Holik H. (ed.) Handbook of Paper and Board
Подождите немного. Документ загружается.

• Mixing and storing: To generate a uniform blend of suspension components,
and to prevent suspension components from de-mixing.
Separation processes are of high importance in recovered paper processing as this
material contains
• Additives used in the previous paper production process, such as fillers and
dyes, coating components and functional and process chemicals
• Substances added according to the application such as printing inks, varnishes,
coatings, foil laminations, adhesives and waxes
• Materials mixed with the paper during its life cycle, subsequent collection, and
handling in the mill including wires and strings, glass, sand and stones, or
paper clips and folders.
Solid particles comprise a wide range of materials with a wide range of properties.
Particle characteristics used as separation criteria must clearly differ from fiber
characteristics. These include particle size, shape and deformability, density, and
surface properties (hydrophobicity). Table 4.1 shows as an example the character-
istics “specific gravity and size” for various types of contaminants. Most of these
contaminants have to be removed for quality and machine runnability reasons,
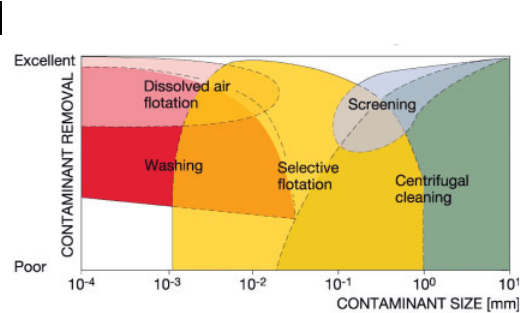
fillers may be tolerated to a certain degree. Figure 4.2 shows the efficiency scatter
of the separation processes vs. particle size. Nonselective flotation (dissolved air
flotation) separates small particles very efficiently from water. Washing removes
small particles, the efficiency depending on the amount of extracted water. Se-
lective flotation effectively removes particles over a wide size range, but only hydro-
phobic ones. Screening is most successful in removing larger and cubic particles.
For small, flat or deformable particles the separation efficiency is lower. Cleaners
have high efficiency in the removal of large particles with densities differing from
water and wetted fibers.
Fig. 4.2 Efficiency ranges of unit processes for contaminant
removal in recovered paper processing.
4 Stock Preparation
152
The main unit processes, their principles and the machinery applied will be
described in the next sections followed by a description of fiber stock preparation
systems for different kinds of fiber raw material and final application of the fin-
ished stock.
4.2
Main Unit Processes and Equipment
4.2.1
Fiber Materials Feeding
The objective of fiber material feeding is to supply a predetermined and measured
amount of fiber stock to the repulping unit. The feed is either continuous or batch-
wise. The fiber material is delivered to the paper mill in the form of bales (virgin
pulp, recovered paper) or as loose material (recovered paper). Only in the so-called
integrated mills (pulp mill and paper mill integrated in one location) is the fiber
material supplied to stock preparation by pumping the stock suspension directly
from the pulp mill to the paper mill. An extra feeding system and repulping is only
necessary for shutdown periods of the pulp mill.
Virgin pulp is delivered in bales (mostly sheeted material), which are bound
together by wires into stack units of six or eight bales. The first step is to dewire the
units by cutting the centrally arranged binding wires, to remove them automat-
ically and to wind them to coils for easy disposal. The next step is to de-stack the
unit into single bales thus preparing the bales for dewiring, i.e. to cut and remove
the wires and wind them to coils as above. A metal detector may follow to detect
any uncut wires which would then be cut and removed by hand. The wire removal
efficiency is better than 96% depending on the unit and bale quality. A further
Table 4.1 Density and particle size of contaminants in
recovered paper processing.
Type of contaminant Density, g cm
–3
Particle size range, mm
metal 2.7–9 > 1 000
sand 1.8–2.2 >1–> 1000
fillers/coating particles 1.8–2.6 <1–1000
ink particles 1.2–1.6 < 1–> 1000
stickies 0.9–1.1 < 1–> 1000
wax 0.9–1.0 <1–10
styrofoam 0.3–0.5 > 100–> 1000
plastics 0.9–1.1 > 100–> 1000
4.2 Main Unit Processes and Equipment 153
handling device may turn the bales through 180° for removal of the bottom packag-
ing material. The bales are then fed to the repulping unit. In batch-wise working
systems a weighing system will be installed. The capacity of such a virgin fiber
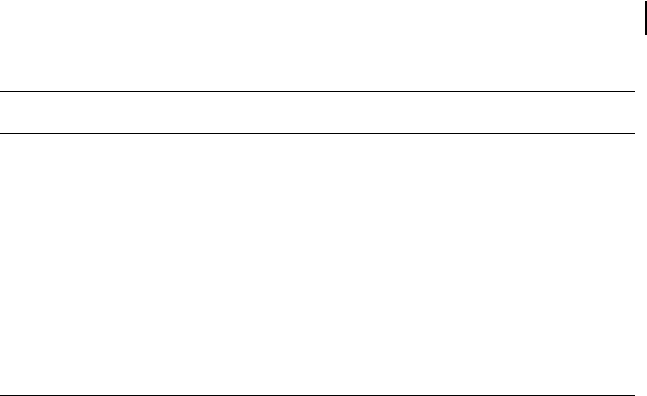
material feeding line is up to 180 bales per hour. Figure 4.3 gives an overview of a
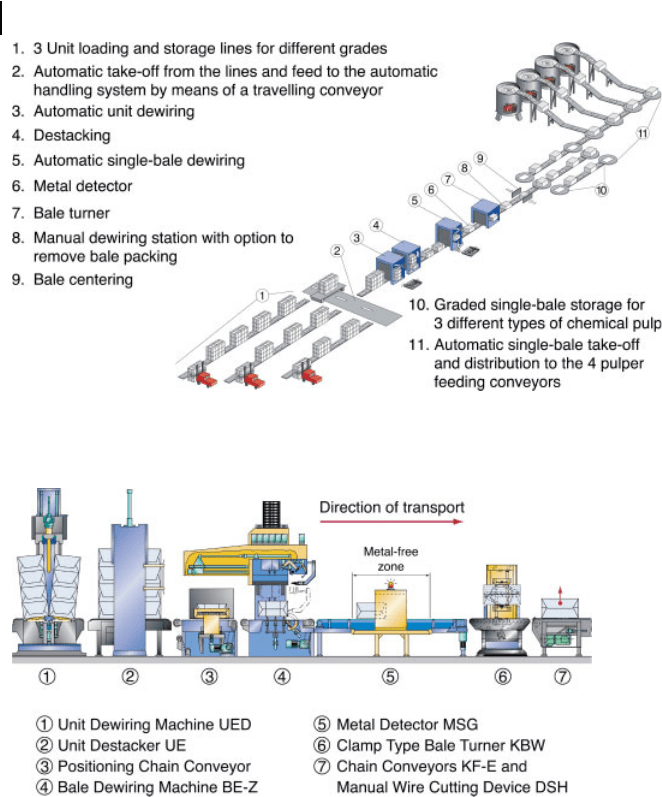
handling system for virgin pulp units and bales. Figure 4.4 shows a closer view of
a dewiring station for units and bales of virgin pulp.
Recovered paper is supplied to the mill in (individual) bales or as loose material.
Often a mill has to handle both types. Automatic dewiring of recovered paper bales
is more demanding than that of virgin pulp bales since these bales may vary in
Fig. 4.3 Overview of a handling system for virgin pulp units
and bales (source: B+G Fördertechnik).
Fig. 4.4 View of a dewiring station for units and bales of
virgin pulp (source: B+G Fördertechnik).
4 Stock Preparation
154
shape, size and kind of wiring. As in virgin fiber feeding systems the wires are cut
and usually removed, the probability of bales not being dewired is less than 4%,
depending on the bale quality. Only in cases when raggers are installed in low
consistency pulpers (mainly in board and packaging paper lines), are wires needed
to build up the tail and to entangle plastic foils, strings, and textiles. On automatic
cutting of the wires the bales open up extensively. After wire removal the bale
structure is opened into loose material by a bale opener. Now the flow-stream of
loose paper is equalized to the required height by a levelling drum. The levelled
loose material on the conveyor belt is weighed by a radiometric weighing system.
In combination with a conveyor speed control this gives a constant mass flow of
fiber material into the repulping unit. The capacity of such a fiber material feeding
line for recovered paper bales is up to 120 bales per hour depending on the quality
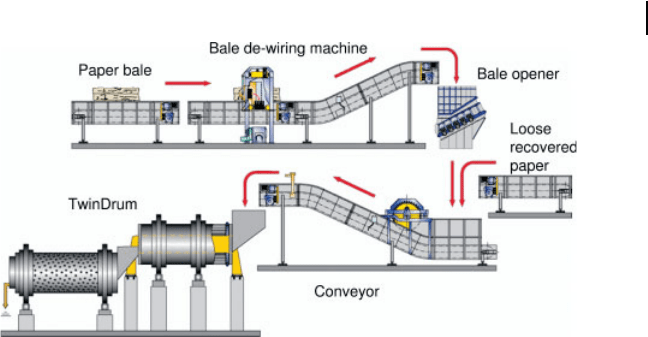
of the recovered paper. In Figure 4.5 the schematic of a complete feeding system
for baled and loose recovered paper is shown.
4.2.2
Disintegration
4.2.2.1 Repulping/Slushing
The purpose of repulping or slushing is to break down the dried primary fiber pulp
or recovered paper into individual fibers or, at least, to form a suspension which
can be pumped. In the latter case the remaining flakes have to be broken down in
subsequent deflaking machinery. Repulping is needed not only at the beginning of
the stock preparation system but also for the wet or dry broke from the paper
machine.
During pulping the applied disintegrating forces have to be greater than the raw
material strength. Wetting reduces the strength by breaking the fiber-to-fiber hy-
drogen bonds. Strength reduction by wetting is about 85–98% for primary fiber
pulp and nonwet strength recovered paper, and < 60–80 % for wet strength re-
Fig. 4.5 Feeding system for baled and loose recovered paper
(source: B+G Fördertechnik).
4.2 Main Unit Processes and Equipment
155

covered paper. Recovered wet strength paper grades which are difficult to repulp
may be slushed at elevated temperatures of more than 75 °C. Addition of chem-
icals – acidic or alkaline, depending on the wet strength agent – further assists wet
strength reduction.
The relevant forces in repulping seem to result from viscosity, acceleration and
mechanical clinging. Viscosity is mainly a matter of suspension consistency, to-
gether with velocity difference it creates shear stress. Acceleration of a particle
results in inertia forces. Clinging of a flake e.g. around the rotor may induce
viscosity, acceleration, or mechanical forces.
The steps in repulping are:
• To feed the system with a predetermined rate of raw material and water
• To wet the fibrous raw material rapidly and completely
• To apply sufficient force to break the material down into individual fibers
• To discharge the suspension.
In the case of recovered paper repulping further steps may be necessary:
• To remove solid contaminants such as foils, stickies, and printing ink from the
fibers
• To remove solid contaminants from the process at an early stage before they are
broken down into too small particles which are difficult to remove in subsequent
machinery
• To mix process chemicals (such as deinking and bleaching agents) into the
suspension
Depending on the raw material, the amount of production and the contaminants
content, repulping is done in different types of pulpers or drums at consistencies
between < 6% and < 28 %. Slushing time is between about 5 and 40 min. Pulpers
are usually stainless steel vats with a vertical axis. A concentric impeller is the
slushing tool, vertical elements at the cylindrical wall and guide elements at the
bottom redirect the rotating suspension flow to the vat center.
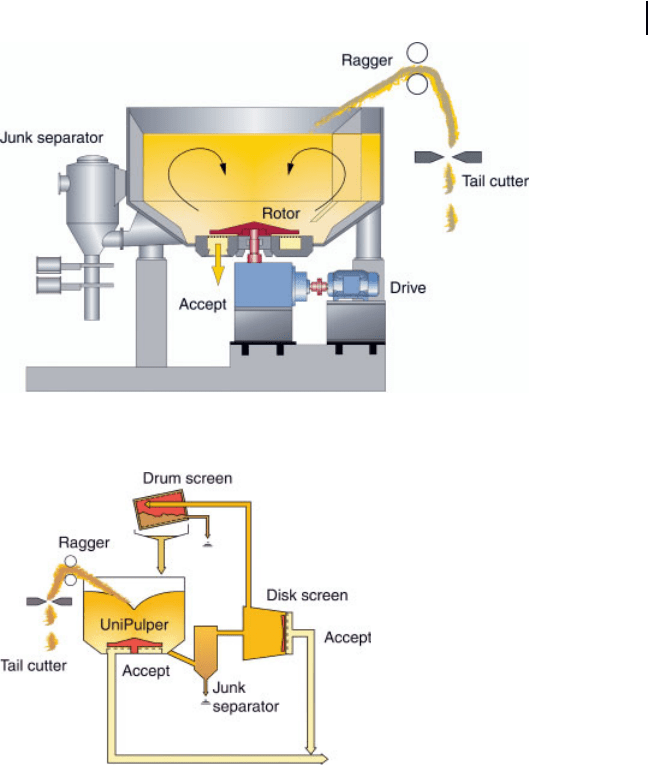
Low consistency (LC) pulpers (Fig. 4.6) comprise a flat impeller with circum-
ferential speed of about 15–20 m s
–1
. They operate at consistencies of up to about
6%. At the bottom they have a screening sieve with hole sizes of 6–20 mm for
suspension extraction. Operation is either continuous for slushing of recovered
paper (fluting and liner, high wet strength grades) and most of the primary fiber
materials, or periodic for certain primary fiber applications. In recovered paper
processing ongoing removal of trash has to be ensured in order to prevent ex-
cessive trash concentration which would reduce the production and quality and
might even stop the pulper rotor. Figure 4.7 shows a LC pulper trash removal
system. Part of the suspension in the pulper is extracted and fed to a junk separator
to remove heavy contaminants. The following disk screen has two functions. It acts
as a deflaker to reduce the number and size of the flakes and as a coarse screen for
removal of remaining trash and oversized flakes. The reject is sorted in a drum
screen, its accept being recirculated to the pulper and rejects being disposed. Often
raggers are used for additional trash removal such as for bale wires, plastic, foils,
and textiles.
4 Stock Preparation156
Stock consistencies at medium consistency (MC) pulpers are up to about 12%,
those at high consistency (HC) pulpers up to about 19%. Both pulper types have a
helical rotor and usually no screen plate. Circumferential speed is about
12–17 m s
–1
. They generally operate intermittently and are used in processing re-
covered paper such as newspapers and magazines. Figure 4.8 shows an HC pulper
and Fig. 4.9 an HC pulping system for recovered paper processing including
dumping and dilution water feed system. For each batch unwired baled or loose
raw material and water are fed to the pulper. After its reduction to the desired flake
content and size at high consistency – and detachment of ink to a certain degree –
dilution water is added. The suspension is then fed to a disk screen with deflaking
and coarse screening functions. Its reject goes via a buffer tank to a drum screen,
Fig. 4.6 LC (low consistency) pulper (source: Voith).
Fig. 4.7 LC pulper trash removal system (source: Voith).
4.2 Main Unit Processes and Equipment
157
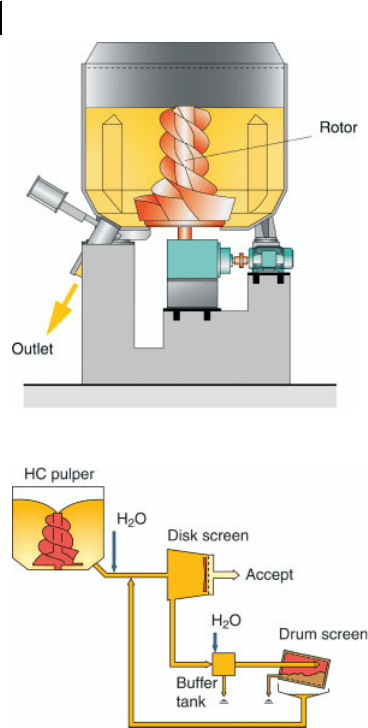
its accept to a dump chest. The reject of the drum screen leaves the system via a
dewatering screw, the accept is recirculated.
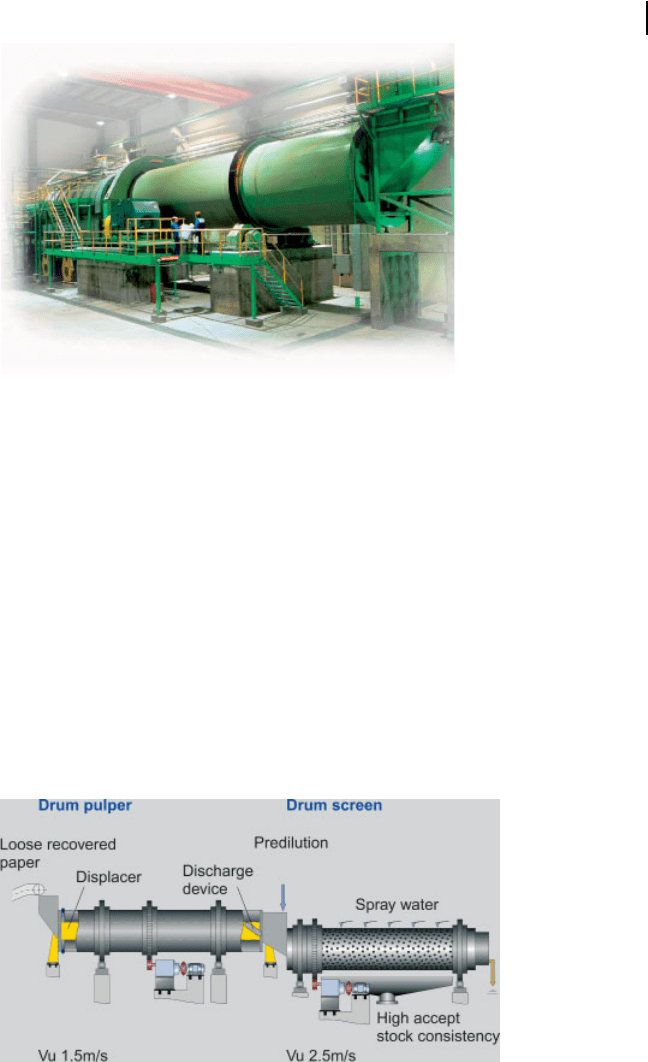
Drum pulpers operate at consistencies of about 14%-28 %. The drum is driven
on the periphery, the axis is declined to the drum end. Drum pulpers are used in
repulping of recovered paper of lower wet strength such as newspapers and maga-
zines, fluting and liner as well as liquid packaging board. Due to the lower forces
the size reduction of sensible contaminants such as stickies or thin foils is limited.
Drum pulper systems combine the functions of slushing and coarse screening.
There are two types on the market. One (Fig. 4.10) has a single drum body with a
first zone for slushing and a second zone for coarse screening. The rotation speed
is about 100–120 m min
–1
, the drum diameter 2.5–4 m, length up to 30–40 m, the
slushing zone being about two thirds of the length. Slushing consistency is about
14–20%, accept consistency of coarse screening (hole diameters about 6–9 mm) is
about 3–5%. As the drum rotates the raw material is lifted with the help of lifting
Fig. 4.8 HC (high consistency) pulper
(source: Voith).
Fig. 4.9 HC pulping and detrashing
system (source: Voith).
4 Stock Preparation
158
baffles mounted in the axial direction. Disintegration occurs mainly by two princi-
ples: (i) During lifting part of the material rolls and slides back thus generating
shear forces and (ii) the remaining part of the material lifted to higher position
falls back to the pond. The resulting impact exerts effective slushing.
The second type distributes the two functions of slushing and of coarse screen-
ing between two individual drums, each operating at different circumferential
speeds and consistencies adopted to the different functions (Fig. 4.11). Further-
more the slushing drum is equipped with a D-shaped “displacement core”. Both
displacement core and drum are equipped with bars in the axial direction. The
length of the slushing drum is about 7–15 m, that of the coarse screening drum
7–17 m. The rotation speed of the slushing drum is about 1.5 m s
–1
, that of the
coarse screening drum about 2.5 m s
–1
. Consistency in the slushing part is about
Fig. 4.10 Drum pulper with a single drum body incorporating
slushing and coarse screening (source: Andritz).
Fig. 4.11 Drum pulper system with separate drums for
slushing and coarse screening (source: Voith).
4.2 Main Unit Processes and Equipment
159
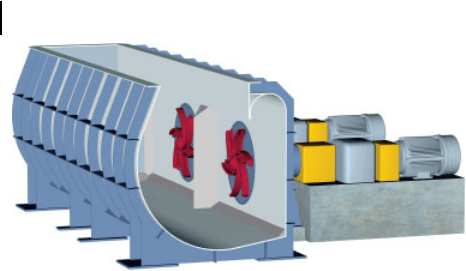
23–28%, that in the accept of coarse screening 3–5 %. The filling level of the
slushing drum is adjusted to the actual production and is about 30–60% of the
drum volume. As the drum rotates the stock is exposed to shear forces in the up-
going channel between the drum and the fixed displacement core. The impact of
the stock falling down from the top further supports effective slushing.
Broke pulpers beneath the paper machine are found at the end of the wire
section and the press section where the web is wet and easy to slush. Slushing in
broke pulpers in the dryer section, at the size press or in coating stations needs
more energy and time, as the web is dry. (Broke from other places outside the
paper machine are treated in pulpers as described earlier.) Broke pulpers extend
across the whole width of the paper machine and have to treat the full production.
In the case of a web break, the broke pulper located upstream of the break position
has to start its full operation almost immediately. Water showers direct the web
into the pulper and provide the necessary amount of dilution water. A consistency
of 3–5% together with an optimized system of vat geometry and rotor ensure good
stock circulation and slushing in the pulper. Circulation energy and defibering
forces are exerted either by agitators with a horizontal axis and propellers mounted
on these or by impellers such as found in pulpers in stock preparation. The disin-
tegrated part of the pulper content is extracted from the pulper through a screen
plate. Figure 4.12 shows an example of a broke pulper.
4.2.2.2 Deflaking
The objective of deflaking is to break down small pieces (flakes) of undisintegrated
paper or pulp sheets into individual fibers. The residual flake content after the
deflaker should be zero, in special cases at least below 5%. Deflaking helps to
avoid paper quality problems, to save fiber raw material and to ensure improved
operating conditions for the succeeding machines in the process e.g. screening or
cleaning. Deflaking is carried out in deflakers after slushing in a pulper or a drum,
in the preparation of recovered paper, virgin pulp or broke. A remarkable deflaking
effect also occurs in disk screens. Cylindrical screens or pumps have a lesser ef-
fect.
Fig. 4.12 Broke pulper beneath the paper machine (source:
Voith).
4 Stock Preparation
160
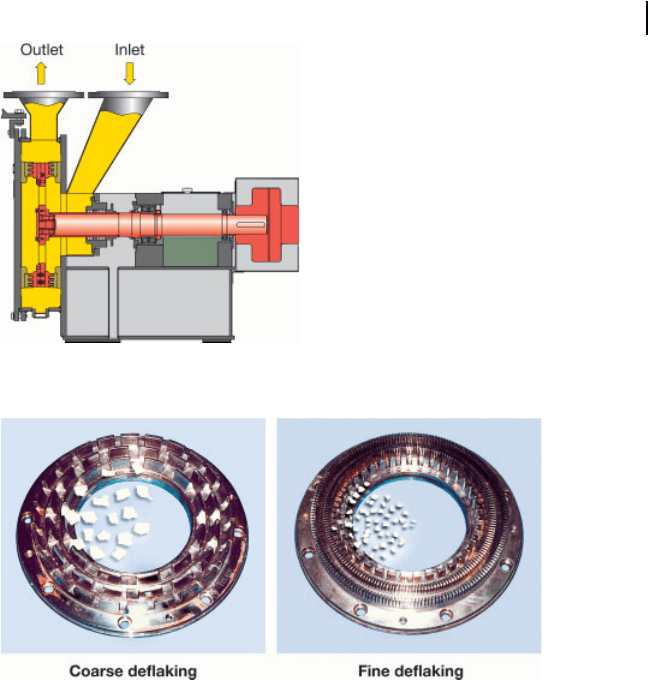
Deflaking is done at stock consistencies of about 3 to 5%. The shear forces
necessary for disintegration are applied to the fiber bundles and flakes when they
pass radially through the fillings slots of the intermeshing teeth of the rotor and
the stator (Fig. 4.13). The peripheral speed of the rotor fillings is 25 to 40 m s
–1
.
Depending on the entering flake size, flake content, and trash content, coarser or
finer fillings for the deflaker are selected (Fig. 4.14).
For stocks with low deflaking resistance the specific energy demand is 20 to
40 kWh t
–1
. Deflaking is mostly done in a single pass. Two or more passes may be
required for stocks which are more difficult to deflake. Flakes with high wet
strength must be disintegrated in a disperser which can apply higher shear
rates.
Fig. 4.13 Schematic of a deflaker (source: Voith).
Fig. 4.14 Coarse and fine fillings for deflaking (source: Voith).
4.2 Main Unit Processes and Equipment
161