Holik H. (ed.) Handbook of Paper and Board
Подождите немного. Документ загружается.


holes, wrinkles, creases, edge nicks, turnovers, blade stripes, etc. Detection and
counting of dirt specks are done online today. With low-viscosity colors, upstand-
ing fibers in the surface cause pimples because the color climbs up these lumps of
coating. Faults such as whiskers on the surface, loose fibers, coarse fibers, dust,
lint, and fuzz, are usually only determined by inspection.
7.9.9
Brightness and Whiteness
Brightness and whiteness are highly dependent on the coating composition, pig-
ment type, coating amount and the use of optical brightening agents (see section
3.6.9.3.5.4). Fiber type and basis weight also influence optical properties. Bright-
ness measurements are taken over a range of wavelengths by using instruments
conforming to ISO 2469/2470. Such instruments commonly found in use are the
Elrepho 3000 (Datacolour/Zeiss) and the MacBeth White-Eye. The American paper
industry uses a standard brightness instrument that has 45° illumination and 0°
viewing (TAPPI Test Method T 452).
Whiteness is a comprehensive term used to express the visual impact of near-
white surfaces by means of a single value. Numerous equations have been devel-
oped to this end, and CIE (Commission Internationale de l’Eclairage) whiteness is
the most common in practical use. Whiteness is also used to denote a more com-
prehensive expression of color and color shade by use of the CIE color coordinates
L*, a*, and b* (or CIELAB). Three reflectance figures L*, a*, and b* are calculated
from measurements using a standard D65 light source. Here the UV content of
the D65 illuminant must be accurately controlled to ensure reliable assessment of
surfaces containing optical brightening agents. The coordinates a* and b* meas-
ure color. Positive figures for a* express redness, negative figures greenness, and
positive figures for b* indicate yellowness, negative figures blueness. L* is a per-
centage which measures luminance on a scale where black is zero and pure white
is 100%. One can measure color coordinates as well as brightness with the same
instrument, e.g., with a Hunterlab colorimeter or any other equipment. The calcu-
lations are complex and require the aid of computerized systems. Color coordi-
nates are currently also measured and controlled by fixed-point or moving on-line
equipment in paper machines.
7.9.10
Opacity
This is a measure of the amount of light transmitted through paper. When no light
is transmitted, the opacity is 100%. The measuring principle is based on compar-
ison of reflectance for a single paper sheet over a black background compared to an
opaque stack of paper samples. As opacity increases with increased absorption and
scattering of light, the following parameters are of prime importance for opacity:
basis weight, filler content in base paper, degree of calendering, type and treatment
of pulp, as well as coat weight and coating color components, especially the type of
7 Coating of Paper and Board372

pigment used (fine pigments increase scattering). Opacity is measured in accor-
dance with ISO 2471 and TAPPI Test Method T 425.
7.9.11
Mottling
There are several types of mottling: first color mottling, wet repellance mottling
and back-trap mottling. First color mottling results from unevenness of the phys-
ical surface structure of the coated sheet (roughness, pore structure) and from the
unevenness of optical surface properties (brightness, gloss). Wet repellance mot-
tling occurs when the fountain solution layer between coating and ink interferes
with ink transfer. Back-trap mottling leads to uneven ink setting in the coating
layer. Mottling can be tested during normal print conditions either in a print house
or research environment. For its investigation large areas (5 V 5cm
2
) of solid and
halftone are needed. For checking first color mottling, packing is removed from
the first, third and fourth unit: no water under the cyan ink and no back-trapping
after ink transfer means no water or back-trap mottling. To test wet repellance
mottling, packing is removed from the first unit: if there is no water under the
cyan ink then no water mottling is given. For back-trap mottling packing is re-
moved from the third and fourth units: when no back-trapping after ink transfer
occurs then no back-trap mottling is given.
7.9.12
Print Unevenness
This means unwanted variation in density, color or gloss in print. The size and
intensity of the variations are measured. Print density variations (graininess
0.5–2 mm; mottle 2–8 mm) are measured from an even black and/or cyan tone of
at least 40% and as an average of eight images with a size of 51 V 51 mm
2
.
7.9.13
Taste and Odor
When paper is used for packaging purposes, no off-taste or off-odor from the
package must contaminate the product itself. Odor and taste from paper can arise
from a number of sources such as wood resins in mechanical pulp or residual
chemicals in pulp making, or the paper may have internal biological activity, which
can also produce odorous substances. The most sensitive instrument available to
measure the odor and taste of a substance is a human being. Members of trained
panels assign numerical ratings and record their impression of tainting flavors or
volatile odors experienced. The test methods available are the triangle test (the test
states if differences between specimens are found, DIN 10 951), the pair test (a test
describing the differences between specimens, DIN 10 954) and the Robinson test
(a taste test identifying how much taint a paper has given to a taste medium;
chocolate very commonly being used, DIN 10 955). Beside the trained panel, gas
7.9 Measurements of Coated Surface 373
chromatography (GC) and mass spectrometry (MS) are used to identify the origi-
nating chemical compound. The so-called “electronic nose”, an original invention
from the military world, has also been utilized to detect off-odors.
7.10
Coating Machines
Martin Tietz
7.10.1
Overview
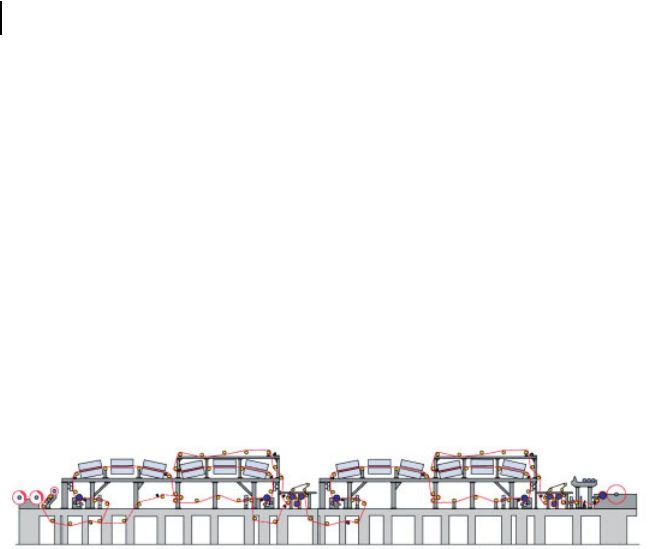
Coating machines are separate machines in which a previously produced dry base
paper is unwound, coated, dried, and then reeled again (Fig. 7.24). In contrast to
coating applicators placed on-line in a paper machine (Section 6.8), they are usu-
ally called “off-line coaters” or “OMC” (off-machine coaters).
In a paper mill, one off-line coater is usually associated with one paper machine.
Sometimes, however, one OMC receives paper from different paper machines. In
most cases, the off-line coater has the same width as the corresponding paper
machine (except for the edge trim). Some coaters with half width are in operation,
where the jumbo reels from the paper machine are split, and the two halves are
coated separately.
Off-line coating has the advantage that the paper machine can continue produc-
tion during machine stops on the off-line coater. These stops can be for instance
due to coating color changes, which is especially important for machines with a
very broad product range. Since off-line coaters operate faster than the paper ma-
chine to which they belong, the time efficiency of the entire line is higher than for
on-line concepts.
7.10.2
Applicators
The actual coating process usually comprises two steps: (i) the application of the
coating medium onto the paper or board and (ii) the metering of the coating
medium to the desired quantity (or coat weight). If the metering is done directly on
the paper after the application, the process is called direct coating or blade coating.
If, however, metering is done before the transfer of the coating medium to the
paper or board, the process is called indirect coating or film coating.
Fig. 7.24 Off-line coater (source: Voith).
7 Coating of Paper and Board
374

7.10.2.1 Direct Coating
In direct coating, the web is supported by a backing roll and the coating medium is
fed in excess onto the web. After a certain distance, defining the “dwell time”, the
coat layer is metered down to the final thickness, being the desired coat weight.
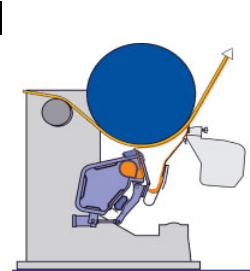
In the “roll applicator” or “LDTA” (long dwell time applicator), feeding is done
with a roll, which draws the coating medium from a pan onto the web (Fig. 7.25).
The applicator roll and the backing roll form a nip. The nip pressure and, conse-
quently, the nip gap are adjustable, determining the amount of coating medium
fed to the web. The nip load also yields an external penetration pressure which,
together with the capillary pressure, causes penetration of some coating medium
or components thereof into the paper or board web. This is to a certain extent
desirable, because it anchors the coating to the base paper and gives surface
strength. Excessive penetration, however, would reduce the gain in surface proper-
ties, such as smoothness or gloss.
Penetration of the coating into the base paper can be controlled with the “water
retention” of the coating medium. At elevated machine speeds, e.g. above approx-
imately 1500 m min
–1
, the splitting of the coating color between applicator roll and
paper at the nip exit shows irregularities, which negatively influence the homoge-
neity of the coat layer. Also, the relatively short nip and the considerable penetra-
tion caused by the nip load cause runnability and quality problems. To overcome
these limitations, the application of the coat medium to the paper can be per-
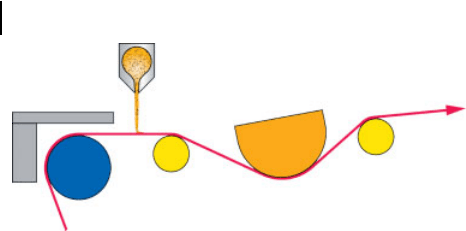
formed with a free jet. In a “free jet applicator” (Fig. 7.26), the jet usually has a
thickness of less than one millimeter and a length of a few centimeters. The result-
ing coat layer (still before final metering) is much more homogeneous than that of
a roll applicator, and, since the external pressure at the impingement point is
considerably less than in the roll nip, the penetration of the coating medium into
the base paper is reduced. This improves the so-called “coating holdout”, which
results in a better surface quality of the coated paper.
The final metering of the applied coating is often performed with a blade. With
this blade, most of the coating medium is removed and returns to the working
tank. The coat layer remaining on the paper or board is evenly distributed. The
blade pressure ensures that the surface voids of the web are filled with coating.
Due to the blade geometry, the coated web has a good smoothness. The blade
usually has a thickness of less than one millimeter, typically approximately
0.4 mm. The stick-out length (or unsupported length) is usually a few centimeters.
Fig. 7.25 Roll applicator (source: Voith).
7.10 Coating Machines
375
The operating angle between blade and paper web is usually 20–35°. Under these
conditions, the blade is considered a “stiff blade”, because its bending is negligible
with respect to the operating principle. If, however, a blade geometry is chosen
where the bending of the blade results in an operating angle close to 0°, the mode
is called “bent blade”. The bent blade gives – in comparison to the stiff blade – an
even smoother surface but it is more prone to surface defects, such as blade
scratches, and is more difficult to operate. Since the web has a considerably re-
duced roughness after coating, the coat layer itself must be nonuniform in caliper
to even out the base paper roughness. On certain grades, especially board, this
nonuniform layer thickness can be seen as inhomogeneous coverage or mottling.
If coverage is desired rather than smoothness, metering can be done with a rod
rather than with a blade. Rod metering is typical for the pre-coat of board and for
specialty papers where the base web has to be evenly covered with a specialty
coat.
In most cases, the metering blade (or rod) is placed against the same backing roll
as the coat applicator. The angle between point of application and point of meter-
ing is then approximately 60°. This results in a dwell length of 400–600 mm, de-
pending on the backing roll diameter. The resulting “dwell time” depends strongly
on the machine speed. It is in the range of 10–200 ms.
A “short dwell time applicator” (or SDTA) was tried in order to reduce the dwell
time to much shorter values. This SDTA consists of a closed chamber which incor-
porates the coating feed and the metering blade. However, vortices in the chamber
caused a streaky appearance of the coat layer at elevated machine speeds. There-
fore, the SDTA has not received much attention outside North America.
7.10.2.2 Indirect Coating
As an alternative to direct coating, a film press can be used for the application of
coating media. The film press was derived from the size press, which is used for
the application of starch or size solutions. Today, a wide variety of coating media
are applied, including pigment dispersions with high solids content. In a film
press, a film of the coating medium is formed and metered on a large diameter
roll. This roll forms a nip with another roll. The paper or board web passes this nip
Fig. 7.26 Jet applicator (source: Voith).
7 Coating of Paper and Board
376

and picks up a certain portion of the film. Application can be – but does not have to
be – simultaneous on both sides. A schematic drawing of a film press is shown in
Section 6.7.
Metering is performed using metering rods. These can be either smooth or
profiled. Profiled rods provide a certain volume of coating medium due to the open
cross section in the profile. A deeper or coarser profile gives a higher coat weight
than a fine profile. The application weight is mainly adjusted by choosing an ade-
quate profile. Fine tuning of the application weight can be done by modifying the
rod pressure. Profiled metering rods are mainly used for low viscosities (i.e. low
solids contents of the coating medium) and low machine speeds. With increasing
viscosity and speed, the rod loses contact with the roll due to the hydrodynamic
forces of the coating medium, comparable to aquaplaning. Then, the application
weight depends less on the profile and more and more on the hydrodynamic
conditions, such as rod pressure, rod diameter, viscosity and speed. Consequently,
a smooth metering rod is used. Typical rod diameters are 14–38 mm for smooth
rods. Larger diameters yield higher application weights. Higher viscosities and
machine speeds require smaller rod diameters for the same application weight
than lower ones. The coating medium is not transferred completely to the web. A
certain amount remains on the roll and returns to the application unit where it is
mixed with fresh coating medium. The transfer ratio depends on the acceptance
behavior of the web, on the properties of the coating medium and – to a limited
degree – on the surface properties of the roll. For starch, where the absorptivity of
the web is high, the transfer ratio can be more than 90%. For pigment coats, it can
be as low as 50%.
The pre-metered films usually have thicknesses of 7–20 mm (or ml m
–2
). Lower
values would require very high rod pressures and also coverage of the web would
be insufficient. Higher values are not meaningful since the web has a limitation
with respect to coating acceptance. If the amount of pre-metered coating medium
is too high, the surface of the coated web appears uneven, with an “orange peel”
character. At elevated machine speeds, the film split at the nip exit can create a fine
mist of coating medium. This mist deposits on machine parts or even on the paper
or board web. Since this misting increases with film thickness, it is the major
limitation for the application weight at high speed. For typical applications, mist-
ing becomes a limitation above 1500 m min
–1
. At 1800 m min
–1
, for example, coat
weights above 7 g m
–2
are difficult to achieve without disturbing misting.
7.10.2.3 Curtain Coating
Besides film and blade coating, curtain coating is used for the application of coat-
ing media onto paper surfaces. Although curtain coating is a very old application
technique, going back to the end of the 19th century, it has only been used for
coating of paper since the 1990s. Curtain coating is mainly used for specialty
papers. Specialty coats are usually very expensive. Therefore, the application
amount must be kept to an absolute minimum. On the other hand, a certain
amount is required to achieve the desired function of the coat. In a curtain coater,
7.10 Coating Machines 377
a thin film of coating medium is formed which falls by gravity onto the paper
surface. The only metering device for the coating color is the nozzle slice. The slot
opening is about 20 to 50 times larger than the actual coating color thickness.
Thickness is reduced by gravity forces while the jet is moving towards the web and
by the shear forces exerted by the high speed difference between the jet and the
running web (Fig. 7.27). Due to the homogeneity of the film, the coverage of the
paper by the coating medium is very uniform.
Unlike film and blade coaters, the application is contact-free. This considerably
reduces the risk of web breaks and, therefore, improves runnability. It is expected
that the significance of curtain coating will increase.
7.10.3
Application Concepts
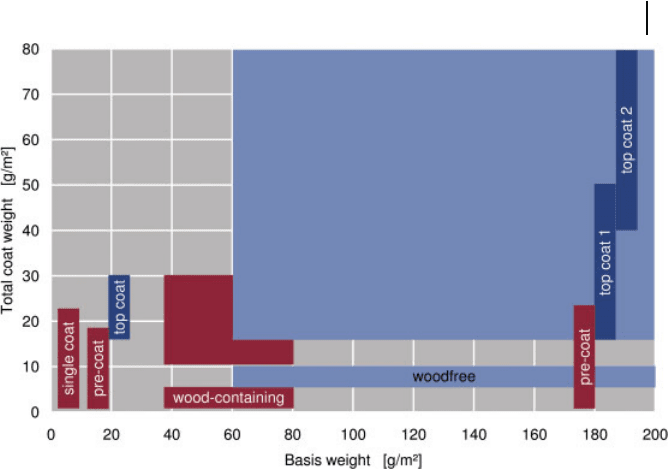
Typical coat weights for graphic papers are given in Fig. 7.28, plotted against the
basis weight of the base paper. The coat weight is typically 25–40 % of the final
basis weight of the paper.
Wood-containing papers are mainly single-coated (LWC). Coat weights are usu-
ally between 6 and 10 g m
–2
per side. Traditionally, the coat is applied with a blade
coater. More modern installations use a film press for the single coat.
At higher basis weights (MWC), two coat layers may be applied per paper side.
Here, the top coat is usually a blade coat. The pre-coat may be either a film or a
blade coat.
Woodfree papers cover a very wide basis weight range. Depending on the basis
weight, the application can be single coat, double coat or triple coat. The coat
weight per layer can vary in a wide range between approximately 8 and 20 g m
–2
.
For board grades, the coat weight depends on the requirements of the final
product and on the quality of the base board. Coverage, brightness and smooth-
ness are the main properties that are improved by the coating. Depending on the
required coat weight, two or three coat layers are applied.
Due to their functions, different formulations are used for the individual coat
layers. For instance, pigments with high opacity are used in the first layers,
whereas very fine pigments with good smoothness potential are used for the top
coat.
Fig. 7.27 Principle of curtain coating (source: Voith).
7 Coating of Paper and Board
378
7.10.4
Drying
After its application, the wet coat must be dried. Three different drying principles
are used: radiation (infrared), convection (hot air), and contact (cylinders).
Infrared drying yields a very good energy transport, whereas mass transfer is
inferior. Therefore, infrared is especially suitable for heating the paper or board
web to temperatures where considerable drying occurs. Heating of the infrared
radiators can be by electricity or gas. Gas-heated infrared dryers reach higher tem-
peratures and are usually cheaper. Electrical infrared dryers are easier to control
and are, therefore, often used for moisture profiling in the cross machine direc-
tion. It depends very much on the local conditions at the mill site, such as availabil-
ity and prices, which heating principle is used for infrared drying.
Air flotation dryers are widely used for the drying of coat. In an air-flotation
dryer, hot air is blown onto the paper surface. Air temperature can be as high as
350 °C, sometimes even higher. The impingement velocities of the air can exceed
40ms
–1
. The impingement effect gives a very effective heat and mass transfer
between air and paper surface. The blowing nozzle sections in the dryer are alter-
nately placed on one side of the paper and on the other side. This gives a sinusoidal
web run through the dryer with a web-stabilizing and wrinkle-avoiding effect.
Cylinder drying of coat is possible, as soon as the freshly coated surface is dry
enough that the coating color does not stick on the cylinder surface. Therefore,
drying cylinders are only found after a certain amount of contact-free drying, i.e.
Fig. 7.28 Typical coat weights for graphic papers. Basis weight
includes base paper + coat weight (source: Voith).
7.10 Coating Machines
379
towards the end of the dryer section after a coater station. In modern coating
machines, cylinder drying contributes only a small amount to the total drying
capacity, sometimes less than 20 %. Contact drying has usually the lowest specific
costs. Furthermore, the cylinder group is an excellent fix point for the web run.
When no cylinders are used, a separate fix point between the coater stations has to
be included, such as an S-wrap or a pull stack.
In some machines, the last cylinders are used to cool down the web rather than
for drying. After drying, the web can reach temperatures well above 70 °C and does
not cool sufficiently before the next coater station. Too high a web temperature
causes excessive penetration of the coating color into the web so cooling provides a
higher product quality.
7.11
Coated Paper and Board Grades (for more details see Chapter 11) [4, 7]
Werner Auhorn
Table 7.14 gives an overview of coated paper and board grades as related to the
main components of base paper, basis weight, coat weight, brightness, and their
main usage.
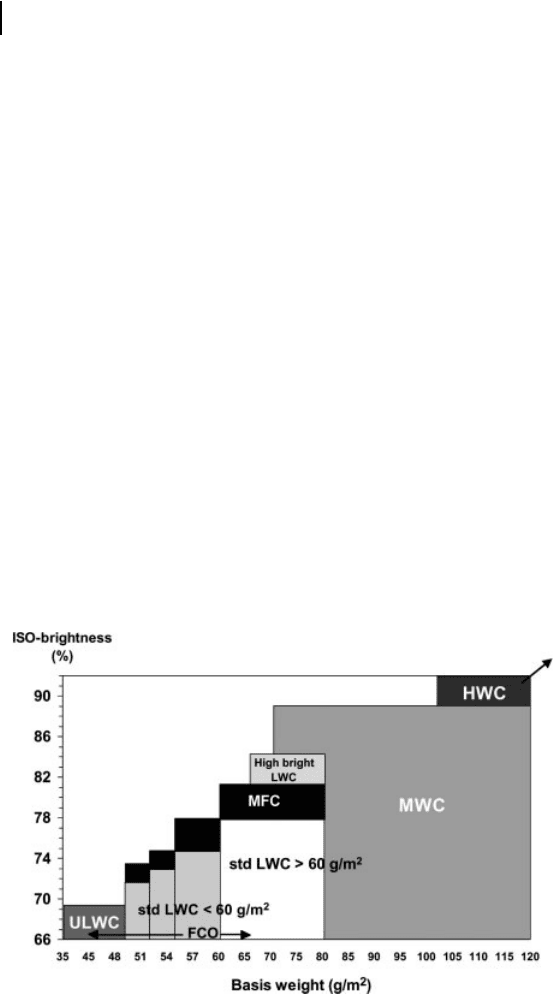
Figure 7.29 illustrates the relative positions of coated, mechanical pulp dominat-
ing papers in basis weight and brightness. Figures 7.30 and 7.31 present typical
end uses for coated mechanical papers and for coated fine papers worldwide.
Fig. 7.29 Classes of wood-containing coated printing papers
and their positioning according to basis weight (base paper +
coating layers) and brightness (source: H. Paulapuro, Dep. of
Forest Products Technology, Helsinki Univerity of Technology).
7 Coating of Paper and Board
380

Table 7.14 Overview of coated paper and board grades and
their most import characteristics.
Paper/board grades Base Paper
main fiber
furnish
Basis weight
base paper
(g m
–2
)
Coat weight
per side
(g m
–2
)
No. of
Coating
Layers
ISO
brightness
(%)
Main usages of paper/board grades
Printing Papers (both sides coated):
ULWC (ultra light weight coated) MP, CP, DIP 25–35 5–7 single 69–72 catalogs, magazines
LWC (light weight coated) MP, CP, DIP 35–45 6–12 single 72–78 (84) magazines, inserts
MFC (machine finished coated) MP, CP, DIP 35–60 5–15 single, double 72–78 magazines, catalogs
FCO (film coated offset) MP, DIP 30–45 4–10 single 72–78 inserts, flyers, advertising
MWC (medium weight coated) MP, CP, CP 45–65 12–25 double 80–88 special magazines, advertising
HWC (high weight coated) MP, CP, CP 65–100 25–35 double, triple 82–90 magazine covers, advertising
WFC (woodfree coated fine papers) CP 60–120 25–35 single, double, triple 88–98 magazines, image brochures, labels
Art Paper CP 60–150 20–40 double, triple 94–98 illustrated books, calendars, image
br.
Board Grades (mainly top side only coated):
FBB (folding box board) DIP, RP, MP, CP 135–425 12–35 single, double, triple 72–86 packaging of food, book covers
WLC (white lined chipboard) DIP, RP, MP, CP 170–425 10–30 single, double 76–92 shoe and wine boxes, protection
packaging
SBS (solid bleached sulfate) BHSP, BSSP 120–250 15–25 double 84–98 packaging of chocolate, cigarettes,
cosmetics
LPB (liquid packaging board) BSSP, UBSSP 280–330 10–15 single 76–86 milk and juice packaging
Abbreviations: MP = mechanical pulp; DIP = deinked pulp;
CP = chemical pulp; RP = recovered paper; BHSP = bleached
hardwood sulfate pulp; BSSP = bleached softwood sulfate pulp;
UBSSP = unbleached softwood sulfate pulp
7.11 Coated Paper and Board Grades 381