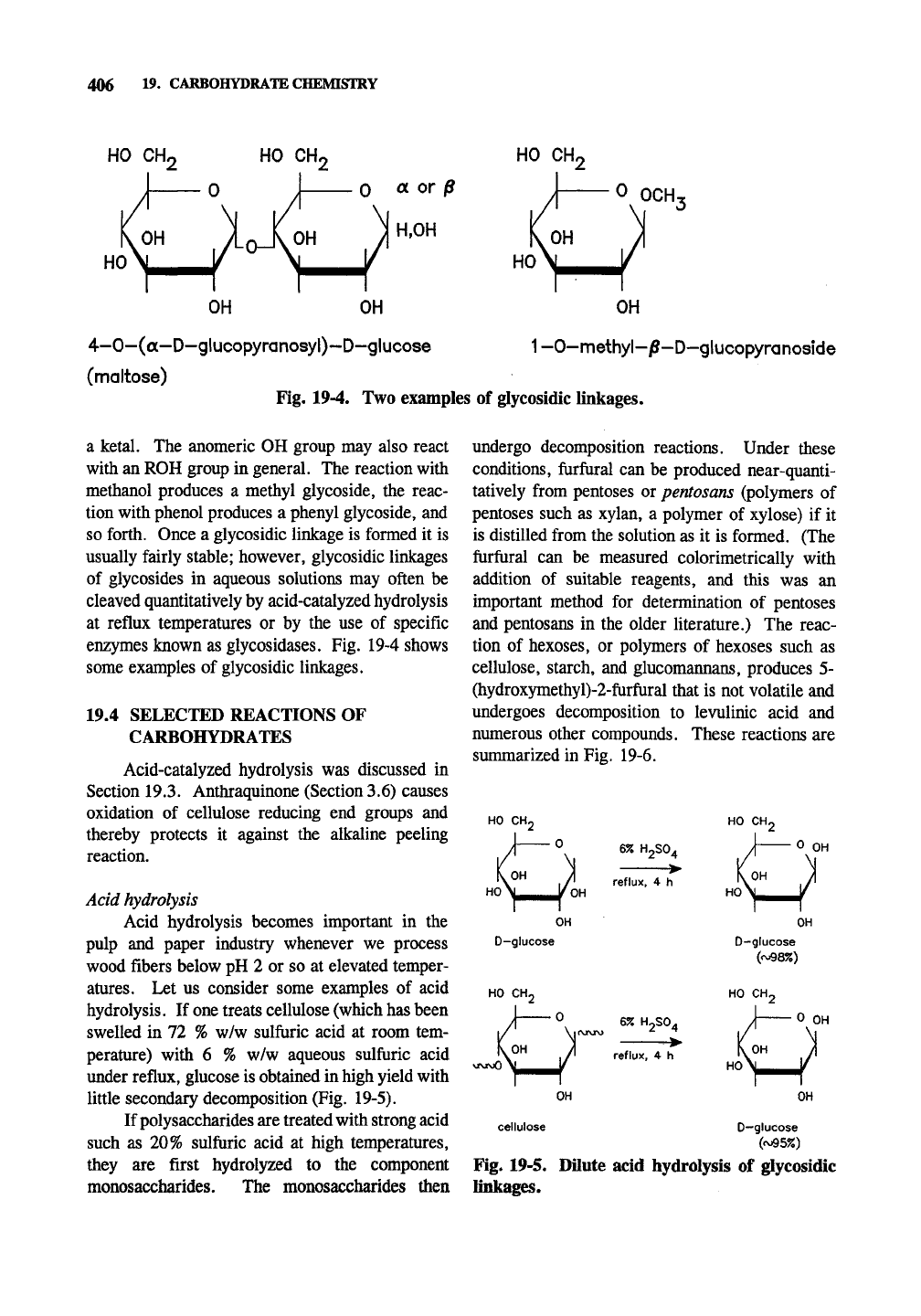
The cyclic forms of carbohydrates are often
represented by Haworth projections. In fact,
pyranoses actually exist in a shape somewhat more
complicated than the Haworth projection indicates.
These shapes are chair conformations of which
there are two possibilities. The chair form with
the most bulky groups in the equatorial position is
greatly favored. The Haworth projection is a
convenient approximation of
the
chair form to use.
Fig. 19-3 shows the Fisher projections, the corre-
sponding Haworth projections, and the favored
chair conformations of the two anomers of gluco-
pyranose. a-Glucopyranoside is represented with
the anomeric OH group down in the Haworth
projection (trans to the terminal CH2OH), and B-
glucopyranoside is represented with the anomeric
OH group in the down position. Any group that
is on the right in the Fischer projection is project-
ed down in the Haworth projection.
The acid- or based-catalyzed conversion of
one anomer into its equilibrium mixture of
anomers is called
mutarotation
and is accompanied
by change in the optical rotation. (Carbohydrates,
like any compound containing asymmetric atoms,
cause plane polarized light to rotate when passed
through a solution of the carbohydrate; while this
phenomena provides an important tool to carbo-
hydrate chemists, it is not of particular signifi-
cance to the pulp and paper field.) The equilibri-
um mixture of glucose in dilute aqueous solution
at 20''C is about one-third in the a-glucopyranose,
two-thirds in the B-glucopyranose form, and much
less than
1 %
in the acyclic and furanose forms.
More complex carbohydrates occur in nature
when two or more simple sugars are linked to-
gether. In nature, the linkages are glycosidic
linkages, that is, acetal or ketal bonds involving
the anomeric carbon of at least one of the mono-
saccharides involved. These bonds are known as
glycosidic linkages and allow the formation of
dimers, trimers, tetramers, and so forth of mono-
saccharides termed disaccharides, trisaccharides,
tetrasaccharides, etc. In general, any compound
containing a glycosidic linkage may be termed a
H-
H-
HO-
H-
H -
(
-C-
I
c
1
c
I
c
1
c
-OH
-OH
-H
-OH
-0
HO—C—H
I
C H
OH
I
Fischer projections
HO OH.
HO
- C - H
I
H
- C - OH
I
H
-C-0—
I
CH^OH
HO OH.
OH Howorth projections
CHoOH
1 ^^n^vjn Q
OH
Chair confornnations
a-D-glucopyranose
/?-D-glucopyranose
Fig. 19-3. The Fischer and Haworth projec-
tions and conformations of the two gluco-
pyranoses.
glycoside. Each glycosidic linkage is formed with
removal of a water molecule between the two
monosaccharides; this makes polysaccharides
condensation
polymers.
Glycosidic linkages of compounds in aqueous
solutions are subject to hydrolysis in the presence
of acid at reflux temperatures. Hydrolysis is the
breaking of a bond by the addition of a water
molecule across it. For example, hydrolysis of a
disaccharide would yield the original
monosaccharides. Carbohydrates with a degree of
polymerization (DP, number of monosaccharide
units) of more than eight units are considered
polysaccharides. Sucrose (table sugar) and malt-
ose are examples of disaccharides; cellulose and
starch are examples of polysaccharides.
A glycosidic linkage involving the anomeric
OH of an aldose is called an acetal linkage; if the
anomeric OH of a ketose is involved, the bond is
406 1^- CARBOHYDRATE CHEMISTRY
HO
CH,
HO
CH.
HO
CH
0
OCH.
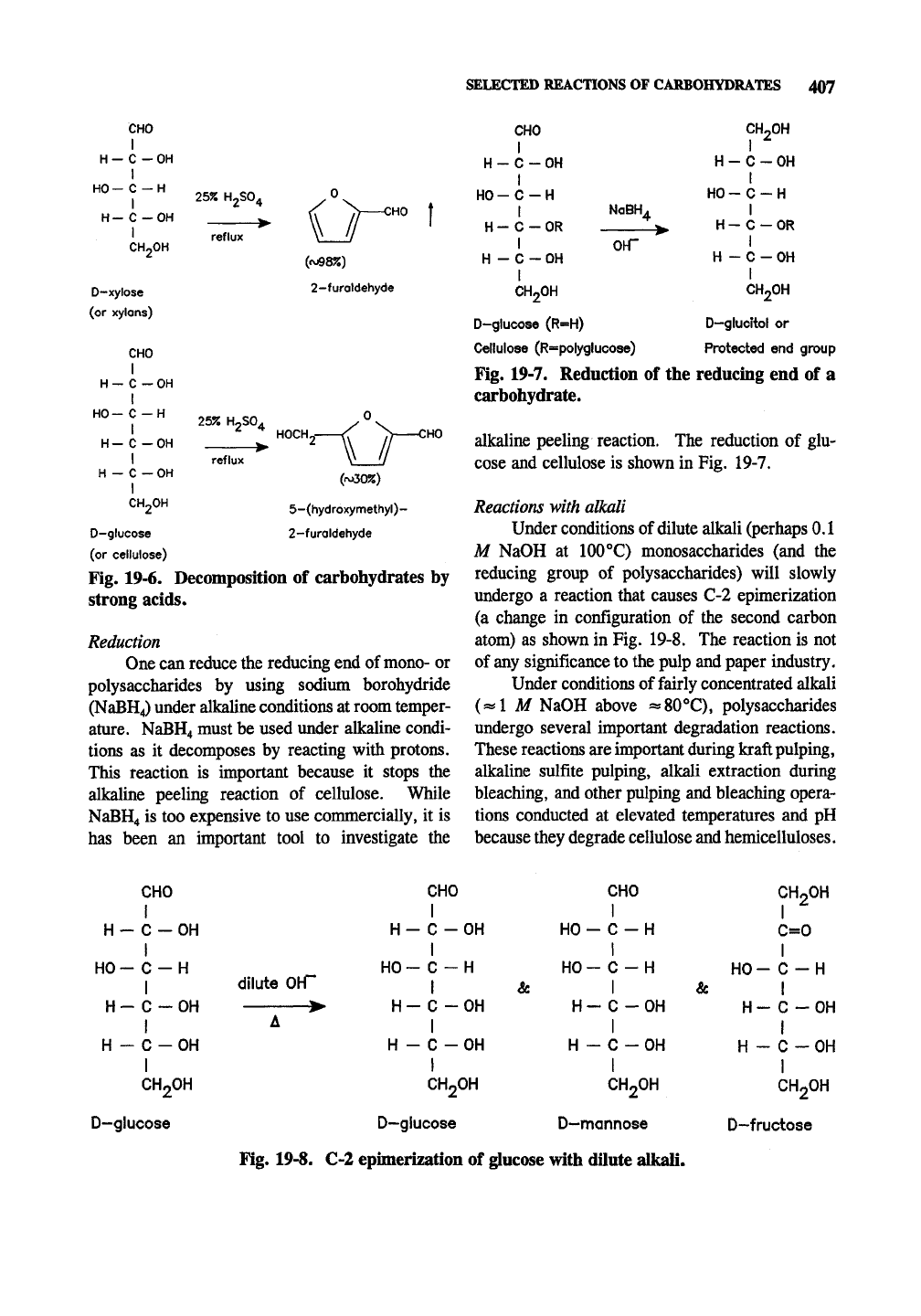
4-0-(a-D-glucopyranosyl)--D-glucose
(maltose)
Fig. 19-4. Two examples
of
glycosidic linkages.
1
-0-methyl-/8-D-glucopyranoside
a ketal.
The
anomeric OH group may also react
with an ROH group in general. The reaction with
methanol produces
a
methyl glycoside,
the
reac-
tion with phenol produces
a
phenyl glycoside,
and
so forth. Once
a
glycosidic linkage
is
formed
it is
usually fairly stable; however, glycosidic linkages
of glycosides
in
aqueous solutions
may
often
be
cleaved quantitatively by acid-catalyzed hydrolysis
at reflux temperatures
or by the use of
specific
enzymes known as glycosidases.
Fig.
19-4 shows
some examples
of
glycosidic linkages.
19.4 SELECTED REACTIONS OF
CARBOHYDRATES
Acid-catalyzed hydrolysis
was
discussed
in
Section 19.3. Anthraquinone (Section 3.6) causes
oxidation
of
cellulose reducing
end
groups
and
thereby protects
it
against
the
alkaline peeling
reaction.
Acid hydrolysis
Acid hydrolysis becomes important
in the
pulp
and
paper industry whenever
we
process
wood fibers below pH
2 or so at
elevated temper-
atures.
Let us
consider some examples
of
acid
hydrolysis.
If
one treats cellulose (which has been
swelled
in 72 % w/w
sulfiiric acid
at
room tem-
perature) with
6 % w/w
aqueous sulfiiric acid
under reflux, glucose is obtained in high yield with
little secondary decomposition (Fig. 19-5).
If polysaccharides are treated with strong acid
such
as
20% sulfiiric acid
at
high temperatures,
they
are
first hydrolyzed
to the
component
monosaccharides.
The
monosaccharides then
undergo decomposition reactions. Under these
conditions, fiirfiiral can
be
produced near-quanti-
tatively from pentoses or pentosans (polymers
of
pentoses such
as
xylan,
a
polymer
of
xylose)
if it
is distilled from the solution as
it is
formed.
(The
fiirfiiral can
be
measured colorimetrically with
addition
of
suitable reagents,
and
this
was an
important method
for
determination
of
pentoses
and pentosans
in the
older literature.)
The
reac-
tion
of
hexoses,
or
polymers
of
hexoses such
as
cellulose, starch, and glucomannans, produces
5-
(hydroxymethyl)-2-fiirfiiral that
is
not volatile and
undergoes decomposition
to
levulinic acid
and
numerous other compounds. These reactions
are
summarized
in
Fig.
19-6.
HO
CH
HO
CH
6% H2SO4
reflux,
4 h
D-glucose
HO
CH,
\jf>jnoO
D-glucose
(ra98%)
HO
CH
6% H2SO4
->
reflux,
4 h
cellulose
D-glucose
(0^5%)
Fig. 19-5. Dilute acid hydrolysis
of
glycosidic
linkages.
SELECTED REACTIONS OF CARBOHYDRATES 407
CHO
I
H - C -
OH
I
HO
-
C
- H
I
H — C
—
OH
CH2OH
D-xylose
(or xylons)
CHO
I
H
- C - OH
I
HO
C H
I
H
C OH
I
H
C OH
I
CH2OH
25%
H2SO4
reflux
O
HO
(co98%)
2-furaldehyde
25%
H2SO4
reflux
0
HOCH^
/ .r
(<^^0%)
5-(hydroxymethyl)-
2-furaldehyde
HO
D-glucose
(or cellulose)
Fig. 19-6. Decomposition of carbohydrates by
strong acids.
Reduction
One can reduce the reducing end of mono- or
polysaccharides by using sodium borohydride
(NaBH4) under alkaline conditions at room temper-
ature. NaBH4 must be used under alkaline condi-
tions as it decomposes by reacting with protons.
This reaction is important because it stops the
alkaline peeling reaction of cellulose. While
NaBH4 is too expensive to use commercially, it is
has been an important tool to investigate the
CHO
I
H ~
C
-
OH
I
HO-
C-H
I
H
-
C
-
OR
I
H - 0 -
OH
I
CH2OH
D-glucose
(R=H)
Cellulose (R=polyglucose)
NaBH.
OK"
CH^OH
I
H
- C -
OH
HO-C-H
I
H
- C -
OR
I
H
- C -
OH
I
CH2OH
D—glucitol
or
Protected end group
Fig. 19-7. Reduction of the reducing end of a
carbohydrate.
alkaline peeling reaction. The reduction of glu-
cose and cellulose is shown in Fig. 19-7.
Reactions with alkali
Under conditions of
dilute
alkali (perhaps 0.1
M NaOH at 100°C) monosaccharides (and the
reducing group of polysaccharides) will slowly
undergo a reaction that causes C-2 epimerization
(a change in configuration of the second carbon
atom) as shown in Fig. 19-8. The reaction is not
of any significance to the pulp and paper industry.
Under conditions of fairly concentrated alkali
(«1 M NaOH above «80°C), polysaccharides
undergo several important degradation reactions.
These reactions are important during kraft pulping,
alkaline sulfite pulping, alkali extraction during
bleaching, and other pulping and bleaching opera-
tions conducted at elevated temperatures and pH
because they degrade cellulose and hemicelluloses.
CHO
1
1
H - C - OH
1
1
HO-C-H
1
H - C - OH
1
H - C - OH
1
1
CH2OH
dilute 0H~
w
A
CHO
1
1
H - C - OH
1
HO-C-H
1
H - C - OH
1
H - C - OH
1
1
CH2OH
D-glucose
D-glucose
CHO
I
HO-C-H
I
HO-C-H
I
H-C-OH
I
H - C - OH
I
CH2OH
D-mannose
<Sc
CH9OH
I
C^O
I
HO-C-H
I
H - C - OH
I
H - C - OH
CH2OH
D-fructose
Fig. 19-8. C-2 epimerization of glucose with dilute alkali.
408 19. CARBOHYDRATE CHEMISTRY
The first reaction is random cleavage where some
glycosidic linkages anywhere along the chain are
broken. Alkali cleavage is not nearly as effective
as acid hydrolysis at reducing the chain length;
however, a relatively few breaks in the cellulose
chain greatly decreases its average degree of poly-
merization. This, in turn, greatly diminishes fiber
strength. Oxygen increases this reaction so air
should be excluded from the digester; however,
magnesium ion helps protect cellulose during
oxygen bleaching.
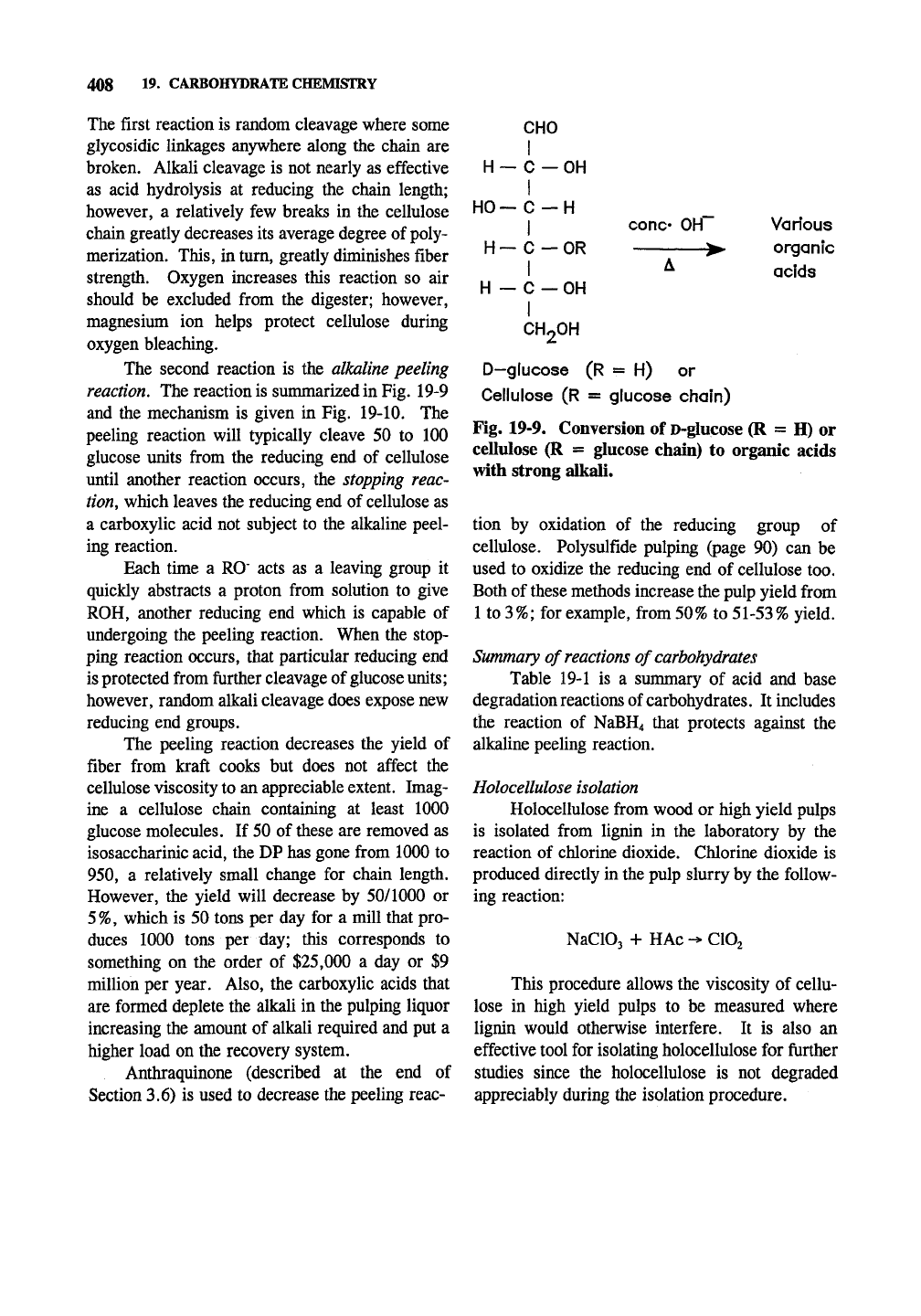
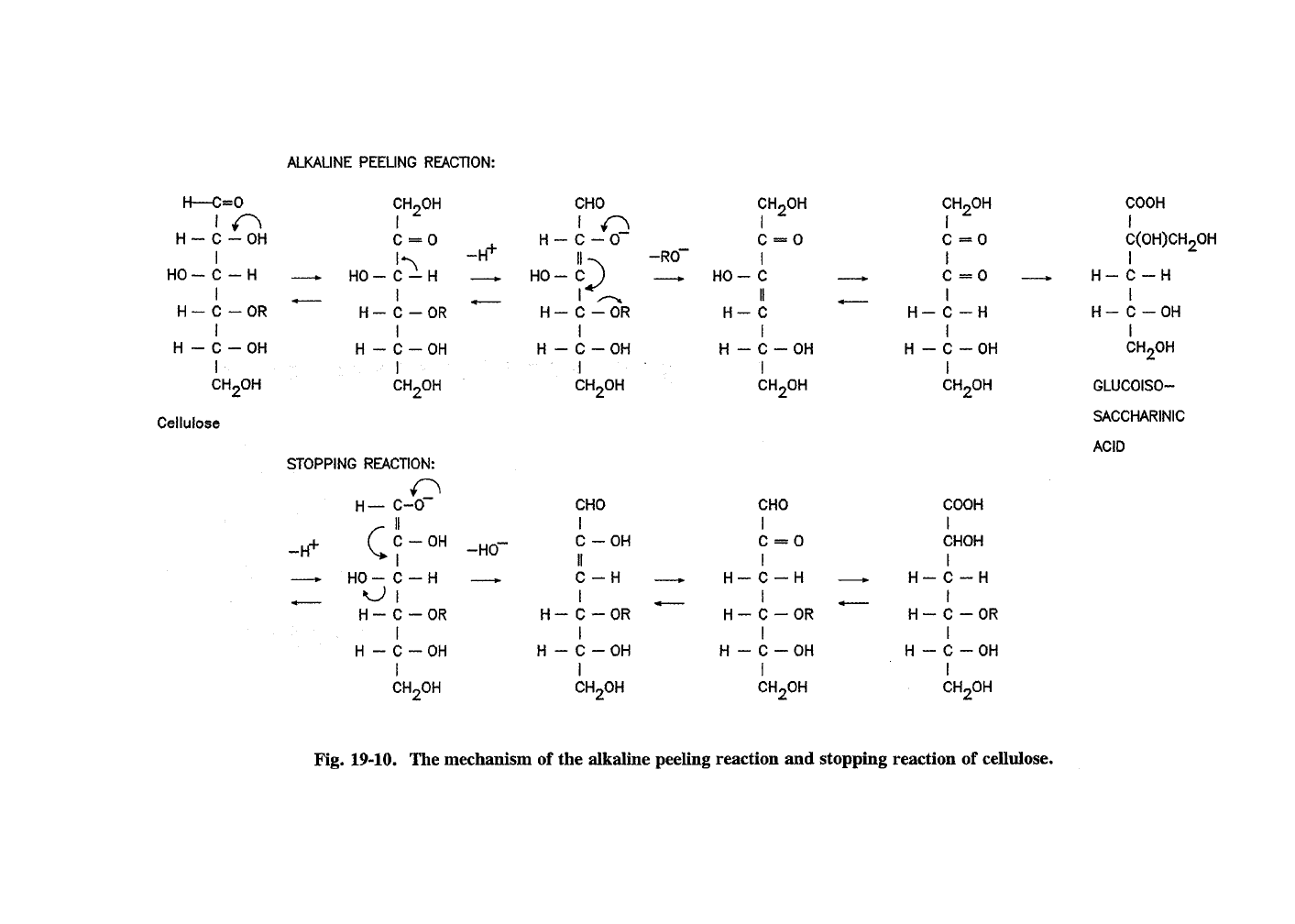
The second reaction is the alkaline peeling
reaction. The reaction is summarized in Fig. 19-9
and the mechanism is given in Fig. 19-10. The
peeling reaction will typically cleave 50 to 100
glucose units from the reducing end of cellulose
until another reaction occurs, the stopping reac-
tion,
which leaves the reducing end of cellulose as
a carboxylic acid not subject to the alkaline peel-
ing reaction.
Each time a RO" acts as a leaving group it
quickly abstracts a proton from solution to give
ROH, another reducing end which is capable of
undergoing the peeling reaction. When the stop-
ping reaction occurs, that particular reducing end
is protected from further cleavage of glucose units;
however, random alkali cleavage does expose new
reducing end groups.
The peeling reaction decreases the yield of
fiber from kraft cooks but does not affect the
cellulose viscosity to an appreciable extent. Imag-
ine a cellulose chain containing at least 1000
glucose molecules. If 50 of these are removed as
isosaccharinic acid, the DP has gone from 1000 to
950,
a relatively small change for chain length.
However, the yield will decrease by 50/1000 or
5%,
which is 50 tons per day for a mill that pro-
duces 1000 tons per day; this corresponds to
something on the order of $25,000 a day or $9
million per year. Also, the carboxylic acids that
are formed deplete the alkali in the pulping liquor
increasing the amount of alkali required and put a
higher load on the recovery system.
Anthraquinone (described at the end of
Section 3.6) is used to decrease the peeling reac-
1
H — C — OH
1
1
HO —
C — H
1
H
- C -
OR
1
H — 0 — OH
1
1
CH2OH
cone OH
^
A
Various
organic
acids
D—glucose (R = H) or
Cellulose (R = glucose chain)
Fig. 19-9. Conversion of D-glucose (R = H) or
cellulose (R = glucose chain) to organic acids
with strong alkali.
tion by oxidation of the reducing group of
cellulose. Polysulfide pulping (page 90) can be
used to oxidize the reducing end of cellulose too.
Both of these methods increase the pulp yield from
1 to
3%;
for example, from 50% to
51-53%
yield.
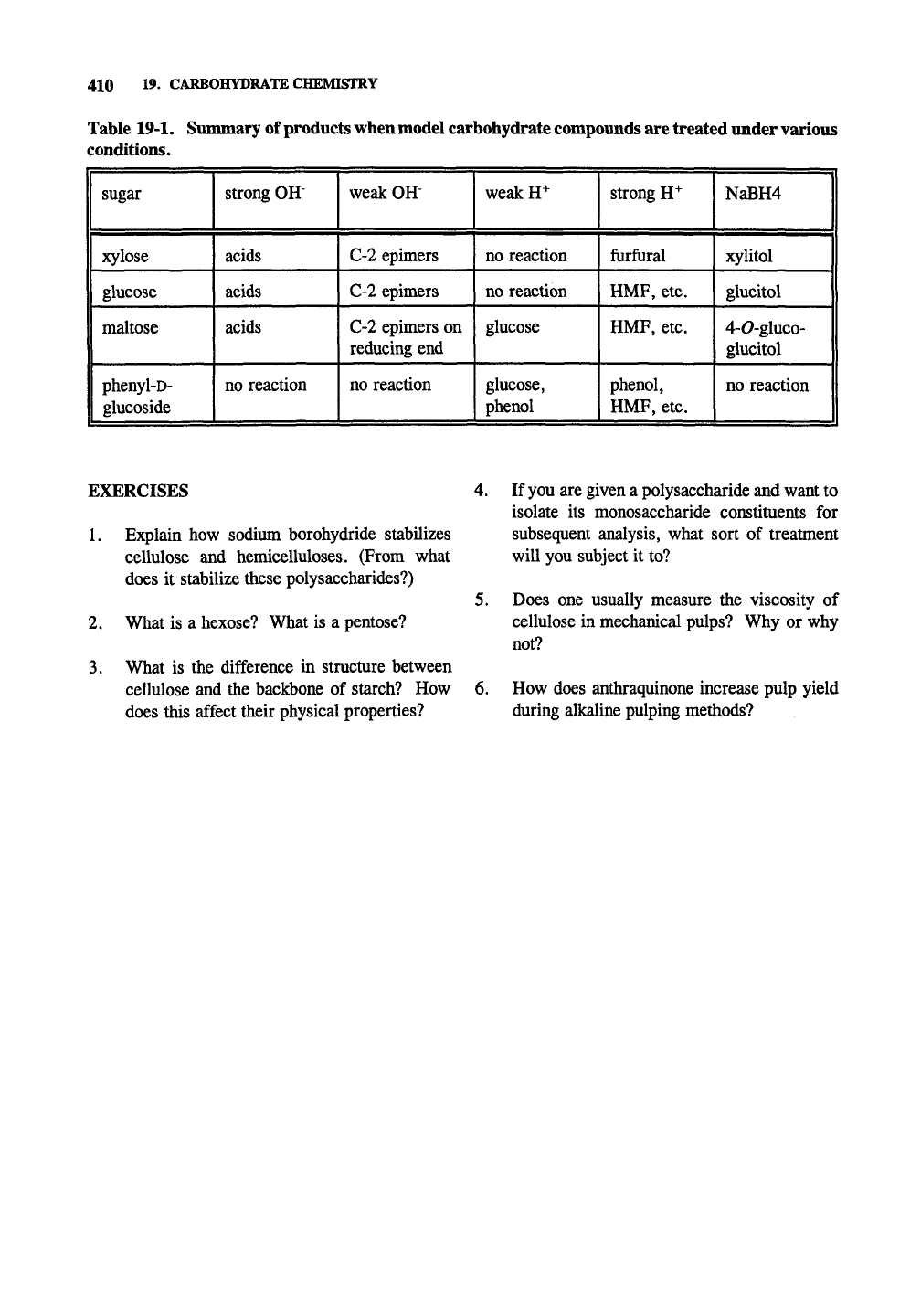
Summary of reactions of carbohydrates
Table 19-1 is a summary of acid and base
degradation reactions of
carbohydrates.
It includes
the reaction of NaBH4 that protects against the
alkaline peeling reaction.
Holocellulose isolation
Holocellulose from wood or high yield pulps
is isolated from lignin in the laboratory by the
reaction of chlorine dioxide. Chlorine dioxide is
produced directly in the pulp slurry by the follow-
ing reaction:
NaClOs + HAc -^ CIO2
This procedure allows the viscosity of cellu-
lose in high yield pulps to be measured where
lignin would otherwise interfere. It is also an
effective tool for isolating holocellulose for further
studies since the holocellulose is not degraded
appreciably during the isolation procedure.
X
X
o
X
o
X
o
X
o
o
X
X
o
I
o
o
o
o
2
1
o o
^
^
I
I
g O O X
^T"
II II 1
o—o—o—o-
s §
1
<^
' X
-o ~o
X
o
o
o -
tt: X -
3- X O O §
O
1 j 1 <N
X ' ' ' X
-o—o—o—o~o
CM
O
§
II 11
3-^ II
o ~o —o =o-
1 1
1 i
O X
X
o^l r\^l
o —o =o —o-
1 1 1
1 1 1
X O X
X
o
1
-o -
1
1
X
X
o
1
-o -
1
1
X
X
o
X
- o
X
o
X
- o
o
o II
o
—
o
—
o
a:
X O
I I
o
I I
X X
11
X
o
o
X
o
I
X
X
o
X
o
CM
X
o
o
X
o —o =o.
I
I
o —o
—
I I
^ X
X
o
CM
X
o
o
p
g
iS
Q^
O
1
LxJ
LiJ
QL
LxJ
Z
«J
<
1 1 *
T- Ql
§ O X O
^^ II /-I 1
o ~o —o ~o-
1 i
1 1
O X
X
11
^x a:
(O X O
V ^' 1 1
o—o—o—o-
i ' ' '
-*- X o X
X
o
1
-o
1
1
X
X
o
1
1
1
X
X
o
CM
X
o
X
o
CM
X
to
o
O
O
X
I
g
i
o
z
0
X
o
or
O
X
o
o =o o
•
o—o
X
X
o
^':>
^11
ON
410 19- CARBOHYDRATE CHEMISTRY
Table 19-1. Summary of products when model carbohydrate compounds are treated under various
conditions.
sugar
xylose
glucose
maltose
phenyl-D-
glucoside
strong OH"
acids
acids
acids
no reaction
weak OH'
C-2 epimers
C-2 epimers
C-2 epimers on
reducing end
no reaction
weakH"^
no reaction
no reaction
glucose
glucose,
phenol
strong
H"^
furfural
HMF, etc.
HMF, etc.
phenol,
HMF, etc.
NaBH4
xylitol
glucitol
4-0-gluco-
glucitol
no reaction
EXERCISES
1.
Explain how sodium borohydride stabilizes
cellulose and hemicelluloses. (From what
does it stabilize these polysaccharides?)
2.
What is a hexose? What is a pentose?
3.
What is the difference in structure between
cellulose and the backbone of starch? How
does this affect their physical properties?
If you are given a polysaccharide and want to
isolate its monosaccharide constituents for
subsequent analysis, what sort of treatment
will you subject it to?
Does one usually measure the viscosity of
cellulose in mechanical pulps? Why or why
not?
How does anthraquinone increase pulp yield
during alkaline pulping methods?
20
TOTAL QUALITY MANAGEMENT
20.1 INTRODUCTION TO TQM AND SPC
Introduction
When speaking about quality control it is
important to know the background of the key
people behind developments in this field. Three
people from Bell Telephone Laboratories, W. A.
Shewhart, H. F. Dodge, and H. G. Roming, con-
tributed much to statistical quality control (SQC)
during its early years in the 1920s.
Dr. W. Edwards Deming is considered to be
the originator of
total
quality management (TQM),
which includes management philosophy and style
along with statistical process control. By the end
of the 1930s Deming (1938) had written a book,
helped edit one (Shewhart, 1939) about statistical
analysis in regard to quality control, and began
working for the U.S. Census Office. During
World War II quality control rose to prominence
and with it, the work of
Deming.
In the 1950s his
ideas on how companies should manage their
people and processes were not widely accepted by
American management. He took his ideas to
Japan, where he started by assisting with their
census, and is credited with helping that country
become highly successful in industry. TQM has
two important elements to it: a management
philosophy (the human aspect) and methods of
process control (the process aspect).
Philip B. Crosby has contributed much to the
terminology and economic analysis of investments
in quality improvement. Dr. Joseph M. Juran
contributed to the organization methodology to
implement and support project improvement.
Juran
(1951,
1962) believed that inspection of the
final product is not an efficient or successful
method of making high quality products. Instead,
inspection of materials and methods should be
made throughout the process. Quality should not
be stamped on the product as the last step but
should be incorporated throughout the process.
One can discuss quality at length without
defining it, but trying to achieve quality control
means specific goals must be kept in mind.
Quality has many facets. One of the most obvious
in paper products is product variation. It is
always desirable to make one*s product in a
rehable and consistent manner. It is said that the
color of your paper is not as important as making
it the same color all the time. Quality is also the
suitability of a product for its intended purpose.
Another aspect is the cost. One can always make
a quality product if money is no object; however,
a quality product that few can afford does very
little good unless you are contracting for the
government.
Total quality
management,
TQM
Total quality management involves more than
just statistical process control, which is not a
management style, only a tool. This aspect of
TQM is considered separately.
GOAL/QPC, an organization of proponents
and practitioners of TQM in the U.S., defines
TQM as "a structured system for creating organi-
zation-wide participation in the planning and
implementation of a continuous improvement
process that exceeds the needs of the customer.
Deming (1982) has 14 points of management
covering aspects of purpose, quality in products,
eliminating waste, error and inefficiency, improv-
ing methods, removing fear in the workers, com-
munication between departments, and implement-
ing education and self-improvement programs.
Deming points out that you pay for mistakes
twice: once to make them and once to correct
them. If you have 10% of your workers rework-
ing products, that means 20% of your workforce
is making and correcting mistakes. Deming also
has a list of 66 questions in Chapter 5 to help
managers understand their responsibilities.
Managers should allow workers to work
together in teams throughout this process. An
important aspect of
this
is two way communication
between all parties with a sincere desire to work
together, not just hand down orders.
TQM assumes that, given the chance, work-
ers (or suppliers) will perform best when they
know and understand the company or process
goals.
Productivity should not be enforced by
411
412 20. TOTAL QUALITY MANAGEMENT
rules,
regulations, monitoring, performance stan-
dards,
and other degrading methods. Arbitrary
standards, personnel evaluations, and other humili-
ating tools should not be used to increase produc-
tion and efficiency from workers. One might
summarize these aspects of TQM as "you catch
more flies with honey that with vinegar.
With paper, there are intrinsic tradeoffs in
quality. Choices are made about which properties
must be decreased in order to improve others.
For example, for any type of paper, there is
always a choice between tensile and tear strengths.
Improving one means decreasing the other.
However, once a choice is made, the tools of
TQM and SPC can be used to maintain the pro-
cess,
reduce variation, and improve efficiency.
Deming
's 14
points for
management
Deming (1982) presents 14 points for man-
agement in his classic work. They are presented
here in concisely with examples relating to the
pulp and paper industry, but Deming's work must
be used to get the full meaning of them.
1.
Constancy of purpose to improve. The
purpose of a paper company is to make high
quality paper in an efficient manner with little
waste. Teams of employees should always be on
the lookout to make the process better, especially
with communication between and among all levels.
2.
New philosophies. The pulp and paper
world is a much different place than it was in the
past. Management must now compete interna-
tionally and use present circumstances.
3.
Cease inspection as the means to quality.
Quality should not be stamped on the product at
the end, but built into the entire system so that
quality is insured, not just a matter of chance.
4. Do not consider the lowest price as the
ultimate bargain. For example, "Sawmill A" may
sell wood chips at $85 per bone dry unit while
"Sawmill B" sells wood chips at $90 per ton.
"Mill A", however, has 1% more bark, 2% more
fines,
and 6% more pin chips and actually costs
$10 per ton extra to process. Develop long-term
relationships of loyalty and trust with suppliers
rather than jumping around from supplier to
supplier to try to save a dollar.
When selecting a supplier for a part that is
part of a larger assembly, it is wise to let the
supplier help in the design
process,
rather than just
making specifications that later need to be altered
at great expense.
5.
Always be looking for methods of improv-
ing the process. Process improvement does not
necessarily mean buying new equipment. Often
the present equipment can be improved or used
more efficiently. The relative amounts of varia-
tion by each component of a system must be
identified to determine if an improvement (such as
new equipment) will actually mean a benefit. For
example, it may be useful to work with chip
suppliers to decrease the amount of overthick chips
rather than purchase an additional chip slicer.
It should be clear that putting out fires should
be only a minor component of the process
engineer's time. In the pulp and paper industry,
however, it tends to be a major portion of the
engineer's time. If more time were spent on
improving the process, then little time would be
spent on fighting fires. Unfortunately, the argu-
ment is that there is no time to work on the pro-
cess because of all the fires to fight. This is only
short-term thinking and, in the long run, will lead
to ruin.
6. Use on the job training. On the job
training is very successful since the tools being
taught are immediately put to use. Deming says
"the greatest waste in America is failure to use the
abilities of people.
7.
Leadership. The goal of leadership
should be to help people and machinery do a
better job. To merely demand increased produc-
tivity without improving the process will lead
nowhere. If management spends its time supervis-
ing workers, then there are two people doing the
same job.
8. Drive out fear. Setting production goals,
other quotas, and demands of zero-defect strongly
imply "punishment" if they are not met. If one
shows people how to do a good job, or improves
the process so a good job can be done, quality and
production will automatically improve. Manage-
ment should not assume the worker is failing, the
failure may be attributable to the manager.
INTRODUCTION TO TQM AND SPC 413
9.
Break down
barriers
between departments
internally,
and
customers and suppliers
externally.
Chip suppliers must know what a pulp mill is
looking for in wood chips and why it is important
to the pulping process. Management must also
promote internal teamwork.
10, Do not use slogans, work targets, and
exhortations
to try to
increase quality
and produc-
tion.
These techniques lead to fear by implied
consequences as described in (8) above. Further-
more, if the system was capable of higher produc-
tivity as is, why isn't that level of productivity
already being achieved?
11.
Do not manage by objectives, but by
leadership. As in (10), to demand more produc-
tivity is not as useful as showing people how the
process or testing methods can be modified to
achieve higher productivity.
12,
Remove
barriers that rob people of pride
in workmanship. One barrier is the annual merit
rating. Often the letter of the "law" is followed
without the spirit of the "law" so that compliance
may appear to be occurring, but in fact is not.
Workers must not feel that they are only following
orders, but that they are in control of the situation
and responsible for the final product.
13,
Make
education
and
self-improvement
a
goal. People who are challenged and see growth
in themselves will enjoy their jobs more and
perform better in the long run.
14. Everyone is involved in the
transforma-
tion of the company. Accomplishments are the
result of team effort. This reduces duplication of
effort and allows different departments to interact
more successfully.
20.2 STATISTICAL PROCESS (QUALITY)
CONTROL, SPC, SQC
Introduction
Statistical process control (SPC) or statistical
quality control (SQC) involves data collection and
analysis, modeling of systems, problem solving,
and design of experiments. I like to summarize
SPC as the application of elementary statistical
analysis to control a process. It is the scientific
method applied to manufacturing. Shewhart
(1939) made the following comparison:
Mass
Production
Specification
Production
Inspection
Scientific Method
Hypothesis
Experiment
Test of Hypothesis
Statistical analysis
Statistical analysis of the process is a key part
of SPC since it is crucial to determine what is
random variation and what is nonrandom variation
that can be controlled. Anyone who wants to
implement SPC must understand elementary
statistics, experimental design, and sampling tech-
niques. There are many good books on statistical
analysis so there is little point including all this
information here, but some basic statistical equa-
tions are included later. When using statistical
analysis, the underlining assumption is that all of
the variation is random. SPC tools must be devel-
oped when the process is in control and there are
no trends in the data. (This does not mean all of
the product will be satisfactory, only that the
operator is doing the best that he/she can with the
equipment.) This is not always easily done since
an apparent trend in the short run could be due to
statistical fluctuation. Steps can be taken to de-
crease the random variation so that "actual"
changes can be observed more easily.
Most aspects of statistical analysis
in
common
use assume that statistical deviation follows the
normal
distribution,
which is symmetrical and has
a bell-shaped curve as shown in Fig. 20-1. Many
statistical equations are only applicable to this
distribution. Most measurements have variations
that follow the normal distribution. Some, howev-
er, such as the time between failures, follow other
distributions. These other distributions can be
predicted, but require tools generally found in
advanced simulation or statistical analysis text-
books.
EXAMPLE 1. What is the probability that a
sample from a normal distribution will be 1 or
more standard deviations less than the mean?