Чекмарев А.А. Начертательная геометрия или черчение
Подождите немного. Документ загружается.


а) 6)
Рис. 13.43 Рис. 13.44
Фаски предохраняют острые кромки деталей от забоин, что
важно для обеспечения сборки деталей. Фаски на внешних эле-
ментах конструкции часто важны для удобства эксплуатации.
Широко применяемые фаски под углом 45° к поверхности обо-
значают обычно сх45°, где с — размер катета фаски. Если
фаска расположена под иным углом а, то размеры ее наносят,
как показано на рисунке 13.43, а, б, или указывают угол и
один линейный размер или два линейных размера.
Рифления на поверхности детали широко применяют для
устранения проскальзывания детали в руке при повороте. При-
меры прямого и сетчатого рифлений на головке детали показа-
ны на рисунке 13.44. Их упрощенные изображения на чертежах
см. на рисунках 12.47 и 13.46. Упрощенное изображение вида
рифления сопровождают надписью с указанием шага рифле-
ний. Размер D (см. рис. 13.46) обозначает диаметр цилиндри-
ческой поверхности заготовки, на которой образуют рифление.
Этот размер после нанесения рифления несколько увеличива-
ется за счет выдавливания части материала.
Надписи, знаки, шкалы, наносимые на плоскую поверх-
ность, изображают на соответствующем виде полностью, не-
зависимо от способа их нанесения. Их расположение и
начертание должно соответствовать требованиям, предъявляе-
мым к готовому изделию.
Если надписи и знаки наносят на цилиндрическую или ко-
ническую поверхность, то на чертеже помещают изображение
этой поверхности в виде развертки (рис. 13.45, 13.46) с требу-
емым расположением знаков и цифр на развертке.
В технических требованиях на чертеже указывают необхо-
димые данные для элементов шкал, цифр, шрифта, фона,
покрытия и др. (см. рис. 13.45, 13.46).
Канавки под уплотнительные кольца (рис. 13.47). Форма
канавок подобрана из условий обеспечения прижима фетро-
вого или войлочного уплотнительного кольца с сечением
231
* >|
Ф
Ф
Q». поверхности А
80 90 О
IIULIIIIIIIIIIIIIIIIIIIIIIIII
0 60 70 80
iiiiliiiilmiliiiiliiiiliiiiliiiil
90 0 10 10 3 7 |«
-----1
0 50
V
llllllllllllllllllllllllllllllllllllllllMI
mill
ill
I \
•
ПИШИ,
i ,, i, ).
/. Число родных делений по окру/нности -100
Z. Ширина длинных рисок 0,8; средних 0,6; коротких 0,3мм
3. Покрытие...
4. Покрытие тона шкалы..., цитр и рисок...
Рис. 13.45
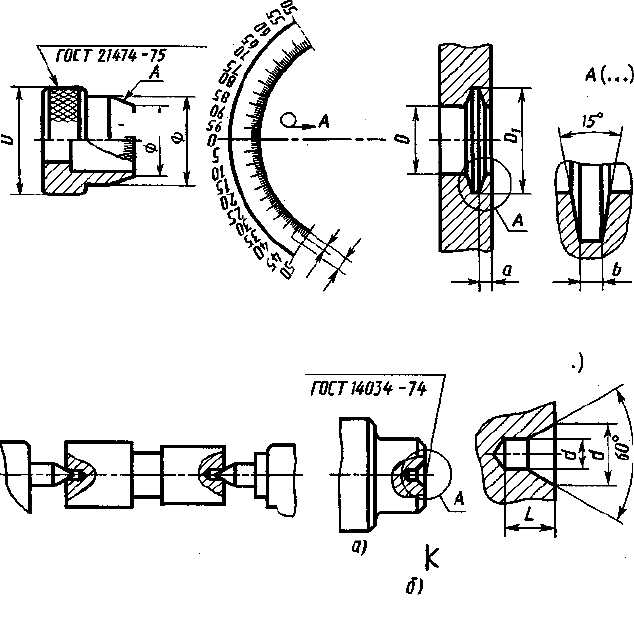
Рис.
13.46
Рис. 13.47
2отд.центр.А2,5 А(..
72�5
Рифление сетчатое
Число родных делений
по окружности -100

Рис. 13.48
Рис. 13.49

232

прямоугольной формы к гладкой цилиндрической поверхно-
сти уплотняемой детали. Приведенная конструкция канавки
обеспечивает обжатие вала уплотнительным кольцом. Для
указания размера Ь и угла 15° обычно используют выносной
элемент с увеличением изображения, а диаметры D, Д, и
размер а осевого положения канавки наносят на основном
изображении.
Технологические центровые гнезда. Непустотелые детали
типа тел вращения — валов — обычно обрабатывают на то-
карных или шлифовальных станках и контролируют в цент-
рах, которые входят в конические центровые гнезда на торцах
детали (рис. 13.48). Форму и размеры их принимают по ГОСТ
14034—74 в зависимости от диаметра той части детали, в ко-
торой выполняют отверстие. Пример чертежа с центровым
гнездом и его обозначением на чертеже приведен на рисун-
ке 13.49, а.
Центровые гнезда могут быть необходимы и в условиях экс-
плуатации на случай ремонта дополнительной обработкой, на-
пример шлифовкой. В этом случае центровые гнезда указывают
на чертеже детали, а их наружную кромку выполняют с защит-
ной фаской (см. рис. 10.11, г). Фаска 2 в этом случае предох-
раняет от повреждений рабочую коническую поверхность 1.
Если же центровые гнезда на готовой детали недопустимы, то
на чертеже наносят знак (рис. 13.49, б).
В тех случаях, когда наличие центровых гнезд конструк-
тивно безразлично, их на чертеже не изображают и в техничес-
ких требованиях не помещают никаких указаний.
Технологические канавки для выхода шлифовального кру-
га. При шлифовке кромки шлифовального круга всегда не-
много закругляются (это закругление на рисунке 13.50
указано радиусом R). В связи с этим для получения при
обработке цилиндрической или плоской поверхности детали
предусматривают технологическую канавку для выхода зак-
ругляющейся кромки шлифовального круга. На цилиндри-
ческой поверхности детали (рис. 13.50, слева) канавка
выполнена слева. На детали с точно обработанной внутрен-
ней плоской торцевой поверхностью (рис. 13.50, справа)
канавка выполнена в виде углубления на торце детали. Фор-
ма и размеры канавок для выхода шлифовального круга стандар-
тизованы в ГОСТ 8820—69 и приведены на рисунке 13.51, а, б
233
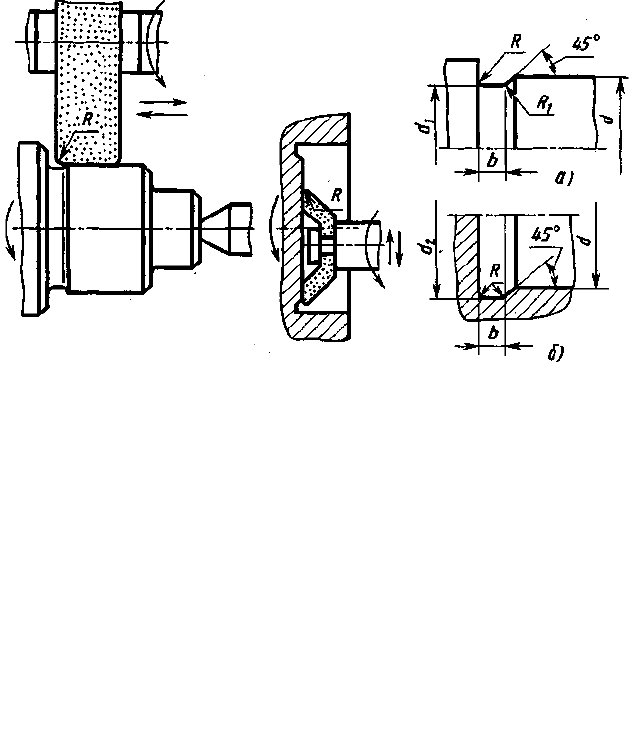
Рис. 13.50

Рис. 13.51
для наружного и внутреннего шлифования по цилиндру.
Если на чертеже детали форму канавки и нанесение разме-
ров выполнить затруднительно, то ее изображают выносным
элементом — местным видом или разрезом.

Ш
1. Как изображают резьбу на плоскостях проекций, параллельную оси
и перпендикулярную к ней?
2. Какие параметры детали стандартного резьбового соединения за-
писывают в спецификацию?
3. Какие размеры указывают в деталях со шпоночным соединением?
4. Как указывают на чертеже шлицевого соединения его параметры?
5. Какова структура изображения сварных швов?
6. Как изображают паяные и клееные соединения?
7. Как изображают надписи, знаки и шкалы?
8. Как указывают на чертеже недопустимость центрового гнезда?