Металлургическая и горнорудная промышленность 2010 №2
Подождите немного. Документ загружается.

I l%2 ++30#(7%1* ? ( #.0-.03$- ? /0.,;8+%--.12</2010
2
231
АВТОМАТИЗАЦИЯ
УДК 621.774.2
Дмитренко Е.В., Коваленко А.А.,
Коваленко А.В., Тонконог А.В.
ОАО «ИНТЕРПАЙП НМТЗ»
Сокуренко В.П. /д.т.н./
ГП «НИТИ»
Морозов П.Э., Скрипниченко А.И.,
Иванова И.А., Ищенко Е.В., Ободан В.Я. /д.т.н./
ООО «НИИАчермет»
Автоматизированная система прослеживания, учета и контроля
качества сварных труб среднего сортамента
в ОАО «ИНТЕРПАЙП НМТЗ»*
©
Дмитренко Е.В., Коваленко А.А., Коваленко А.В., Тонконог А.В., Сокуренко В.П., Морозов П.Э., Скрипниченко А.И., Иванова И.А.,
Ищенко Е.В., Ободан В.Я., 2010 г.
* В постановке задачи, разработке и внедрении системы принимали
участие: от НМТЗ – Гунькевич Н.К., Краев О.Г., Бертман А.В.,
Москалец В.В., Чулков А.А., Лапшина Л.М., Зеленский А.А., Бойко
В.Я., Довбыш А.В., Онищенко Ю.Г., Либман Е.В., Данченко В.А.; от
НИИАчермета – Воробьев Ю.А., Лыс
енко А.В., Горбонос И.Л., Саенко
А.Г., Иванов А.И., Чабан А.В., Залепа С.Н., Куликова И.В., Таран В.М.,
Игнатьева Т.С.; от ВНИТИ-ТЕСТ – Фридман В.М., Островский И.П.;
от RIM – Прокопов Ю.Н., Белецкий Д.В.
Рассмотрены задачи, состав и работа системы, способы ввода исходных данных и вывода
конечной информации, а также варианты ее анализа. Аналогичным образом могут быть построены
системы для других непрерывно-дискретных производств в ГМК. Ил. 7. Библиогр.: 4 назв.
Ключевые слова: качество, прослеживаемость, сварные трубы, вычислительная техника,
ввод данных, сеть передачи данных, паспорт трубы, сортность, ба
ланс металла
Problems and system operation, ways of initial data input and fi nal information output as well as its analysis
methods are considered. The systems for other discrete-continuous manufactures in smelting and mining
industry can be made in similar way.
Keywords: quality, traceability, welded pipes, computer facilities, data input, data communication
network, pipe certifi cate, grade, balance of metal
Наука
Известно, что качество продукции стоит на пер-
вом месте среди предпочтений Заказчиков (далее
сроки, цена и прочее). Поддержание уровня качества
продукции или его повышение являются важнейшим
направлением экономики развитых стран.
Одним из наиболее эффективных способов по-
вышения доверия заказчика к процессу производ-
ства качественной продукции, особенно при много-
операционном производстве, является идентифик
а-
ция и прослеживаемость каждого изделия на основ-
ных операциях (прослеживание производства и па-
спортизация изделий), что требуют также современ-
ные стандарты [1, 2]. Применительно к производству
труб это направление длительное время развивалось
ГП «НИТИ» [3].
Для высокотехнологических производств, каким
является производство нефтегазопроводных труб в
комплексе на базе ТЭСА «159-530», реальное вне-
дрение систем про
слеживания с формированием па-
спорта каждой конкретной трубы возможно толь-
ко с использованием современной надежной вычис-
лительной техники и сетевых технологий. Это объ-
ясняется непрерывно-дискретным характером тех-
нологического процесса, высоким темпом производ-
ства труб, большим количеством отличающихся друг
от друга технологических участков, возвратами труб
на ремонты и доработку с последующим из
менени-
ем сортности, большими размерами цеха и др. при-
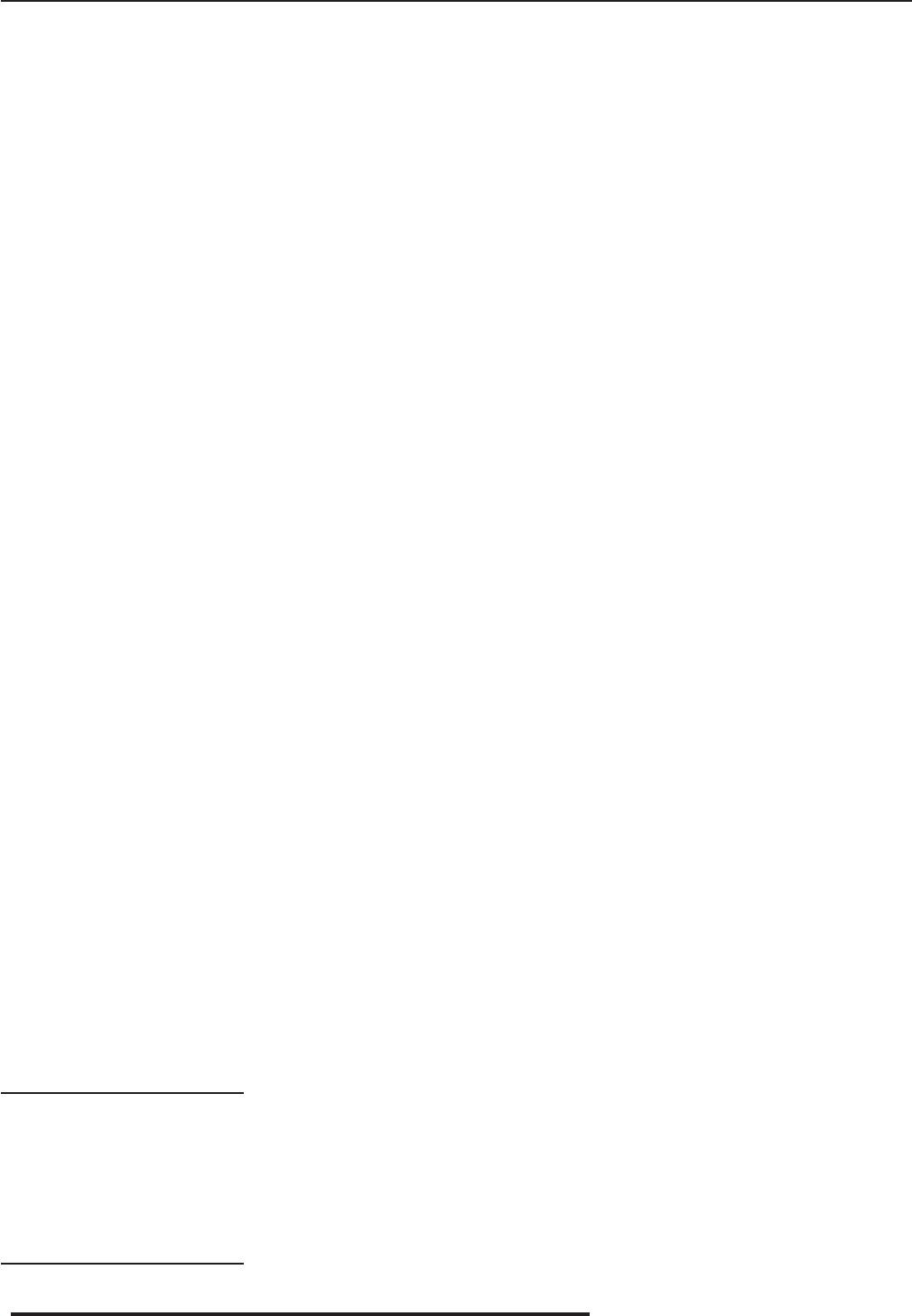
чинами. Схема технологического процесса производ-
ства труб среднего сортамента ОАО «ИНТЕРПАЙП
НМТЗ» показана на рис. 1.
Применение информационных технологий при
прослеживании данных позволяет также проводить
оперативный контроль хода производства, анализи-
ровать результаты работы отдельных участков и цеха
в целом за различные периоды времени, по типам
т
руб, по кампаниям, по маркам стали и поставщикам
металла, определять расходный коэффициент, баланс
металла, незавершенное производство по технологи-
ческим участкам и другие характеристики производ-
ственного процесса.
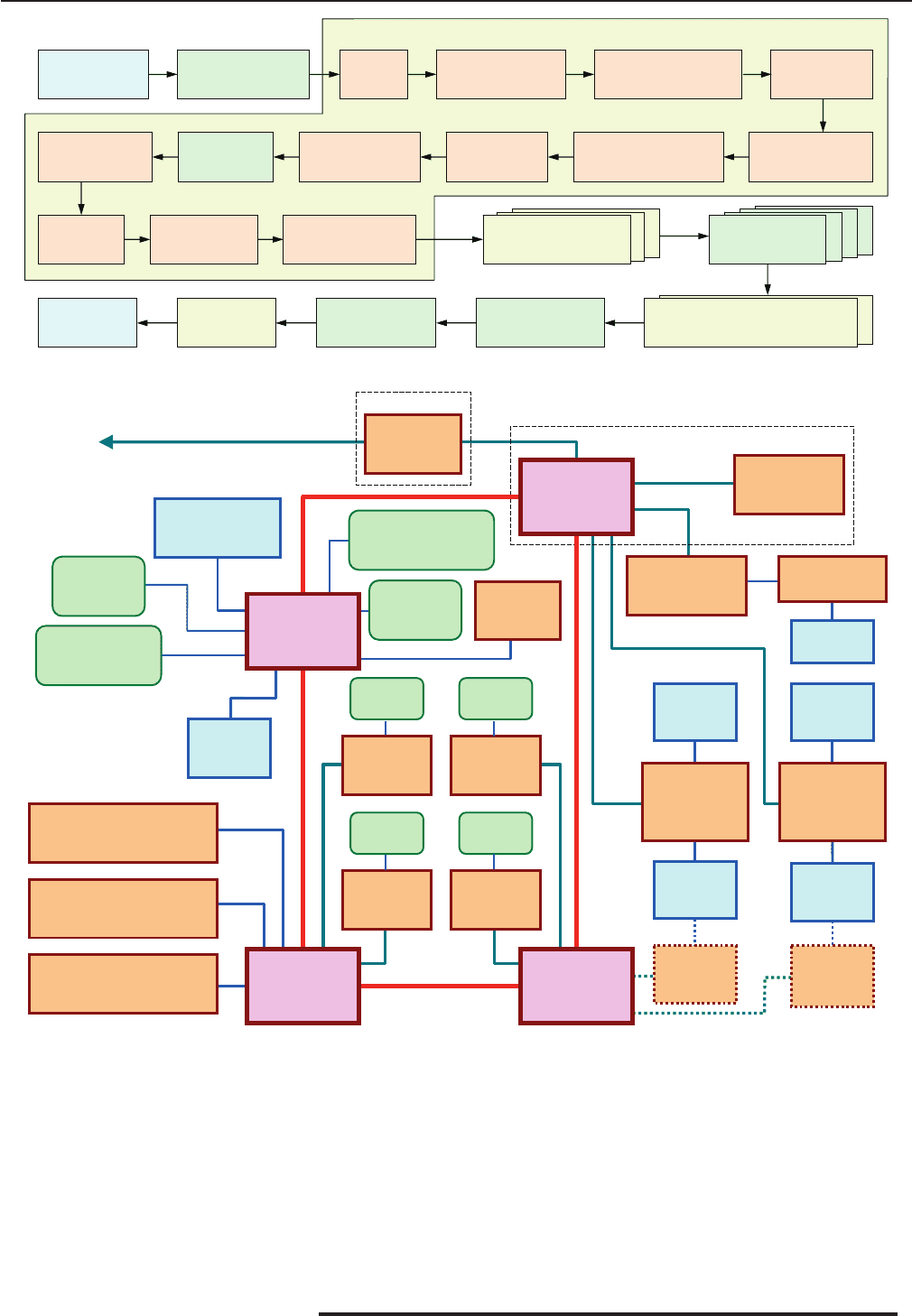
Взаимосвязь устройств системы и линий связи с
привязкой к основному технологическому оборудова-
нию показана на рис. 2.
Иерархически описываемая система является 3-х
уровневой:
Верхний уро
вень включает сервер данных
(АРМ1) и компьютер оператора архива (АРМ2). Слу-
жит для хранения и обработки технологической ин-
формации с привязкой к отдельным трубам и парти-
ям труб, для ввода производственных заданий, обслу-
живания архива системы и пр. Также с этого уровня
предусмотрена передача данных на уровень АСУП
предприятия.
Сре
дний уровень состоит из автоматизирован-
ных рабочих мест АРМ3-АРМ14 (АРМ3 – участок
задачи металла, АРМ4 – трубосварочный стан, АРМ5
– торцеподрезные станки, АРМ6-АРМ9 – гидропрес-
са, АРМ10 и АРМ11 – инспекционные решетки № 1
и № 2 и АРМ12 – УЗК фирмы «Карл Дойч», АРМ13
I l%2 ++30#(7%1* ? ( #.0-.03$- ? /0.,;8+%--.12</2010
2
232
3. Ɍɪɭɛɨɷɥɟɤɬɪɨɫɜɚɪɨɱɧɵɣ ɫɬɚɧ
Ɉɛɪɟɡɤɚ ɤɨɧɰɨɜ ɥɟɧɬɵ
ɧɚ ɝɢɥɶɨɬɢɧɧɵɯ
ɧɨɠɧɢɰɚɯ
ɋɜɚɪɤɚ ɤɨɧɰɨɜ ɪɭɥɨɧɨɜ ɜ
ɧɟɩɪɟɪɵɜɧɭɸ ɥɟɧɬɭ ɧɚ
ɫɬɵɤɨɫɜɚɪɨɱɧɨɣ ɦɚɲɢɧɟ
ɋɨɡɞɚɧɢɟ ɡɚɩɚɫɚ
ɩɪɨɤɚɬɚ ɜ
ɧɚɤɨɩɢɬɟɥɟ
Ɉɛɪɟɡɤɚ ɛɨɤɨɜɵɯ
ɤɪɨɦɨɤ ɥɟɧɬɵ ɧɚ
ɞɢɫɤɨɜɵɯ ɧɨɠɧɢɰɚɯ
Ɏɨɪɦɨɜɤɚ ɥɟɧɬɵ
ɜ ɬɪɭɛɧɭɸ
ɡɚɝɨɬɨɜɤɭ
ɋɜɚɪɤɚ ɬɪɭɛ, ɫɧɹɬɢɟ
ɧɚɪɭɠɧɨɝɨ ɢ
ɜɧɭɬɪɟɧɧɟɝɨ ɝɪɚɬɚ
ɍɥɶɬɪɚɡɜɭɤɨɜɨɣ
ɤɨɧɬɪɨɥɶ
ɫɜɚɪɧɨɝɨ ɲɜɚ
Ʌɨɤɚɥɶɧɚɹ ɬɟɪɦɢ-
ɱɟɫɤɚɹ ɨɛɪɚɛɨɬɤɚ
ɫɜɚɪɧɨɝɨ ɲɜɚ
Ʉɚɥɢɛɪɨɜɤɚ
ɬɪɭɛ ɢ ɩɪɚɜɤɚ
ɬɪɭɛ
Ɍɟɯɧɨɥɨɝɢɱɟɫɤɚɹ
ɦɚɪɤɢɪɨɜɤɚ
ɬɪɭɛ
Ɋɚɡɪɟɡɤɚ ɧɟɩɪɟɪɵɜɧɨɣ
ɬɪɭɛɵ ɧɚ ɬɪɭɛɵ
ɦɟɪɧɨɣ ɞɥɢɧɵ
1. ɋɤɥɚɞɢɪɨɜɚɧɢɟ
ɦɟɬɚɥɥɨɩɪɨɤɚɬɚ ɜ
ɲɬɚɛɟɥɹ
2. ȼɯɨɞɧɨɣ ɤɨɧɬɪɨɥɶ
ɦɟɬɚɥɥɨɩɪɨɤɚɬɚ,
ɡɚɞɚɱɚ ɜ ɩɪɨɢɡɜɨɞɫɬɜɨ
Ɋɚɡɦɨɬɤɚ ɢ
ɩɪɚɜɤɚ
ɩɨɥɨɫɵ
5. ɋɧɹɬɢɟ ɮɚɫɤɢ ɧɚ
ɬɪɭɛɨɩɨɞɪɟɡɧɵɯ ɫɬɚɧɤɚɯ
(3 ɩɚɪɵ ɫɬɚɧɤɨɜ)
6. Ƚɢɞɪɚɜɥɢɱɟɫɤɢɟ
ɢɫɩɵɬɚɧɢɹ ɬɪɭɛ ɧɚ
ɩɪɟɫɫɚɯ (4 ɩɪɟɫɫɚ)
7. Ɉɛɪɟɡɤɚ ɞɟɮɟɤɬɧɵɯ ɭɱɚɫɬɤɨɜ ɬɪɭɛ
ɧɚ ɬɪɭɛɨɨɬɪɟɡɧɵɯ ɫɬɚɧɤɚɯ (ɩɪɢ
ɧɟɨɛɯɨɞɢɦɨɫɬɢ, 2 ɫɬɚɧɤɚ)
8. Ⱥɜɬɨɦɚɬɢɱɟɫɤɢɣ
ɧɟɪɚɡɪɭɲɚɸɳɢɣ
ɤɨɧɬɪɨɥɶ ɬɪɭɛ
9. Ɉɰɟɧɤɚ ɤɚɱɟɫɬɜɚ
ɬɪɭɛ, ɚɬɬɟɫɬɚɰɢɹ
ɬɪɭɛ ɩɨ ɇȾ
10. Ɇɚɪɤɢɪɨɜɤɚ
ɬɪɭɛ
11. ɋɤɥɚɞ
ɝɨɬɨɜɨɣ
ɩɪɨɞɭɤɰɢɢ
Ɏɪɟɡɟɪɨɜɤɚ ɛɨɤɨɜɵɯ
ɤɪɨɦɨɤ ɥɟɧɬɵ ɧɚ
ɮɪɟɡɟɪɧɨɣ ɭɫɬɚɧɨɜɤɟ
Рис. 1. Схема технологического процесса производства труб в КПТСС ОАО «ИНТЕРПАЙП НМТЗ»
ɋɟɪɜɟɪɧɨɟ ɩɨɦɟɳɟɧɢɟ
ɉɊȻ
ɋɢɝɧɚɥɵ ɢ
ɞɚɧɧɵɟ ɫ
ɌɈɋ
ɇɟɩɪɟɪɵɜɧɵɣ
(ɬɟɯɧɨɥɨɝɢɱɟɫɤɢɣ)
ɍɁɄ
ȺɊɆ4
ɨɩɟɪɚɬɨɪɚ
ɬɪɭɛɨɫɜɚɪɨɱɧɨɝɨ
ɫɬɚɧɚ
Ɉɉ
ɨɩɟɪɚɬɨɪɚ
ɫɬɵɤɨɫɜɚɪɤɢ
ȺɊɆ1
ɫɟɪɜɟɪ
ɫɢɫɬɟɦɵ
ɩɪɨɫɥɟɠɢɜɚɧɢɹ
ȺɊɆ5
ɬɨɪɰɟɩɨɞɪɟɡɧɵɯ
ɫɬɚɧɤɨɜ
ȺɊɆ3
ɨɩɟɪɚɬɨɪɚ ɭɱɚɫɬɤɚ
ɡɚɞɚɱɢ ɦɟɬɚɥɥɚ
Ɉɉ ɨɩɟɪɚɬɨɪɚ
ɫɤɥɚɞɚ ɦɟɬɚɥɥɚ
Ɋɭɥɨɧɧɵɟ
ɜɟɫɵ
ɍɡɟɥ
ɨɩɬɢɱɟɫɤɨɣ
ɫɟɬɢ
(ɬɨɱɤɚ ʋ5)
ȺɊɆ12
ɭɱɚɫɬɨɤ
ɍɁɄ
(ɮ. Ʉɚɪɥ Ⱦɨɣɱ)
ȼɟɫɵ
ɬɪɭɛɧɵɟ
ʋ 1
ȼɟɫɵ
ɬɪɭɛɧɵɟ
ʋ 2
ȺɊɆ10
ɨɩɟɪɚɬɨɪɚ
ɢɧɫɩɟɤɰɢɨɧɧɨɣ
ɪɟɲɟɬɤɢ ʋ 1
ȺɊɆ11
ɨɩɟɪɚɬɨɪɚ
ɢɧɫɩɟɤɰɢɨɧɧɨɣ
ɪɟɲɟɬɤɢ ʋ 2
Ⱦɚɬɱɢɤ
ɬɟɦɩɟɪɚɬɭɪɵ
ɅɌɈ
Ⱦɚɬɱɢɤ ɩɟɪɟɞɧɟɝɨ
ɤɨɧɰɚ ɬɪɭɛɧɨɣ
ɡɚɝɨɬɨɜɤɢ
Ⱦɚɬɱɢɤɢ ɫɤɨɪɨɫɬɢ,
ɱɚɫɬɨɬɵ, ɧɚɩɪɹɠɟɧɢɹ
ɢ ɬɨɤɚ ɫɜɚɪɤɢ
Ⱦɚɬɱɢɤ
ɩɨɩɟɪɟɱɧɨɝɨ
ɫɬɵɤɚ
ȺɊɆ6
ɝɢɞɪɨɩɪɟɫɫɚ
ʋ 1
ȺɊɆ8
ɝɢɞɪɨɩɪɟɫɫɚ
ʋ 3
ȺɊɆ7
ɝɢɞɪɨɩɪɟɫɫɚ
ʋ 2
ȺɊɆ9
ɝɢɞɪɨɩɪɟɫɫɚ
ʋ 4
ɂɡɦɟɪɢɬɟɥɶ
ɞɥɢɧɵ ɬɪɭɛ
ʋ 2
ɂɡɦɟɪɢɬɟɥɶ
ɞɥɢɧɵ ɬɪɭɛ
ʋ 1
ȺɊɆ5.1
Ɉɉ ɨɩɟɪɚɬɨɪɚ
ɬɨɪɰɟɩɨɞɪɟɡɧɨɝɨ ɫɬɚɧɤɚ ʋ 2
ȺɊɆ 5.2
Ɉɉ ɨɩɟɪɚɬɨɪɚ
ɬɨɪɰɟɩɨɞɪɟɡɧɨɝɨ ɫɬɚɧɤɚ ʋ 4
ȺɊɆ 5.3
Ɉɉ ɨɩɟɪɚɬɨɪɚ
ɬɨɪɰɟɩɨɞɪɟɡɧɨɝɨ ɫɬɚɧɤɚ ʋ 8
ȺɊɆ2
ɨɩɟɪɚɬɨɪɚ
ɚɪɯɢɜɚ
Ⱦɚɬɱɢɤ
ɞɚɜɥɟɧɢɹ
ȺɊɆ13
ɩɪɢɟɦɤɢ
ɩ
ɪ
ɨɞ
ɭ
ɤɰɢɢ
ȺɊɆ14
ɩɪɢɟɦɤɢ
ɩɪɨɞɭɤɰɢɢ
ȼ ɨɛɳɟɡɚɜɨɞɫɤɭɸ ɫɟɬɶ
Ⱦɚɬɱɢɤ
ɞɚɜɥɟɧɢɹ
Ⱦɚɬɱɢɤ
ɞɚɜɥɟɧɢɹ
Ⱦɚɬɱɢɤ
ɞɚɜɥɟɧɢɹ
Рис. 2. Блок-схема системы прослеживания: АРМ – автоматизированное рабочее место, ОП – операторская панель,
ЛТО – локальная термообработка, ТОС – трубоотрезной станок, УЗК – ультразвуковой контроль
АВТОМАТИЗАЦИЯ
и АРМ14 – участки окончательной сдачи). Все АРМ
созданы на основе ПЭВМ в промышленном испол-
нении, которые обеспечивают интерфейс операторов
АРМ технологических участков и связаны с верхним
и нижним уровнем системы.
К нижнему уровню относятся блоки связи с су-
ществующими датчиками, преобразователи сигна-
лов, существующие рулонные весы и вновь разрабо-
танные измерители длины и ве
са готовых труб, ска-
нирующее фотореле и др., а также микропроцессор-
ные пульты типа VisiCON и HMI-245 для ручного
ввода ограниченного объема данных.
Узлы системы соединены компьютерной сетью
передачи данных, которая состоит из высокоско-
ростного помехоустойчивого оптоволоконного коль-
ца с 4-мя точками доступа и медных линий типа «ви-
тая пара», служащих ка
к для подключения отдель-
ных АРМ к точкам доступа по интерфейсу Ethernet
10/100, так и для подключения к АРМ дискретных и
аналоговых сигналов с датчиков, а также устройств
I l%2 ++30#(7%1* ? ( #.0-.03$- ? /0.,;8+%--.12</2010
2
233
АВТОМАТИЗАЦИЯ
нижнего уровня по интерфейсу RS-485. Общая длина
оптоволоконного кольца 1000 м, общая длина медных
линий более 2000 м.
Входящие в состав АРМ2-14 компьютеры собра-
ны в промышленных корпусах и содержат материн-
ские платы на базе процессоров ф. Intel, работающие
под управлением ОС Windows XP Pro.
Сервер (2х Dual Core Xeon 5110, 4 GB DDR2 ЕСС,
6х 250 GB SATA RAID, LAN 2х1000) установлен в
отдельном кондиционируемом помещении, собран в
19”/420 шк
афу и работает под управлением ОС Win-
dows 2003 Server. Все компьютеры и сервер запиты-
ваются от электросети ~220 В через источники бес-
перебойного питания. Время автономной работы со-
ставляет для компьютеров не менее 15 мин, для сер-
вера – 30 мин, чего хватает для сохранения данных и
корректного завершения работы.
Значительная часть работ по соз-
данию математического и программ-
ног
о обеспечения системы была вы-
звана необходимостью решения трех
основных задач:
1) разработка методов идентифи-
кации каждой отдельно взятой тру-
бы для последующей привязки к ней
пооперационных данных на техно-
логических участках цеха;
2) надежная привязка получен-
ных в непрерывной линии свароч-
ного стана данных к линейным ко-
ординатам отрезанной т
рубы с кон-
кретным номером в условиях изме-
няющейся скорости сварки и пере-
менной длины труб, с учетом того,
что на участке длиной более 100 м
между точками сварки и реза труб из
трубной заготовки их находится не
менее 8 шт.;
3) надежная привязка номера
рулона и связанных с ним данных
к номеру т
рубы, в условиях, ког-
да на участке (длиной по заготовке
150-250 м) между точкой подварки
штрипса и трубосварочным участ-
ком, в том числе в не оборудованных
измерителями длины петлевых на-
копителях, находятся не менее 2 ру-
лонов переменной длины.
Задача идентификации была ре-
шена организацией уникальных со-
ставных номеров рулонов, труб, пар-
тий т
руб и производственных кам-
паний, вводимых непосредственно
на технологических участках (авто-
матически там, где это было техни-
чески возможно, или вручную опе-
ратором АРМ там, где автоматиче-
ская нумерация невозможна).
Задача привязки информации о
параметрах сварки и последующей
термообработке в линии стана к координатам непре-
рывной трубной заготовки, решается их вычислени-
ем в ф
ункции от скорости и времени сварки. Учи-
тывая длительный непрерывный режим работы ста-
на, даже незначительные ошибки измерения скоро-
сти, накапливаясь, могли бы приводить к критиче-
скому несоответствию вычисленных координат от-
носительно реальных. Для решения указанной про-
блемы был разработан алгоритм непрерывной само-
калибровки измерения скорости по о
трезаемым тру-
бам. Этот алгоритм обеспечивает полное обнуление
ошибки определения текущих координат заготовки
в момент отделения каждой трубы по её измеренной
длине и известному расстоянию между точкой сварки
и трубоотрезным станком. При таком подходе опре-
деляющими для вычисления скорости, линейных раз-
меров и координат являются надежность и точность
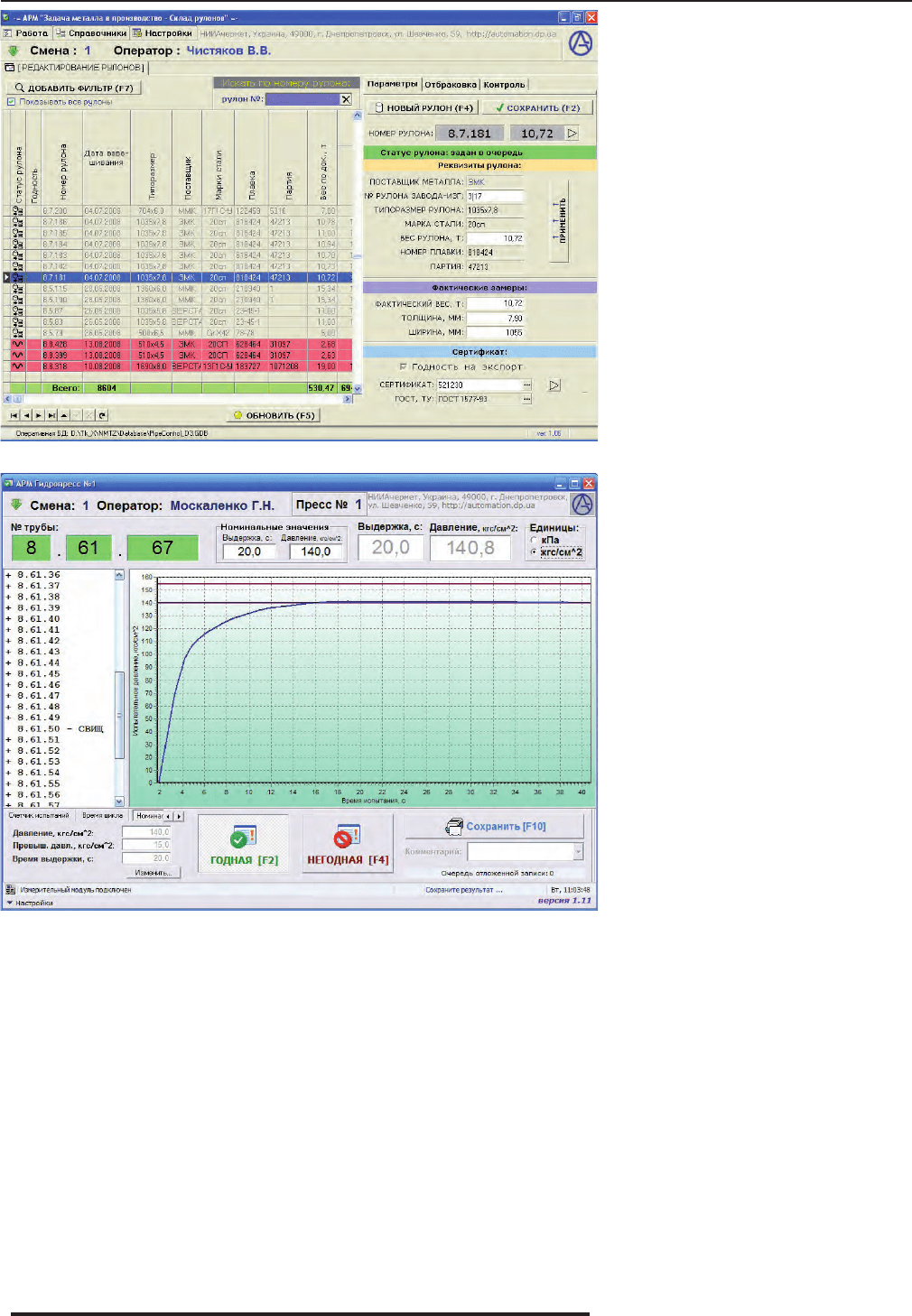
Рис. 4. Отображение процесса гидравлических испытаний
Рис. 3. Экранная форма ввода данных о задаваемом металле
I l%2 ++30#(7%1* ? ( #.0-.03$- ? /0.,;8+%--.12</2010
2
234
АВТОМАТИЗАЦИЯ
фиксации момента отделения трубы от трубной за-
готовки. Точная временная и координатная фиксация
момента отреза трубы обеспечивается специально
разработанным сканирующим фотореле типа «свето-
вой барьер» с большим вертикальным и узким гори-
зонтальным полем зрения, применение которого по-
зволило отстроиться от мешающих измерению остат-
ков удаленного внутреннего грата.
Исключение пропуска реза трубы и повышение
надежно
сти системы обеспечивается дублировани-
ем сигналов. Всего имеется три независимых канала
определения момента отделения трубы, что не толь-
ко повышает общую надежность системы и точность
привязки параметров сварки к трубам, но и позволяет
автоматически диагностировать неисправности обо-
рудования, а также дает возможность продолжать ра-
боту при выходе из строя о
дного канала. Не будь тако-
го дублирования, при ошибочном пропуске сигнала
отреза единичной трубы искажались бы координаты
заготовки для металла, находящегося в этот момент
в линии стана на участке от точки сварки до трубоо-
трезного станка. И хотя разработанный алгоритм обе-
спечивает автоматическое устранение этой ошибки
после выхода указанной порции мет
алла в виде гото-
вых труб, однако это неприемлемо – данные будут ис-
кажены и несколько труб придется понижать в сорт-
ности.
Корректность привязки номера рулона и связан-
ных с ним данных к трубам обеспечивается в системе
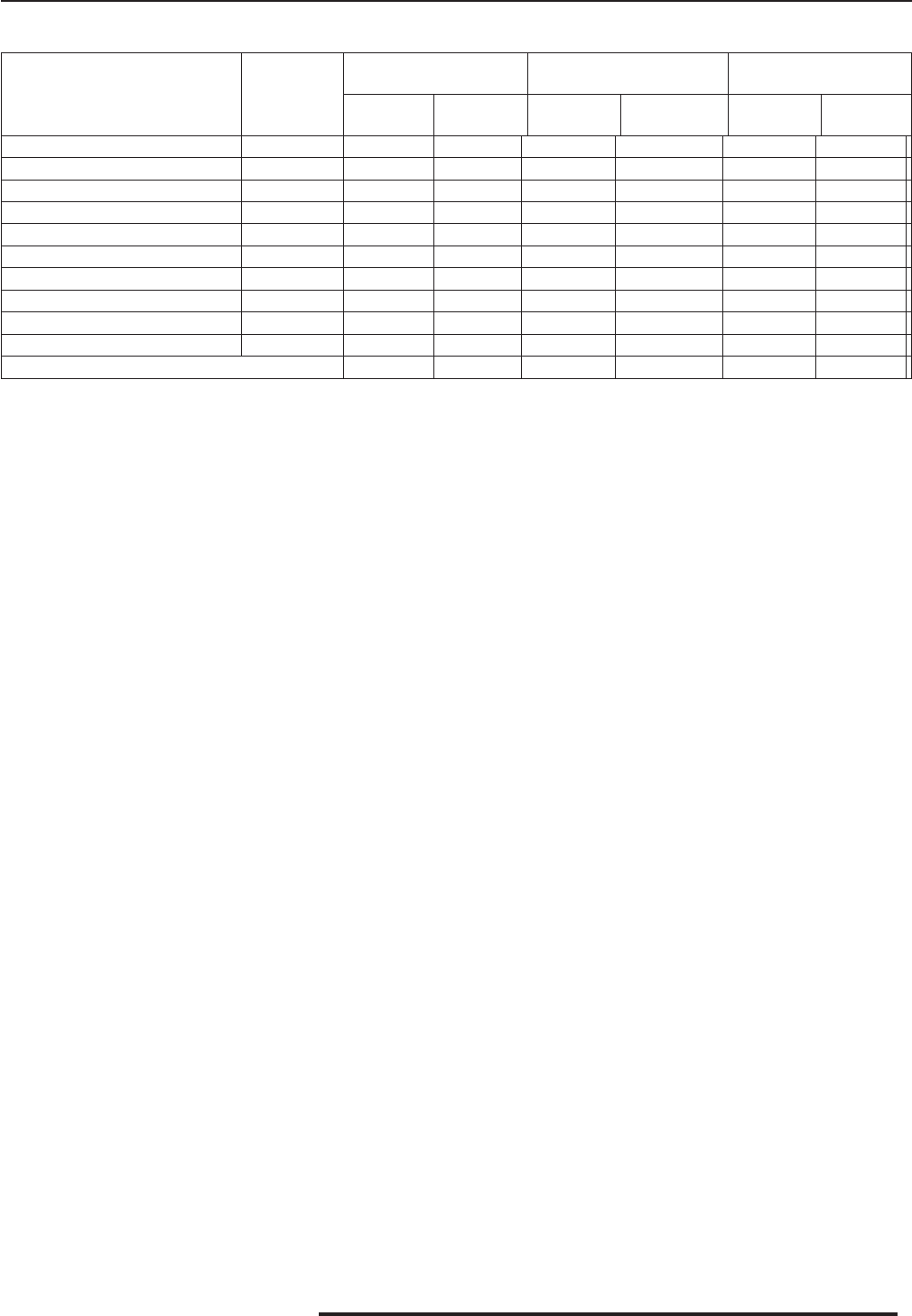
ɇɨɦɟɪ
ɬɪɭɛɵ
Ⱦɚɬɚ
ɫɜɚɪɤɢ
ɋɦɟɧɚ ɫɜɚɪɤɢ
Ⱦɚɬɚ
ɨɫɦɨɬɪɚ
ɈɌɄ
ɋɦɟɧɚ ɨɫɦɨɬɪɚ
ɈɌɄ
ɂɧɫɩɟɤɰ.
ɪɟɲɟɬɤɚ
Ɏɥɚɝ ɧɟɩɪɟɪɵɜɧ.
ɍɁɄ
Ɏɥɚɝ ɅɌɈ
Ɏɥɚɝ ɝɢɞɪɨɢɫɩɵ-
ɬɚɧɢɣ
Ʉ-ɜɨ
ɩɪɟɞɴɹɜɥɟɧɢɣ
Ⱦɢɚɦɟɬɪ, ɦɦ
ɇɨɦɢɧɚɥɶɧɚɹ
ɬɨɥɳɢɧɚ ɫɬɟɧɤɢ,
ɦɦ
Ɍɨɥɳɢɧɚ, ɦɦ
Ɍɟɨɪ. ɜɟɫ, ɤɝ
Ⱦɥɢɧɚ ɫɜɚɪɤɢ, ɦ
ɋɬɵɤ
Ɏɚɤɬ. ɞɥɢɧɚ, ɦ
Ɏɚɤɬ. ɜɟɫ, ɤɝ
ɋɬɚɧɞɚɪɬ ɉɚɪɬɢɹ
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
8.26.4039 14.10.2008 2 15.10.2008 3 2 1 1 1 1 530 8 8 1193 11,585 0 11,570 1192 Ɍɍ ɍ 14-8-20-99 311396
8.26.4041 14.10.2008 2 15.10.2008 1 1 1 1 1 1 530 8 8 1193 11,585 0
11,572
1192 Ɍɍ ɍ 14-8-20-99 311396
8.26.4046 14.10.2008 2 15.10.2008 3 2 1 1 1 1 530 8 8 1193 11,585 0 11,580 1192 Ɍɍ ɍ 14-8-20-99 311396
8.26.4049 14.10.2008 2 15.10.2008 3 1 1 1 1 1 530 8 8 1193 11,585 1,27
11,535
1188
8.26.4051 14.10.2008 2 15.10.2008 3 1 1 1 1 1 530 8 8 1193 11,585 0
11,531
1188 Ɍɍ ɍ 14-8-20-99 311396
8.26.4053 14.10.2008 2 15.10.2008 3 1 1 1
1
1 530 8 8 1193 11,585 0
11,535
1188 Ɍɍ ɍ 14-8-20-99 311396
8.26.4055 14.10.2008 2 15.10.2008 3 2 1 1 1 2 530 8 8 1192 11,575 0
11,518
1186 Ɍɍ ɍ 14-8-20-99 311396
8.26.4058 14.10.2008 2 15.10.2008 3 1 1 1 1 1 530 8 8,25 1193 11,585 0
11,536
1188 Ɍɍ ɍ 14-8-20-99 311396
8.26.4059 14.10.2008 2 15.10.2008 1 1 1 1 1 1 530 8 8,25 1193 11,585 0
11,534
1188 Ɍɍ ɍ 14-8-20-99 311396
8.26.4068 14.10.2008 2 15.10.2008 3 1 1 1 1 1 530 8 8,25 1193 11,585 0
11,535
1188 Ɍɍ ɍ 14-8-20-99 311396
8.26.4069 14.10.2008 2 15.10.2008 1 1 1 1 1 1 530 8 8,25 1192 11,575 0
11,529
1187
8.26.4071 14.10.2008 2 16.10.2008 2 2 1 1 1 1 530 8 8,25 1193 11,585 0
11,538
1188
Ɍɍ ɍ 14-8-20-99
311396
ʋ ɬɪɭɛɵ ɜ
ɩɚɪɬɢɢ
Ɂɚɤɚɡ
ɋɦɟɧɚ ɝɢɞɪɨ-
ɢɫɩɵɬɚɧɢɣ
ȼɪɟɦɹ ɰɢɤɥɚ
ɝɢɞɪɨɢɫɩɵ-
ɬɚɧɢɣ, ɫ
ʋ ɩɪɟɫɫɚ
ɇɨɦɢɧɚɥɶɧɨɟ
ɢɫɩɵɬɚɬɟɥɶɧɨɟ
ɞɚɜɥɟɧɢɟ, ɤɉɚ
Ɏɚɤɬɢɱɟɫɤɨɟ
ɢɫɩɵɬɚɬɟɥɶɧɨɟ
ɞɚɜɥɟɧɢɟ, ɤɉɚ
ɋɦɟɧɚ ɬɨɪɰɨɜɤɢ
Ɍɨɪɰɨɜ. ɩɚɪɚ
ȼɪɟɦɹ ɰɢɤɥɚ,
ɫ
Ƚɪɭɩɩɚ ɤɚɱɟɫɬɜɚ
ȼɨɡɜɪɚɬ ɧɚ
ɪɟɦɨɧɬ
ȼɨɡɜɪɚɬ ɧɚ
ɞɨɪɚɛɨɬɤɭ
Ⱦɟɮɟɤɬɵ
ɂɫɬɨɪɢɹ
ɞɟɮɟɤɬɨɜ
ɇɨɦɟɪ
ɪɭɥɨɧɚ
ȼɟɫ ɪɭɥɨɧɚ, ɬ
ɉɥɚɜɤɚ
Ɇɚɪɤɚ
ɫɬɚɥɢ
ɉɨɫɬɚɜɳɢɤ
ɲɬɪɢɩɫɚ
ɋɦɟɧɚ ɡɚɞɚɱɢ
21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41
26 4
208,000
1 10198,9 10224 1 1 173 0
8.10.471 20,4 286208 13Ƚ1ɋ-ɍ ɋȿȼȿɊɋɌȺɅɖ
2
44
4
244,000
1 10198,9 10223,5 1 1 165 0
8.10.471 20,4 286208 13Ƚ1ɋ-ɍ ɋȿȼȿɊɋɌȺɅɖ
2
30 4
217,000
1 10198,9 10217,1 1 1 165 0
8.10.472 20,1 286208 13Ƚ1ɋ-ɍ ɋȿȼȿɊɋɌȺɅɖ
2
4
372,000
1 10198,9 10281,6 1 1 172
1 ɋɌɕɄ
8.10.472 20,1 286208 13Ƚ1ɋ-ɍ ɋȿȼȿɊɋɌȺɅɖ
2
29
4
314,000
1 10198,9 10246,7 1 3 190
0
8.10.472 20,1 286208 13Ƚ1ɋ-ɍ ɋȿȼȿɊɋɌȺɅɖ
2
68
3 296,000 2 10198,9 10185,8
1 1 212
0
8.10.472 20,1 286208 13Ƚ1ɋ-ɍ ɋȿȼȿɊɋɌȺɅɖ
2
40
3
356,000
2 10198,9 10210,2 1 3 358 0
ɌɊɐ
8.10.472 20,1 286208 13Ƚ1ɋ-ɍ ɋȿȼȿɊɋɌȺɅɖ
2
69
3
205,000
1 10198,9 10186,8 1 3 193
0
8.10.474 20,2 286208 13Ƚ1ɋ-ɍ ɋȿȼȿɊɋɌȺɅɖ
2
50
4
579,000
1 10198,9 10279,4 1 3 221 0
8.10.474 20,2 286208 13Ƚ1ɋ-ɍ ɋȿȼȿɊɋɌȺɅɖ
2
42
3
347,000
4 10198,9 10330,4 2 1 116
0
8.10.474 20,2 286208 13Ƚ1ɋ-ɍ ɋȿȼȿɊɋɌȺɅɖ
2
3
489,000
4 10198,9 10194,7 1 3 176 1
ɋɌ.ɋɆ
8.10.474 20,2 286208 13Ƚ1ɋ-ɍ ɋȿȼȿɊɋɌȺɅɖ
2
51
3
283,000
2 10198,9 10327 1 3 224
0
8.10.474 20,2 286208 13Ƚ1ɋ-ɍ ɋȿȼȿɊɋɌȺɅɖ
2
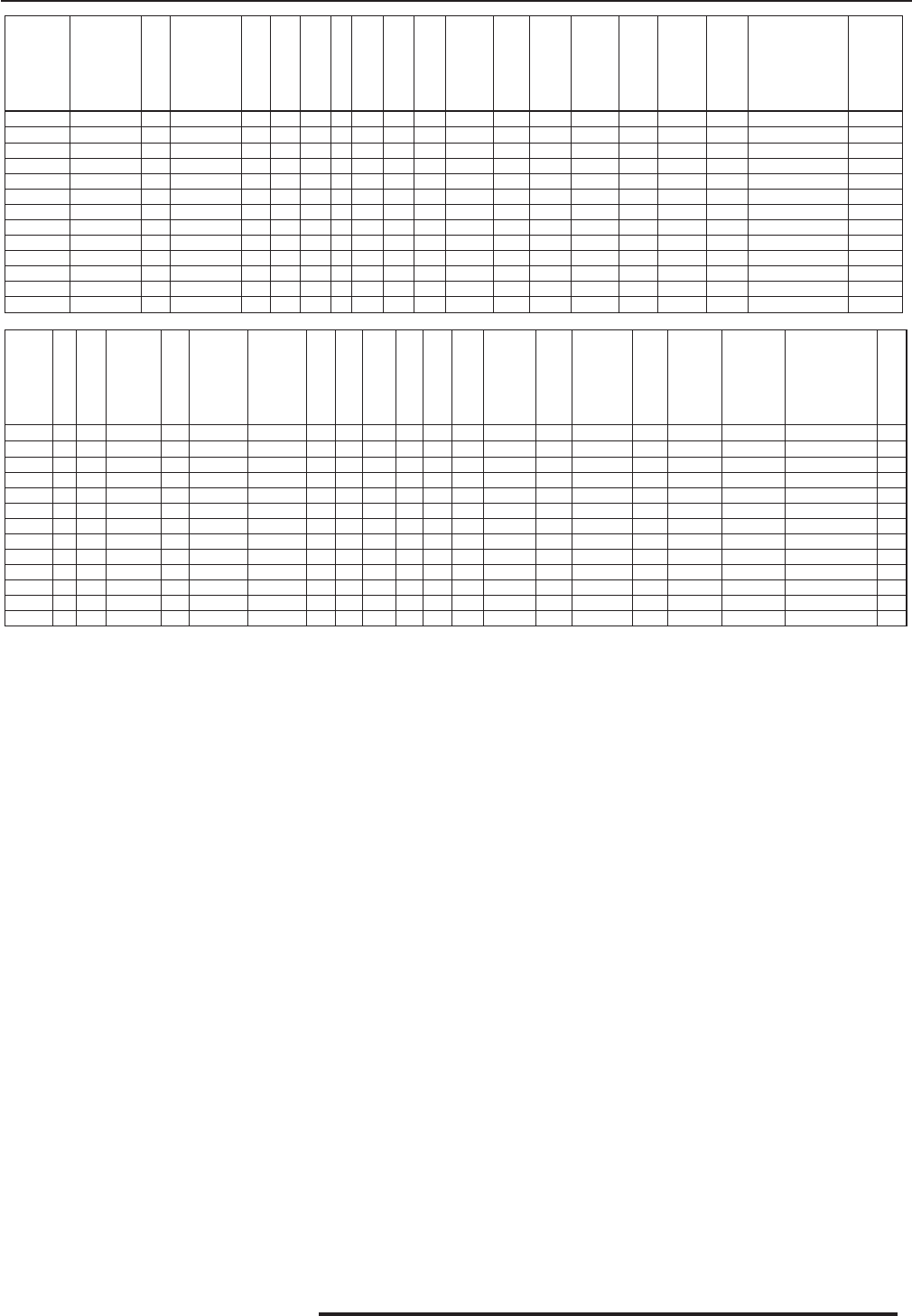
Рис. 5. Выходная таблица системы прослеживания формата MS EXCEL (выборочно)
формированием виртуальной очереди рулонов, нали-
чием операторского пульта на участке стыкосварки и
дублированием сигналов прохождения стыка рулонов
по линии стана, что позволяет надежно фиксировать
перемещения штрипса в условиях неопределенности
количества находящегося в петленакопителях метал-
ла. В результате по каждой из произведенных труб
система формирует паспорт, содержащий информа-
цию обо всех технологических операциях, сов
ершен-
ных с этой конкретной трубой.
Кроме решения «технологических» задач, при-
званных обеспечить прослеживание и паспортиза-
цию продукции, значительные усилия были сосредо-
точены на решении вопросов учета производства и
контроля качества продукции. В первую очередь речь
идет о сборе и накоплении архива производственных
данных с возможностью ретроспективной выборки
за произв
ольный период для последующей обработ-
ки и анализа. Среди решаемых системой задач следу-
ет также выделить расчет баланса металла как по те-
оретической, так и по физической массе, учет отхо-
дов и анализ причин возникновения дефектов труб.
Немаловажную роль в этом сыграли разработанные
специально для этой системы высокоточные авто-
матические измерители длины т
руб [4], установлен-
ные на инспекционных решетках №№ 1, 2, имеющие
погрешность ± 2 мм и обеспечивающие автоматиче-
ский ввод информации о длине готовых обработан-
ных труб, а также автоматические весы, установлен-
I l%2 ++30#(7%1* ? ( #.0-.03$- ? /0.,;8+%--.12</2010
2
235
АВТОМАТИЗАЦИЯ
ные за инспекционными решетками и имеющие по-
грешность порядка ± 1 кг.
Как и прочая циркулирующая в системе информа-
ция, данные от измерителей длины и весов вводятся
в систему автоматически в привязке к номеру трубы.
Применение распределенной архитектуры системы
на базе компьютерной сети кольцевой топологии и
централизованного сервера позволяет осуществлять
разновременный параллельный ввод инфор
мации с
АРМ различных технологических участков в режи-
ме реального времени с привязкой к осуществляемой
операции, а не ко времени ввода, номеру производ-
ственной кампании, последовательности технологи-
ческих операций или иным критериям. По итогам ра-
боты могут формироваться производственные отче-
ты различной формы и содержания за произвольные
временные периоды – час, смена, с
утки, неделя, ме-
сяц, квартал, год.
На рис. 3-5 показаны примеры ввода и вывода ин-
формации в системе: рис. 3 – ввод данных о задавае-
мом металле (АРМ3); рис. 4 – испытания на гидро-
прессе (АРМ6); рис. 5 – выходная таблица в формате
МS Excel, содержит 45 столбцов, каждая строка со-
ответствует одной трубе (не показаны столбцы с да-
то
й и временем прохождения трубой промежуточных
технологических участков).
Система эксплуатируется в опытном режиме с ав-
густа 2008 г., с октября того же года введена в опытно-
промышленную эксплуатацию, а с сентября 2009 г. –
в промышленную эксплуатацию. Планируется разра-
ботка и ввод в действие также АРМ13 и АРМ14 (на
рис. 2 показаны пунктиром), при этом т
рубные весы
№№ 1, 2 будут переключены на эти АРМ, а выхо-
ды АРМ13 и АРМ14 будут соединены с узлом опти-
ческой сети, находящимся на участке УЗК (фирма
«Карл Дойч»). Разработчик системы «НИИАчермет»
обеспечивает авторское сопровождение.
Опыт эксплуатации системы подтвердил дости-
жение заложенных технических характеристик си-
стемы, удобство работы персонала с АРМ, во
змож-
ность оперативного получения и анализа данных, не-
обходимых для принятия технологических и адми-
нистративных решений. Построение системы с ис-
пользованием распространенных программных ин-
терфейсов и форматов выходных файлов позволяет
по мере освоения техники и методик работы наращи-
вать её функциональность в части анализа накапли-
ваемых данных.
Выводы
1. Разработанная и вне
дренная автоматизирован-
ная система прослеживаемости, учета производства
и контроля качества нефтегазопроводных сварных
труб среднего диаметра является мощным инстру-
ментом повышения качества, уменьшения брака, ана-
лиза производства как за короткие (смена, сутки), так
и продолжительные (кампания, месяц, квартал, год)
периоды работы.
2. Наличие системы прослеживаемости, учета
производства и контроля качества труб демонстриру-
ет о
тветственное отношение изготовителя к качеству
своей продукции и повышает его привлекательность
для получения заказа на большие партии труб от за-
рубежных заказчиков.
3. Рассмотренная система может быть положена
в основу компьютерных систем для других трубных
агрегатов, а также других видов производств ГМК,
характеризующихся непрерывным, дискретным или
смешанным видом производства.
Библиографический список
1. С
тандарт ДСТУ ISO 9001 - 2009 «Системы
управления качеством. Требования». – К.: Держ-
споживстандарт України, 2009. – 22 с.
2. Стандарт API-5L «Спецификация на трубы для
трубопроводов». Ред. 44. – API, 2008. – 169 с.
3. Сокуренко В.П. и др. Совершенствование ме-
тодов и средств для обеспечения идентификации
и прослеживаемости продукции в системе управ-
ления качеством товаропроизводящих цехов //
Металлург. и горноруд. пром-сть. - 2001. - № 7. -
С. 38-41.
4. Обо
дан В. Я. и др. Автоматический высокоточ-
ный измеритель длины труб и проката // Металлург.
и горноруд. пром-сть. - 2009. - № 3. - С. 148-149.
Поступила 11.01.2010
ÂÍÈÌÀÍÈÞ ÀÂÒÎÐÎÂ!
 ðåäàêöèè ìîæíî ïðèîáðåñòè ïî ëüãîòíîé öåíå àâòîðñêèå
ýêçåìïëÿðû æóðíàëà. Ïðîñèì çàáëàãîâðåìåííî ïîäàòü çàÿâêó äëÿ
ôîðìèðîâàíèÿ òèðàæà.
êîíòàêòíûé òåëåôîí (ôàêñ) 0562-46-12-95
I l%2 ++30#(7%1* ? ( #.0-.03$- ? /0.,;8+%--.12</2010
2
236
ЭКОЛОГИЯ
УДК 574:658.1-52
Бобылев В.П. /к.т.н./
НМетАУ
Концепция экологизации действующих и вновь
создаваемых производственных процессов
в структуре многоотраслевых
промышленных центров
©
Бобылев В.П., 2010 г.
В статье изложена суть концепции экологизации действующих и вновь
создаваемых производственных процессов. Даны определения экологически
чистого процесса (ЭЧП); информации. Рекомендовано при экологизации
производственных процессов использовать концептуальную схему системы
автоматизированного управления экологически чистым процессом (производством ). Ил.: 2.
Библиогр.: 8 назв.
Ключевые слова: экологизация производственных процессов, автоматизированное управле-
ние, экологически чистый процесс
The concept of ecologization of current and recreated manufacturing processes is presented in the paper.
Environmentally friendly process and information are given a defi nition. It is recommended to use the conceptual
scheme of environmentally friendly process automated control system during ecologization of manufacturing
processes.
Keywords: ecologization of manufacturing processes, automated control, environmentally friendly
process
Экспериментальные и теоретические исследова-
ния воздействий производственных процессов на па-
раметры окружающей среды, анализ и систематиза-
ция современных отечественных и зарубежных до-
стижений в области создания ресурсо- и энергососбе-
регающих малоотходных технологий позволили раз-
работать концепцию экологизации действующих и
вновь создаваемых экологически чистых произ-
водств в структуре многоотраслевых промышлен-
ных центров (МПЦ) [1-3].
Уровень совершенства металлургического произ-
водства как технической системы природопользова-
ния в значительной мере зависит от степени исполь-
зования первичного сырья и рационального обраще-
ния с отходами. Переработка и использование (ути-
лизация) отходов является обязательным элементом
экологически чистого производства (ЭЧП). Теорети-
ческой основой концепции является модель экологи-
чески чистого процесса (производства).
С позиции взаимодействия технологических си-
стем с окружающей средой «ЭЧП – такое процесс
(производство) нормальное функционирование,
которое не приводит к увеличению концентраций
и уровней параметров окружающей среды выше
фоновых, а в экстремальных и аварийных ситу-
ациях его воздействия не приводят к увеличению
концентраций и уровней параметров окружаю-
щей среды выше пре
дельно допустимых (ПДК и
ПДУ) ».
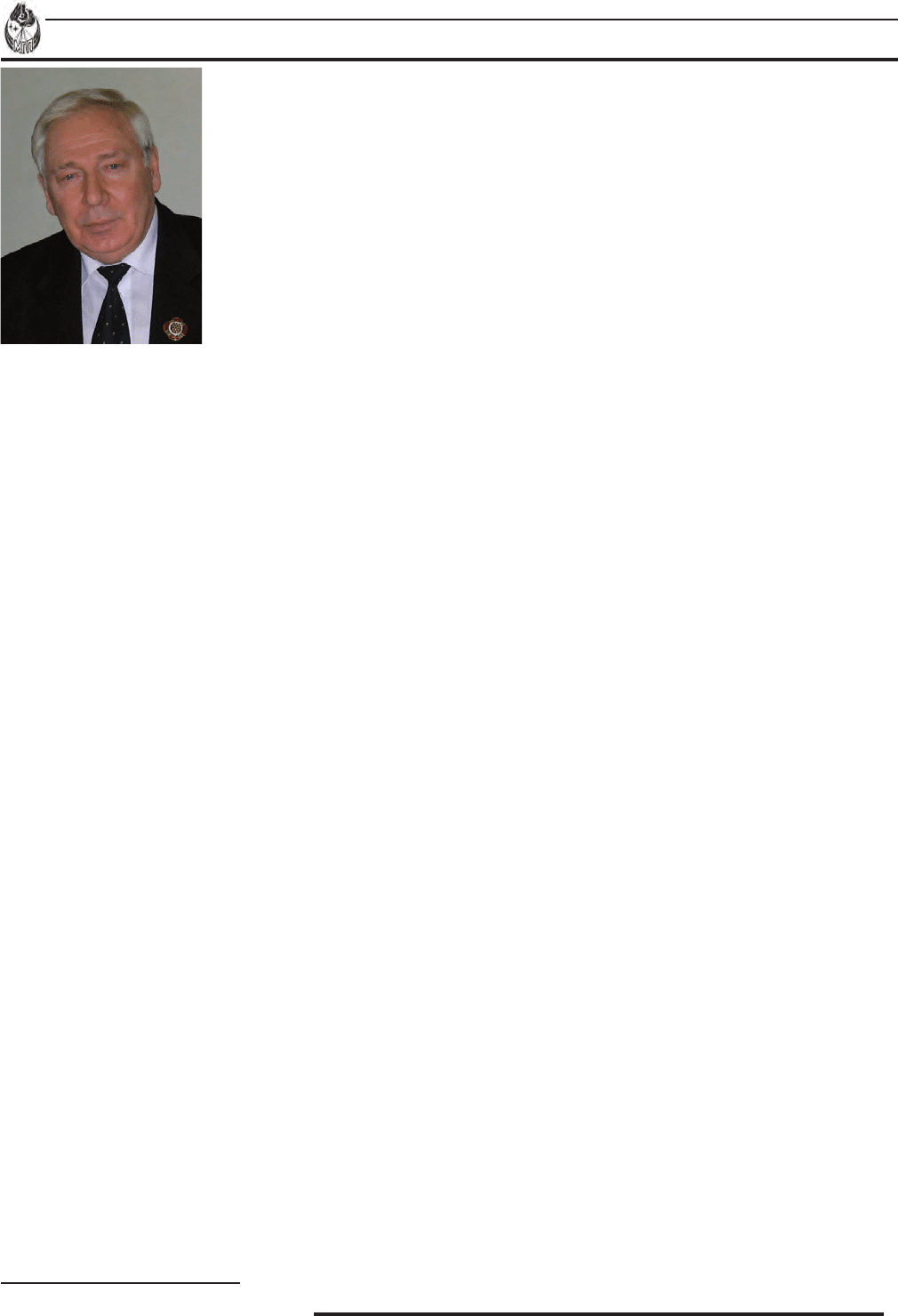
Суть концепции заключается в следующем:
1. При обращении с отходами должен соблюдать-
ся «принцип автотрофности» отдельного процес-
са или производства как элемента техносферы. При
этом технологические процессы рассматривается как
«элементарные экологически чистые модули» [4].
2. Модули, входящие в производственные ком-
плексы, взаимодействуют путем реализации внутри-
производственных связей;
3. Внутренние связи между элементарными моду-
лями функционируют по модели «донор-реципиент»,
когда отходы одного или нескольких процессов явля-
ются вторичным сырьём или к
атализатором других
(рис. 1).
4. Если технологически необходимым является
осуществление дополнительной подготовки отходов,
то в структуру предприятия вводится ЭЧП, который
является - «модулем внутренней связи».
5. При синтезе модуля внутренней связи выпол-
няется условие «мини-максности» - максимального
использования твердых, жидких и газообразных про-
изводственных отходов и минимального привлечения
первичного сырья и энергоресурсов.
6. При соб
людении условий 1-5 предприятие рас-
сматривается как экологически чистый модуль. Его
можно использовать в качестве «элементарного мо-
дуля» при синтезе МПЦ, применяя тот же методичес-
кий подход, что и при синтезе экологически чистого
предприятия, включая модели «донор-реципиент» и
«модуль внутренней связи». Сам МПЦ в результате
синтеза по экологическому принципу в к
онце концов
должен перейти в разряд «экологически чистого мо-
дуля более высокого уровня.
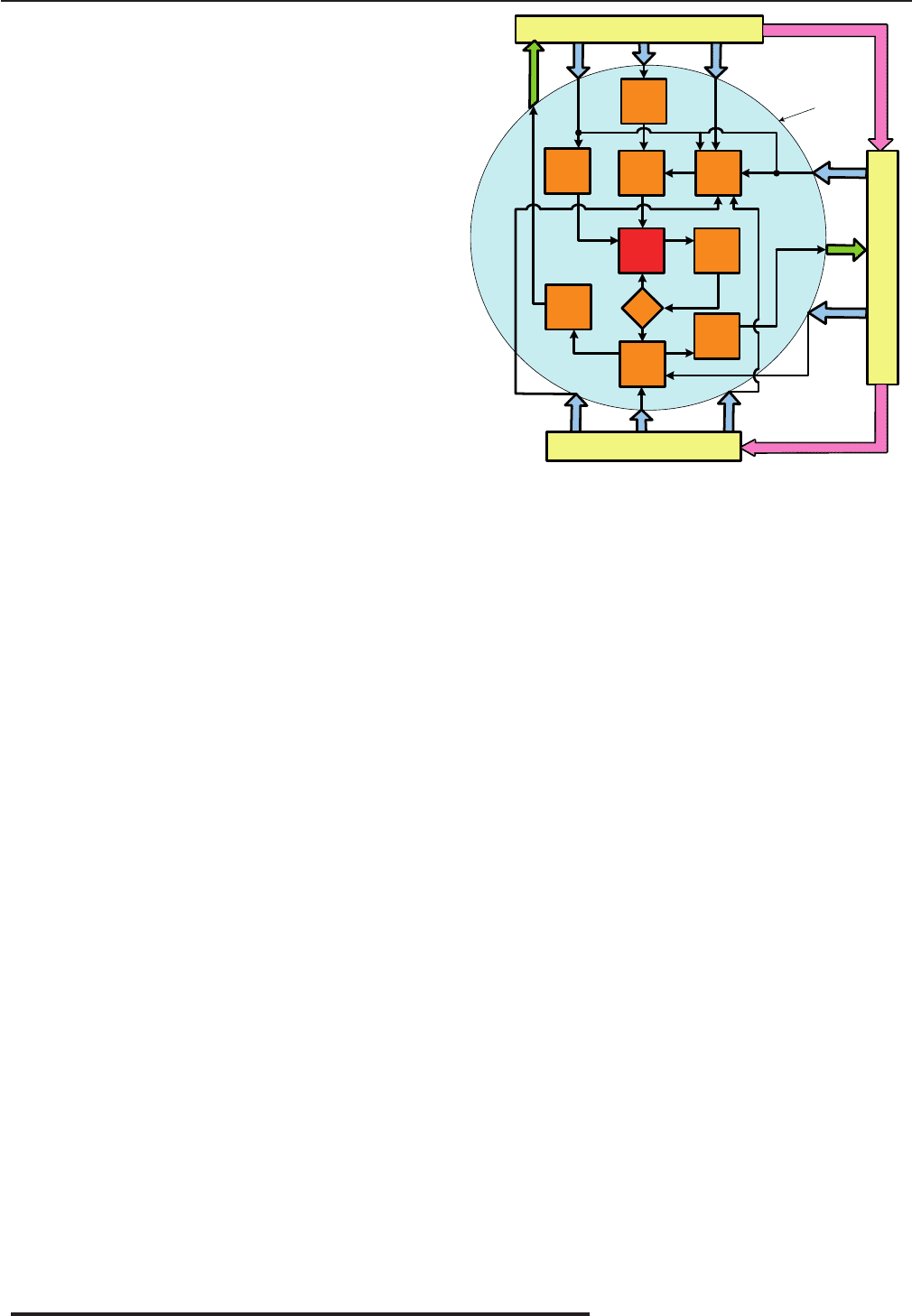
7. Необходимым условием перехода технологичес-
кого процесса, производства, МПЦ в разряд «эколо-
гически чистого модуля», является соблюдение тре-
I l%2 ++30#(7%1* ? ( #.0-.03$- ? /0.,;8+%--.12</2010
2
237
ЭКОЛОГИЯ
бований экологической безопасности и управления
экологическим риском на всех уровнях (рис. 2).
Примером одного из первых шагов реализа-
ции концепции экологизации действующих и вновь
создаваемых ЭЧП в структуре МПЦ может быть
промышленное освоение ресурсосберегающей тех-
нологии производства конвертерной стали с исполь-
зованием шламосодержащих окатышей и окалиносо-
держащих самотвердеющих брикетов [5, 6].
Оценка воздействия на окр
ужающую среду
(ОВОС) технических систем как экспериментально-
аналитический метод прогнозирования экологичес-
ких последствий освоения новых технологий вы-
полняется с учетом «жизненного цикла» продукции
и дает ответ на следующие вопросы: справится ли
окружающая среда с дополнительными выбросами
и отходами; какова вероятность катастрофы; каково
влияние производства на фауну и флору; наносится
ли урон об
ъектам национального достояния и т.д.
Достоверность прогнозов, полученных при вы-
полнении ОВОС, определяется уровнем эколого-
экономического информационного сопровождения
проекта. Для действующих производств ОВОС по-
зволяет разработать стратегию их экологизации. Вы-
бор рациональных путей модернизации действую-
щих технологических процессов или заменой их на
новые технологии определяется по результатам эко-
логического монит
оринга и оценки степени совер-
шенства альтернативной технологической систе-
мы. Экологический мониторинг предполагает полу-
чение информации об истинных достоинствах аль-
тернативной технологии. При этом на нынешнем
этапе развития иформационных технологий целе-
сообразно, не отвергая классическое определение
(informatio-разъяснение, изложение, обмен сведения-
ми между людьми, от клетки к клетке и т.д.), рассм
а-
тивать информацию с позиции ее функционального
назначения и использования в иформационном про-
странстве: информация - снятие неопределенности
из совокупности явлений и фактов.
Снятие неопределенности при оценке альтерна-
тивных технологий по таким важнейшим параме-
трам, как безотходность и экологическая чистота,
предполагает соблюдение трех основных принципов
научного познания: причинности; критерия исти-
ны и о
тносительности научного знания. Исходя из
современного представления об истине как о предме-
те познания, можно говорить об относительной исти-
не как отражающей предмет не полностью, а в объ-
ективно обусловленных пределах. Всякая относи-
тельная истина содержит элемент абсолютного зна-
ния. Абсолютная истина – сумма относительных ис-
тин. Она полностью исчерпывает предмет познания.
Ка
к абсолютная, так и относительная истина всегда
конкретна.
Оценка технологии по безотходности и экологи-
ческой чистоте предполагает в каждом конкретном
случае применять научно обоснованные методы и
критерии, включая как рейтинговые показатели, так и
экспертные оценки. Такой диалектический подход не
ШЛАМ
ОИ+ИП
ОКАТЫШИ
ГАЗ
ГАЗ
ШЛАМ
ОКАТЫШИ
ИЗВЕСТЬ
ШЛАМ
ШЛАК
V
II
IV
I
III
2
4
3
1
6
5
7
9
8
10
11
ОКАЛИНА
Рис. 1. Концептуальная схема экологически чистого про-
изводства с полным металлургическим циклом по каналу
утилизации отходов: I, II, III - модули основных процессов (до-
менного, сталеплавильного, прокатного), IV - модуль техноло-
гических связей, V – модуль внутренней связи, например, про-
изводство безобжиговых окатышей или брикетов, включающий
«элементарные модули»: 1 - стабилизации физико-химических
свойств шламов, окалины; 2 - измельчения шлака; 3 - дозиро-
вания твердых компонентов; 4 - подготовки извести и дозиро-
вания связующих агентов; 5 - смешивания; 6 – гранулирования
или брикетирования; 7 - механического упрочнения гранули; 8
- термохимического упрочнения; 9, 10 - распределения потреби-
телям; 11 – мониторинга и управления процессом безобжигово-
го окомкования или брикетирования; ОИ+ИП - отсев извести и
известковя пыль [2]
противоречит представлениям о том, что истина объ-
ективна по содержанию, но субъективна по форме –
как результат деятельности мышления.
Перевод производства в разряд ЭЧП предусматри-
вает создание информационно- аналитической систе-
мы (ИАС) контроля и управления производственны-
ми процессами и соответствием окружающей среды
на базе эколого-технологической модели производ-
ства. ИАС является интеллектуальной баз
ой функ-
ционирования автоматизированных систем управле-
ния производственными процессами АСУ ТП и эко-
логической ситуацией АСУ ЭС. Неотъемлемой ча-
стью АСУ ЭС является автоматизированная система
управления экологическим риском (АСУ ЭР). Данная
система в автоматическом режиме производит оцен-
ку возможного экологического риска. При этом учи-
тывается физико-химический состав газовых смесей
в те
хнологических аппаратах и сетях, в трактах пы-
легазоочисток. Учитывается соотношение газообраз-
ных ингредиентов в газовых смесях, их температу-
ра, давление и расход. Прогнозируется возможность
взрывов, возгораний «залповых выбросов» вредных
веществ в атмосферу. Соответствующая подсистема
прослеживает возможность аварийной ситуации по
жидким и твердым фазам. Учитываются параметры
работы объектов утилизации отходов. АС
У ЭР оцени-
I l%2 ++30#(7%1* ? ( #.0-.03$- ? /0.,;8+%--.12</2010
2
238
ЭКОЛОГИЯ
вают риск как приемлемый или неприемлемый. Для
приемлемого риска, с использованием имитационно-
го эколого-технологического моделирования, отраба-
тываются оперативные команды (вставки) для АСУ
ТП, направленные на снижение риска. Если риск не-
изменяем, то АСУ ЭР отрабатывает меры предупре-
ждения аварийных ситуаций (ОР) (рис. 2).
Таким образом, теоретические и эксперимен-
тально-аналитические исследования в
оздействия
производственных процессов на параметры окружа-
ющей среды позволили разработать концепцию эко-
логизации действующих и вновь создаваемых эколо-
R
MR
МП
МРРП
МОС
С
МWос
ОУ
МПУПУ ИЭТМ
АСУ ЭР
АСУ ТП
ИАС
ОР
W
Wос
W=Wу
Wу
R
Р= R + Wу -Wсо = R
Рис. 2. Концептуальная схема системы автоматизирован-
ного управления экологически чистым процессом (произ-
водством): П – технологический процесс; ОУ – очистки и улав-
ливания; ПУ – переработки и утилизации; R, P, W, W
у
, W
oc
– по-
токи ресурсов (веществ и энергии), готовой продукции, отходов
(веществ и энергии), уловленных отходов, отходов в окружаю-
щую среду; M – автоматизированный мониторинг R, P, П, ПУ,
W
oc
соответственно; МОС – мониторинг окружающей среды;
С – серверы; ИЭТМ – имитационная эколого-технологическая
модель; ИАС – информационно-аналитическая система; АСУ
ЭР, АСУ ТП – автоматизированная система управления экологи-
ческим риском и технологическим процессом, соответственно;
ОР – организационные рекомендации предупреждения рисков
гически чистых производств в структуре многоотрас-
левых промышленных центров, рекомендовать, при
экологизации производственных процессов исполь-
зовать - концептуальную схему системы автоматизи-
рованного управления экологически чистым процес-
сом (производством ).
Библиографический список
1. Бобылев В.П., Таран Ю.Н., Плискановский С.Т.
Анализ природоохранной деятельности предпри-
ятий черной металлургии Юга страны, стратегии
исследований, разработки и прак
тической реа-
лизации экологически чистых технологий // Тез.
Докл. засед. научного совета ГКНТ СССР «Новые
процессы в черной металлургии». М.: 1990. - С.
25-27.
2. Бобылев В.П. Модульный подход к решению
экологических проблем металлургии Украины //
Сталь. - 1999. - № 8. - С. 83-86.
3. Бобылев В.П. Разработка и освоение ресурсо-
сберегающих технологий в условиях устойчиво-
го развития черной мет
аллургии Украины // Еко-
логія і природокористування: Зб. Наук. Пр. Інсти-
туту проблем природокористування та екології
НАН України. Вип. 3. Дніпропетровськ: 2001. - С.
195-204.
4. Таран Ю.Н., Бобылев В.П., Плискановский С.Т.
Принцип автотрофности основа концепции созда-
ния экологически чистых производственных мо-
дулей и многоотраслевых промышленных цен-
тров // Тезисы докл. Всеукраин. науч.-практ. к
онф.
«Теория и практика решения экологических про-
блем в горнодобывающей и металлургической
промышленности». - Днепропетровск: ДМеТИ,
1993. - С. 3-4.
5. Бобылев В.П., Пищида В.И., Шибко А.В. Обо-
снование рациональной технологии производства
конвертерной стали с использованием шламосо-
держащих окатышей // Тр. IX Междунар. научн.-
техн. конф. «Теория и практика кислородно-
конвертерных процессов». - Днепропетровск,
1998. – С. 73.
6. Величк
о А.Г., Бобылев В.П., Пищида В.И. и
др. Промышленное освоение ресурсосберегаю-
щей технологии производства конвертерной ста-
ли с использованием окалиносодержащих брике-
тов // Теория и практика металлургии. - 2004. -
№ 5(43). – С. 83-87.
Поступила 03.12.2009

I l%2 ++30#(7%1* ? ( #.0-.03$- ? /0.,;8+%--.12</2010
2
239
ЭКОЛОГИЯ
УДК 669.1:504.054
Сталинский Д.В. /д.т.н./, Литвиненко В.Г. /к.т.н./, Каневский А.Л. /к.т.н./, Андреева Т.А. /к.э.н./
Украинский государственный научно-технический центр «Энергосталь»
Особенности и прогнозирование эмиссии парниковых газов на
металлургических предприятиях Украины
©
Сталинский Д.В., Литвиненко В.Г., Каневский А.Л., Андреева Т.А., 2010 г.
Анализ закономерностей исследовался расчетным путем с использованием методологии
сквозной энергоемкости. В результате исследований разработана модель формирования
диоксида углерода для расчета изменений объемов его эмиссии при изменении количества
и сортамента товарной продукции, технологии выплавки и разливки, расхода чугуна и т.п.
Методика прогнозирования может быть использована при разработке проектов совместного
осуществления. Табл. 4. Биб
лиогр.: 4 назв.
Ключевые слова: диоксид углерода, прогнозирование, технология производства, методика
расчета, товарная продукция, разливка и выплавка стали
The purpose of work is to develop the technique of carbon dioxide emission forecasting. The object of
investigation is mechanisms of carbon dioxide formation at iron & steel plants. The mechanisms were analyzed
via calculating procedure with the use of power capacity methodology. As a result of investigation, carbon
dioxide formation model was developed in order to calculate changes of carbon dioxide emissions at changing
output and range of commodity products, melting and casting technology, iron consumption, etc. The forecasting
technique can be used when working out the projects of joint implementation.
Keywords: carbon dioxide, forecasting, production technology, calculation technique, commodity
product, steel casting and smelting
Наука
Киотский протокол предусматривает сокращение
выбросов парниковых газов (ПГ), в том числе при ре-
ализации проектов совместного осуществления. Раз-
работка проектов совместного осуществления об-
условливает прогнозирование выбросов ПГ в рам-
ках базового и проектного сценариев. При этом не-
обходимо учитывать как прямые выбросы непосред-
ственно на агрегате, где осуществляется внедрение
энергосберегающего мероприятия, та
к и за его гра-
ницами, если изменение технологии или оборудова-
ния на основном агрегате оказывает влияние на усло-
вия работы вспомогательных агрегатов. Эти прогно-
зы должны учитывать возможные изменения объе-
мов производства продукции на действующем пред-
приятии, изменения сортамента конечной (товарной)
продукции, намечаемую техническую реконструк-
цию действующего оборудования или те
хнологиче-
ских процессов, совершенствование существующей
технологии.
Каждое металлургическое предприятие пред-
ставляет собой цепь взаимосвязанных технологиче-
ских переделов и, в большинстве случаев, измене-
ния на одном переделе вызывают изменения на дру-
гих, а чаще всего, в большинстве звеньев технологи-
ческой цепи. Поэтому прогнозирование должно стро-
ится на модели образования ПГ, которая учитывает
о
собенности образования ПГ при производстве каж-
дого вида продукции и влияние изменения в техноло-
гии производства на количество образующихся ПГ в
целом по предприятию.
За последние годы на многих предприятиях ГМК
проведены работы по инвентаризации ПГ. Результаты
этой инвентаризации обычно представляются [1, 2] в
виде следующей модели
W = S Q
i
× k
i
+ W
p
, (1)
где W – объем эмиссии ПГ в целом по предпри-
ятию, т СО
2
/год; Q
i
– объем производства i-ых видов
продукции, т/год; k
i
– коэффициент эмиссии ПГ при
производстве i-ой продукции, т СО
2
/т; W
p
– объем вы-
бросов ПГ в результате прочей производственной де-
ятельности (например, ремонтной, транспортной и
т.д.), т СО
2
.
Объем выполняемых прочих работ (услуг) не
всегда корреспондирует объему основной деятельно-
сти. Количество образующихся при этом ПГ незначи-
тельно (обычно не более 1 %) и поэтому их количе-
ство можно считать величиной условно постоянной.
Модель (1) фиксирует величину выбросов ПГ пред-
приятия на период проведения инвентаризации. От-
сутствие взаимосвязи между объемом производства
отдельных видов про
дукции не дает возможности
определить величину эмиссии ПГ в результате техни-
ческого перевооружения или при изменении количе-
ства товарной (конечной) продукции.
В то же время каждое металлургическое предпри-
ятие производит не только товарную продукцию (в
основном прокат), но и полуфабрикаты для ее произ-
водства (известь, агломерат, чугун, сталь), объем из-
г
отовления которых жестко детерминирован количе-
ством товарного проката и расходными коэффициен-
тами каждого полуфабриката на производство после-
дующей продукции.
Для предприятий с полным технологическим ци-
клом к полуфабрикатам можно условно отнести и
пар, вырабатываемый на ТЭЦ, основная часть ко-
торого расходуется на выработку дутья для домен-
ных печей, кроме того испо
льзуется для химической
очистки воды, для производства электроэнергии, со-
вместно с паром из котлов-утилизаторов (КУ) и си-
стем испарительного охлаждения (СИО) – для обе-
I l%2 ++30#(7%1* ? ( #.0-.03$- ? /0.,;8+%--.12</2010
2
240
ЭКОЛОГИЯ
спечения тэплоэнергией всего предприятия.
Исходя из этих представлений в УкрГНТЦ «Энер-
госталь» разработана модель расчета эмиссии ПГ,
основанная на принципах планирования производ-
ства: вначале прогнозируется объем производства то-
варной продукции и ее сортамент, затем рассчиты-
вается потребность в каждом виде полуфабриката,
сменного оборудования, энергоресурсов, исходя из
их расходных коэффициентов на изготовление про-
дукции к
аждого передела. С учетом коэффициентов
эмиссии ПГ (k
i
) выглядит такая модель следующим
образом
W = ∑ Q
iт
(q
ci
×
k
i
+ q
пi
×
k
п
+ e
p
), (2)
где Q
iт
– объем производства i-ой товарной про-
дукции, т/год; q
ci
, q
пi
– сквозной расходный коэффи-
циент соответственно каждого полуфабриката и пара
на изготовление i-ой товарной продукции, т СО
2
/т
(т СО
2
/Гкал); k
п
– коэффициент эмиссии ПГ при вы-
работке пара, т СО
2
/Гкал; e
p
– условно постоянная ве-
личина эмиссии ПГ при проведении прочей деятель-
ности, отнесенная к единице товарной продукции,
т СО
2
/т.
Основным видом ПГ, образующимся в результа-
те производственной деятельности на металлургиче-
ских предприятиях, является двуокись углерода СО
2
.
Зависимостей между технологическими процессами
на металлургических предприятиях и количеством
образующихся окислов азота и метана в настоящее
время не установлено, поэтому их количество при-
нимается как доля эмитирующего СО
2
. Кроме того,
крайне сомнительно образование метана в металлур-
гических и теплотехнических агрегатах, кроме как в
случае неполного сжигания газообразного топлива,
что находит подтверждение в форме статотчетности
№ 2-ТП (воздух). Исходя из этих соображений, все
дальнейшие расчеты построены для эмиссии СО
2
, а
количество NO
x
и CH
4
при необходимости следует
принимать в долях от количества двуокиси углерода.
Сквозной расходный коэффициент полуфабри-
ката (q
ci
) – это количество полуфабриката (сменного
оборудования и т.д.) собственного производства, не-
обходимое для изготовления i-ой товарной продук-
ции с учетом всех предыдущих переделов. Например,
расходный коэффициент агломерата на выплавку чу-
гуна составляет 1,75 т/т, чугуна на выплавку стали
– 0,88 т/т, отсюда сквозной расходный коэффициент
агломерата на сталь равен 1,75×0,88 = 1,54 т/т. Ин-
фор
мация о расходных коэффициентах содержится в
технических отчетах о работе каждого цеха.
Величина k
i
и k
п
определяется в основном ко-
личеством и качеством расходуемого топлива. Так,
при сгорании топлива обычно выделяется СО
2
: для
доменного газа 6,65-7,0 т СО
2
/т у.т.; для коксового
газа 1,25-1,40 т СО
2
/т у.т.; для природного газа 1,6-
1,8 т СО
2
/т у.т.
Расходный коэффициент пара ТЭЦ на изготовле-
ние каждого вида товарной продукции вручную рас-
считать сложно, так как пар расходуется на производ-
ство и самой товарной продукции, и каждого полуфа-
бриката, и в виде дутья, и в виде электроэнергии, хи-
мической воды, теплоэнергии. Проще эту величину
рассчитать на ПК по программе, разрабо
танной со-
трудниками УкрГНТЦ «Энергосталь» [3, 4].
В табл. 1 проведен расчет эмиссии СО
2
для
трех основных видов товарной продукции ОАО
«АрселорМиттал Кривой Рог» (АМКР) по результа-
там инвентаризации ПГ за 2006 г. [1].
Всего по металлургическому производству
АМКР с учетом работы трех аглофабрик эмиссия
СО
2
составила 16534,5 тыс. т. Работа коксохимиче-
ского и горнорудного производств не учитывалась
для корректности сопоставления с другими комбина-
тами. Из табл. 1 следует, что производство товарных
сортового проката, катаных блюмов и чугуна сопро-
вождается эмиссией 16 512,4 тыс. т СО
2
. Остальные
22,1 тыс. т СО
2
(0,13 %) эмитируют за счет товарных
энергоносителей и шлака.
Из табл. 1 видно, что объем эмиссии СО
2
опреде-
ляется объемом производства товарной продукции и
величиной сквозных коэффициентов эмиссии (k
с
= ∑
Таблица 1. Влияние объемов производства товарной продукции (Q
т
, тыс. т) и расходных коэффици-
ентов полуфабрикатов (q
c
, т/т) на ее производство на эмиссию двуокиси углерода в условиях АМКР
Полуфабрикаты, продукция
Коэффи-
циент
эмиссии
(k
i
), т СО
2
/т
Сорт
Q
т
= 6223 тыс. т
Блюмы
Q
т
= 889,5 тыс. т
Чугун
Q
т
= 241,5 тыс. т
q
c
, т/т q
c
× k
i
, т
СО
2
/т
q
c
, т/т q
c
× k
i
, т
СО
2
/т
q
c
, т/т q
c
× k
i
, т
СО
2
/т
Сортовой прокат 0,1071 1,0000 0,1071
Катаные блюмы 0,0876 1,0347 0,0906 1,0000 0,0876
Сталь, слитки 0,0964 1,1410 0,1100 1,1028 0,1063
Чугун
1)
0,5668 0,9804 0,5557 0,9475 0,5370 1,0000 0,5668
Агломерат 0,2340 1,6259 0,3805 1,5714 0,3677 1,6584 0,3881
Известь 1,2460 0,0802 0,0999 0,0775 0,0966 0,0114 0,0142
Пар ТЭЦ, Гкал 1,0216 0,7943 0,8115 0,7645 0,7810 0,6570 0,6712
Прочее 0,1334 0,1259 0,0160
Итого, k
с
2)
2,2887 2,1021 1,6563
k
с
× Q
т
, тыс. т СО
2
14242,6 1869,8 400,0
Итого без агломерата и пара ТЭЦ 1,0967 0,9534 0,5970
Примечания:
1)
– с учетом расхода чугуна на производство изложниц;
2)
– без учета коксохимического и
горнорудного производства