Heinrich J.G., Aldinger F. (Eds.) Ceramic Materials and Components for Engines
Подождите немного. Документ загружается.

DETERMINATION
OF
TEGRAL
WEIBULL’S NORMALIZED IN-
In the last chapter it is assumed that the stress con-
dition is “partially homogeneous” to show the influ-
ence of different stresses on the total risk of rupture.
Actually this assumption is too broad for a components
computation because local stress intensities are mostly
connected with high stress gradients, e.g. if notches are
present.
According to equation
2
for inhomogeneous stress
conditions the nonnalised integral
IN
has to be used to
calculate the risk of rupture. Because of integration
difficulties only few analytical solutions are known for
relatively simple geometries and load cases (e.g. uni-
axial tension
/
compression, bending of a beam). The
evaluation of local stress intensities within a compo-
nent
is
not possible with those solutions but would be
necessary for a computation.
To
find a simple approximate solution for a nor-
malised integral
IN,
which can be used to calculate the
risk of rupture of local stress intensities,
two
assump-
tions are made: a) Negligible influence of multi-axial
stress conditions, b) linear stress gradient.
Using the notch factor
c(k
CJ
max
ak
=-
0
nenn
the approximate solution of
IN
is
(4)
I,
=
(15)
Equation
15
gives a general approximate solution
for notches and enables simple evaluation per Weibull
statistics of notch effects without the help of a
FE-
system. This is a substantial request to allow an engi-
neer’s computation of ceramic components in practice.
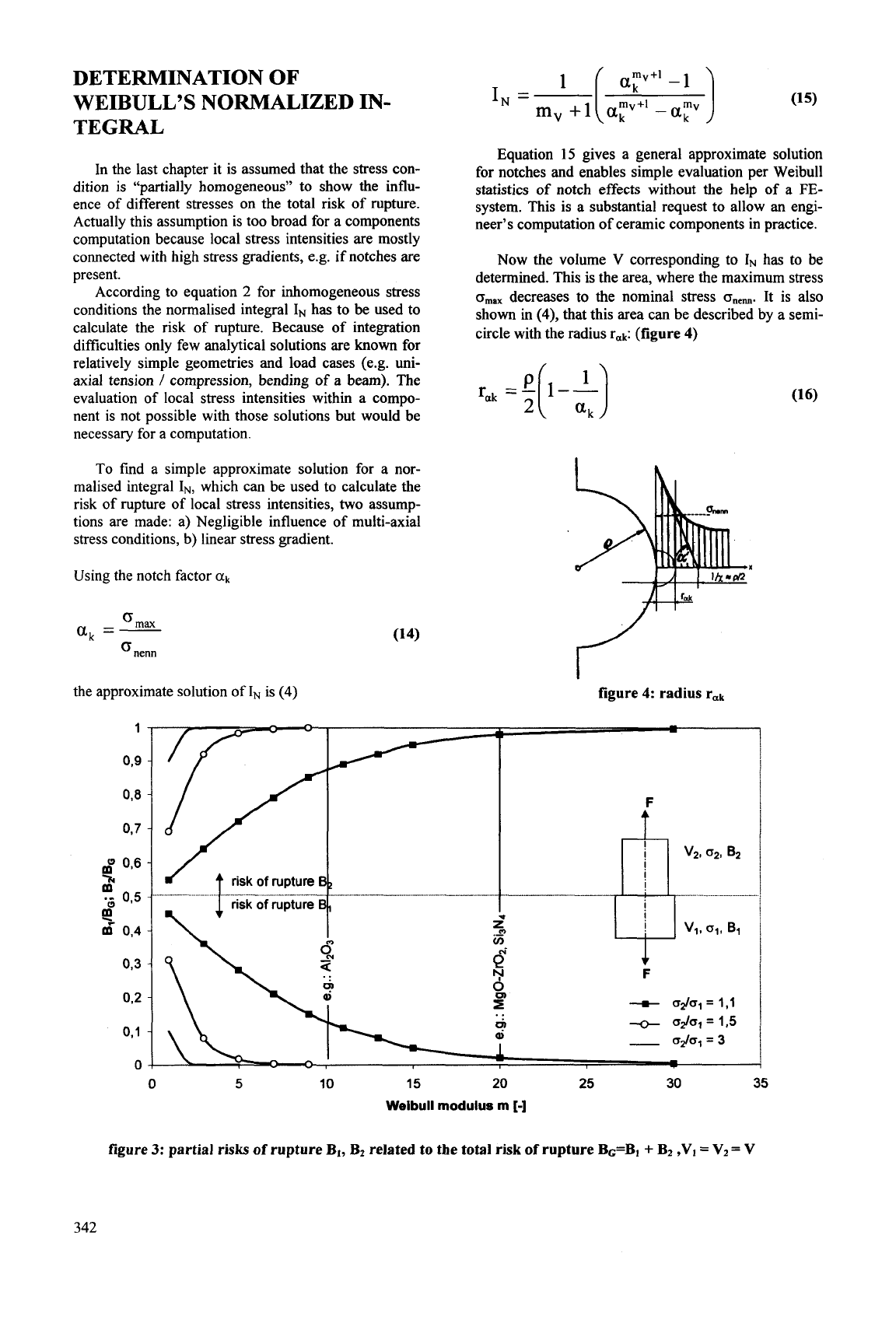
Now the volume
V
corresponding to
IN
has
to
be
determined. This is the area, where the maximum stress
omax
decreases to the nominal stress
one,,,,.
It is also
shown
in
(4),
that this area can be described by a semi-
circle with the radius rak:
(figure 4)
r,,
=-
1--
’(
b,j
x
4
\&
risk
of
rupture
B
I
a
figure 4: radius rak
i
..
\L,
..
0
5
10
15
20
25
30
35
Welbull
modulus m
[-I
figure
3:
partial risks
of
rupture
B1,
Bz
related to the total risk
of
rupture
BG=B,
+
Bz
,V1=
V2
=
V
342
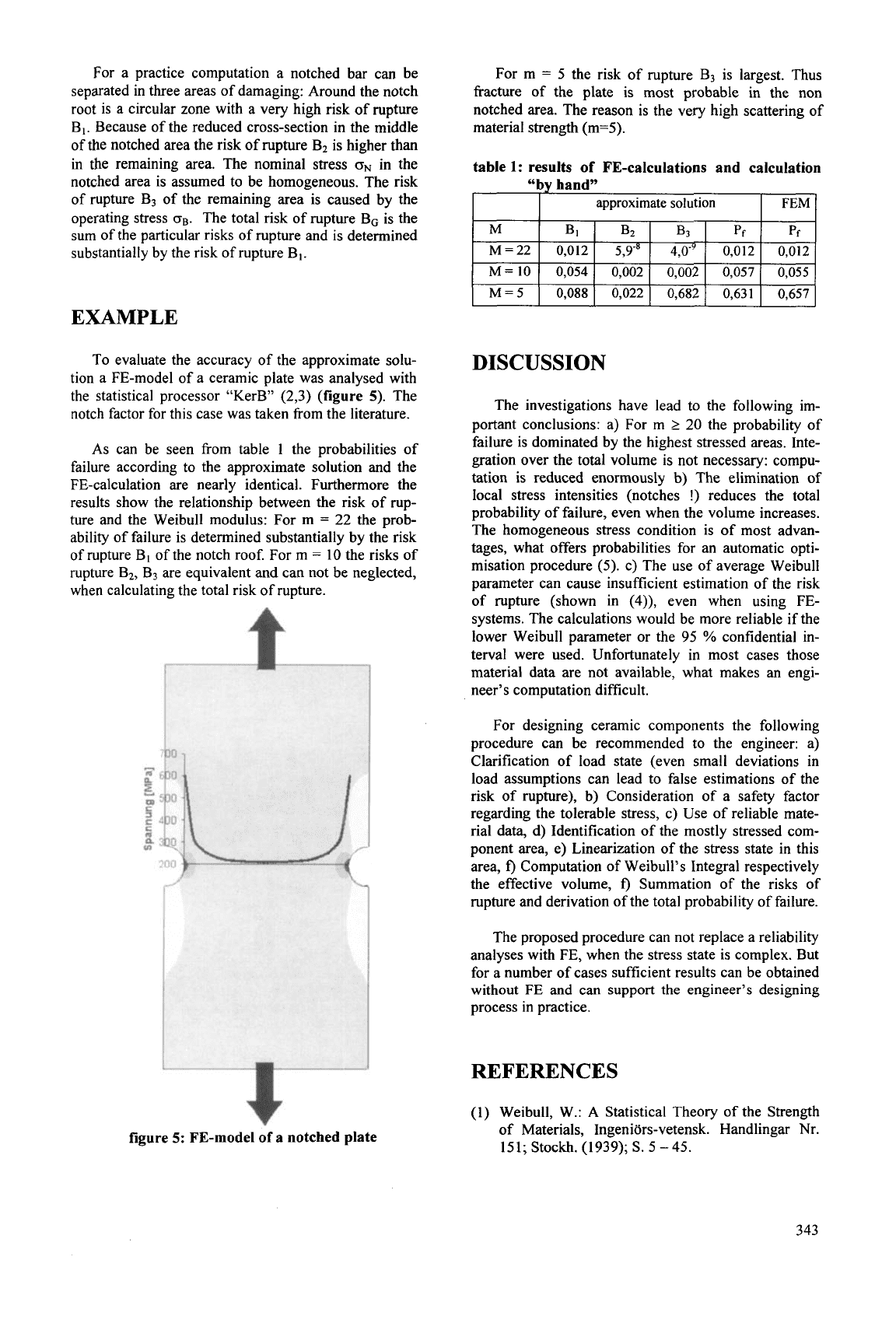
For a practice computation a notched bar can be
separated in three areas of damaging: Around the notch
root is a circular zone with a very high risk of rupture
BI. Because of the reduced cross-section in the middle
of the notched area the risk of rupture
B2
is higher than
in the remaining area. The nominal stress
oN
in the
notched area is assumed to be homogeneous. The risk
of rupture B3 of the remaining area is caused by the
operating stress
oB.
The total risk of rupture
BG
is the
sum of the particular risks of rupture and is determined
substantially by the risk of rupture BI.
M
M=22
For m
=
5 the risk of rupture B3 is largest. Thus
fracture of the plate
is
most probable in the non
notched area. The reason is the very high scattering of
material strength (m=5).
approximate solution
FEM
Bl
1
B2
I
B3
I
Pf Pf
0,012
I
5,9”
I
4,0-’
I
0,012
0,012
table
1:
results
of
FE-calculations and calculation
“bv
hand”
M=
10
M
=
5
0,054
0,002
0,002
0,057 0,055
0,088
0,022
0,682
0,631 0,657
EXAMPLE
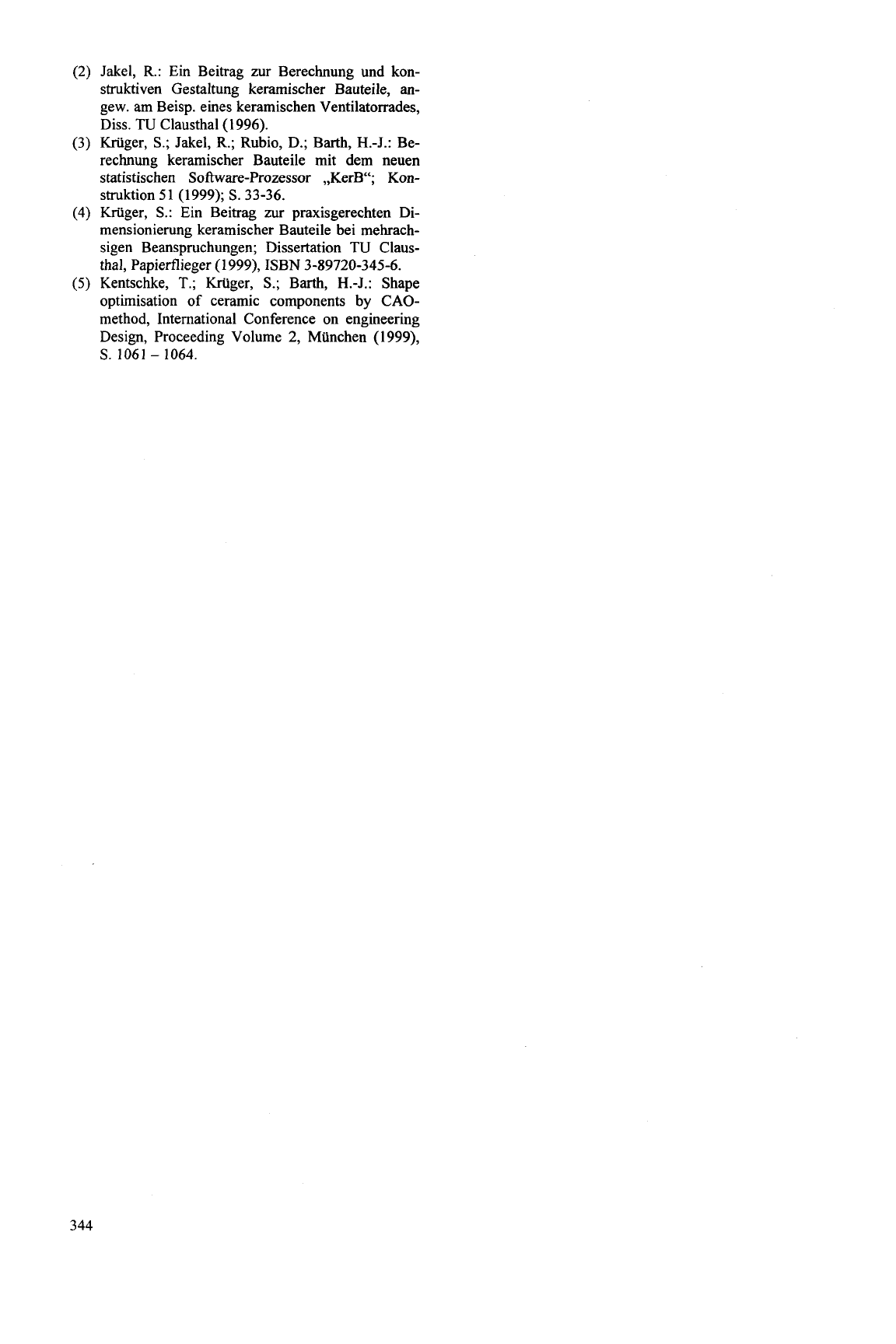
To evaluate the accuracy of the approximate solu-
tion a FE-model of a ceramic plate was analysed with
the statistical processor “KerB” (2,3)
(figure
5).
The
notch factor for this case was taken from the literature.
As can be seen from table
1
the probabilities of
failure according to the approximate solution and the
FE-calculation are nearly identical. Furthermore the
results show the relationship between the risk of rup-
ture and the Weibull modulus: For m
=
22 the prob-
ability of failure is determined substantially by the risk
of rupture
BI
of the notch roof. For m
=
10
the risks of
rupture
B2,
B3
are equivalent and can not be neglected,
when calculating the total risk of rupture.
figure
5:
FE-model
of
a notched plate
DISCUSSION
The investigations have lead to the following
im-
portant conclusions: a) For m
2
20 the probability of
failure is dominated by the highest stressed areas. Inte-
gration over the total volume
is
not necessary: compu-
tation is reduced enormously
b)
The elimination of
local stress intensities (notches
!)
reduces the total
probability of failure, even when the volume increases.
The homogeneous stress condition is of most advan-
tages, what offers probabilities for an automatic opti-
misation procedure (5). c) The use of average Weibull
parameter can cause insufficient estimation of the risk
of rupture (shown in (4)), even when using FE-
systems. The calculations would be more reliable if the
lower Weibull parameter or the
95
%
confidential in-
terval were used. Unfortunately
in
most cases those
material data are not available, what makes an engi-
neer’s computation difficult.
For designing ceramic components the following
procedure can be recommended
to
the engineer: a)
Clarification of load state (even small deviations
in
load assumptions can lead to false estimations of the
risk of rupture), b) Consideration of a safety factor
regarding the tolerable stress, c) Use of reliable mate-
rial data, d) Identification of the mostly stressed com-
ponent area, e) Linearization of the stress state in this
area,
f)
Computation of Weibull’s Integral respectively
the effective volume,
f)
Summation of the risks of
rupture and derivation of the total probability of failure.
The proposed procedure can not replace a reliability
analyses with FE, when the stress state is complex. But
for a number of cases sufficient results can be obtained
without
FE
and can
support
the engineer’s designing
process in practice.
REFERENCES
(1)
Weibull, W.: A Statistical Theory of the Strength
of Materials, Ingeniors-vetensk. Handlingar Nr.
151;
Stockh.
(1939);
s.
5 -45.
343
(2)
Jakel, R.: Ein Beitrag zur Berechnung und kon-
struktiven Gestaltung keramischer Bauteile,
an-
gew. am Beisp. eines keramischen Ventilatorrades,
Diss.
TU
Clausthal(l996).
(3)
Kriiger,
S.;
Jakel,
R.;
Rubio,
D.;
Barth,
H.-J.:
Be-
rechnung keramischer Bauteile mit dem neuen
statistischen Software-Prozessor ,,KerB"; Kon-
struktion
5
1 (1999);
S.
33-36.
(4)
Kriiger,
S.:
Ein Beitrag
zur
praxisgerechten Di-
mensionierung keramischer Bauteile bei mehrach-
sigen Beanspruchungen; Dissertation
TU
Claus-
thal, Papierflieger (1
999),
ISBN 3-89720-345-6.
(5)
Kentschke,
T.;
Kriiger,
S.;
Barth, H.-J.: Shape
optimisation
of
ceramic components by CAO-
method, International Conference on engineering
Design, Proceeding Volume 2, Munchen
(1
999),
S.
1061
-
1064.
344
IV.
Cost Effective Manufacturing

This Page Intentionally Left Blank
ADVANCES IN BRAZING
OF
CERAMIC MATERIALS
FOR
ENGINES
P. Sire, A. Gasse, F. Saint-Antonin*
CENCEREM-DEWService
of
Materials Engineering,
17
rue des Martyrs,
38054
Grenoble Cedex
9,
France
ABSTRACT
This paper reports some recent advances, performed at
CEAKEREM,
in
the brazing of Sic based materials,
alumina, aluminium nitride and also aluminium metal
matrix composites with Sic particles. Some applications
for engines are presented.
Brazing technology has several advantages that have
been extensively described in
[3].
The more important
ones for ceramic joining are the ability:
-
to achieve extensive joint area,
-
to perform complex
or
multi-component assemblies,
-
to join dissimilar materials.
BRAZING PARAMETERS
INTRODUCTION
Properties
of
ceramics make them very attractive for a
large range of applications that are already significant
in
volume for engines. Their use requires the
implementation of high-performance joining procedures
to take hlly advantage of their remarkable
characteristics. Brazing is a suitable solution, but
performances
of
commercially available filler alloys are
not always adapted to the high demanding requirements,
and thus, development of specific brazes
is
necessary.
Brazing alloys must be able to create a 'link' between
the materials to join but also must have properties close
to the joined part or must not be the weak point of the
assembly during operation. In some case, the brazing
alloy must exhibit a special property
or
ensure a specific
function: for instance, in AINkopper joining, the
brazing alloy must achieve a good heat transfer between
the two materials for heat management.
CEAKEREM has developed several brazing alloy
grades for various ceramics taking into account the full
requirements of the final applications.
JOINING OF CERAMICS IN ENGINE
The main applications of ceramics in engines are, for
instance: turbine, seals, bearings, blades, filters,
electrical heaters, pump parts, nozzles flaps, combustion
chamber, heat exchangers. The last two are generally
made of several ceramic parts that must be joined
together. For the other applications, the ceramic parts
needs to be joined onto a metallic one which is
generally a structural part.
Several joining technologies are existing, but they are
not always adapted to ceramics due to their inherent
brittleness: for instance, mechanical joining such
as
riveting
or
bolting. Some others are in development
and/or are devoted to specific applications for
geometrical reasons: for instance, laser welding
[l]
or
joule heating
[2].
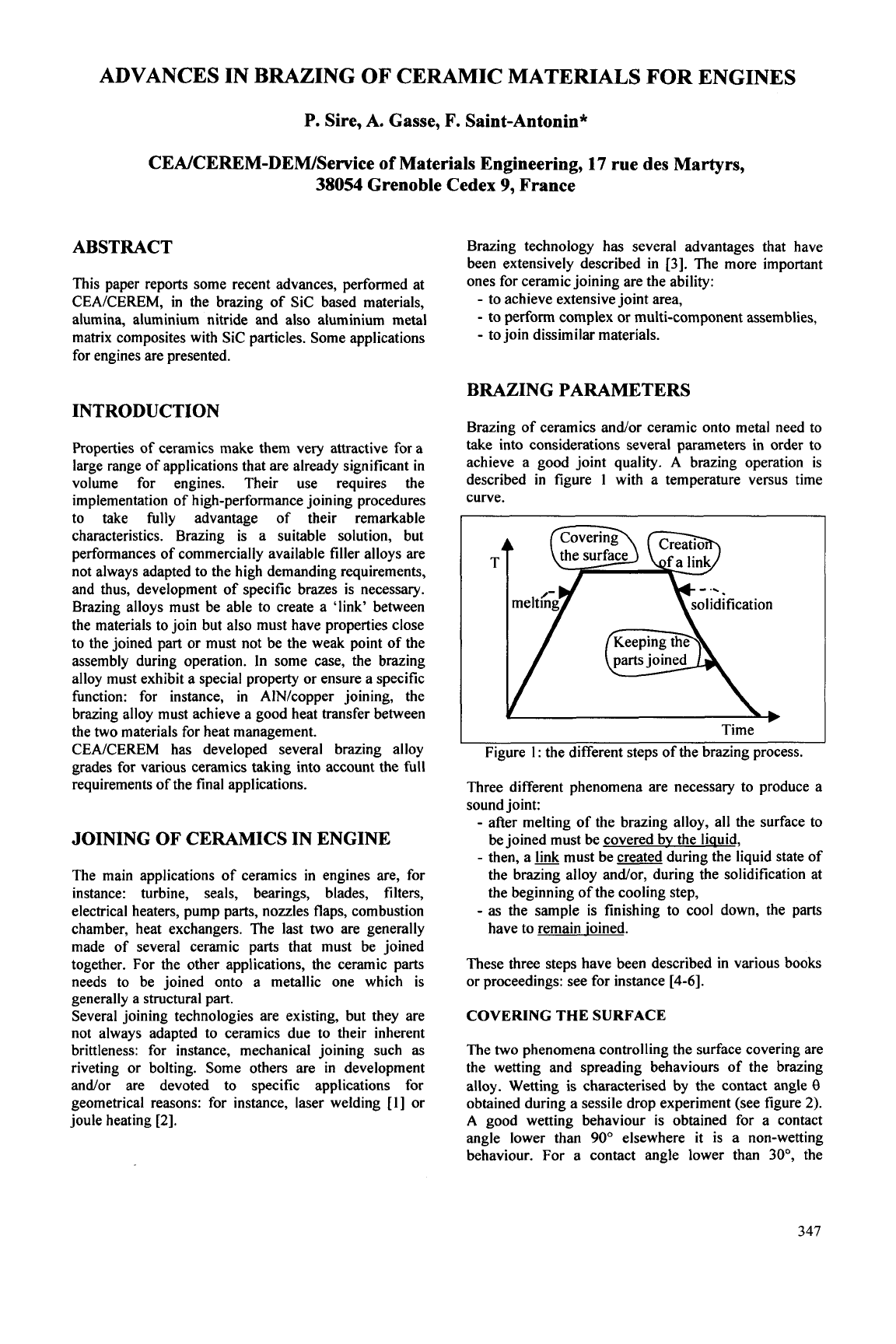
Brazing
of
ceramics and/or ceramic onto metal need to
take into considerations several parameters in order to
achieve a good joint quality.
A
brazing operation is
described
in
figure
1
with a temperature versus time
curve.
T
Time
Figure
1
:
the different steps of the brazing process.
Three different phenomena are necessary to produce a
sound joint:
-
after melting of the brazing alloy, all the surface to
be joined must be covered bv the liauid,
-
then, a must be created during the liquid state of
the brazing alloy andor, during the solidification at
the beginning of the cooling step,
-
as
the sample is finishing to cool down, the parts
have to remain ioined.
These three steps have been described in various books
or proceedings: see for instance
[4-61.
COVERING THE SURFACE
The two phenomena controlling the surface covering are
the wetting and spreading behaviours of the brazing
alloy. Wetting is characterised by the contact angle
8
obtained during a sessile drop experiment (see figure
2).
A
good wetting behaviour is obtained for a contact
angle lower than
90"
elsewhere it is a non-wetting
behaviour.
For a contact angle lower than
30°,
the
347
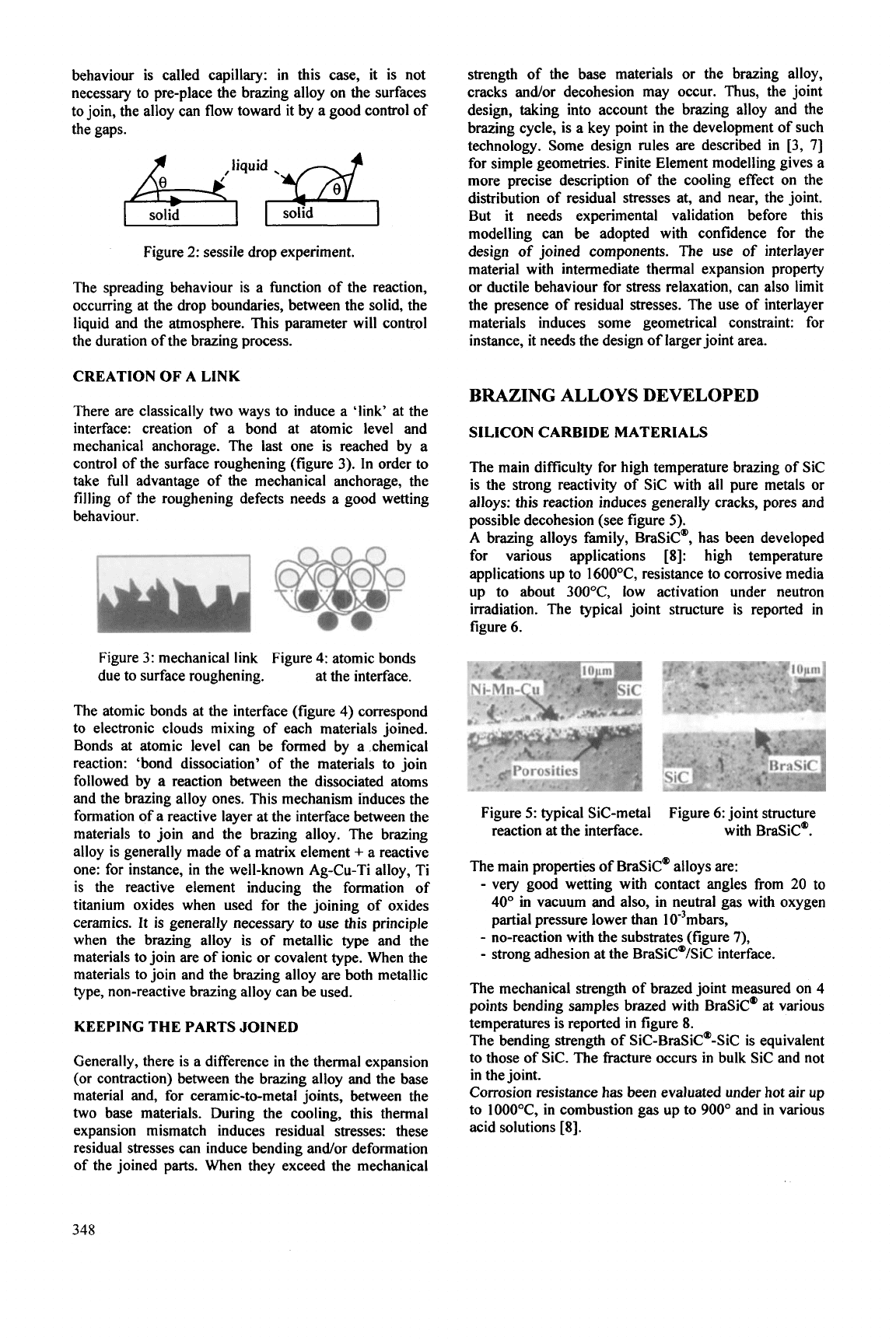
behaviour is called capillary: in this case, it is not
necessary to pre-place the brazing alloy on the surfaces
to join, the alloy can flow toward it by a good control of
the gaps.
liquid
,
solid solid
Figure
2:
sessile drop experiment.
The spreading behaviour is a function of the reaction,
occurring at the drop boundaries, between the solid, the
liquid and the atmosphere. This parameter
will
control
the duration of the brazing process.
strength of the base materials or the brazing alloy,
cracks andor decohesion may occur. Thus, the joint
design, taking into account the brazing alloy and the
brazing cycle, is a key point in the development of such
technology. Some design rules are described
in
[3,
71
for simple geometries. Finite Element modelling gives a
more precise description of the cooling effect on the
distribution of residual stresses at, and near, the joint.
But it needs experimental validation before this
modelling can be adopted with confidence for the
design of joined components. The use of interlayer
material with intermediate thermal expansion property
or
ductile behaviour for stress relaxation, can also limit
the presence of residual stresses. The use of interlayer
materials induces some geometrical constraint: for
instance, it needs the design of larger joint area.
CREATION
OF
A LINK
BRAZING
ALLOYS DEVELOPED
There are classically two ways to induce a 'link' at the
interface: creation of a bond at atomic level and
mechanical anchorage. The last one
is
reached by a
control of the surface roughening (figure
3).
In
order to
take full advantage of the mechanical anchorage, the
filling
of
the roughening defects needs a good wetting
behaviour.
SILICON CARBIDE MATERIALS
The main difficulty for
high
temperature brazing of Sic
is the strong reactivity of Sic with all pure metals
or
alloys: this reaction induces generally cracks, pores and
possible decohesion (see figure
5).
A
brazing alloys family, BraSiC", has been developed
for various applications
[8]:
high temperature
applications up to 1600"C, resistance to corrosive media
up to about
300°C,
low activation under neutron
irradiation. The typical joint structure is reported
in
figure 6.
and the brazing alloy ones. This mechanism induces the
formation of a reactive layer at the interface between the
materials to join and the brazing alloy. The brazing
alloy is generally made of a matrix element
+
a reactive
one: for instance,
in
the well-known Ag-Cu-Ti alloy, Ti
is the reactive element inducing the formation of
titanium oxides when used for the joining of oxides
ceramics. It is generally necessary
to
use this principle
when the brazing alloy is of metallic type and the
materials to join are of ionic or covalent type. When the
materials to join and the brazing alloy are both metallic
type, non-reactive brazing alloy can be used.
KEEPING THE PARTS JOINED
Generally, there
is
a difference
in
the thermal expansion
(or contraction) between the brazing alloy and the base
material and, for ceramic-to-metal joints, between the
two base materials. During the cooling, this thermal
expansion mismatch induces residual stresses: these
residual stresses can induce bending and/or deformation
of the joined parts. When they exceed the mechanical
Figure
5:
typical SiC-metal
reaction at the interface.
Figure 6: joint structure
with
BraSiC".
The main properties of BraSiC@ alloys are:
-
very good wetting with contact angles from
20
to
40"
in vacuum and also, in neutral gas with oxygen
partial pressure lower than lO"mbars,
-
no-reaction with the substrates (figure
7),
-
strong adhesion at the BraSiC@/SiC interface.
The mechanical strength of brazed joint measured on
4
points bending samples brazed
with
BraSiC@ at various
temperatures is reported
in
figure
8.
The bending strength of SiC-BraSiC"-Sic is equivalent
to those of Sic. The fracture occurs
in
bulk Sic and not
in
the joint.
Corrosion resistance
has
been
evaluated under
hot
air up
to lOOO"C,
in
combustion gas up to
900'
and in various
acid solutions
[8].
348
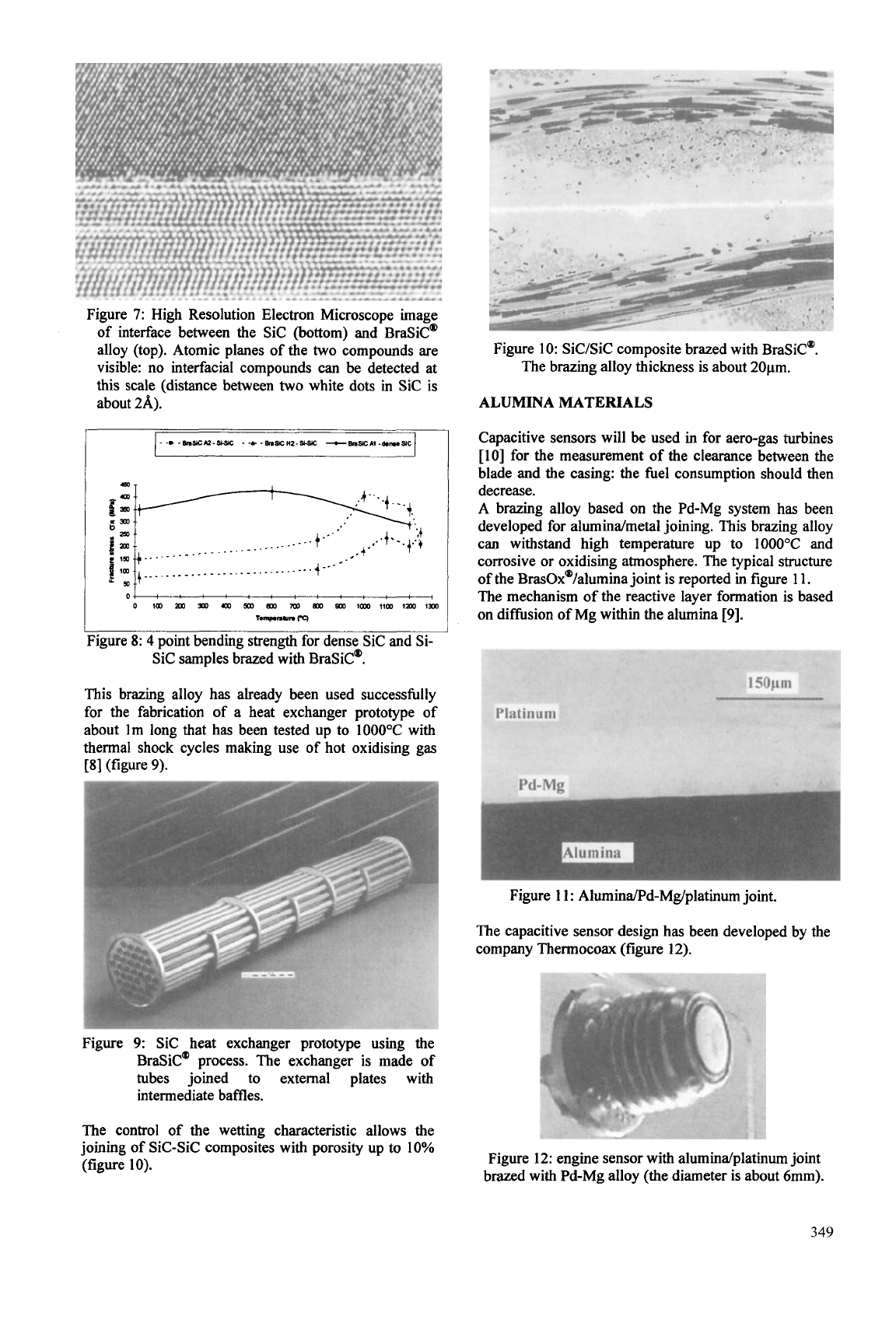
of
interface between the SIC (bottom) and BraSiC"
alloy (top). Atomic planes of the two compounds are
visible: no interfacial compounds can be detected at
this scale (distance between two white dots in
Sic
is
about 219).
Figure 10: SiC/SiC composite brazed with BraSiC@.
The brazing alloy thickness is about 20pm.
ALUMINA MATERIALS
Capacitive sensors will be used in for aero-gas turbines
[
101
for
the measurement of the clearance between the
blade and the casing: the fuel consumption should then
decrease.
A brazing alloy based on the Pd-Mg system
has
been
developed for alumindmetal joining. This brazing alloy
can withstand high temperature up to 1000°C and
corrosive
or
oxidising atmosphere. The typical structure
of the BrasOx@/alumina joint is reported
in
figure 1 1.
The mechanism
of
the reactive layer formation is based
on diffusion
of
Mg within the alumina [9].
brazed with Pd-Mg alloy (the diameter is about 6mm).
349
ALUMINIUM NITRIDE MATERIALS
Aluminium nitride (AIN) materials have very high
thermal conductivity of about 200W.m-'.K-' that is half
the copper one. The mechanical properties are about the
same than Sic with a Young Modulus that is about 213
of the Sic one. CEAKEREM has developed a brazing
alloy for AIN-to-metal joining able to transfer very
efficiently the heat from AIN to the metal
[
1
I]:
this heat
transfer performance is about
6
to
8
times higher
compared to the one obtained with the Ag-Cu-Ti type
brazing alloy. This has been achieved by a very good
control of
1)
the reactivity between the brazing alloy
and AIN and 2) the interface structure. Figure
13
gives a
typical interface structure between copper and AIN.
Figure 13: CdAIN interface. The interface
layer cannot be seen at this scale.
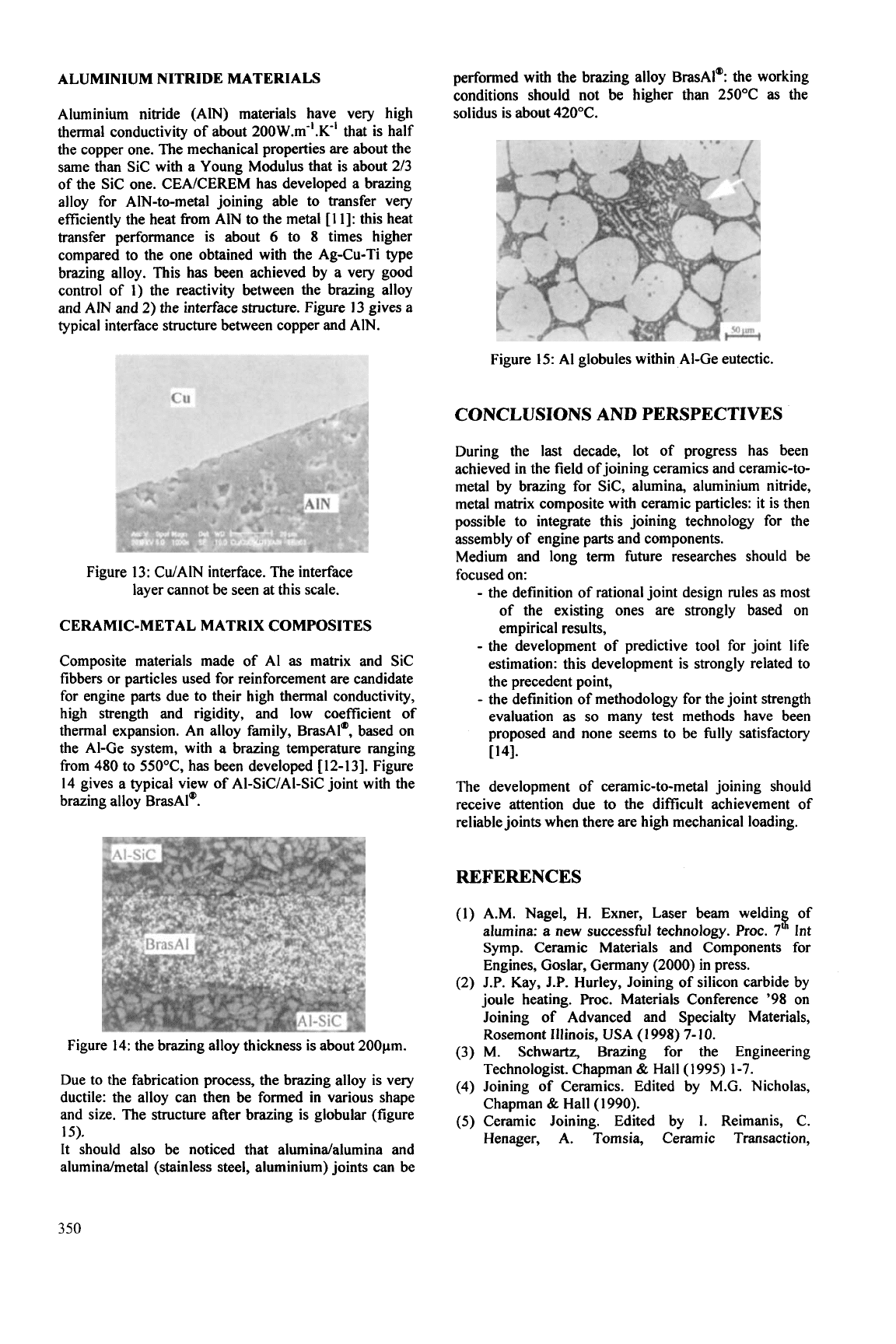
CERAMIC-METAL MATRIX COMPOSITES
Composite materials made of Al
as
matrix and Sic
fibbers
or
particles used for reinforcement are candidate
for engine parts due to their high thermal conductivity,
high strength and rigidity, and low coefficient of
thermal expansion. An alloy family, BmAl@, based on
the AI-Ge system, with a brazing temperature ranging
from
480
to 550"C, has been developed [12-131. Figure
14
gives a typical view of AI-SiC/AI-Sic joint with the
brazing alloy BrasAl@.
Figure
14:
the brazing alloy thickness
is
about 200pm.
Due to the fabrication process, the brazing alloy is very
ductile: the alloy can then be formed in various shape
and size. The structure after brazing is globular (figure
15).
It should also be noticed that aluminidalumina and
aluminidmetal (stainless steel, aluminium) joints can be
performed with the brazing alloy BmAl@: the working
conditions should not be higher than 250°C
as
the
solidus is about 420°C.
Figure
15:
Al globules within AI-Ge eutectic.
CONCLUSIONS
AND
PERSPECTIVES
During the last decade, lot of progress has been
achieved in the field of joining ceramics and ceramic-to-
metal by brazing for Sic, alumina, aluminium nitride,
metal matrix composite with ceramic particles: it is then
possible to integrate this joining technology for the
assembly of engine parts and components.
Medium and long term future researches should be
focused on:
-
the definition of rational joint design rules as most
of the existing ones are strongly based on
empirical results,
-
the development of predictive tool for joint life
estimation: this development
is
strongly related to
the precedent point,
-
the definition of methodology for the joint strength
evaluation
as
so
many test methods have been
proposed and none seems to be fully satisfactory
~41.
The development of ceramic-to-metal joining should
receive attention due to the difficult achievement of
reliable joints when there are high mechanical loading.
REFERENCES
a
Of
(1)
A.M. Nagel, H. Exner, Laser beam weldin
alumina: a new successful technology.
Proc.
7
Int
Symp. Ceramic Materials and Components
for
Engines,
Goslar,
Germany (2000) in press.
(2)
J.P. Kay, J.P. Hurley, Joining of silicon carbide by
joule heating. Proc. Materials Conference
'98
on
Joining of Advanced and Specialty Materials,
Rosemont Illinois, USA
(1
998)
7-
10.
(3) M. Schwartz, Brazing for the Engineering
Technologist. Chapman
&
Hall
(1
995)
1-7.
(4)
Joining of Ceramics. Edited by M.G. Nicholas,
Chapman
&
Hall
(1
990).
(5)
Ceramic Joining. Edited by
1.
Reimanis, C.
Henager, A. Tomsia, Ceramic Transaction,
350
published by the American Ceramic Society, vol.
77
(1
998).
(6)
M. Schwartz, Joining of Composite Matrix
Materials. ASM International,
(1
994).
(7) Brazing Handbook. Published by the American
Welding Society (1 994) 9-4 1.
(8)
F. Moret, P. Sire, A. Gasse, Brazing of Sic using
the BraSiC process for chemical and thermal
applications. Proc. Materials Conference '98 on
Joining of Advanced and Specialty Materials,
Rosemont Illinois, USA (1998) 67-72.
(9)
1.
Guesdon,
F.
Saint-Antonin,
L.
Coudurier. N.
Eustathopoulos, Morphological and chemical
characterisation of reactive a-Al2O3 brazed joints.
Proc. European Ceramics Symposium, Brigthon,
(1O)P. Sire, F. Saint-Antonin,
1.
Guesdon, Reactive
brazing of oxide ceramics for high temperature
applications with the BrasOx process. Proc. Conf.
Materials Solutions, ASM International, Cincinnati
Ohio, USA (1999) in press.
(1
1)T.
Baffie, F. Saint-Antonin, Joining of AIN to copper
by Brazing. Proc. of the European Ceramics
Symposium, Brigthon, UK (1999) 329330.
(12)J. Valer, F. Saint-Antonin, P. MCnCses, M. SuCry,
Influence of processing on microstructure and semi-
solid behaviour of AI-Ge alloys. Proc. of the Semi-
Solid Processing of Alloys and Composites, Denver
Colorado, USA, (1998) 3-10.
(13)J. Valer, F. Saint-Antonin, P. MCneses,
M.
SuCry,
Microstructural and mechanical characterisation of
an
Al-28wt'?/&e brazing alloy with a globular
morphology of the primary ALRich phase. Material
Science and Engineering, A272 (1999) 342-350.
(14)F. Saint-Antonin, How to characterise joints
?,
to be
published.
UK,
(1999) 333-334.
35
I