Чейз, Ричард, Б., Эквилайн, Николас, Дж., Якобе, Роберт, Ф. Производственный и операционный менеджмент
Подождите немного. Документ загружается.

Глава 17.
Календарное
планирование
551
Станок
1
Станок
2
Работа
G
Простой
Работа
В
Работа
С
Работа
D
РаботаА
Работа
В
Освободился
для другой работы
Работа
D
Работа
А
1
1
г
5
11 19 23 25
Кумулятивное время, в
днях
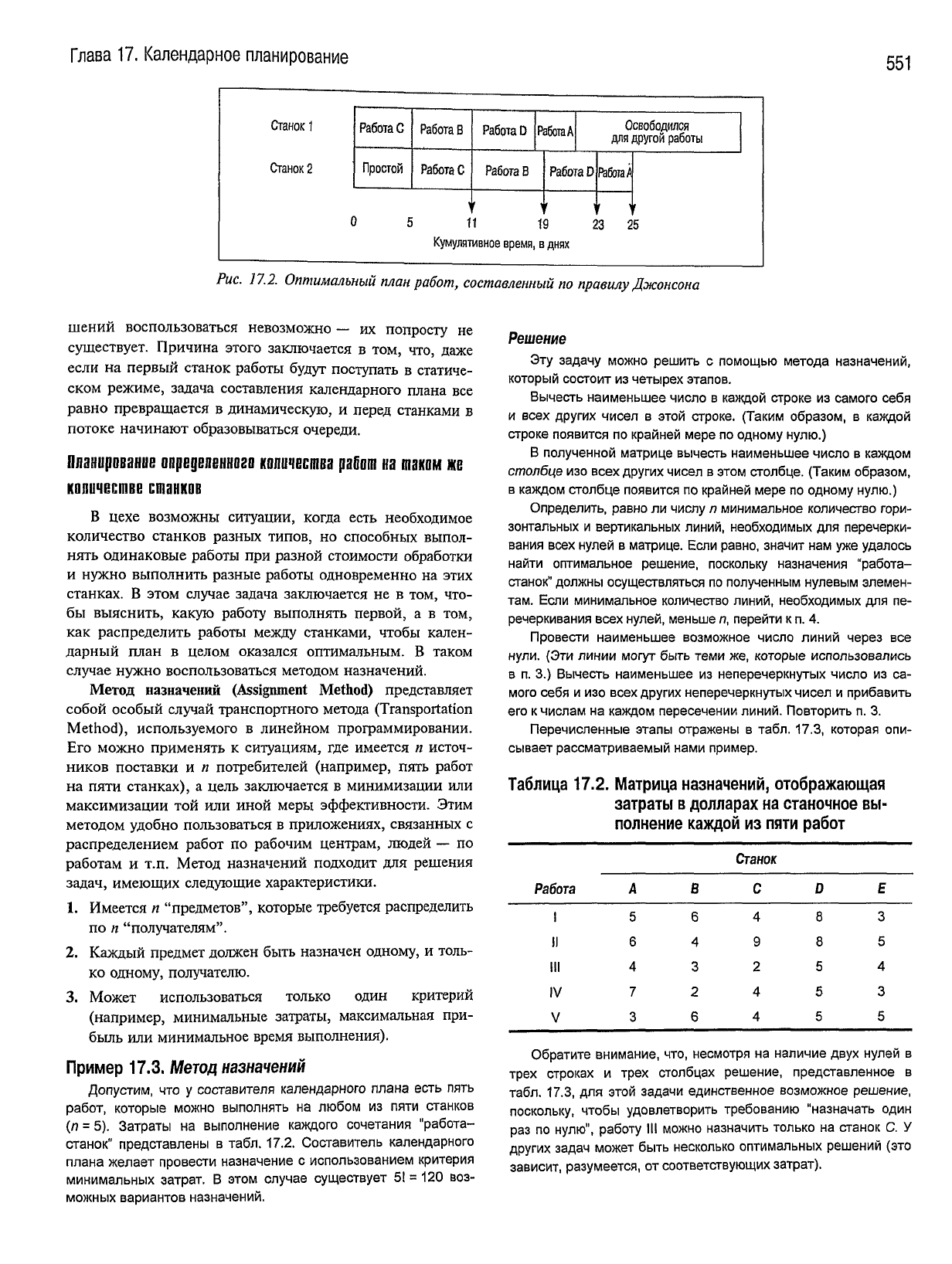
Рис. 17.2.
Оптимальный
план
работ,
составленный
по
правилу
Джонсона
шений
воспользоваться невозможно — их попросту не
существует.
Причина этого заключается в том, что,
даже
если на первый станок работы
будут
поступать в статиче-
ском
режиме, задача составления календарного плана все
равно
превращается в динамическую, и перед станками в
потоке начинают образовываться очереди.
Планирование
определенного
количества
работ
на
таком же
количестве
станков
В
цехе
возможны ситуации, когда есть необходимое
количество станков разных типов, но способных выпол-
нять
одинаковые работы при разной стоимости обработки
и
нужно выполнить разные работы одновременно на этих
станках. В этом
случае
задача заключается не в том, что-
бы выяснить, какую работу выполнять первой, а в том,
как
распределить работы
между
станками, чтобы кален-
дарный план в целом оказался оптимальным. В таком
случае
нужно воспользоваться методом назначений.
Метод назначений
(Assignment
Method) представляет
собой особый случай транспортного метода (Transportation
Method),
используемого в линейном программировании.
Его можно применять к ситуациям, где имеется п источ-
ников
поставки и п потребителей (например, пять работ
на
пяти станках), а цель заключается в минимизации или
максимизации
той или иной меры эффективности. Этим
методом удобно пользоваться в приложениях, связанных с
распределением работ по рабочим центрам, людей — по
работам и т.п. Метод назначений подходит для решения
задач, имеющих следующие характеристики.
1. Имеется п "предметов", которые требуется распределить
по
п "получателям".
2. Каждый предмет должен быть назначен одному, и толь-
ко
одному, получателю.
3. Может использоваться только один критерий
(например,
минимальные затраты, максимальная при-
быль или минимальное время выполнения).
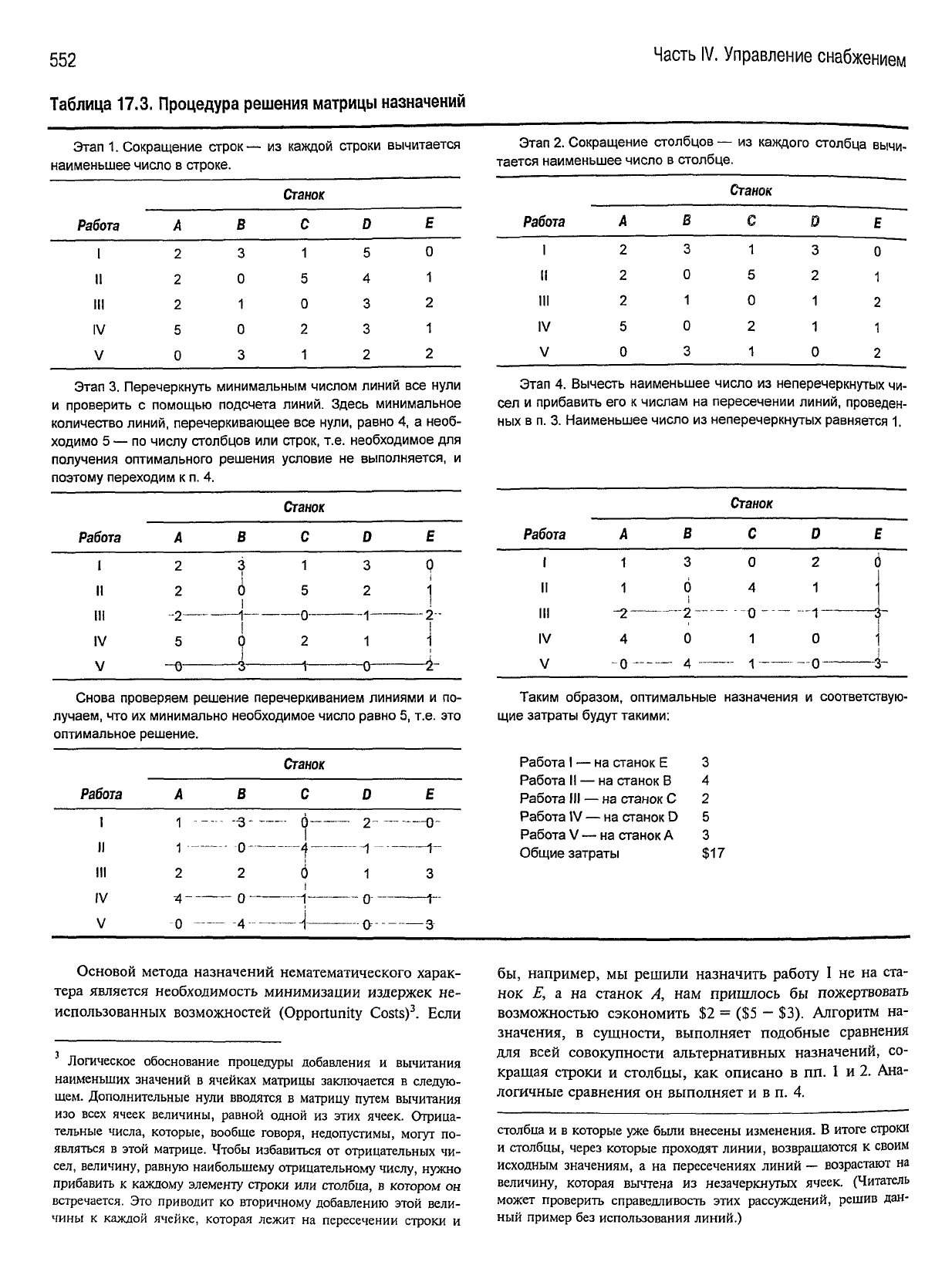
Пример 17.3. Метод
назначений
Допустим,
что у
составителя календарного плана есть пять
работ, которые можно выполнять
на
любом
из
пяти станков
(п
=
5). Затраты
на
выполнение каждого сочетания "работа-
станок"
представлены
в
табл. 17.2. Составитель календарного
плана желает провести назначение
с
использованием критерия
минимальных затрат.
В
этом случае существует
5! =
120
воз-
можных вариантов назначений.
Решение
Эту задачу можно решить
с
помощью метода назначений,
который
состоит из четырех этапов.
Вычесть наименьшее число
в
каждой строке из самого себя
и
всех других чисел
в
этой строке. (Таким образом,
в
каждой
строке
появится по крайней мере по одному нулю.)
В полученной матрице вычесть наименьшее число
в
каждом
столбце
изо всех других чисел
в
этом столбце. (Таким образом,
в каждом столбце появится по крайней мере по одному нулю.)
Определить, равно
ли
числу
п
минимальное количество
гори-
зонтальных
и
вертикальных линий, необходимых
для
перечерки-
вания всех нулей
в
матрице. Если равно, значит нам уже удалось
найти оптимальное решение, поскольку назначения "работа-
станок"
должны осуществляться по полученным нулевым элемен-
там.
Если минимальное количество линий, необходимых
для пе-
речеркивания всех нулей, меньше
п,
перейти к
п.
4.
Провести наименьшее возможное число линий через
все
нули. (Эти линии могут быть теми же, которые использовались
в п.
3.)
Вычесть наименьшее
из
неперечеркнутых число
из са-
мого
себя
и
изо всех других неперечеркнутых чисел
и
прибавить
его к
числам
на
каждом пересечении
линий.
Повторить п.
3.
Перечисленные этапы отражены
в
табл. 17.3, которая
опи-
сывает рассматриваемый нами пример.
Таблица
17.2. Матрица назначений,
отображающая
затраты
в долларах
на
станочное
вы-
полнение
каждой
из
пяти работ
Работа
I
II
III
IV
V
А
5
6
4
7
3
В
6
4
3
2
6
Станок
С
4
9
2
4
4
D
8
8
5
5
5
Е
3
5
4
3
5
Обратите внимание, что, несмотря
на
наличие двух нулей
в
трех строках
и
трех столбцах решение, представленное
в
табл. 17.3,
для
этой задачи единственное возможное решение,
поскольку,
чтобы удовлетворить требованию "назначать один
раз
по
нулю", работу
III
можно назначить только
на
станок
С. У
других
задач может быть несколько оптимальных решений
(это
зависит,
разумеется,
от
соответствующих затрат).
552
Часть
IV.
Управление снабжением
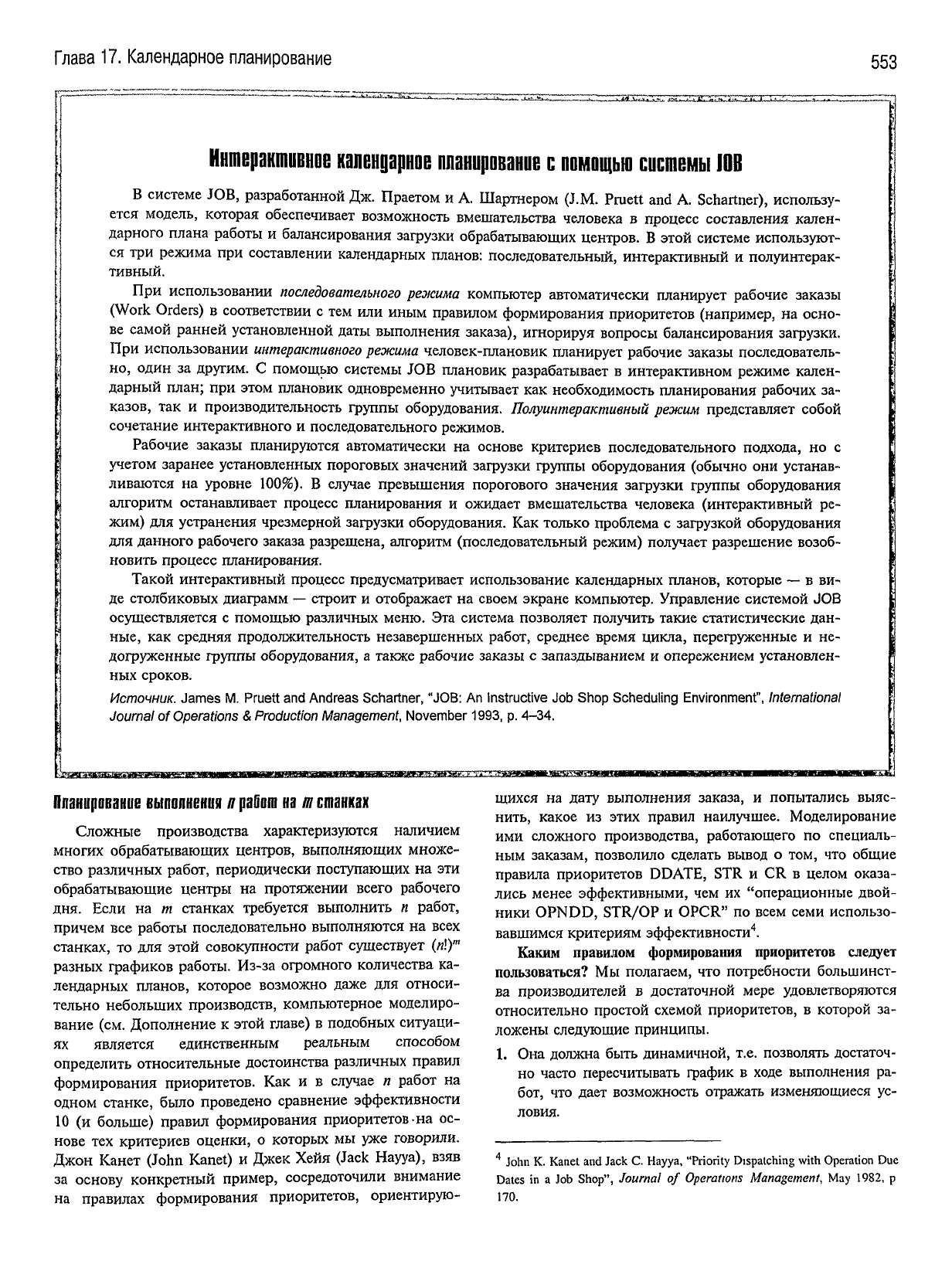
Таблица
17.3.
Процедура решения матрицы назначений
Этап
1.
Сокращение строк
—
наименьшее число
в
строке.
Работа
I
II
III
IV
V
А
2
2
2
5
0
В
3
0
1
0
3
из
каждой
Станок
С
1
5
0
2
1
строки
D
5
4
3
3
2
вычитается
Е
0
1
2
1
2
Этап 2. Сокращение столбцов
— из
каждого
тается наименьшее число
в
столбце.
Работа
I
II
III
IV
V
А
2
2
2
5
0
В
3
0
1
0
3
Станок
С
1
5
0
2
1
столбца
D
3
2
1
1
0
вычи-
Е
0
1
2
1
2
Этап 3. Перечеркнуть минимальным числом линий
все
нули
и
проверить
с
помощью подсчета линий. Здесь минимальное
количество линий, перечеркивающее
все
нули, равно 4,
а
необ-
ходимо
5 —
по числу столбцов
или
строк, т.е. необходимое
для
получения оптимального решения условие
не
выполняется,
и
поэтому
переходим
к
п.
4.
Этап
4.
Вычесть наименьшее число
из
неперечеркнутых чи-
сел
и
прибавить его
к
числам
на
пересечении линий, проведен-
ных
в
п. 3. Наименьшее число из неперечеркнутых равняется
1.
Станок
Станок
Работа
Работа
I
II
III
IV
V
I
II
III
IV
V
1
1
-2-
4
-о-
3
6
I
I
2
0
4
0
4
0
1
Снова проверяем решение перечеркиванием линиями
и по-
лучаем,
что их
минимально необходимое число равно 5, т.е.
это
оптимальное решение.
Станок
Работа
I
II
III
IV
V
Таким образом, оптимальные назначения
и
соответствую-
щие затраты будут такими:
Работа
I — на
станок
Е 3
Работа
II —
на станок
В 4
Работа
III —
на станок
С 2
Работа
IV —
на станок
D 5
Работа
V —
на станок
А 3
Общие затраты
$17
3
Основой
метода назначений нематематического харак-
тера является необходимость минимизации издержек не-
использованных возможностей (Opportunity Costs)
3
. Если
Логическое обоснование процедуры добавления и вычитания
наименьших
значений в ячейках матрицы заключается в
следую-
щем.
Дополнительные нули вводятся в матрицу
путем
вычитания
изо
всех
ячеек величины, равной одной из этих ячеек. Отрица-
тельные числа, которые, вообще говоря, недопустимы,
могут
по-
являться в этой матрице. Чтобы избавиться от отрицательных чи-
сел, величину, равную наибольшему отрицательному
числу,
нужно
прибавить к каждому элементу строки или столбца, в котором он
встречается. Это приводит ко вторичному добавлению этой вели-
чины
к каждой ячейке, которая лежит на пересечении строки и
бы,
например, мы решили назначить
работу
I не на ста-
нок
Е, а на станок А, нам пришлось бы пожертвовать
возможностью сэкономить $2 = ($5 - $3).
Алгоритм
на-
значения,
в сущности, выполняет подобные сравнения
для всей совокупности альтернативных назначений, со-
кращая
строки и столбцы, как описано в пп. 1 и 2. Ана-
логичные сравнения он выполняет и в п. 4.
столбца и в которые уже были внесены изменения. В итоге строки
и
столбцы, через которые проходят
линии,
возвращаются к своим
исходным значениям, а на пересечениях линий — возрастают на
величину, которая вычтена из незачеркнутых ячеек. (Читатель
может проверить справедливость этих рассуждений, решив дан-
ный
пример без использования линий.)
Глава
17. Календарное планирование
553
Интерактивное календарное
планирование
с
помощью
системы 10В
В системе JOB, разработанной Дж. Праетом и А. Шартнером (J.M. Pruett and A. Schartner), использу-
ется модель, которая обеспечивает возможность вмешательства человека в процесс составления кален-
дарного плана работы и балансирования загрузки обрабатывающих центров. В этой системе используют-
ся
три режима при составлении календарных планов: последовательный, интерактивный и полуинтерак-
тивный.
При
использовании
последовательного
режима
компьютер автоматически планирует рабочие заказы
(Work
Orders) в соответствии с тем или иным правилом формирования приоритетов (например, на осно-
ве самой ранней установленной
даты
выполнения заказа), игнорируя вопросы балансирования загрузки.
При
использовании
интерактивного
режима
человек-плановик планирует рабочие заказы последователь-
но,
один за
другим.
С помощью системы JOB плановик разрабатывает в интерактивном режиме кален-
дарный план; при этом плановик одновременно
учитывает
как необходимость планирования рабочих за-
казов,
так и производительность группы оборудования.
Полуинтерактивный
режим
представляет собой
сочетание интерактивного и последовательного режимов.
Рабочие заказы планируются автоматически на основе критериев последовательного
подхода,
но с
учетом
заранее установленных пороговых значений загрузки группы оборудования (обычно они устанав-
ливаются на уровне 100%). В
случае
превышения порогового значения загрузки группы оборудования
алгоритм останавливает процесс планирования и ожидает вмешательства человека (интерактивный ре-
жим) для устранения чрезмерной загрузки оборудования. Как только проблема с загрузкой оборудования
для данного рабочего заказа разрешена, алгоритм (последовательный режим)
получает
разрешение возоб-
новить
процесс планирования.
Такой
интерактивный процесс предусматривает использование календарных планов, которые — в ви^
де столбиковых диаграмм — строит и отображает на своем экране компьютер. Управление системой JOB
осуществляется с помощью различных меню. Эта система позволяет получить такие статистические дан-
ные,
как средняя продолжительность незавершенных работ, среднее время цикла, перегруженные и не-
догруженные группы оборудования, а также рабочие заказы с запаздыванием и опережением установлен-
ных сроков.
Источник.
James
M.
Pruett
and
Andreas
Schartner,
"JOB:
An
Instructive
Job
Shop
Scheduling
Environment",
International
Journal
of
Operations
&
Production
Management,
November
1993, p. 4-34.
Планирование
выполнения
в
работ на
т
станках
Сложные производства характеризуются наличием
многих обрабатывающих центров, выполняющих множе-
ство различных работ, периодически поступающих на эти
обрабатывающие центры на протяжении всего рабочего
дня.
Если на т станках
требуется
выполнить и работ,
причем все работы последовательно выполняются на
всех
станках, то для этой совокупности работ
существует
(«!)
га
разных графиков работы. Из-за огромного количества ка-
лендарных планов, которое возможно
даже
для относи-
тельно небольших производств, компьютерное моделиро-
вание
(см. Дополнение к этой
главе)
в подобных ситуаци-
ях является единственным реальным способом
определить относительные достоинства различных правил
формирования
приоритетов. Как и в
случае
п работ на
одном станке, было проведено сравнение эффективности
10 (и больше) правил формирования приоритетов на ос-
нове тех критериев оценки, о которых мы уже говорили.
Джон Канет (John Kanet) и Джек Хейя (Jack Hayya), взяв
за основу конкретный пример, сосредоточили внимание
на
правилах формирования приоритетов, ориентирую-
щихся на
дату
выполнения заказа, и попытались выяс-
нить,
какое из этих правил наилучшее. Моделирование
ими
сложного производства, работающего по специаль-
ным
заказам, позволило
сделать
вывод о том, что общие
правила приоритетов DDATE, STR и CR в целом оказа-
лись
менее эффективными, чем их "операционные двой-
ники
OPNDD,
STR/OP и OPCR" по всем семи использо-
вавшимся
критериям эффективности
4
.
Каким
правилом формирования приоритетов
следует
пользоваться? Мы полагаем, что потребности большинст-
ва производителей в достаточной мере удовлетворяются
относительно простой схемой приоритетов, в которой за-
ложены
следующие
принципы.
1. Она должна быть динамичной, т.е. позволять достаточ-
но
часто пересчитывать график в
ходе
выполнения ра-
бот, что
дает
возможность отражать изменяющиеся ус-
ловия.
4
John
К. Kanet and Jack С. Hayya, "Priority Dispatching with Operation Due
Dates
in a Job Shop",
Journal
of
Operations
Management,
May 1982, p
170.
554
Часть
IV. Управление снабжением
2. Она должна так или иначе основываться на имеющемся
резерве времени, т.е. положительной разности
между
остающимся и необходимым временем на выполнение
работы. Это позволяет воплотить "принцип установлен-
ной
даты выполнения заказа", предложенный гг.
Кане-
том и Хейя.
Современные
подходы к составлению календарных
планов
сочетают компьютерное моделирование с деятель-
ностью человека-плановика (врезка "Интерактивное ка-
лендарное планирование с помощью системы JOB").
Цеховое управление
Формирование
приоритетов работ — лишь один из ас-
пектов
цехового
управления
(Shop-Floor Control), которое
сейчас нередко называют
управлением
производственной
деятельностью
(Production
Activity
Control).
Основными
функциями цехового управления являют-
ся
такие.
1. Назначение приоритета каждому цеховому заказу.
2. Хранение информации, касающейся объемов незавер-
шенных
работ.
3. Предоставление в заводоуправление информации о со-
стоянии
цеховых заказов.
4. Предоставление информации о фактических
результатах
управления производственными мощностями.
5. Предоставление информации об управлении незавер-
шенным
производством и
учете
производства.
6. Измерение эффективности, уровня загрузки и произво-
дительности работников и оборудования.
Графин Ганта
Небольшие
предприятия, работающие по индивиду-
альным заказам, и отдельные подразделения крупных
предприятий
нередко используют "его святейшество"
график
Ганта, с помощью которого планируют и отсле-
живают выполнение работ. Как указывалось в главе 3,
график
Ганта представляет собой разновидность столби-
ковой
диаграммы, которая отображает распределение за-
даний
во времени. Графики Ганта используются для пла-
нирования
выполнения проектов, а также для координа-
ции
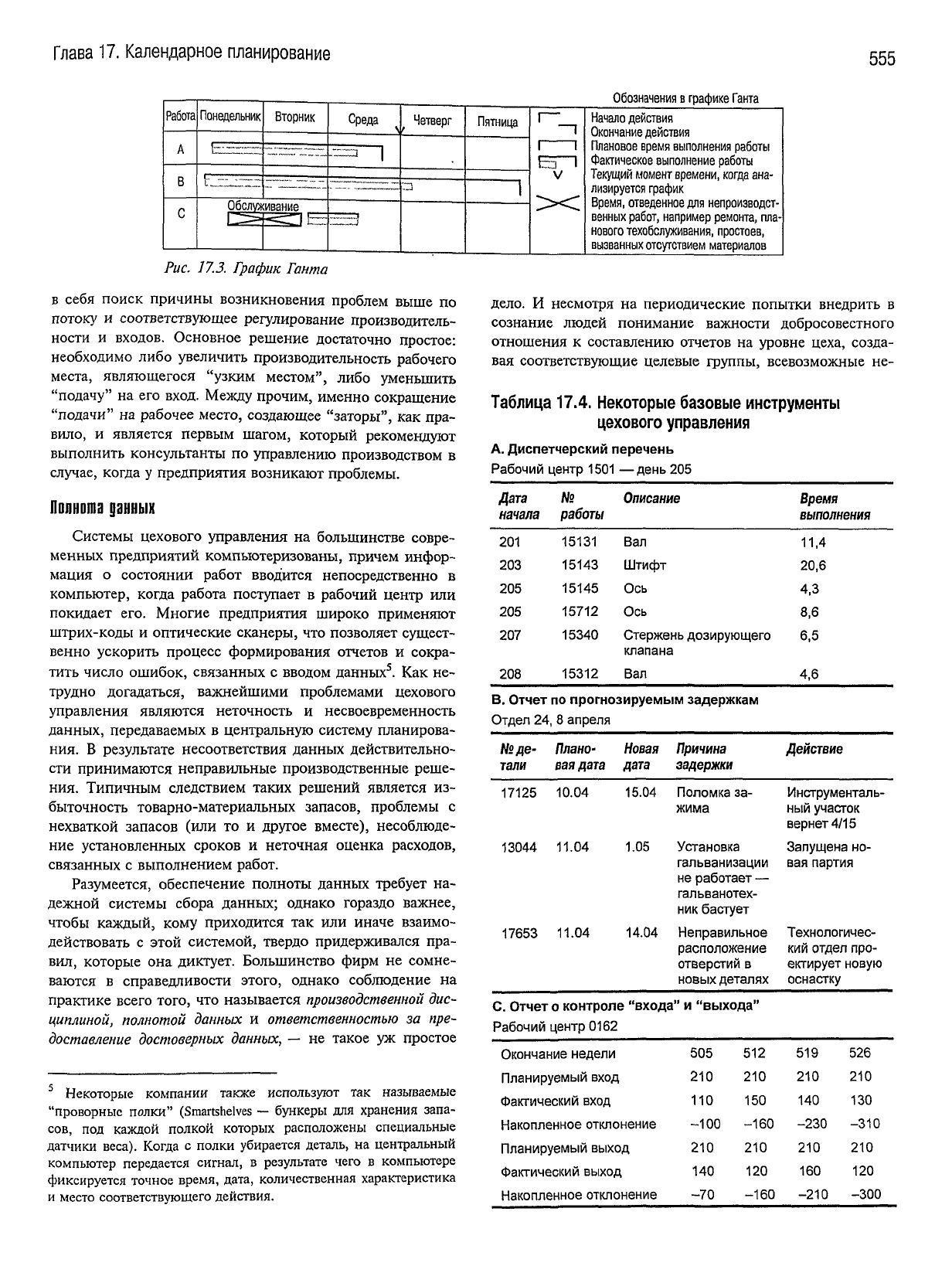
ряда планируемых действий. Пример,
представленный на рис. 17.3, показывает, что выполнение
работы А отстает от графика примерно на четыре часа,
выполнение
работы В опережает график, а работа С, вы-
полнение
которой предусмотрено после проведения необ-
ходимого техобслуживания оборудования, уже завершена.
Обратите внимание, что опережение или, наоборот,
отставание работы от графика определяется ее положени-
ем по отношению к той точке на оси времени, в которой
мы
находимся в данный момент. На рис. 17.3 наше теку-
щее положение — конец среды, и работа Л к этому мо-
менту уже должна быть завершена. В связи с опережени-
ем выполнения работы В можно предположить, что ее
могут
завершить досрочно в четверг.
Инструменты
Рассмотрим
основные инструменты цехового управле-
ния.
1.
Ехседневный
диспетчерский
перечень
(Daily Dispatch
List)
в
котором руководителю предоставляется информация о
том, какие работы должны быть выполнены, каков их
приоритет и сколько времени займет выполнение каж-
дой работы (табл. 17.4, часть А);
2. Всевозможные
отчеты
о
состоянии
работ
и
отклонениях
(Status And Exception Reports), в том числе:
• отчет о прогнозируемых задержках, составляемый пла-
новиком
производства один-два раза в неделю и про-
веряемый главным плановиком производства для вы-
явления
серьезных задержек, которые могли бы по-
влиять на выполнение основного плана производства
(табл. 17.4, часть В.);
• отчеты об
отходах
производства;
• отчеты об исправлениях и переделках;
• итоговые отчеты о выполнении работ, в которых указы-
вается количество и процент заказов, выполненных в
соответствии с календарным планом, состояние невы-
полненных
заказов, объем выходной продукции и т.д.;
• перечень дефицита.
3.
Отчет
о
контроле
"входа"
и
"выхода"
(Input/Output
Control
Report), который используется руководителем
для контроля соотношения "рабочая загруз-
ка/производственная
мощность" по каждой рабочей
станции
(табл. 17.4, часть Q.
Контроль "входа"
и
"выхода"
Контроль
"входа"
и
"выхода"
является важной функ-
цией
системы планирования и управления производст-
вом.
Он предназначен для того, чтобы не допускать пре-
вышения
объема запланированных работ на
входе
рабо-
чего центра над запланированным объемом на выходе.
Когда
"вход"
превышает "выход", на рабочем центре на-
капливаются невыполненные работы, что
ведет
к образо-
ванию
заторов на рабочем центре, обработка становится
неэффективной,
а поток работ к последующим рабочим
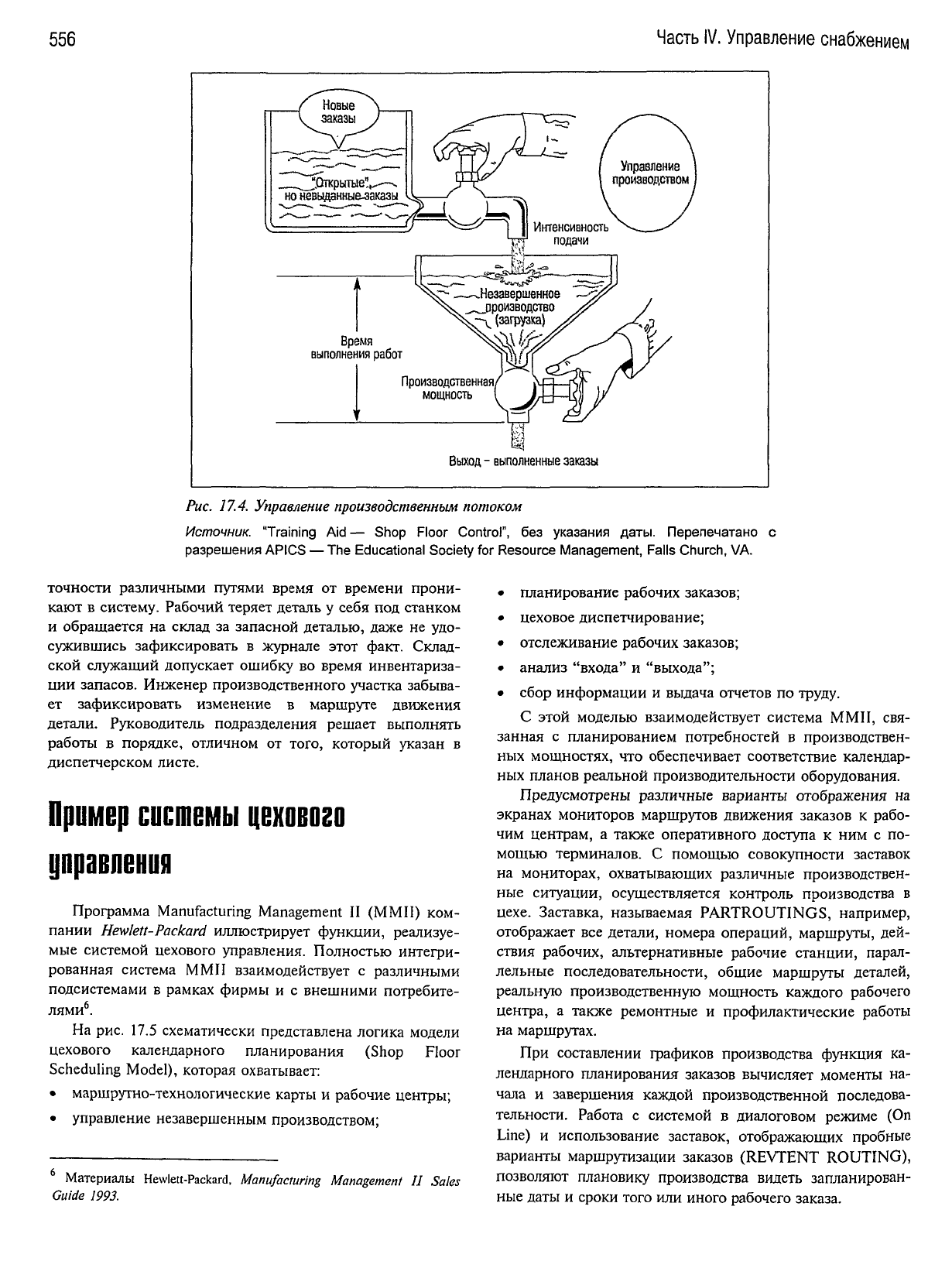
центрам становится спорадическим. Это явление нагляд-
но
иллюстрирует аналогия
между
управлением производ-
ственной
мощностью и управлением потоком воды, пред-
ставленная
на рис. 17.4.
В табл. 17.4, часть С представлен отчет о контроле
"входа"
и "выхода" для рабочего центра, расположенного
в
середине потока. Взглянув сначала на нижнюю, или вы-
ходную
половину отчета, можно увидеть, что ситуация на
выходе весьма далека от выполнения плана. Может даже
показаться,
что у этого рабочего центра
существуют
серь-
езные проблемы с производительностью. Однако, если
посмотреть на
входную
часть этого отчета, становится
очевидно,
что серьезные проблемы с производительно-
стью
существуют
скорее у рабочего центра, расположен-
ного вверх по потоку и "питающего" рассматриваемый
нами
рабочий центр. Процесс контроля должен включать
Глава
17. Календарное планирование
555
Работа
Понедельник
Вторник
Обслуживание
Среда
Четверг
Пятница
Обозначения
в
графике
Ганта
Начало
действия
Окончание действия
Плановое
время
выполнения
работы
Фактическое
выполнение работы
Текущий момент
времени,
когда ана-
лизируется график
Время,
отведенное для непроизводст-
венных
работ, например ремонта,
пла-
нового
техобслуживания, простоев,
вызванных
отсутствием материалов
Рис.
17.3. График
Ганта
в
себя поиск причины возникновения проблем выше по
потоку и соответствующее регулирование производитель-
ности
и входов. Основное решение достаточно простое:
необходимо либо увеличить производительность рабочего
места, являющегося "узким местом", либо уменьшить
"подачу" на его
вход.
Между прочим, именно сокращение
"подачи" на рабочее место, создающее "заторы", как пра-
вило,
и является первым шагом, который рекомендуют
выполнить
консультанты по управлению производством в
случае, когда у предприятия возникают проблемы.
Полнота
данных
Системы цехового управления на большинстве совре-
менных предприятий компьютеризованы, причем
инфор-
мация
о состоянии работ вводится непосредственно в
компьютер, когда работа поступает в рабочий центр или
покидает его. Многие предприятия широко применяют
штрих-коды и оптические сканеры, что позволяет сущест-
венно
ускорить процесс формирования отчетов и сокра-
тить число ошибок, связанных с вводом данных
5
. Как не-
трудно догадаться, важнейшими проблемами цехового
управления являются неточность и несвоевременность
данных, передаваемых в центральную систему планирова-
ния.
В
результате
несоответствия данных действительно-
сти принимаются неправильные производственные реше-
ния.
Типичным следствием таких решений является из-
быточность товарно-материальных запасов, проблемы с
нехваткой запасов (или то и
другое
вместе), несоблюде-
ние
установленных сроков и неточная оценка расходов,
связанных
с выполнением работ.
Разумеется, обеспечение полноты данных
требует
на-
дежной системы сбора данных; однако гораздо важнее,
чтобы каждый, кому приходится так или иначе взаимо-
действовать с этой системой, твердо придерживался пра-
вил,
которые она диктует. Большинство фирм не сомне-
ваются в справедливости этого, однако соблюдение на
практике
всего того, что называется
производственной
дис-
циплиной,
полнотой
данных
и
ответственностью
за пре-
доставление
достоверных
данных,
— не такое уж простое
Некоторые
компании также используют
так
называемые
"проворные
полки" (Smartshelves
—
бункеры
для
хранения запа-
сов,
под
каждой полкой которых расположены специальные
датчики
веса). Когда
с
полки убирается деталь,
на
центральный
компьютер
передается сигнал,
в
результате чего
в
компьютере
фиксируется
точное время, дата, количественная характеристика
и
место соответствующего действия.
дело. И несмотря на периодические попытки внедрить в
сознание
людей понимание важности добросовестного
отношения
к составлению отчетов на уровне цеха, созда-
вая
соответствующие целевые группы, всевозможные не-
Таблица
17.4.
Некоторые базовые инструменты
цехового управления
А.
Диспетчерский
перечень
Рабочий центр
1501
—день 205
Дата
№
Описание
начала
работы
Время
выполнения
201
203
205
205
207
15131
15143
15145
15712
15340
Вал
Штифт
Ось
Ось
Стержень дозирующего
клапана
11,4
20,6
4,3
8,6
6,5
208
В. Отчет
Отдел
24
№
де-
тали
15312 Вал
по прогнозируемым
задержкам
,
8
апреля
Плано-
вая
дата
Новая
дата
Причина
задержки
4,6
Действие
17125
10.04
13044
11.04
17653
11.04
15.04 Поломка за-
жима
1.05
14.04
Установка
гальванизации
не работает
—
гальванотех-
ник
бастует
Неправильное
расположение
отверстий
в
новых
деталях
Инструменталь-
ный участок
вернет 4/15
Запущена
но-
вая партия
Технологичес-
кий
отдел про-
ектирует новую
оснастку
С. Отчет
о
контроле "входа"
и
"выхода"
Рабочий центр 0162
Окончание недели
Планируемый вход
Фактический
вход
Накопленное отклонение
Планируемый выход
Фактический
выход
Накопленное отклонение
505
210
110
-100
210
140
-70
512
210
150
-160
210
120
-160
519
210
140
-230
210
160
-210
526
210
130
-310
210
120
-300
556
Часть
IV.
Управление
снабжением
^Открытые
1
!
но невыданные-заказы
Время
выполнения работ
Незавершенное
_ рроизводство
^
(зафузка)
Производственная/
•'
мощность
\ \
Выход
-
выполненные заказы
Рис. 17.4.
Управление
производственным
потоком
Источник.
"Training
Aid —
Shop
Floor
Control",
без
указания
даты.
Перепечатано
с
разрешения
APICS —
The
Educational
Society
for
Resource
Management,
Falls
Church,
VA.
точности различными путями время от времени прони-
кают в систему. Рабочий теряет деталь у себя под станком
и
обращается на склад за запасной деталью,
даже
не удо-
сужившись зафиксировать в журнале этот факт. Склад-
ской
служащий допускает ошибку во время инвентариза-
ции
запасов. Инженер производственного участка забыва-
ет зафиксировать изменение в маршруте движения
детали. Руководитель подразделения решает выполнять
работы в порядке, отличном от того, который указан в
диспетчерском листе.
Пример
системы ценового
управления
Программа Manufacturing Management II (ММН) ком-
пании
Hewlett-Packard
иллюстрирует функции, реализуе-
мые системой цехового управления. Полностью интегри-
рованная
система
ММII
взаимодействует с различными
подсистемами в рамках фирмы и с внешними потребите-
лями
6
.
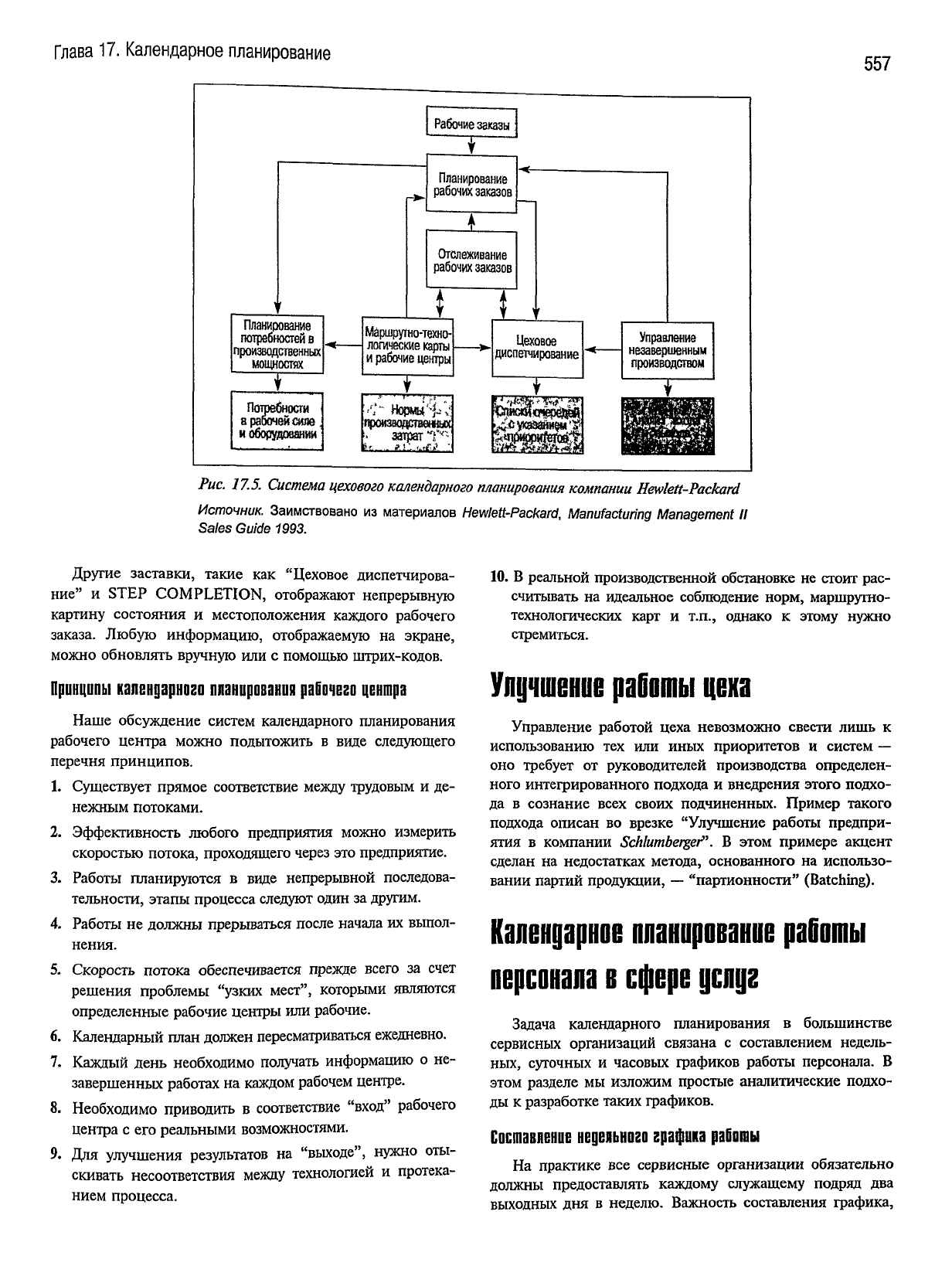
На
рис. 17.5 схематически представлена логика модели
цехового календарного планирования (Shop Floor
Scheduling Model), которая охватывает:
•
маршрутно-технологические карты и рабочие центры;
•
управление незавершенным производством;
Материалы
Hewlett-Packard,
Manufacturing
Management
II Sales
Guide
1993.
•
планирование рабочих заказов;
•
цеховое диспетчирование;
•
отслеживание рабочих заказов;
•
анализ
"входа"
и "выхода";
•
сбор информации и выдача отчетов по
труду.
С
этой моделью взаимодействует система ММП, свя-
занная
с планированием потребностей в производствен-
ных мощностях, что обеспечивает соответствие календар-
ных планов реальной производительности оборудования.
Предусмотрены различные варианты отображения на
экранах
мониторов маршрутов движения заказов к рабо-
чим центрам, а также оперативного доступа к ним с по-
мощью терминалов. С помощью совокупности заставок
на
мониторах, охватывающих различные производствен-
ные
ситуации, осуществляется контроль производства в
цехе. Заставка, называемая PARTROUTINGS, например,
отображает все детали, номера операций, маршруты, дей-
ствия рабочих, альтернативные рабочие станции, парал-
лельные последовательности, общие маршруты деталей,
реальную производственную мощность каждого рабочего
центра, а также ремонтные и профилактические работы
на
маршрутах.
При
составлении графиков производства функция ка-
лендарного планирования заказов вычисляет моменты на-
чала и завершения каждой производственной последова-
тельности. Работа с системой в диалоговом режиме (On
Line) и использование заставок, отображающих пробные
варианты маршрутизации заказов (REVTENT
ROUTING),
позволяют плановику производства видеть запланирован-
ные
даты и сроки того или иного рабочего заказа.
Глава
17. Календарное планирование
Планирование
потребностей
в
производственных
мощностях
Потребное™
в
рабочей
силе
и оборудовании
Рабочие
заказы
т.
Планирование
рабочих
заказов
Отслеживание
рабочих
заказов
Маршрутно-техно-
логические карты
и
рабочие
центры
I,
V
Цеховое
диспетчирование
производственных
557
Управление
незавершенным
производством
Рис. 17.5.
Система
цехового
календарного
планирования
компании
Hewlett-Packard
Источник.
Заимствовано
из
материалов
Hewlett-Packard,
Manufacturing
Management
II
Sales
Guide
1993.
Другие
заставки, такие как "Цеховое диспетчирова-
ние"
и STEP COMPLETION, отображают непрерывную
картину состояния и местоположения каждого рабочего
заказа.
Любую
информацию, отображаемую на экране,
можно обновлять
вручную
или с помощью штрих-кодов.
Принципы календарного планирования рабочего центра
Наше
обсуждение систем календарного планирования
рабочего центра можно подытожить в виде следующего
перечня
принципов.
1. Существует прямое соответствие
между
трудовым и де-
нежным
потоками.
2. Эффективность любого предприятия можно измерить
скоростью потока, проходящего через это предприятие.
3. Работы планируются в виде непрерывной последова-
тельности, этапы процесса
следуют
один за другим.
4. Работы не должны прерываться после начала их выпол-
нения.
5. Скорость потока обеспечивается прежде всего за счет
решения
проблемы "узких мест", которыми являются
определенные рабочие центры или рабочие.
6. Календарный план должен пересматриваться ежедневно.
7. Каждый день необходимо получать информацию о не-
завершенных работах на каждом рабочем центре.
8. Необходимо приводить в соответствие
"вход"
рабочего
центра с его реальными возможностями.
9. Для улучшения результатов на "выходе", нужно оты-
скивать несоответствия
между
технологией и протека-
нием
процесса.
10. В реальной производственной обстановке не стоит рас-
считывать на идеальное соблюдение норм, маршрутно-
технологических карт и т.п., однако к этому нужно
стремиться.
Улучшение
работы
цеха
Управление работой цеха невозможно свести лишь к
использованию тех или иных приоритетов и систем —
оно
требует
от руководителей производства определен-
ного интегрированного подхода и внедрения этого подхо-
да в сознание всех своих подчиненных. Пример такого
подхода описан во врезке "Улучшение работы предпри-
ятия
в компании
Schlumbergei".
В этом примере акцент
сделан на недостатках метода, основанного на использо-
вании
партий продукции, — "партионности" (Batching).
Календарное планирование
работы
персонала
е сфере
услуг
Задача календарного планирования в большинстве
сервисных организаций связана с составлением недель-
ных, суточных и часовых графиков работы персонала. В
этом
разделе мы изложим простые аналитические подхо-
ды к разработке таких графиков.
Составление недельного графика
работы
На
практике все сервисные организации обязательно
должны предоставлять каждому служащему подряд два
выходных дня в неделю. Важность составления графика,
558
Часть IV. Управление снабжением
НОВАЦИЯ
Улучшение работы предприятия в компании ВеЫтйщвг
Предприятие
HDS
(Houston
DownhoJe
Sensors)
компании
Schlumberger
выпускает электромеханические
датчики (устройства регистрации), которые собирают и обрабатывают геологические данные, используе-
мые при разведке нефти и газа. Предприятие HDS работает в условиях, характерных для классического
предприятия,
выпускающего продукцию по специальным заказам. Хьюстонское предприятие выпускает
200 наименований продукции, а на складах хранится 30 тысяч различных изделий, составляющих его то-
варно-материальные запасы. Конструктивно-технологаческие изменения — иногда достаточно серьез-
ные
— неизбежны в производственной деятельности предприятия. Устройства регистрации приходится
постоянно
дорабатывать, приводя их в соответствие с конкретными условиями, в которых они
будут
ис-
пользоваться (т.е. с конкретными типами бурильных установок, почв и другими геологическими, клима-
тическими и производственными факторами). Ежемесячный выпуск каждого продукта колеблется в пре-
делах
от 1 до 20 штук, а диапазон цен — от 5 до 15 тысяч долларов. Ежемесячный объем продаж колебал-
ся
от 15 миллионов долларов до менее 1 миллиона долларов, что
отражает
циклическую природу
нефтегазового бизнеса.
Летом 1985
года
HDS попала в полосу затяжного кризиса. Производство было весьма затратным, хао-
тичным и не соответствовало общепринятым стандартам. Потребители начали выражать недовольство.
Примерно
15% устройств регистрации не могли пройти окончательные приемочные испытания. Большая
часть продукции выпускалась в соответствии с уже давно разработанными календарными планами, но
своевременные поставки
едва
достигали 70%. Среднее время выполнения заказа превышало 12 месяцев.
Высшее руководство также выражало недовольство состоянием дел. Затраты на сбыт были неоправ-
данно
высокими (соотношение накладных
расходов
и живого
труда,
непосредственно затраченного на
производство продукции, составляло почти 2:1); объем запасов на предприятии превышал любые допус-
тимые пределы. Одно лишь незавершенное производство в среднем равнялось пятимесячному
объему
выпуска продукции.
Большинство
руководителей предприятий, работающих по специальным заказам, рано или поздно
сталкиваются с подобными ситуациями: ситуация на HDS дня таких предприятий скорее правило, чем
исключением. Судя по нашему опыту, своевременные поставки изделий, охватываемые основным пла-
ном
производства, редко
достигают
75%, а иногда снижаются почти до 20%. Время выполнения заказов
значительно выросло за последнее десятилетие, и большинство предприятий, работающих по специаль-
ным
заказам, так и не научилось эффективно реагировать на резкие перепады экономического цикла. Во
время экономического спада объемы невыполненных заказов (и время выполнения заказов) сокращают-
ся,
однако резко повышаются в периоды устойчивого экономического роста — явление, которое менед-
жеры констатируют с помощью известного изречения: "Задолженности по заказам
всегда
возрастают в
периоды экономического подъема".
Чем же объясняется существование хронических и столь неподатливых проблем на предприятиях, ра-
ботающих по специальным заказам? На HDS большая часть продукции комплектовалась для окончатель-
ной
сборки и проверялась партиями, которые обычно представляли
двух-
или
трехмесячную
потребность
предприятия.
Таким образом, время выполнения заказов составляло не меньше
двух-трех
месяцев (а на
практике
даже
больше), несмотря на то, что многие устройства регистрации можно было собирать и ис-
пытывать в течение
двух
недель.
Откуда
же взялась эта "партионность"? Ее появление объясняется тем, что руководство предприятия
стремилось как можно выше поднять уровень эффективности, которая понималась как минимизация за-
трат
на живой
труд,
непосредственно затраченный на производство продукции. "Партионность" обеспе-
чивала краткосрочную экономию практически на каждой фазе производственного процесса, т.е. по сути,
обеспечивала постоянную занятость
всех
работников предприятия.
Однако в долгосрочной перспективе "партионность" становится серьезным препятствием для повы-
шения
той же эффективности, ради которой она и была затеяна. При выполнении заказов с продолжи-
тельным циклом, где есть крупные партии деталей и длинные очереди, неизбежно происходит раздроб-
ление партий продукции, поломки оснастки, потери деталей и появление в них различных дефектов,
Глава
17. Календарное планирование
55д
несвоевременные поставки и увеличение объемов незавершенного производства. Результаты всего этого
нетрудно заметить на любом предприятии, работающем по специальным заказам: ежемесячные поставки,
при
которых значительный объем продукции выходит из предприятия в конце планового периода, ослаб-
ление соблюдения ставдартов качества вследствие острой необходимости вьтускать заданное количество
продукции, утаивание больших объемов переделок, скрытых в незавершенном производстве, постоянно
меняющиеся приоритеты продукции и бесконечная кризисная ситуация на производстве.
Мы
полагаем, что истинное решение заключается в устранении "партионности", "сглаживания" и
временной экономии, обусловленной ростом масштаба производства, и в такой организации работы
предприятия, которая позволяла бы быстро переключаться с выпуска одного продукта на другой, не вы-
зывая больших задержек и дополнительных расходов.
Именно
таким подходом и решило воспользоваться руководство HDS. Оно делает акцент на сокраще-
нии
сроков выполнения заказов (в среднем с
трех
месяцев, при "партионной" системе, до
двух
недель в
настоящее время), резком сокращении очередей (вплоть до полного их устранения), сокращении запасов,
быстром выявлении и устранении дефектов. Сейчас предприятие быстрее реагирует на внешние измене-
ния,
внося соответствующие коррективы в номенклатуру и объемы выпускаемой продукции. Предпри-
ятие стало более управляемым. Количество невыполненных заказов никогда не бывает большим, что по-
зволяет легко отслеживать их состояние. Аналогично, количество "проблемных" заказов стало умерен-
ным,
что позволяет более оперативно влиять на их выполнение.
Восстановление контроля над производством позволило сократить накладные расходы. Летом 1985 го-
да 520 из 830 работников этого подразделения были служащими, или персоналом, непосредственно не
занятым в производственном процессе. Теперь таких служащих осталось лишь 220 человек. Самые круп-
ные сокращения произошли в
трех
отделах:
управления качеством, отгрузки, получения и складирования,
в
управлении производством (агенты по связям с поставщиками и диспетчеры). Роль этих отделов суще-
ственно уменьшилась после принятия мер по повышению качества и по организации своевременного
выполнения
работ.
Ниже
перечислены конкретные указания и рекомендации, которым следовала HDS, внедряя свой но-
вый подход.
Качество
должно
стать
обязательным
условием
производственной
деятельности.
Подчеркивалось, что
понятие
качества включает отсутствие как дефектов в продукции, так и несвоевременных и неполных
поставок продукции.
Систематически
обновлять
календарный
тан. Отмечалось, что "выполнение календарного плана" оз-
начает начало и завершение каждой работы строго по графику. Такой подход предполагает, что прежде-
временное начало выполнения работы не допускается.
Нельзя
жертвовать
достижением
полной
загрузки
производственных
мощностей
во имя
экономии
расхо-
дов. Это означает, что менеджеры должны составлять свои планы, исходя из реальных потребностей в ра-
бочей силе, а не из идеальных уровней производительности.
Сокращать
время
пуско-наладочных
работ.
Это требование связано с широкомасштабным
"перекрестным обучением" работников, упрощением производственных инструкций и организацией ра-
бот по принципу JIT.
Главное
—
выпуск
изделий,
а не
работа
оборудования.
Коэффициент использования оборудования был
исключен из показателей эффективности работы предприятия.
Работа
предприятия
должна
быть
видна
и
понятна
каждому
работнику.
Всем работникам должно быть
известно о
ходе
выполнения каждой работы, скорости исправления дефектов, а также текущей и прогно-
зируемой нехватке деталей.
Повысить
четкость
и
быстроту
реагирования
поставщиков
продукции
на
внешние
воздействия.
Всех
по-
ставщиков нужно ознакомить с основным планом производства; от них необходимо категорически по-
требовать сокращения планируемых сроков выполнения соответствующих операций.
Источник
Перепечатано с разрешения
Harvard
Business
Review.
Материал "Time to Reform Job Shop Manufacturing",
подготовленный James E. Ashton и Frank X. Cook, Jr., (March/April 1989). Copyright 1989 by the President and
Fellows
of Harvard College. Все права защищены.
560
Часть
IV. Управление снабжением
учитывающего эти требования,
следует
из того, что в За-
коне
о справедливых стандартах на
труд
(Fair Labor
Standards Act) указано, что часы, отрабатываемые свыше
40 часов в неделю, считаются сверхурочными (это поло-
жение касается работников с почасовой оплатой труда).
Очевидно, что если каждую неделю для работника не за-
планировать два выходных дня подряд, вероятность
сверхурочных работ резко повышается. Кроме того,
большинство людей также предпочитает иметь каждую
неделю два выходных дня подряд. Изложенная ниже эв-
ристическая процедура решения этой задачи основана на
разработке Джеймса Брауна и Раджена Тибревалы (James
Browne
and Rajen Tibrewala)
7
.
Цель.
Составить график работ, который минимизирует
число служащих, работающих в режиме пятидневной неде-
ли
с двумя выходными днями подряд, при условии выпол-
нения
потребностей ежедневного штатного расписания.
Процедура.
Исходя из общего количества работников,
требуемых
в каждый день недели, составляется график с
последовательным добавлением по одному работнику. Эта
процедура состоит из
двух
этапов.
Этап
1. Назначить первого работника на все дни, ко-
торые
требуют
присутствия на работе. Это можно сделать,
просто скопировав общие потребности на каждый день.
Положительное число означает, что в этот день данный
работник
должен работать.
Поскольку
первого работника мы могли назначить на
все семь дней, обведем рамкой два последовательных дня с
наименьшей
потребностью (с наименьшими числами). Эти
дни
будут
считаться выходными первого работника. Парой
дней с наименьшей потребностью является та, у которой
большее число в паре не превышает большего числа в лю-
бой
другой
паре. Это гарантирует, что дни с наибольшими
потребностями
будут
обеспечены требуемым персоналом.
Можно
выбрать понедельник и воскресенье, несмотря на
то,
что они находятся в разных неделях.
Этап
2. Для работника 2 вычтите единицу из каждого
дня,
не попавшего в рамку, и поместите
результат
в сле-
дующую
строку для работника 2. Результаты в этой строке
показывают, что в соответствующие дни потребуется на
одного работника меньше, поскольку первый работник
уже назначен на эти дни. При получении после вычита-
ния
отрицательных чисел приравнивайте их к нулю.
Указанных два этапа повторяются для второго работ-
ника,
третьего и т.д. — пока не
будет
полностью удовле-
творена потребность в работниках.
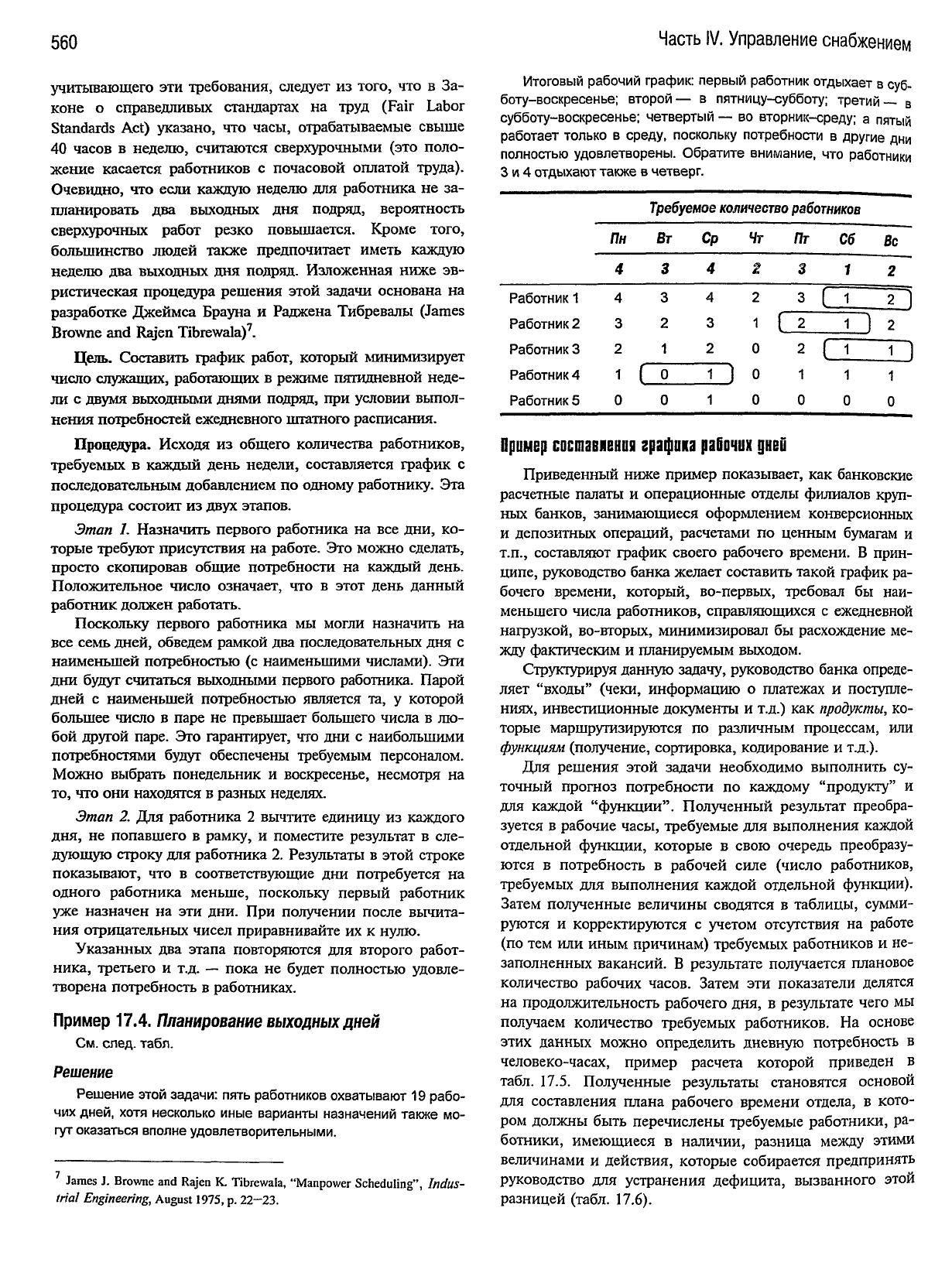
Пример
17.4.
Планирование
выходных
дней
См.
след.
табл.
Решение
Решение
этой
задачи:
пять
работников
охватывают 19
рабо-
чих
дней,
хотя
несколько
иные варианты
назначений
также
мо-
гут
оказаться
вполне
удовлетворительными.
Итоговый
рабочий
график:
первый
работник
отдыхает в суб-
боту-воскресенье;
второй—
в пятницу-субботу;
третий
в
субботу-воскресенье;
четвертый
— во
вторник-среду;
а пятый
работает
только в
среду,
поскольку
потребности
в
другие
дни
полностью
удовлетворены.
Обратите
внимание,
что
работники
3
и 4
отдыхают
также
в
четверг.
Работник
1
Работник
2
Работник
3
Работник
4
Работник
5
Пн
4
4
3
2
1 (
0
Требуемое
количество
работников
Вт
3
3
2
1
0
0
Ср
4
4
3
2
1 )
1
Чт
2
2
1
I
0
0
0
Пт
3
3
2
1
0
I
I
Сб
1
1
1
I
1
1
0
ее
2
2
I
I
2
1 )
1
0
7
James J. Browne and Rajen K. Tibrewala, "Manpower Scheduling", Indus-
trial
Engineering,
August
1975, p. 22-23.
Пример составления графима
рабочих
дней
Приведенный
ниже пример показывает, как банковские
расчетные палаты и операционные отделы филиалов круп-
ных банков, занимающиеся оформлением конверсионных
и
депозитных операций, расчетами по ценным бумагам и
т.п.,
составляют график своего рабочего времени. В прин-
ципе,
руководство банка желает составить такой график ра-
бочего времени, который, во-первых, требовал бы наи-
меньшего числа работников, справляющихся с ежедневной
нагрузкой, во-вторых, минимизировал бы расхождение ме-
жду фактическим и планируемым выходом.
Структурируя данную
задачу,
руководство банка опреде-
ляет "входы" (чеки, информацию о платежах и поступле-
ниях,
инвестиционные документы и т.д.) как
продукты,
ко-
торые маршрутизируются по различным процессам, или
функциям
(получение, сортировка, кодирование и т.д.).
Для решения этой задачи необходимо выполнить су-
точный прогноз потребности по каждому "продукту" и
для каждой "функции". Полученный
результат
преобра-
зуется в рабочие часы, требуемые для выполнения каждой
отдельной функции, которые в свою очередь преобразу-
ются в потребность в рабочей силе (число работников,
требуемых
для выполнения каждой отдельной функции).
Затем полученные величины сводятся в таблицы, сумми-
руются и корректируются с
учетом
отсутствия на работе
(по
тем или иным причинам)
требуемых
работников и не-
заполненных
вакансий. В
результате
получается плановое
количество рабочих часов. Затем эти показатели делятся
на
продолжительность рабочего дня, в
результате
чего мы
получаем количество
требуемых
работников. На основе
этих данных можно определить дневную потребность в
человеко-часах, пример расчета которой приведен в
табл. 17.5. Полученные результаты становятся основой
для составления плана рабочего времени отдела, в кото-
ром должны быть перечислены требуемые работники, ра-
ботники,
имеющиеся в наличии, разница
между
этими
величинами и действия, которые собирается предпринять
руководство для устранения дефицита, вызванного этой
разницей
(табл. 17.6).