Holik H. (ed.) Handbook of Paper and Board
Подождите немного. Документ загружается.

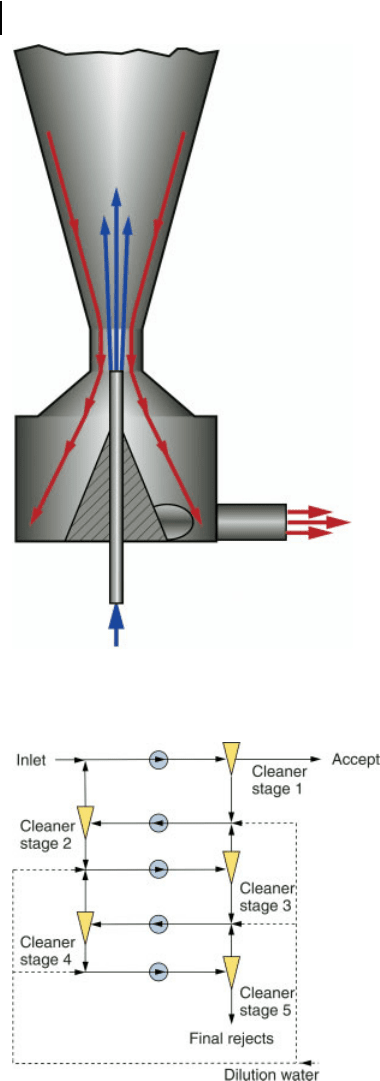
Fig. 4.28 Heavy weight LC cleaner with optimized flow design
in the reject outlet area (source: Voith).
Fig. 4.29 Cleaner cascade system.
4 Stock Preparation
172
4.2.5
Refining
The objective of refining or beating is to “design” the fibers to match the require-
ments of
• the paper making process
• the desired properties of the finished paper.
For example good dewatering characteristics of the stock are desired in the form-
ing and press sections as well as a high potential for good formation quality in the
forming section. Sufficient web strength is required for safe web transfer in the
press and dryer sections when the paper web is still wet. Desirable paper proper-
ties may include certain strength properties (tensile, tear, burst, fold, Young’s mod-
ulus), bulk, air permeability, opacity or printability. During refining all stock and
paper characteristics are more or less affected so optimization of the refining pa-
rameters has to ensure a sound compromise of the resulting stock and paper
properties.
Refining is very important in the stock preparation process for virgin chemical
pulp. For mechanical and recycled fibers refining has lower importance. The refin-
ing of recycled fibers usually aims for strength increase and shive elimination or
reduction.
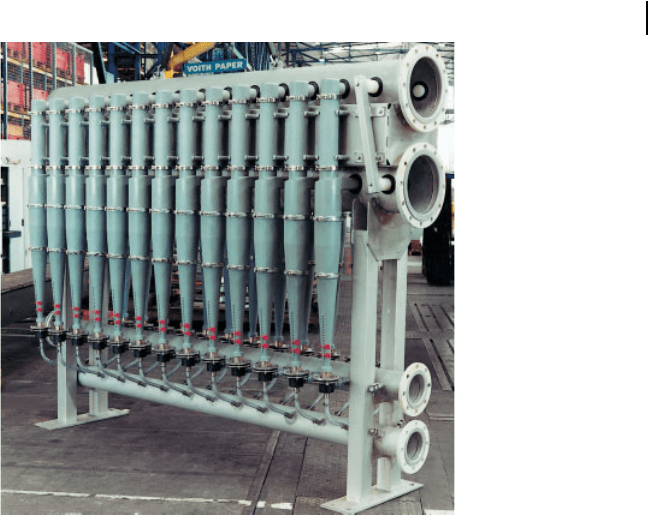
Fig. 4.30 Two rows cleaner battery (source: Voith).
4.2 Main Unit Processes and Equipment
173
By refining, the shape of the fibers is changed. They may be shortened, split
lengthwise, collapsed or fibrillated. Refining is done either at low consistency (vir-
gin fibers, secondary fibers) of about 3–6% or at high consistency (mainly secon-
dary fibers) of about 30% and more.
In refining the fibers pass between the bars of the fillings of the stator and rotor
of a refiner. The operating parameters influencing the result in low consistency
refining are
• geometry (and material) of the fillings
• net refining energy
• specific edge load
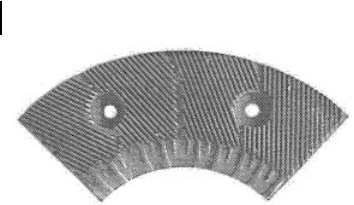
In Fig. 4.31 a segment of a filling is shown. The angle between the bars of the rotor
and the stator (cutting angle), the bar width and bar edge sharpness are the main
influencing parameters of the fillings. As the bars are subjected to wear during
operation the bar edges develop a shape that depends on the bar material and the
load applied. The net refining energy is the amount of energy transferred to a
specific amount of stock. It is the difference between total power consumption for
the refining process and the “no-load” power when a defined volume flow of water
or stock is pumped through the refiner at large spacing between the fillings. The
refining energy transferred is controlled by the force pressing the stator and rotor
together. The specific edge load is calculated from the net refining energy divided
by the cutting edge length per second. The cutting edge length refers to the length
formed per second by the edges of the bars as they move past each other.
Compared with fibrillation, cutting reduces the fiber length far more which
results, for instance, in easier dewatering and helps to improve formation quality.
On the other hand with cutting the strength potential of the fibers – especially tear
– will not be fully developed. Shortening of the fibers is more pronounced using
fillings with a small cutting angle, small bar width and sharp bar edges. Fur-
thermore, refining should be done under high specific edge load. Less energy is
needed to increase the SR value of a stock.
In contrast, for fibrillation of the fibers the bars of the rotor and the stator should
have a large angle, and the specific edge load should be low. The result is for
instance better utilization of the strength potential of the furnish, but there is a
negative influence on formation quality and dewatering. Fibrillating refining
needs more energy to increase the SR value of a stock.
Fig. 4.31 Filling of a double disk refiner
for low consistency refining (source:
Voith).
4 Stock Preparation
174
Today’s refiners for low consistency refining are double disk refiners, or refiners
with conical or cylindrical geometry of the rotor/stator unit. Figure 4.32 shows a
double disk refiner. Both sides of the rotor are equipped with fillings acting against
the stator fillings of the front side (with loading device) and the backside (with
drive). The front stator is moved by the loading device, the rotor can slide along the
center shaft when loaded or unloaded. The peripheral speed of the rotor is about
25ms
–1
.
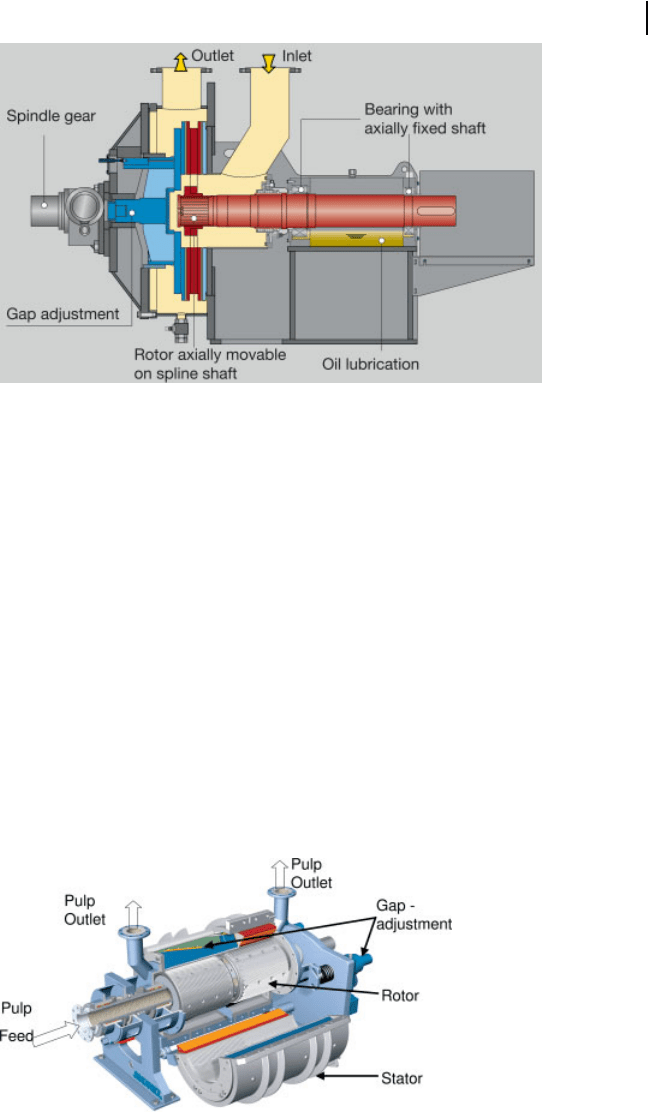
In Fig. 4.33 a refiner with cylindrical rotor/stator geometry is shown. The stock
enters the center of the machine via the hollow center shaft and is refined during
its helical horizontal path to the two stock outlet pipes. The refining energy is
controlled by the gap between the rotor and the stator which is adjusted by cone-
shaped means.
High consistency (30% and more) refining is mainly based on the shear force
effect between the fibers. This is why high consistency of the stock is required,
which in turn necessitates its dewatering. To save costs HC refining is best placed
Fig. 4.32 Double disk refiner (source: Voith).
Fig. 4.33 Refiner with
cylindrical rotor/stator
geometry (source:
Andritz).
4.2 Main Unit Processes and Equipment
175
in a system position where the stock is already dewatered for other purposes e.g. in
order to separate the water loops (see Section 4.3).
HC refining preserves fiber length to a high degree, resulting in high dynamic
strength properties, high elongation and porosity. HC refining is done either in
special HC refiners or with disk dispergers such as described in Section 4.2.9. In
this application the disk disperger is operated without steam heating.
Freeness (Canadian Standard Freeness CSF) or Schopper Riegler (SR value) are
often used to check the effect of refining. Unfortunately this value can only partly
characterize the actual properties of a stock. The properties of papers made from
the same original stock but with a different kind of refining may vary in a wide
range in spite of the same measured value of CSF or SR value. The same is true for
the behavior of the stock in the paper machine. It needs additional measurements
such as fiber length distribution, specific surface or flexibility of the fibers to ob-
tain a better picture of a stock or refining process.
The refining energy required to increase the SR value is about 0.5 to
2kWht
–1
°SR
–1
. This value is influenced by the type of stock processed, the SR
value and the refining conditions, as explained before. Some paper mills use a
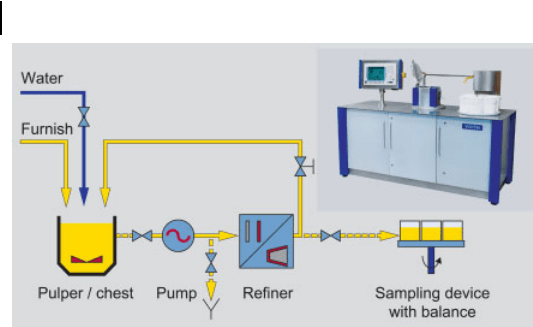
laboratory refiner (Fig. 4.34) to check the incoming fiber materials and to elaborate
optimum refining conditions for their individual furnishes.
4.2.6
Flotation
4.2.6.1 Selective Flotation
Selective flotation is used in stock preparation systems for recovered paper proc-
essing. The objective is to remove contaminants from the suspension such as
printing ink, stickies, fillers, coating pigments, and binders. In selective flotation
air is injected into the suspension generating bubbles that are mixed with the
suspension. Such an air bubble may catch one or more particles. The particles
Fig. 4.34 System and photograph of a laboratory refiner
(source: Voith).
4 Stock Preparation
176

remain attached to the bubble and are carried to the surface of the suspension. The
resulting foam containing the dirt particles is then withdrawn from the suspen-
sion. The selection criterion in flotation is the different surface wettability of the
fibers to be retained and the particles to be removed. The surface of these particles
is or has been rendered hydrophobic (water repellent). The size of the particles that
can be removed at least reasonably effectively by selective flotation is limited to a
range of about a minimum of 5 to10 mm up to a maximum of 250 to 500 mm.
“Deinking” of the stock is the main purpose of flotation in recovered paper
processing: Removing ink particles increases brightness, removing dirt specks en-
hances cleanliness. Particles larger than 50 mm are usually called dirt specks and
are visible with the naked eye. Depending on the recovered paper mixture and on
the product demands, up to three flotation lines are installed in a system at differ-
ent positions. The deinkability of the paper mixtures is different and depends e.g.
on the paper grades, the printing process and the time after printing or on the
water hardness in the mill. To optimize the mill’s operating parameters a labo-
ratory flotation cell or a pilot flotation cell is often used. It is important that these
test cells work on the same flotation principle as the actual system in the mill.
The main prerequisites for a good deinking result are
• The particles have to move freely in the suspension: they have to be detached
from the fibers.
• The particles must have a floatable size and shape: larger particles have to be
reduced in size, too small particles have to be agglomerated into larger ones, flat
particles should be reshaped to cubic ones.
• The particles should have sufficient hydrophobicity: if not given by nature to a
sufficient extent this can be accentuated by applying surfactants to the suspen-
sion.
• The air bubbles have to move freely: the consistency should not be too high
• A sufficient number of air bubbles of convenient size (in the 1 mm range)
should be uniformly distributed in the suspension: effective bubble generation
and mixing of bubbles and suspension have to be ensured.
In the past a large variety of flotation cell designs were used. All cells have to
ensure bubble generation, collision of the ink particles with the bubbles, transport
of the ink-bubble aggregate to the suspension surface, and foam removal.
• Bubble generation:
A simple way to generate bubbles is to press air through a permeable body such
as perforated metal sheeting or ceramics. Here the bubble size depends mainly
on the surface tension of the suspension, the air injection volume, the air injec-
tion openings and the suspension velocity at the openings. Dynamic mixers
have rotating impellers with air outlets fed by compressed air. Static mixers
make use of natural aspiration for air supply and of the kinetic energy for mix-
ing. In this case bubble size is determined by the suspension properties and the
energy involved. The relative air load (total air volume flow to total suspension
volume flow) is mostly about 300%, in some cases up to 1000 %.
4.2 Main Unit Processes and Equipment 177

• Collision of the dirt particles with the bubbles:
Collision is a matter of probability and can only happen by relative movement of
bubble and particle. Using a permeable body for bubble generation needs a
longer residual time – and thus ascending path length – of the bubbles in the
suspension to increase collision probability. With dynamic mixers collision of
bubbles and particles is intensified in the vicinity of the rotating mixing body. In
static mixers the complete streams of both suspension and air pass through the
mixing element and undergo an intensive mixing with high collision probabil-
ity.
• Transport of particle-bubble aggregate to the suspension surface:
As soon as a particle has been attached to the bubble its detachment has to be
avoided. Detachment may occur by too high shear forces due to turbulence,
buoyancy and gravity. This suggests that one should make the ascending path
length as short as possible. On the other hand a certain height of the suspension
level is also advantageous: Collision probability is increased, especially impor-
tant in designs where the collision probability at the moment of bubble genera-
tion is lower. It also often helps to still the suspension surface to enable effective
foam removal and to avoid remixing of the foam with the suspension.
• Foam removal:
Foam discharge is done e.g. by free overflow over a weir, where a scraper may
support the removal. In other designs the foam is discharged through sucking
pipes by pressure difference, either by vacuum outside or pressure inside the
cell.
• Cell body:
The cell body can be open but nowadays the cells are usually closed for environ-
mental reasons. The closed cells can be pressurized or operate under a slight
vacuum to avoid exhausts. One flotation line usually consists of several flotation
steps where the accept stream of the preceding step is the inlet flow of the
following one. The arrangement of these steps can also be different: individual
cells for each flotation step connected by pipes to a complete line, individual cell
compartments which are aligned in a horizontal or vertical direction in one
overall cell body, and column-like cells with internal recirculation are all found.
A special case is a vertical cyclone-shaped cell where the ascent of the bubbles is
mainly due to the centrifugal forces and is directed to the center.
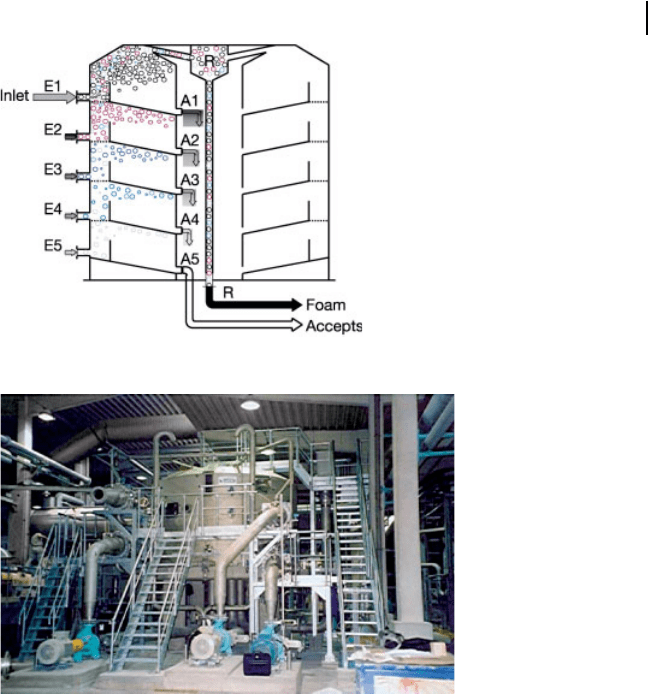
Figures 4.35–4.40 show schematic arrangements and photographs of three of the
numerous different cell designs which also differ in the arrangements of the in-
dividual flotation steps. The circular cell in Fig. 4.35 and 4.36 is closed and pressur-
ized. It is divided into 3–5 superimposed elementary cells. The suspension flows
from top to bottom and is aerated after each elementary cell before being fed to the
next lower one. Aeration is achieved by static mixers with self aspiration. The
bubbles injected in each elementary cell ascend through the upper cells to the
foam layer at the top. The foam is removed through pipes by pressure difference to
the ambient. A reject valve allows control of the reject rate and composition in
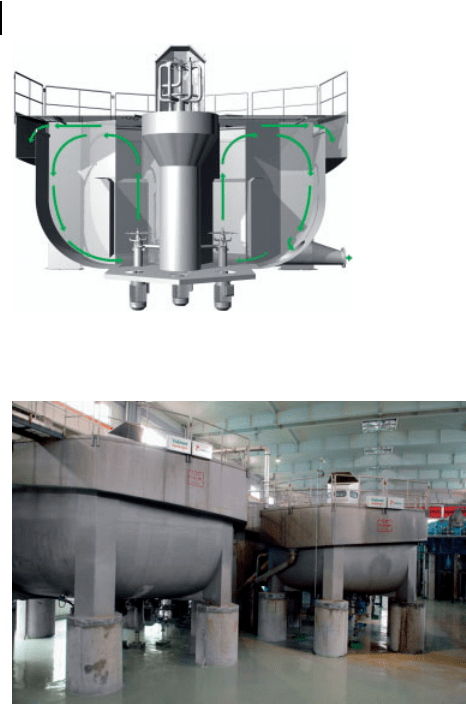
order to omit a secondary stage. Figures 4.37 and 4.38 show a flotation line with
4 Stock Preparation178
individual cells arranged in a horizontal circle. An air-dispersion rotor is used for
aeration and mixing of air and suspension. The pressure difference between the
inner aeration sector and the outer separation sector in the cell initiates the flow of
the suspension from one cell to the next. The foam is removed over a weir to a
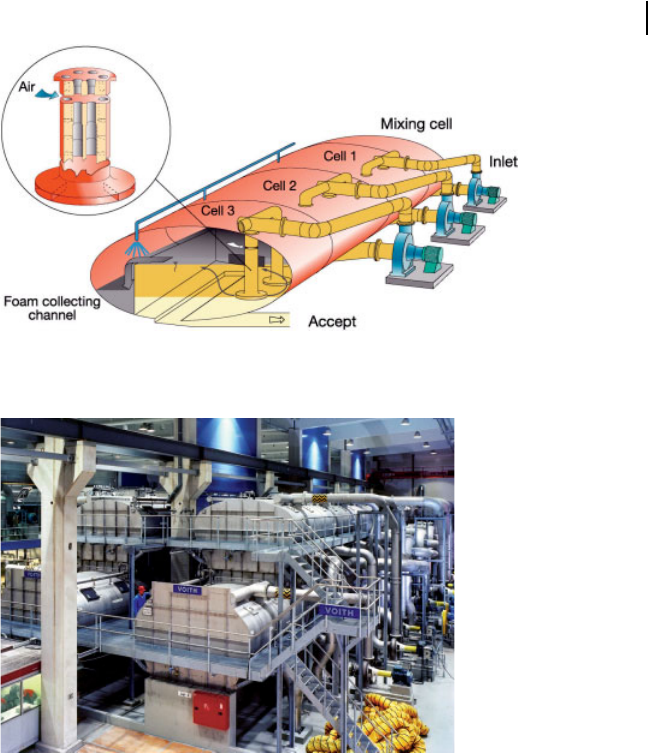
common reject channel. The cell in Fig. 4.39 and 4.40 consists of an elliptical tube
which contains individual cells arranged in line. In each cell the suspension is
aerated by a self-aspirating static mixer working on the step diffuser principle. The
foam flows over a weir and is collected in a common channel.
The foam from the flotation line contains – besides the particles to be removed –
some fiber material, mainly short fibers and fines as well as fillers. This loss in
valuable raw material has to be minimized. Reducing the amount of reject foam is
limited as this negatively influences brightness and cleanliness. For quality and
economic reasons a secondary flotation stage where the reject of the primary stage
is floated to recover fibers, fines and some fillers, is in common use. The reject of
Fig. 4.35 Schematic arrangement of
the KADANT LAMORT MAC
flotation cell (source: KADANT
LAMORT).
Fig. 4.36 KADANT LAMORT MAC flotation cell installation
(source: KADANT LAMORT).
4.2 Main Unit Processes and Equipment
179
the primary cells contains large quantities of air. Deaeration of the reject is often
necessary to ensure stable operation of the secondary cells. This can be done e.g.
in a deaeration cyclone including a mechanical foam breaker.
Typically, flotation lines operate at stock consistencies of 0.8–1.5 % and tem-
peratures of 40–70 °C, neutral to slightly caustic suspension conditions (pH 7–9)
and water hardness 5–30 °dH.
4.2.6.2 Nonselective Flotation (Dissolved Air Flotation DAF)
Nonselective flotation is used for process water clarification in the water loops (see
Chapter 5). The objective is to dispose of all the undesired water components
which cannot be removed by mechanical separation, such as anionic trash, fines,
or microstickies. These components would negatively affect the production proc-
ess and/or the product quality. As flotation is based on bubbles generated by de-
Fig. 4.37 Schematic arrangement of the Metso OptiBright
TM
MC flotation cell (source: Metso Paper).
Fig. 4.38 Metso OptiBright
TM
MC flotation cell installation
(source: Metso Paper).
4 Stock Preparation
180
pressurizing air-saturated water this unit process is called dissolved air flotation
(DAF).
The different steps in nonselective flotation are:
• Generating flocs: Flocculants (cationic polymers) are added and mixed with the
water to be clarified. As a result the fine particles agglomerate to flocs. In addi-
tion coagulants can be used to transfer colloidal material (“anionic trash”) into
microflocs in order to make it accessible to flocculants.
• Bubble generation: First a side stream of the untreated water (sometimes also
clarified water) is air-saturated in a tank at about 7 bar. The amount of air dis-
solved in the water is proportional to the pressure. With increasing temperature
the amount of dissolved air is less. All remaining nondissolved air is removed as
Fig. 4.39 Schematic arrangement of the Voith EcoCell (source:
Voith).
Fig. 4.40 Voith EcoCell installation (source: Voith).
4.2 Main Unit Processes and Equipment
181