Holik H. (ed.) Handbook of Paper and Board
Подождите немного. Документ загружается.


The modern film press overcomes these limitations (Fig. 6.63). In a film press a
film of the application medium is formed on the rolls and is then transferred to the
paper web in the roll nip.
To meter the applied film, a profiled (or grooved) rod is usually used. Different
profile geometries allow for different film thicknesses. Therefore, variation of the
size concentration for pick-up control is no longer needed. With a given rod pro-
file, an additional but limited variation of the size pick-up is possible by adjusting
the rod pressure.
Today’s size presses do not limit the speed of the production line, 1700 m min
–1
has been achieved and even higher speeds seem possible.
A size concentration of 8–15% is typical, 25 % or more can also be reached.
Typical pick-up amounts are 1–4 g m
–2
dry substance, and 7 g m
–2
and more are
possible.
The water applied in the size press or film press increases the moisture content
of the paper web from around 2–4% to 60–75 %. The water is evaporated in the
after-dryer section. The first cylinder in particular must be protected against the
build-up of coatings.
6.8
On-line Coating
Papers of high surface quality receive a pigment coating. For graphic papers, the
application of this coating was traditionally performed off-line in a separate coating
machine. The coating process, including the different types of applicators and the
coating media, is discussed in more detail in Chapter 7.
In a paper machine with on-line coating, the same applicators as in off-line
coaters can be used. Refer to Chapter 7 for a more detailed description of these
applicators.
On-line coating has the advantage of a considerably reduced total machine size
compared with off-line coating, because a winder and an unwind station as well as
a re-reeler can be omitted. This reduced size has a direct impact on investment and
personnel costs. Paper losses due to the additional winding and unwinding proc-
ess in an off-line process are also avoided.
However, the coating process is susceptible to web breaks due to the forces
acting on the paper or board. If a web break occurs in an off-line coater, the paper
machine can continue production and the off-line coater will keep up with a higher
machine speed. With an on-line coater, however, the entire line has to discontinue
production during a web break at a coater station. Therefore, the time efficiency of
an on-line machine is lower than that of a paper machine with a separate off-line
coater.
On the other hand, off-line operation gives additional material losses due to the
rewinding processes. Each unwinding, splicing and winding is associated with
certain losses. These can add up to 1% of the entire production.
It depends strongly on the paper grade and on the coating concept, whether on-
line or off-line coating is more economical.
6 Paper and Board Manufacturing292
6.8.1
Board
Board has, because of its high basis weight, a relatively high absolute strength.
Furthermore it is produced at much lower speeds than packaging or graphic pa-
pers. Therefore, it is much less sensitive to web breaks than the fast machines
producing lower basis weights. Hence, the coating of board is mostly done on-
line.
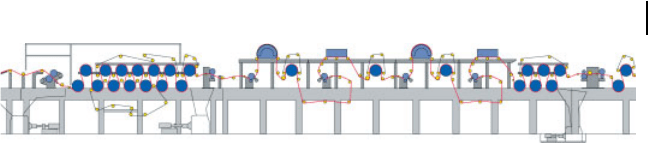
Figure 6.64 shows the coating section of a typical board machine. It comprises
four blade coater stations, two per side, following the pre-drying section. The bot-
tom side is pre-coated first and then the top side is pre-coated. The covering layer
(called the top-coat) is applied in the same sequence. The web run for the bottom-
side coating is relatively straight in the machine direction. In order to coat the top
side, however, the web has to pass the blade coater against the machine direction,
because the coat application is always from the bottom. Therefore, the web has
first to be guided beneath the coater. After coat application, the web is turned into
the machine direction again, with infrared dryers and air dryers placed above the
coater followed by a short after dryer section.
6.8.2
Graphic Papers
Coating of graphic papers is more often performed off-line. Some machines with
on-line blade coaters are in operation, but usually at moderate machine speeds.
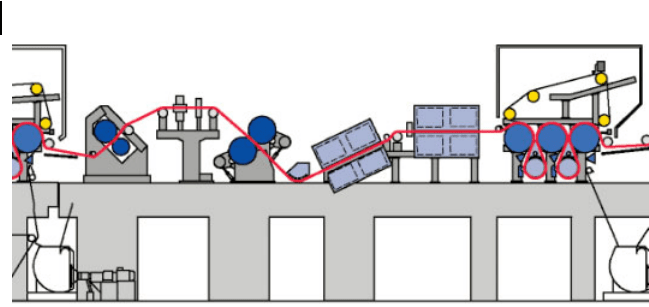
In the 1990s, the film press was introduced as an on-line applicator for graphic
single-coated papers at elevated speeds (Fig. 6.65). In film presses, the forces act-
ing on the paper are considerably lower than in a blade coater, therefore the risk of
web breaks is reduced. The benefit of higher material efficiency as well as lower
investment and operating costs more than compensates for the reduced time effi-
ciency. The roughness of a film-coated paper is greater than that of a blade-coated
paper, therefore it is more difficult to reach the same gloss level. Nevertheless, the
economic advantages together with a more uniform print image make the on-line
film-coated papers very competitive.
Film coating is more suitable for an on-line process than blade coating due to
the lower risk of web breaks. Therefore, it is also used for the pre-coat of multiple-
coated products. There are in operation some machines – especially those operat-
Fig. 6.64 On-line coating section of a board machine
(source: Voith).
6.8 On-line Coating
293
ing at low speeds – incorporating pre- and top-coat on-line but in most production
lines for multiple-coated graphic papers an off-line coater is included. A film pre-
coat is then very often part of that off-line coater. However, there exist also on-line/
off-line combinations where pre-coating is done in the paper machine. All further
coats are applied off-line.
6.9
Calendering
Rüdiger Feldmann
6.9.1
Objective and General Description of the Calendering Process
The objective of calendering is to modify the surface characteristics of paper with
regard to its further use, e.g. printing. Depending on the individual grades, the
focus is put on different technological properties. These are mainly
• gloss
• smoothness/roughness
• density
• blackening
• brightness
• opacity.
Printed gloss and printing smoothness are the major prerequisites for a good print
quality. Both are generally dependent on the gloss of the paper and its smooth-
ness/roughness as well as its levelness and compressibility. High printed gloss
gives the printed product the desired shiny appearance, while high (printed)
smoothness is decisive for the evenness of print and print density, e. g. reduced
number of missing dots.
Fig. 6.65 On-line film press of a modern LWC machine
(source: Voith).
6 Paper and Board Manufacturing
294

As to the theoretical basis of calendering, a series of explanations exist. Some
scientists hold the view that smoothness and gloss result from slipping of the
paper in the nips. Others maintain that calendering is a flattening process where
the smooth surface of the hard rolls is replicated on the side of the web that
contacts the hard roll. Still others argue that it is the shearing action in the nip
which causes gloss and smoothness by “aligning” the surface particles of the web.
Not in dispute is the influence of heat: thermal energy transferred to the web
softens the cellulose fibers (glass transition point) and thus enhances the develop-
ment of gloss and smoothness.
Smoothing the surface and increasing gloss are accompanied by reduction in
caliper, strength properties, brightness and opacity to a certain degree.
The strength properties of the paper are peremptory for the runnability of the
web in the printing machine. Brightness and opacity have a distinct impact on the
print quality. Blackening is found when parts of fibers have collapsed under pres-
sure. Under transmitted light the respective areas appear glassy, whereas under
incident light they appear as darkened areas. This is still intensified by the printing
process, i.e. the light full tone areas turn murky gray.
Calendering is done by pressing the paper web in one or more “rolling” nips
formed by rolls with special properties.
The main factors in calendering – apart from furnish and paper properties such
as moisture, temperature and coating – that influence the above-mentioned tech-
nological result are:
• nip pressure/load
• nip dwell time
• roll elasticity
• roll surface temperature and smoothness.
Details concerning the rolls and roll covers, the roll configuration and other im-
portant components of the calenders will be treated below.
6.9.2
History of Calendering
From the very beginning there was a desire to glaze the rough surface of paper.
The procedure then was to lay each hand-made sheet on a smooth surface and
treat it with an agate or pumice stone. Nothing changed in this tedious procedure
for centuries. Later, water-driven hammers came into use for smoothing. These
hammers were superseded in the course of the 17th century by roll presses like
those that had been used since the late Middle Ages for copper rotogravure print-
ing. This was the first step toward smoothing in the “rolling press nip”, i.e. cal-
endering. Today, this method still determines the surface treatment of paper.
In 1798, Nicolas Louis Robert invented the paper machine. It took more than
fifty years, however, until calenders were installed in the paper machine. These
calenders – also called machine calenders – consisted of at least two hard rolls. A
decade later the supercalender appeared with a large number of alternating hard
6.9 Calendering 295

and resilient rolls. The resilient rolls were often termed filled or paper rolls since
rounds made of fibrous material (cotton, wool) were pushed onto the roll shafts
where they were pressed together under high pressure and secured with closure
elements. Paper rolls are highly prone to marking. They must therefore be re-
placed at regular intervals and finish-turned. This is why these supercalenders
could only be operated off-line.
Conventional rolls deflect under the influence of the load and their dead weight,
which would result in a nonuniform distribution of linear load in the press nips.
To avoid this, the rolls had to be crowned, i.e. ground with a camber. The selected
crown does, of course, only apply to a certain load. If it were desired to alter the
load, the rolls had to be re-crowned.
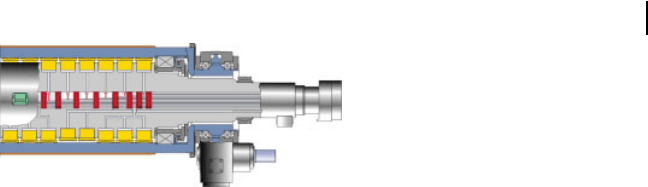
Hence, the introduction of the “Swimming Roll” in the 1950s by Küsters was of
decisive importance for the further development of both the machine calender and
the supercalender. This roll consists of a fixed shaft with a shell rotating around it.
Between the shaft and the shell is an oil-filled chamber. By adjusting the oil pres-
sure in this chamber the shape of the roll shell can be changed (Fig. 6.66). Thus
the “operating window” of calenders was suddenly expanded.
The swimming roll allows control of the linear load distribution across the width
only in a given overall shape. This limitation was overcome with the next genera-
tion of nip control rolls introduced in 1974 by Escher Wyss, the Nipco roll
(Fig. 6.67). Here the load distribution can be controlled locally zonewise. On this
roll the rotating roll shell is carried by a large number of hydrostatic supporting
elements, which in turn are supported on a fixed shaft. The hydraulic control unit
combines several supporting elements into one zone. In all, there are six to eight
effective hydraulic zones. As they can be controlled individually, the linear load can
be specifically adjusted across the width of the calender. It is therefore possible not
only to uniformly distribute the linear load across the roll width but also to in-
crease or reduce it locally. Zone-controlled deflection rolls are meanwhile available
Fig. 6.66 Overall control roll, swimming
roll (source: Voith).
Fig. 6.67 Zone-control roll, Nipco roll
(source: Voith).
6 Paper and Board Manufacturing
296
in the marketplace under different names and designs by Küsters, by Metso and by
Voith.
Since 1994 multi-zone control rolls have been in operation with up to sixty sup-
porting elements arranged horizontally close together. These can be individually
controlled so that even more precise profile corrections can be made (Fig. 6.68).
Machine calenders and supercalenders with width about 5000 mm and above
are today equipped with zone-controlled rolls as standard. Narrower machines still
use the simpler overall control type rolls.
Supercalenders are classic off-line machines as they have downtimes of 25–30 %
due to the filled roll change. To be able to keep pace with a high-speed paper
machine at least two, sometimes even three, supercalenders were therefore re-
quired. This disadvantage of the supercalender led, at the beginning of 1980, to the
development of the soft calender. The soft calender consists of at least one heated
roll and one resilient roll covered with synthetic material. Because synthetic rolls
are much more resistant to marking than the filled rolls of the conventional super-
calender, the soft calender was also able to be used on-line. In many cases, the on-
line soft calender was very successful. However, not all quality demands on the
paper surface could be met with it. For demanding papers, the supercalender
equipped with filled rolls and which could therefore only be operated off-line re-
mained the only alternative.
Things changed in the middle of the 1990s with the emergence of improved
synthetic covers. In 1994 the first calender of the new type (Janus Concept calender
of Voith Paper) was built with all resilient rolls covered with special synthetic
materials. At a first glance, this new calender looks like a conventional superca-
lender. In reality, it differs in many respects, e. g. by the reduced number of nips,
less energy input and – most noteworthy – suitability for on-line operation.
Thanks to a suitable combination of pressure, roll surface temperature, roll sur-
face quality and number of nips, it was now possible to calender even highly
demanding paper qualities on-line. Other machine builders followed (Küsters and
Metso). The latest development is a calender (Voith’s Janus MK 2), on which the
roll stack is no longer arranged vertically but at an angle of 45°. The modern on-
line-capable multi-nip calenders have extensively ousted the classic supercalend-
ers. The few cases in which it is still used for technological reasons are treated in
Section 6.9.4
Fig. 6.68 Multizone roll, Nipcorrect roll
(source: Voith).
6.9 Calendering
297
6.9.3
The Different Calender Types
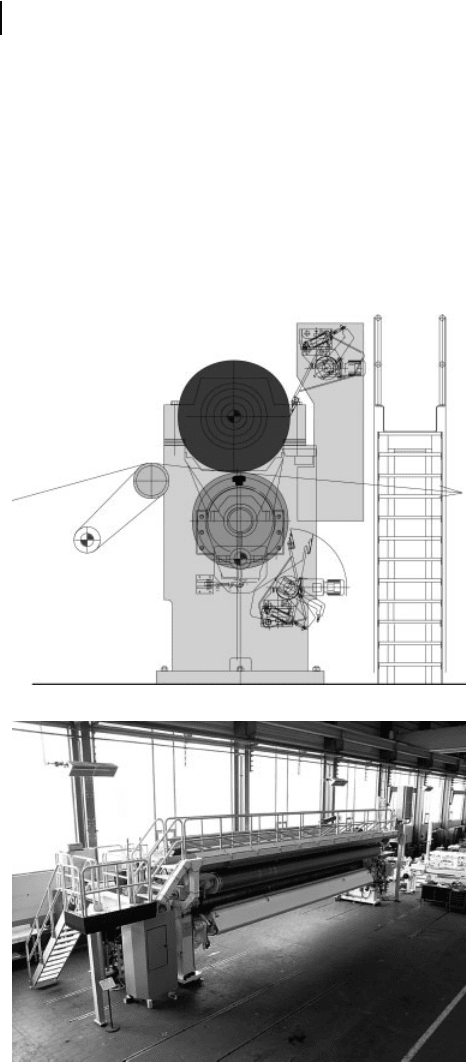
6.9.3.1 Machine Calenders
Machine calenders consist of two or more hard rolls and are practically always
installed on-line. They are primarily used for paper that only requires moderate
finishing or for pre-calendering grades that need further finishing treatment in
order to obtain higher gloss and/or smoothness. Machine calenders are equipped
with overall deflection or zone-controlled deflection rolls (Fig. 6.69).
Fig. 6.69 Machine calender, schematic and photo of mounting
(source: Voith).
6 Paper and Board Manufacturing
298
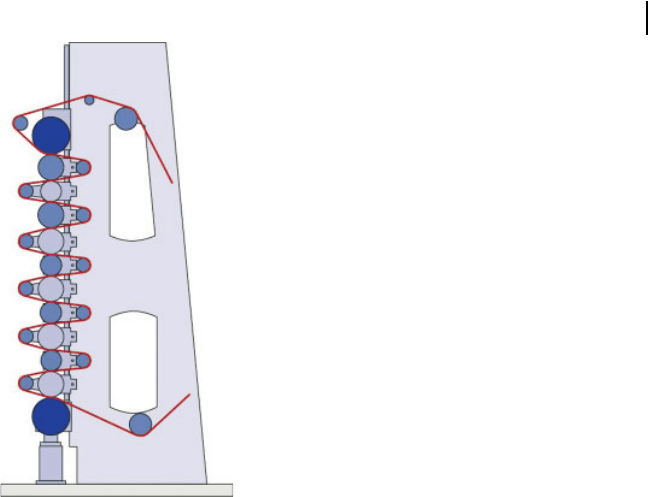
6.9.3.2 Supercalenders
Supercalenders are off-machine multiroll-calenders consisting of an unwind
stand, a roller stack and a rewind stand. The usual number of rolls is 9–12. For
specialty papers – such as silicon based papers for instance – the number can
reach 18. The rolls are hard and elastic in turn. When the number of rolls is even,
there will be a so-called “reverse” nip having two adjacent elastic rolls. The elastic
rolls are filled rolls. The filling consists of a multitude of specialty paper sheets slid
onto a steel shaft, compressed to the required hardness and then locked by nuts.
The hard rolls are steel or cast chilled iron rolls and are often heated. The top and
bottom roll are either overall deflection or zone-controlled deflection rolls. To pre-
vent the filled rolls from getting marked by the web following a web break, the
stack is equipped with a device for quickly opening the nips. Further important
features are the spindle system, the overhanging load compensation system, doc-
tors, web cutting and oscillating devices, flying splice devices, inner and outer lift
platforms etc. The maximum working speed of supercalenders is approximately
800 m min
–1
and the maximum line load approximately 450 N mm
–1
. However,
maximum speed, line load and maximum surface temperature cannot be applied
at the same time because of the delicate nature of the filled rolls (Fig. 6.70).
6.9.3.3 Softcalenders
The basic version of the softcalender is the two-roll softcalender. Its main compo-
nents are the soft covered deflection control roll and the heating roll. The linear
pressure of a softcalender ranges from approximately 10–350 N mm
–1
and the
Fig. 6.70 Supercalender (source: Voith).
6.9 Calendering
299
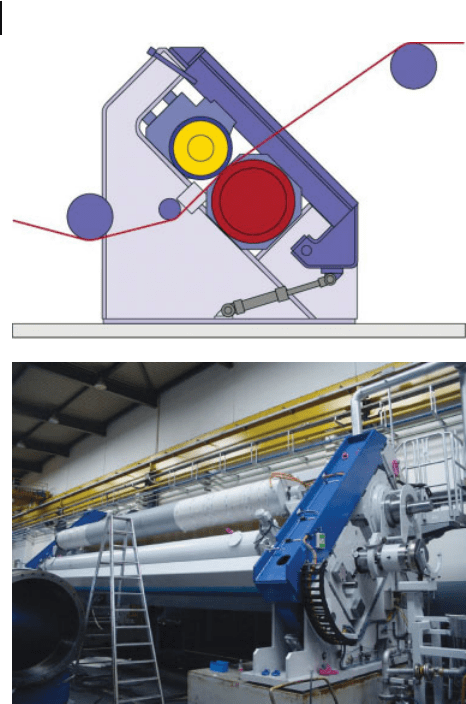
surface temperature of the heated roll can be up to 230 °C. For two-sided calender-
ing, two stacks with an inverted roll configuration are combined. In cases where
one hot calendering nip per web side is not sufficient to obtain the desired finish-
ing result, more calendering capacity is achieved by adding further soft nips. In
contrast to supercalenders, softcalenders can also be installed on line because the
soft covers can withstand line loads, load cycles and temperatures that are much
higher than witnessed with conventional filled rolls (Fig. 6.71).
6.9.3.4 Modern Multinip-calenders
Modern multinip-calenders are similar in function to supercalenders. The main
difference is that the filled rolls are replaced by polymer covered rolls. As a result,
modern multinip-calenders can be installed on-line and can be run more than
Fig. 6.71 Softcalender, schematic and photo of mounting
(source: Voith).
6 Paper and Board Manufacturing
300
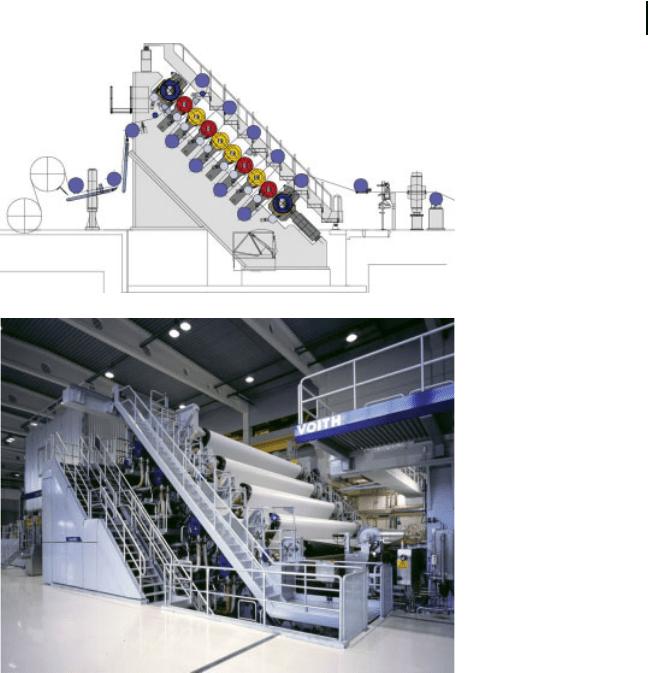
twice as fast as supercalenders and with much higher surface temperatures and
line loads.
Today, there are three calender designs which make use of the new technology
(Janus MK 2 calender of Voith, ProSoft calender of Küsters, and the OptiLoad
calender of Metso).
Voith’s Janus Concept calender was the first multinip-calender that could be
integrated into a fast running paper machine. Various roll configurations were
possible, i.e. 6–10 rolls in one vertical stack, 2 V 5-rolls in two vertical stacks etc. As
the polymer cover of the elastic rolls is less thick than the filling of the conven-
tional paper rolls, no slideways and spindles are necessary. The intermediate rolls
are supported by loading arms that incorporate the overhanging load compensa-
tion function. Depending on their design, the heated rolls can produce surface
temperatures of up to 170 °C. Line loads in the range 250–500 N mm
–1
are possi-
ble. When installed in-line with a paper machine, the Janus calender is featured
Fig. 6.72 Multinip-calender with inclined layout, schematic
and photo of mounting (source: Voith).
6.9 Calendering
301