Krantz W.B. Scaling Analysis in Modeling Transport and Reaction Processes: A Systematic Approach to Model Building and the Art of Approximation
Подождите немного. Документ загружается.

PULSED SINGLE-BED PRESSURE-SWING ADSORPTION 433
TABLE 7.3-1 System Parameters for the Pulsed Single-Bed PSA Process
Parameter Packed Adsorption Column Monolithic Adsorbent
R
p
(m) 5 ×10
−4
1 ×10
−6
k
A
,k
B
(s
−1
) 6.0 ×10
−3
1.50 × 10
3
k
p
(m
2
) 6.76 × 10
−10
2.71 × 10
−15
ε 0.35 0.35
D
L
(m
2
/
s) 1.0 ×10
−5
1.0 ×10
−6
q
∞
A
(mol
1
m
2
) 2.8 ×10
3
2.8 ×10
3
q
∞
B
(mol
1
m
2
) 2.2 ×10
3
2.2 ×10
3
l
A
(Pa
−1
) 5.0 ×10
−7
5.0 ×10
−7
l
B
(Pa
−1
) 1.8 ×10
−7
1.8 ×10
−7
μ(Pa ·s) 1.8 ×10
−5
1.8 ×10
−5
P
0
(Pa) 1.3 ×10
5
1.5 ×10
5
P
L
(Pa) 1.0 ×10
5
1.0 ×10
5
T(K) 293 293
L(m) 1.0 2.0 ×10
−3
t
p
(s) ——
Source: E. M. Kopaygorodsky, V. V. Guliants, and W. B. Krantz, A.I.Ch.E. J., 50(5) 953 (2004).
TABLE 7.3-2 Dimensionless Groups Characterizing Pulsed Packed and Monolithic
Single-Bed PSA for the Process Parameters Given in Table 7.3-1 for Producing an
Oxygen-Enriched Product from Air
Dimensionless
Group Packed Bed Monolithic Bed
1
0.311
1
t
p
0.186
1
t
p
2
3.11 × 10
−6
0.0465
3
0.0118 1768
4
2.63 1.58
5
0.283 0.283
6
3.33 2.00
7
0.015 0.025
8
0.00540 0.00900
If the pressurization time is too short, breakthrough of the adsorption front will
not have occurred, and no enrichment will be achieved. On the other hand, if the
pressurization time is too long, the bed will become completely saturated at the
prevailing local pressure and no enrichment will be achieved in the product gas.
The optimal pressurization time achieves the maximum possible enrichment of the
product gas. The process parameters in Table 7.3-1 lead to the values of the dimen-
sionless groups that characterize the pulsed packed and monolithic single-bed PSA
processes summarized in Table 7.3-2.
To have a workable oxygenator, it is essential that the dimensionless group
5
< 1; that is, the adsorbent must preferentially adsorb nitrogen to produce an
oxygen-enriched product. We see from Table 7.3-2 that
5
= 0.283, which indi-
cates that this adsorbent is satisfactory. The value of
2
1 for pulsed packed

434 APPLICATIONS IN PROCESS DESIGN
single-bed PSA, which implies that axial dispersion can be ignored. Although
2
is much larger for pulsed monolithic single-bed PSA, axial dispersion can still be
neglected in modeling this process without incurring significant error. The small
values of
7
and
8
imply that the adsorption isotherms for both nitrogen and
oxygen can be linearized in the partial pressure without incurring significant error.
A dramatic difference between pulsed packed and monolithic single-bed PSA
is apparent from the values of
3
. Whereas
3
1 for pulsed packed single-bed
PSA,
3
1 for pulsed monolithic single-bed PSA. Since a proper scaling implies
that all the terms in the describing equations be bounded of
◦
(1), the product of
3
with q
e∗
A
− q
∗
A
must be of
◦
(1) in equation (7.3-47); this implies that q
∗
A
∼
=
q
e∗
A
for monolithic bed PSA. A similar argument for equation (7.3-46) implies that
q
∗
B
∼
=
q
e∗
B
. Hence, the adsorption time is so fast in comparison to the contact time
(i.e., t
ad
t
c
) that we conclude that local thermodynamic adsorption equilibrium
prevails for pulsed monolithic single-bed PSA. In contrast, the contact time is
considerably faster than the adsorption time for pulsed packed single-bed PSA (i.e.,
t
c
t
ad
), thus implying that adsorption in this process is mass-transfer controlled.
This marked difference between the adsorption behavior for pulsed packed and
monolithic single-bed PSA arises because of the very small particle size associated
with the latter. The small particle size implies a much smaller permeability and
therefore a much slower contact time relative to the adsorption time; moreover, in
contrast to packed bed PSA, the interparticle mass-transfer resistance is negligible
for the monolithic bed process.
The marked difference between the characteristic adsorption time and the contact
time for packed relative to monolithic bed PSA implies that a different design
strategy must be used for each process. Since the adsorption time is much longer
than the contact time for pulsed packed single-bed PSA, the pressurization time
must be approximately equal to the adsorption time. Scaling analysis then suggests
the following criterion for determining the pressurization time for conventional
pulsed packed single-bed PSA:
t
p
= t
ad
=
1
(1 − ε)RT k
A
q
∞
A
l
A
(7.3-65)
For the design parameters given in Table 7.3-1, this criterion suggests a
pressurization time of 75.2 seconds, which agrees well with typical values used
in practice for packed pulsed single-bed PSA. On the other hand, since the pulsed
monolithic single-bed PSA process occurs at local adsorption equilibrium, the pres-
surization time must be approximately equal to the contact time required for the
adsorption “wave” to pass through the column. Scaling analysis then suggests the
following criterion for determining the pressurization time for monolithic single-bed
PSA:
t
p
= t
c
=
μL
2
k
p
P
(7.3-66)
For the design parameters given in Table 7.3-1, this criterion suggests a pres-
surization time of 0.532 seconds. These estimates for the optimal pressurization

PULSED SINGLE-BED PRESSURE-SWING ADSORPTION 435
times permit determining the values of
1
, the dimensionless group that pro-
vides a measure of the importance of the unsteady-state term in equations (7.3-46)
and (7.3-47). For packed single-bed PSA,
1
= 0.00414, which implies that the
pressurization step can be considered to be a steady-state process. However, for
monolithic bed PSA,
1
= 0.350, which implies that the pressurization step is
inherently unsteady-state.
The fact that
3
1 for monolithic single-bed PSA implies that the length
scale for the pressure and partial pressure gradients for this process is not equal
to the length of the adsorption column as was assumed in our scaling analysis.
Indeed, this large value of
3
suggests that monolithic bed PSA involves a region
of influence or boundary layer across which the pressure drop occurs. Hence, the
describing equations must be rescaled for conditions such that the appropriate length
scale for the pressure gradients is the boundary-layer thickness δ
m
. The thickness
of the region of influence or boundary layer wherein the total and partial pressures
undergo their characteristic change is obtained by balancing the convection term
with the accumulation term in equation (7.3-22) or (7.3-23) since the monolithic
bed PSA process is inherently unsteady state; this results in the following equation
for the boundary-layer thickness:
z
s
≡ δ
m
=
k
p
P t
o
εμ
(7.3-67)
where t
o
is the observation time. For the design parameters given in Table 7.3-1,
the boundary-layer thickness is given by
δ
m
= 4.64 × 10
−3
√
t
o
(7.3-68)
Clearly, 0 ≤ δ
m
≤ L; that is, once the boundary layer has penetrated to the end of
the monolithic bed, breakthrough of the adsorption wave occurs. One implication
of this region of influence is that any numerical technique employed to solve the
describing equations must allow for adequate resolution of the steep total and partial
pressure gradients at very short contact times.
Whereas the process parameters in Table 7.3-1 imply that neglecting axial dis-
persion is a very good approximation for pulsed packed single-bed PSA, they
indicate that it could be important for pulsed monolithic single-bed PSA at least
under some operating conditions. When axial dispersion cannot be neglected, it
is necessary to apply a downstream boundary condition on the partial pressure.
Due to the very rapid adsorption time scale for the monolithic bed PSA process,
the total and partial pressure profiles propagate as sharp fronts through the adsor-
bent bed. Hence, until breakthrough of the adsorption wave occurs, a downstream
boundary condition demanding that the spatial derivative of the partial pressure be
zero is appropriate. Note that the downstream boundary condition given in dimen-
sional form by equation (7.3-18) can be applied for the total pressure throughout
the entire adsorption step. However, once breakthrough has occured, demanding
that the derivative of the partial pressure be zero is not justified. This assumption
436 APPLICATIONS IN PROCESS DESIGN
can introduce some error even when equilibrium adsorption applies since the latter
changes with the local total pressure. That is, if there is a pressure drop owing to
the resistance offered by the adsorption bed to gas flow, the partial pressure must
change with axial distance as well. Our scaling analysis suggests an alternative
downstream boundary condition for the partial pressure that is far less restrictive
than demanding that the partial pressure gradient be zero. Since both
1
and
2
are
small, it is a reasonable assumption after breakthrough of the adsorption wave has
occurred to ignore the accumulation and axial dispersion terms in equation (7.3-47)
at the downstream end of the adsorption bed. Hence, a more realistic downstream
boundary condition for the partial pressure is given by
∂(U
∗
p
∗
A
)
∂z
∗
=
3
(q
e∗
A
− q
∗
A
) at z
∗
= 1 (7.3-69)
This boundary condition states that the change in the net convection of the adsorbed
component is due to its adsorption. Although this condition neglects any accumu-
lation or axial dispersion of the adsorbed component at the downstream end of the
bed, it does allow for a nonzero partial pressure gradient.
The pulsed single-bed PSA process provides a good example to illustrate the use
of advanced dimensional analysis concepts for correlating experimental or numer-
ical data. The quantities of particular interest in characterizing PSA performance
are the product purity y
BL
and recovery ψ
r
. The latter is equal to the ratio of the
volumetric flow of the product (oxygen) to that of the feed and is defined by the
following equation (step 1 in the scaling procedure for dimensional analysis):
ψ
r
=
y
BL
U|
x=L
y
B0
U|
x=0
=
y
BL
(∂P /∂x)
|
x=L
y
B0
(∂P /∂x)
|
x=0
(7.3-70)
The values of y
BL
and ∂P
/
∂x at the feed and product ends of the adsorption bed
would have to be obtained by solving equations (7.3-46) through (7.3-56). Steps
2 through 7 in the scaling approach to dimensional analysis have already been
done when we scaled the pulsed PSA process that resulted in the eight dimension-
less groups defined by equations (7.3-57) through (7.3-64). Moreover, Table 7.3-2
indicates that for both the packed and monolithic pulsed single-bed PSA pro-
cess, the groups
2
,
7
,and
8
are sufficiently small so that axial dispersion
and nonlinear adsorption effects can be ignored without incurring significant error;
that is, these dimensionless groups can be ignored in developing our dimensional
analysis correlations for the product purity and recovery. However, the remaining
five dimensionless groups are not optimal for correlating numerical or experimental
data for y
BL
and ψ
r
. For an air feed delivering an enriched oxygen product at a
fixed low pressure P
L
(usually atmospheric) and a specified adsorbent, bed length,
and temperature, the performance of pulsed single-bed PSA depends only on the
pressurization time t
p
and the applied pressure P
0
. Ideally, one would like to iso-
late these two quantities to simplify correlating either experimental or numerical
data. This can be done by first applying step 10 in the procedure for dimensional
analysis that is indicated formally by equation (2.4-4); that is, since P
0
and P
L

PULSED SINGLE-BED PRESSURE-SWING ADSORPTION 437
appear independently in the dimensionless groups
4
and
6
, respectively, the
quantity P can be replaced by P
L
in the dimensionless groups
1
and
3
.This
same principle permits replacing P by P
0
in the dimensionless groups
4
and
6
. These operations then result in the following new dimensionless groups that
replace
1
,
3
,
4
,and
6
:
9
≡
k
p
P
L
t
p
εμL
2
(7.3-71)
10
≡
(1 − ε)RT k
A
q
∞
A
l
A
μL
2
k
p
P
L
(7.3-72)
11
≡ y
A0
(7.3-73)
12
≡
P
0
P
L
(7.3-74)
where
9
and
12
have been defined so that they are directly proportional to t
p
and P
0
, respectively. Note that we have isolated the pressurization time t
p
in
9
and the applied pressure P
0
in
12
. Hence, dimensional analysis correlations for
the product purity and recovery will be of the form
y
BL
= f
1
(
5
,
9
,
10
,
11
,
12
)
ψ
r
= f
2
(
5
,
9
,
10
,
11
,
12
)
(7.3-75)
However, for an air feed delivering an enriched oxygen product at a fixed low
pressure P
L
and a specified adsorbent, bed length, and temperature, the dimen-
sionless groups
5
,
10
,and
11
are constant. Hence, experimental or numerical
data for the product purity and recovery can be correlated in terms of just two
dimensionless groups:
y
BL
= f
1
(
9
,
12
) = f
1
k
p
P
L
t
p
εμL
2
,
P
0
P
L
ψ
r
= f
2
(
9
,
12
) = f
2
k
p
P
L
t
p
εμL
2
,
P
0
P
L
(7.3-76)
One would anticipate that both the product purity and recovery would be monoton-
ically increasing functions of
12
, due to the increased adsorption of nitrogen at
higher operating pressures. However, both the product purity and recovery display
a maximum as a function of
9
, due to the fact that longer pressurization times
imply progressively more loading of the adsorbent.
This design problem again illustrates the advantages of employing
◦
(1) scaling
to determine the dimensionless groups required to correlate experimental or numer-
ical data. A naive application of the Pi theorem indicates that 11 dimensionless
groups would be required to correlate the product purity and product recovery; that
is, n = 16 (the 15 quantities in Table 7.3-1 and the gas constant R) and m = 5(M,
mol, L, t,andT). Scaling analysis is able to reduce the number of dimensionless
438 APPLICATIONS IN PROCESS DESIGN
groups to five by systematically identifying combinations of the quantities (i.e.,
RT, k
A
q
∞
A
,andk
B
q
∞
B
) and assessing reasonable simplifying assumptions (that the
groups
2
,
7
,and
8
can be neglected); that is, the number of quantities is
reduced to 13 in terms of five units, and three of the dimensionless groups are
sufficiently small to permit neglecting them. The latter approximations involve
ignoring axial dispersion and nonlinear adsorption effects. However, by recogniz-
ing that several process parameters are fixed once the adsorbent is specified for
producing an oxygen-enriched product from air, it was possible to correlate either
the product purity or recovery in terms of just two variable dimensionless groups.
7.4 THERMALLY INDUCED PHASE-SEPARATION PROCESS
FOR POLYMERIC MEMBRANE FABRICATION
This application of scaling analysis focuses on the formation of microporous mem-
branes through a process known as thermally induced phase separation (TIPS).
The goal of scaling in this example is to explore the conditions for which the
complex describing equations can be simplified to permit a tractable numerical
solution. Before considering the describing equations, a brief background on the
TIPS process for polymeric membrane formation will be given.
A membrane is a semipermeable medium that permits the passage of some
molecules, colloidal aggregates, or particles relative to others. Most microporous
membranes are made from polymeric materials through a technique known as phase
inversion because it involves converting a single-phase solution of polymer in a
solvent, referred to as the casting solution, into a two-phase dispersion in which
the polymer ultimately becomes a continuous microporous solid-phase matrix. The
TIPS process involves forming a single-phase solution of the polymer in a solvent,
referred to as the diluent, at an elevated temperature. However, the diluent becomes
a nonsolvent below some lower temperature. Hence, phase separation in the TIPS
process occurs by casting a thin film of the hot single-phase polymer solution onto
a cold surface. The resulting front that separates the phase-separated region from
the single-phase solution then propagates in time away from the cold boundary.
For solutions of amorphous (i.e., having no crystalline regions) or nonconcentrated
semicrystalline (i.e., having both amorphous and crystalline regions) polymers,
TIPS involves the formation of two liquid phases. However, for a more concentrated
semicrystalline polymer solution, which is the focus of this example, TIPS involves
the formation of solid polymer and a polymer-lean liquid phase. This solid polymer
phase will evolve through a nucleation and growth process that can be described by
Avrami theory.
11
The dispersed-phase polymer particles eventually fuse together
to create a continuous polymer network that provides the structural matrix of the
microporous membrane. The dispersed polymer-lean phase then is extracted with
an appropriate solvent to create a microporous network. Subsequent post-casting
treatment can involve annealing the membrane at a temperature slightly above that
11
M. Avrami, J. Chem. Phys., 7, 1103–1112 (1939); 8, 212–224 (1940); 9, 177–184 (1941).
THERMALLY INDUCED PHASE-SEPARATION PROCESS 439
of the glass-transition point of the polymer (i.e., the temperature above which
significant segmental and polymer chain motion becomes possible) to decrease the
pore size and increase the selectively of the membrane. In this example, which is
based on the work of Li et al.,
12
we are concerned with developing a model to
describe the evolution of the microstructure during the phase-separation process.
Prior to the work described here, there was no model available to describe structural
evolution during the solid–liquid TIPS process.
The physical considerations that need to be incorporated into a model for
structural evolution during the TIPS process are summarized here. Commercial
TIPS casting is usually done continuously; hence, it is reasonable to assume one-
dimensional transport. The TIPS process will involve heat transfer from the hot
polymer casting solution to the cold boundary, and possibly to the ambient gas
phase as well. This cooling will eventually cause phase separation of pure polymer
dispersed in a continuous polymer-lean phase. This phase separation in turn can
cause diffusive mass transfer due to the concentration gradients that are created by
the nucleation and growth of the solid phase. This constitutes a moving boundary
problem since the front separating the single- and two-phase regions will propagate
away from the cold boundary. This moving boundary is defined by the nonequilib-
rium thermodynamic condition, which relates the temperature at which nucleation
of the polymer phase begins to the instantaneous cooling rate; this condition can be
determined experimentally via differential scanning calorimetry. The temperature
for the inception of nucleation increases in time since the cooling rate decreases as
the phase-separation front moves away from the cold surface. One complication is
that the physical and transport properties of the polymer-lean and solid polymer in
the phase-separated region can be different. A model must somehow account for the
presence of the two phases in this phase-separated region. Note also that the volume
of the dispersed phase will increase in time at any plane within the phase-separated
region, owing to the progressive precipitation of the polymer. In the following, an
appropriate set of describing equations is developed that accounts for the principal
features of the TIPS casting process. This problem involves a microscale element,
(i.e., a dispersed polymer phase particle) and a macroscale element, which is a
differential thickness of the casting solution.
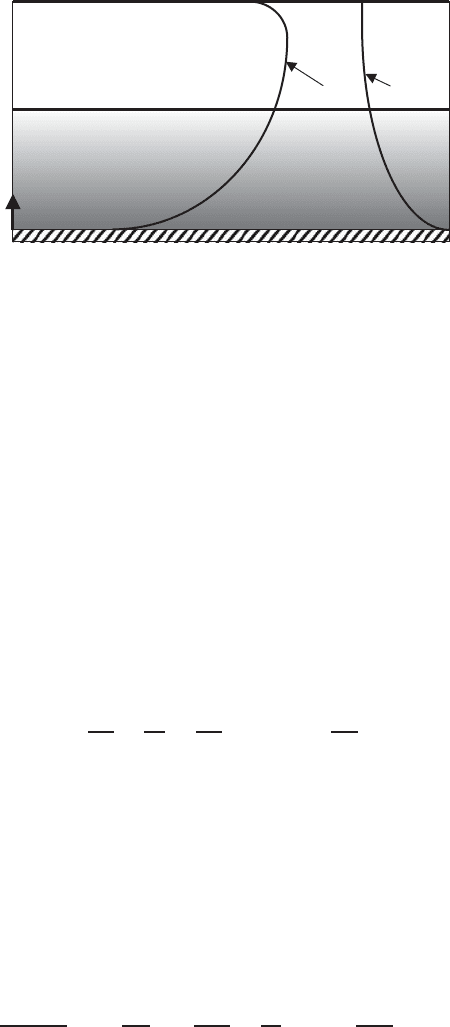
A schematic of TIPS casting is shown in Figure 7.4-1. The origin of the coor-
dinate system is located at the cold boundary. Allowance is made for possible heat
loss to the ambient gas phase at the upper boundary of the casting solution. The
moving boundary between the single- and two-phase regions is located at z = L(t),
where z is the spatial coordinate, L is the location of the moving boundary, and
t is time. Representative temperature and diluent-concentration profiles are shown
in the figure. Note that both the temperature and diluent-concentration profiles as
well as their slopes are continuous at the moving boundary, owing to the fact that
no phase separation has occurred at this plane. That is, this boundary is defined
to be the plane at which nucleation becomes possible at the instantaneous cooling
rate. However, no nuclei have formed at this boundary, because there has not been
12
D.Li,A.R.Greenberg,W.B.Krantz,andR.L.Sani,J. Membrane Sci., 279, 50 (2006).
440 APPLICATIONS IN PROCESS DESIGN
z
= L(t)
T (z, t) w
A
(z, t)
z = H
Single-phase region
Cold boundary at T
b
Heat loss to ambient gas phase at flux q = h(T − T
∞
)
Moving boundary
defined by T
L
= f(T )
z
Phase-separated region
.
Figure 7.4-1 Thermally induced phase-separation (TIPS) process showing representative
temperature and diluent-concentration profiles; phase separation in the initially hot polymer
solution propagates from the lower cold boundary; the moving boundary separating the
homogeneous and phase-separated regions is denoted by L(t); the solid volume fraction in
the phase-separated region increases in time, as shown schematically by the progressively
darker shading toward the cold boundary; heat loss at the interface between the casting
solution and ambient gas causes a temperature decrease near this upper boundary.
enough time for them to initiate and grow. Nuclei will form and grow at this fixed
plane when the moving boundary moves upward due to the progressive cooling.
Hence, this moving boundary problem is not a classical Stefan problem defined
by a latent heat effect associated with phase change at the moving boundary for
which the temperature gradients (and both the concentration and its gradient for a
multicomponent phase-change process) are discontinuous.
The appropriately simplified energy equation given by equation (F.1-2) in the
Appendices is given by (step 1)
ρC
p
∂T
∂t
=
∂
∂z
k
∂T
∂z
− ρ
p
H
f
∂ψ
∂t
(7.4-1)
in which T is the temperature and ψ is the liquid volume fraction in the phase-
separated region. The properties ρ, C
p
,andk are the mass density, heat capacity,
and thermal conductivity, respectively. The heat-generation term introduces H
f
,
the latent heat of fusion of the polymer, and ρ
p
, the density of the pure polymer. The
species-balance given by equation (G.1-5) in the Appendices needs to be modified
to account for the fact that diffusion can occur only in the continuous liquid phase.
For this reason the liquid volume fraction ψ appears in the species-balance, which
is given by
∂(ω
A
ψ)
∂t
= ω
A
∂ψ
∂t
+ ψ
∂ω
A
∂t
=
∂
∂z
D
AB
ψ
∂ω
A
∂z
(7.4-2)

THERMALLY INDUCED PHASE-SEPARATION PROCESS 441
where ω
A
is the mass fraction of the diluent and D
AB
is the binary diffusion
coefficient. Equation (7.4-2) also applies to the single-phase region in which ψ = 1.
The physical properties of the polymer solution depend on the concentration.
The physical properties in the phase-separated region depend on the liquid volume
fraction and the concentration. It is reasonable to assume that the relevant solution
properties are weight-fraction-weighted sums of the pure component properties, and
that the relevant properties in the two-phase region are volume-fraction-weighted
sums of the properties of the solution and pure polymer phases. Hence, the follow-
ing equations are used for the relevant physical properties:
ρC
p
= (1 − ψ)(ρC
p
)
P
+ ψ [ω
A
(ρC
p
)
D
+ (1 −ω
A
)(ρC
p
)
P
] (7.4-3)
k = (1 −ψ)k
P
+ ψ [ω
A
k
D
+ (1 − ω
A
)k
P
] (7.4-4)
where the subscripts P and D denote polymer and diluent properties, respectively.
Equations (7.4-3) and (7.4-4) apply in both the single- and two-phase regions since
in the single-phase region the liquid volume fraction ψ = 1.
Equations (7.4-1) and (7.4-2) constitute two equations in three dependent vari-
ables, T,ω,andψ. An additional equation to determine the liquid volume fraction
is provided by Avrami theory for the nucleation and growth process
13
:
ψ = ψ
∞
+ (1 − ψ
∞
) exp(−Kt
n
g
) (7.4-5)
where ψ
∞
is the equilibrium liquid volume fraction at the prevailing temperature,
K the crystallization rate constant, and n is referred to as the Avrami exponent.
Note that t
g
is the time for growth of the solid phase; t
g
is initialized at each
location of the plane that separates the phase-separated and single-phase regions;
hence, t
g
will become progressively shorter at planes farther removed from the
cold boundary, at which phase separation begins.
The initial and boundary conditions required to solve equations (7.4-1) and
(7.4-2) are given by
T = T
0
,ω
A
= ω
A0
,ψ= 1att = 0 (7.4-6)
T = T
b
,
∂ω
A
∂z
= 0atz = 0 (7.4-7)
ψ = 1forz ≥ L (7.4-8)
−k
∂T
∂z
= h(T − T
∞
),
∂ω
A
∂z
= 0atz = H (7.4-9)
Equation (7.4-7) specifies the temperature at the impermeable cold boundary.
Equation (7.4-8) specifies that there is no phase separation at or above the mov-
ing boundary at L. Equation (7.4-9) specifies that the heat conducted to the upper
13
Avrami, J. Chem. Phys., 7, 1103–1112 (1939); 8, 212–224 (1940); 9, 177–184 (1941).

442 APPLICATIONS IN PROCESS DESIGN
interface is equal to the convective heat transfer into the ambient gas phase, whose
temperature is T
∞
, and that the diluent is nonvolatile.
An auxiliary equation is needed to locate the position of the moving boundary
that separates the single- and two-phase regions. This is obtained from measure-
ments of the nonequilibrium crystallization temperature T
c
as a function of cooling
rate
˙
T ≡ ∂T
/
∂t using differential scanning calorimetry; that is,
T
c
= f
∂T
∂t
= f(
˙
T) at z = L (7.4-10)
When
˙
T → 0,T
c
→ a constant determined only by the composition of the solution.
To use this model to predict the size of the dispersed-phase particles, it is nec-
essary to have a relationship between the number of nuclei generated as a function
of the degree of subcooling at the moving boundary between the phase-separated
and single-phase regions. However, this relationship is not needed to scale the
describing equations and hence is not given here. This relationship implies that the
number of nuclei decreases with a reduced degree of subcooling, which in turn is
proportional to the cooling rate. Hence, for a constant cold boundary temperature,
the dispersed phase particle size will progressively increase away from this bound-
ary owing to a gradual decrease in the cooling rate. This is the underlying reason
why the TIPS process can create an asymmetric membrane structure whereby the
permselective layer created near the cold boundary is supported by a more open
highly permeable substructure.
The describing equations given (7.4-1) through (7.4-10) are nontrivial to solve
numerically, for several reasons. First, this involves a set of coupled parabolic and
hyperbolic partial differential equations. These equations are stiff; that is, the time
derivatives can be quite large initially. Moreover, this is a moving boundary prob-
lem for which it is necessary to obtain the instantaneous cooling rate to determine
the extent of the phase-separated region. Another complication is that the origin of
the time scale for the time dependence of ψ is different for each plane in the phase-
separated region since nucleation begins progressively later as the moving boundary
progresses into the single-phase region. Hence, it is necessary to determine both
the rate of cooling
˙
T and the time at which equation (7.4-10) is satisfied for each
plane in the phase-separated region. Coping with these complexities certainly con-
tributed to the delay in developing a model for TIPS membrane formation via a
nucleation-and-growth process. Hence, we seek to scale these describing equations
to determine the conditions for which a tractable numerical solution can be obtained.
We begin by introducing appropriate reference and scale factors via the following
dimensionless variables (steps 2, 3, and 4):
T
∗
≡
T − T
r
T
s
; z
∗
≡
z
z
s
; t
∗
≡
t
t
s
;
˙
ψ
∗
≡
1
˙
ψ
s
∂ψ
∂t
; k
∗
≡
k
k
s
;
(ρC
p
)
∗
≡
(ρC
p
)
D
(ρC
p
)
s
; D
∗
AB
≡
D
AB
D
s
(7.4-11)