Метoдичка - Монтаж, эксплуатация и ремонт технологического оборудования
Подождите немного. Документ загружается.

21
Цену новой детали (
Ц
Н
)
назначают
исходя из рыночных цен, сло-
жившихся на момент проектирования.
После подсчета стоимости восстановленной детали по нескольким
маршрутам определяют коэффициенты абсолютной целесообразности по
формуле (3.15). Рациональным считается тот вариант восстановления, ко-
торому соответствует наибольшее значение коэффициента абсолютной це-
лесообразности.
Для выбранного способа разрабатывают комплект технологической
документации (приложение 11), включающий в себя титульный (ТЛ) лист,
ведомость технологических документов (ВТД), маршрутную карту (МК)
технологического процесса восстановления детали, а также операционную
карту (ОК) и карту эскизов (КЭ) на одну операцию, согласованную с пре-
подавателем. Все документы выполняют на листах формата А4 и разме-
щают в приложении пояснительной записки.
Маршрутная карта восстановления детали в курсовом проекте разра-
батывается на устранение всех или 3 — 4 основных дефектов (по заданию
преподавателя). Ее форма представлена в приложении 11.
Приняты следующие основные обозначения и служебные символы:
а) в строке А — указание о цехе, участке, рабочем месте (РМ), опе-
рации;
б) в строке Б — указание об оборудовании, степени механизации
(СМ), профессии по классификатору ОКПДТР, разряде работы (Р), усло-
виях труда (УТ), количестве исполнителей (КР), количестве одновременно
обрабатываемых изношенных деталей (КОИД), единицах нормирования
(ЕН), если установлена норма времени, объеме производственной партии в
штуках (ОП), коэффициенте штучного времени при многостаночном об-
служивании (К
шт
), подготовительно-заключительном Т
пз
и штучном Т
шт
времени;
в) в строке М — информация о применяемом материале с указанием
наименования и кода материала, обозначения подразделений, откуда по-
ступают детали (ОПП), коде единицы величины (ЕВ), единицах нормиро-
вания, количестве изделий (КИ) и нормах расхода (Н
расх
).
В маршрутной карте отражаются все операции технологического
процесса, начиная с очистки детали, дефектации и т. д., включая меха-
ническую обработку и контроль. Их нумеруют цифрами, кратными пяти
(005, 010, 015 и т. д.).
Операционные карты предназначены для описания технологических
операций с указанием переходов, режимов обработки, данных о средствах
технологического оснащения, норм штучного времени выполнения опера-
ции и переходов. В них приняты и другие обозначения: О — содержание
операции (перехода); Т — информация о технологической оснастке, запи-
сываемой в следующем порядке: а) приспособления; б) вспомогательный
инструмент; в) режущий инструмент; г) средства измерения; Р — режим

22
обработки. Запись с этими служебными символами делают по всей длине
строки. Возможен перенос информации на последующие строки. После
наименования операции (перехода) могут приводиться технические требо-
вания, относящиеся к ней. Номера переходов обозначают арабскими циф-
рами в технологической последовательности. Их запись должна быть крат-
кой, с конкретизацией метода обработки (в форме глагола в повелительном
наклонении) и поверхности.
Расчет режимов восстановления
Оптимальные режимы восстановления (подачу, скорость, темпера-
туру, частоту вращения, усилие, силу тока, напряжение и др.) рассчитыва-
ют или выбирают в соответствии с выбранным оптимальным способом и
на основе литературных источников [3, 4, 5, 6].
После нанесения покрытия на изношенную поверхность детали про-
водится его механическая обработка.
Выбор технологического оборудования при механической обработке
При выборе станочного оборудования необходимо учитывать:
- характер производства;
- методы достижения заданной точности при обработке;
- необходимую сменную (или часовую) производительность;
- соответствие станка размерам детали;
- мощность электродвигателя станка;
- габаритные размеры;
- возможность оснащения станка высокопроизводительными при-
способлениями и средствами механизации и автоматизации;
- кинематические данные станка (подачи, частоты вращения шпин-
деля и т.д.).
В приложении приведены некоторые типы станков и их технические
характеристики.
Выбор станочных приспособлений
Приспособлением называют орудие производства для установки
предмета труда (обрабатываемой заготовки) при выполнении технологиче-
ской операции.
Применение приспособлений обеспечивает: а) устранение разметки
заготовок перед обработкой резанием и их выверки на станке; б) повыше-
ние производительности труда за счет сокращения вспомогательного вре-
мени; в) повышение точности обработки в результате автоматического
придания необходимого положения обрабатываемой заготовке и правиль-

23
ного расположения режущего инструмента; г) облегчение труда станочни-
ков и возможность использовать рабочих более низкой квалификации.
Приспособления, применяемые в процессе восстановления деталей,
делят на три основные группы: универсальные, специальные и вспомога-
тельные. В условиях ремонтного производства следует применять универ-
сальные станочные приспособления. При массовом и крупносерийном
производстве необходимо использовать быстродействующие специальные
станочные приспособления с пневматическими, гидравлическими и дру-
гими приводами зажимных устройств.
Выбор режущего инструмента
При разработке технологического процесса восстановления детали
выбор режущего инструмента, его вида, конструкции и размеров в значи-
тельной мере предопределяется методами обработки, свойствами обраба-
тываемого материала, требуемой точностью обработки и качества обраба-
тываемой поверхности заготовки.
При выборе режущего инструмента необходимо стремиться прини-
мать стандартный инструмент, но, когда целесообразно, следует приме-
нять специальный, комбинированный, фасонный инструмент, позволяю-
щий совмещать обработку нескольких поверхностей.
Правильный выбор режущей части инструмента имеет большое зна-
чение для повышения производительности и снижения себестоимости об-
работки. Для обработки сталей рекомендуется применять инструмент, ре-
жущая часть которого изготовлена из титановольфрамовых твердых спла-
вов (Т6К10, Т14К8. Т16К6, Т15К6Т, Т30К4), быстрорежущих инструмен-
тальных сталей (Р18, Р9, Р9Ф4, Р14Ф4), вольфрамовых твердых сплавов
(ВК2, ВКЗМ, ВК4, ВК8) и др. Для обработки чугуна, цветных металлов и
неметаллических материалов используют инструмент из вольфрамовых
твердых сплавов. Выбор материала для режущего инструмента зависит от
формы и размеров инструмента, материала обрабатываемой заготовки, ре-
жимов резания и типа производства. В табл. 3.31 приведены марки твер-
дых сплавов, применяемых для изготовления режущего инструмента (рез-
цов, фрез, сверл, зенкеров, разверток и т.п.)
Режущий инструмент необходимо выбирать по соответствующим
стандартам и справочной литературе в зависимости от методов обработки
деталей.
Если технологические особенности детали не ограничивают примене-
ния высоких скоростей резания, то следует применять высокопроизводи-
тельные конструкции режущего инструмента, оснащенного твердым спла-
вом, так как практика показала, что это экономически выгодней, чем при-
менение быстрорежущих инструментов.
24
Таблица 3.7
Марки твердых сплавов, применяемые при различных видах обработки
Марка твердого сплава при обработке материалов
Виды и характер
обработки
Углеро-
дистые и
легиро-
ванные
стали
Корро-
зионно-
стойкие
стали
Зака-
ленные
стали
Титан и
его
сплавы
Чугун
Цветные
металлы
и спла-
вы
Черновое точение и
фрезерование,
сверление
Т5К10
ВК8
Т5К12
ВК8В
- ВК8
ВК8В
ВК8
ВК4
ВК4
ВК1
Чистовое точение,
фрезерование,
сверление, зенке-
рование, разверты-
вание
Т15К6
Т14К8
Т5К10
ВК4
ВК8
Т5К10
ВК4
ВК8
ВК4 ВК4
ВК6М
ВК6
ВК3
ВК3М
ВК4
Установление режимов резания
Разработка технологического процесса восстановления обычно за-
вершается установлением технологических норм времени для каждой опе-
рации. Чтобы добиться оптимальных норм времени, а также заданных па-
раметров по точности и качеству механической обработки, в полной мере
использовать производственные возможности оборудования и режущие
свойства инструмента, необходимо обоснованно устанавливать элементы
режима резания.
Элементы режимов резания определяют аналитическим (расчетным)
или статистическим (табличным) методом. Аналитический расчет режимов
резания производится с учетом необходимых поправочных коэффициентов
на одну-две обрабатываемые поверхности, указанные преподавателем.
При расчете режимов резания аналитическим методом сначала уста-
навливают глубину резания в миллиметрах. Глубину резания назначают по
возможности наибольшую, в зависимости от требуемой степени точности
и шероховатости обрабатываемой поверхности и технических требований
на изготовление детали. После установления глубины резания определяет-
ся подача станка. Подачу назначают максимально возможную, с учетом
погрешности и жесткости технологической системы, мощности привода
станка, степени точности и качества обрабатываемой поверхности, по
нормативным таблицам и согласовывают с паспортными данными станка.

25
От правильно установленной подачи во многом зависит качество обработ-
ки и производительность труда. Для черновых технологических операций
назначают максимально допустимую подачу. Для чистовой обработки по-
дачу определяют исходя из требований по точности и качеству обработки
поверхностей заготовки.
Установленное значение подачи корректируют со значениями ряда
подач выбранного металлорежущего станка.
После установления глубины резания и подачи рассчитывают опти-
мальную скорость резания по эмпирическим формулам с учетом жесткости
технологической системы [7]. Частота вращения шпинделя станка опреде-
ляется по следующей зависимости
D
V
n
опт
шп
⋅
⋅
=
π
1000
, (3.16)
где
V
опт
– оптимальная скорость резания, м/мин;
D
– диаметр заго-
товки или инструмента, мм.
По паспорту станка определяют ближайшее минимальное значение
частоты вращения шпинделя и рассчитывают действительную скорость ре-
зания
1000
ст
д
nD
V
⋅
⋅
=
π
м/мин . (3.17)
Для остальных операций технологического режимы резания опреде-
ляются по табличным нормативам соответствующей учебной и справочной
литературы в следующей последовательности:
1. Устанавливают глубину резания на обрабатываемую поверхность.
При черновой обработке следует назначать наибольшую глубину, равную
всему межоперационному припуску. При чистовой обработке глубину ре-
зания следует назначать в следующих пределах: 0,5…2,0 мм да диаметр
при шероховатости поверхности R
а
> 4 мкм, 0,1…0,4 мм при R
а
= 2,5…1,25
мкм.
2. Устанавливают подачу станка исходя из прочности державки и
пластинки из твердого сплава (табл. 3.8). Для чистовой обработки подачу
выбирают из справочных таблиц в соответствии с точностью и качеством
обработки поверхностей. Выбранное значение подачи уточняют по пас-
порту станка.
3. Скорость резания устанавливают по табличным нормативам для
определенных условий работы с учетом поправочных коэффициентов. По-
сле этого определяют частоту вращения шпинделя и уточняют ее по пас-
порту станка.
26
4. Проверяют режимы резания по мощности двигателя станка. Мощ-
ность резания не должна превышать мощности двигателя. При недоста-
точной мощности последнего рекомендуется уменьшить значение скоро-
сти резания.
Таблица 3.8
Подача, допускаемая прочностью пластинки из твердого сплава,
при обработке конструкционных сталей
Подача (мм/об) при глубине резания Толщина
пластинки,
мм
4 7 13 22
4
6
8
10
1,3
2,6
4,2
6,1
1,1
2,2
3,6
5,1
0,9
1,8
3,0
4,2
0,8
1,5
2,5
3,6
После определения элементов режима резания осуществляется расчет
технических норм времени и определение квалификации работ.
Расчет технических норм времени и определение квалификации работ
Техническая норма времени на восстановление и механическую обра-
ботку детали является одной из основных параметров для расчета стоимо-
сти технологического процесса, числа производственного оборудования,
заработной платы рабочих и планирования производства.
Норма времени на операции восстановления определяется по соответ-
ствующим литературным источникам [3, 4, 5, 6].
Общая норма времени (мин) на механическую обработку одной заго-
товки
Т
ш
= Т
о
+ Т
в
+ Т
т.о.
+ Т
от
, (3.18)
где
Т
о
– основное технологическое время, мин.;
Т
в
– вспомогательное
время, мин.;
Т
т.о.
– время на обслуживание рабочего места, мин.;
Т
от.
–
время на отдых, мин..
Основное технологическое время затрачивается на изменение формы,
размеров и состояния обрабатываемой детали. Оно рассчитывается по
формуле
S
n
iL
Т
хр
о
⋅
=
..
мин., (3.19)
где i – количество рабочих ходов режущего инструмента; n – частота
вращения шпинделя станка, мин
-1
; S – подача по паспортным данным стан-
ка, мм/об.
В табл. 3.9 представлены приблизительные формулы для определения
основного технологического времени статистическим методом.
27
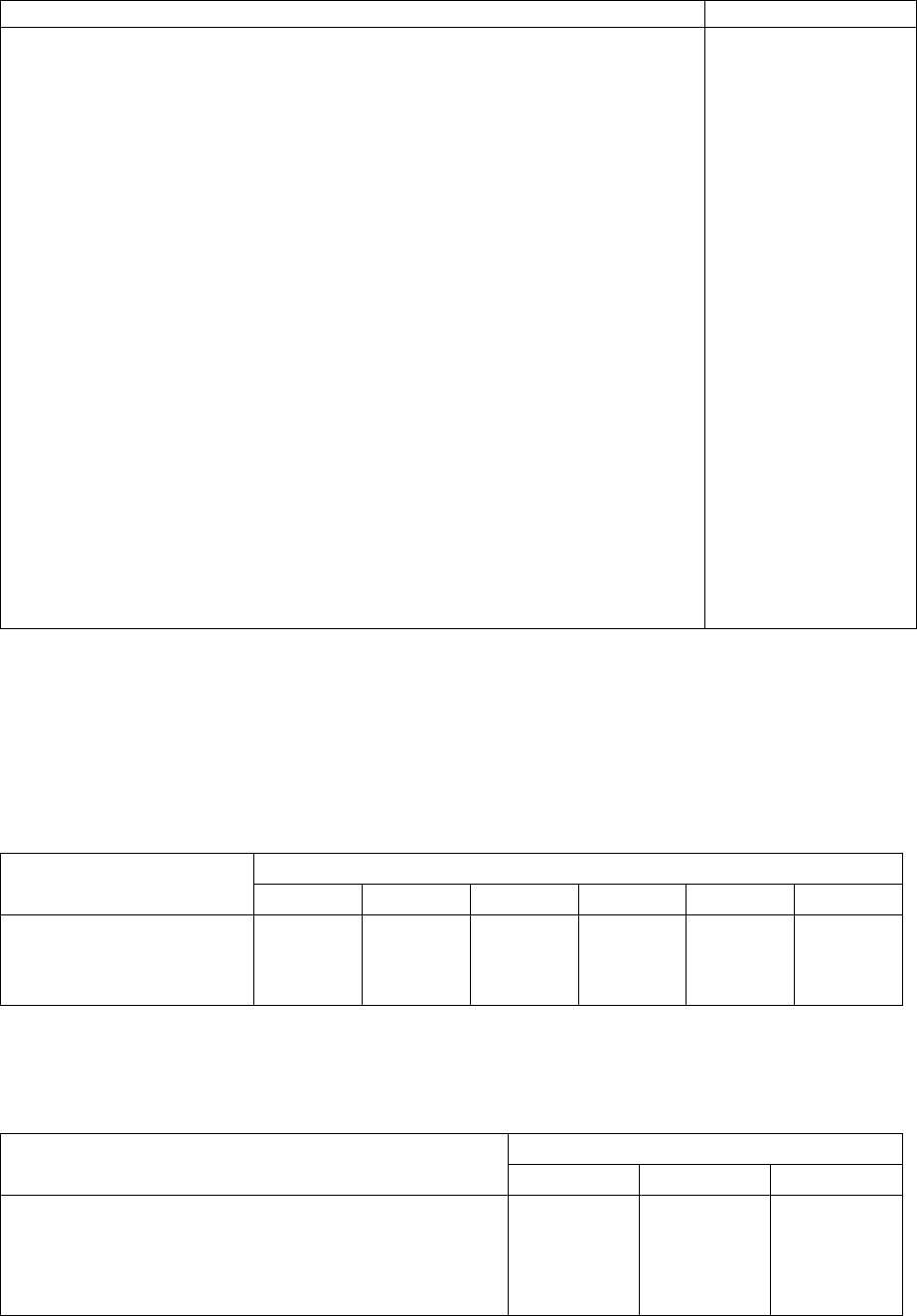
Таблица 3.9
Расчет основного технологического времени
Вид обработки Формула
Черновое точение за один проход (d, L – соответственно,
диаметр и длина обрабатываемой поверхности)
Чистовое точение
Черновая подрезка торца (∅, d – наибольший и наименьший
диаметр торца)
Чистовая подрезка торца
Отрезание
Шлифование черновое
Шлифование чистовое
Растачивание отверстий на токарном станке
Сверление отверстий (d, L – диаметр и глубина сверления)
Рассверливание
Зенкерование
Развертывание
Внутреннее шлифование отверстий
Протягивание (L – длина протяжки)
Строгание черновое (в, L – ширина и длина обрабатываемой
поверхности)
Строгание чистовое
Фрезерование черновое
Фрезерование чистовое
Нарезание резьбы на валу (d, L – диаметр и длина резьбы)
Нарезание резьбы в отверстии
0,00017
.
d
.
L
0,00010
.
d
.
L
0,00004
.
(∅
2
-d
2
)
0,00005
.
(∅
2
-d
2
)
0,0002
.
∅
2
0,00007
.
d
.
L
0,00010
.
d
.
L
0,00018
.
d
.
L
0,00052
.
d
.
L
0,00031
.
d
.
L
0,00021
.
d
.
L
0,0004
.
d
.
L
0,0018
.
d
.
L
0,0004
.
L
0,00007
.
в
.
L
0,00003
.
в
.
L
0,006
.
L
0,004
.
L
0,019
.
d
.
L
0,0004
.
d
.
L
Вспомогательное время на обработку заготовки зависит от степени
механизации, массы заготовки и т.д. Его определяют или по нормативным
таблицам (табл. 3.10-3.13) или на основе хронометража. Сумма основного
технологического и вспомогательного времени называется оперативным
временем.
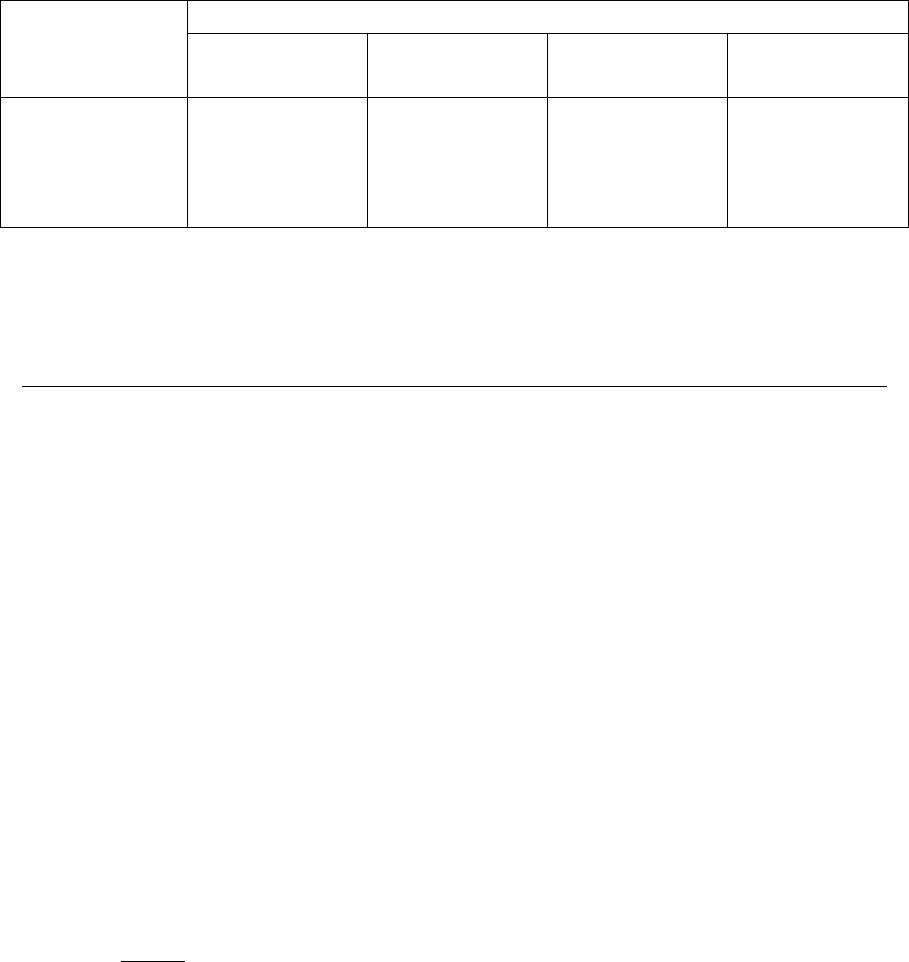
Таблица 3.10
Вспомогательное время на точение, мин
Масса заготовки, кг Способ установки
детали на станке
До 1 1-3 3-5 5-8 8-12 12-20
В центрах
В патроне
На гладкой оправке
0,35
0,2
0,42
0,44
0,22
0,53
0,54
0,27
0,67
0,64
0,33
0,79
0,72
0,38
0,91
0,87
1,39
1,10
Таблица 3.11
Вспомогательное время при работе на вертикально-сверлильных
станках, мин.
Масса детали, кг Установка и снятие детали
1 8 16
Установить деталь на стол станка, подвести
сверло и опустить шпиндель
Передвинуть деталь под сверло
Снять деталь со стола и положить на место
0,05
0,05
0,04
0,12
0,07
0,07
0,16
0,08
0,09
28
Таблица 3.12
Вспомогательное время при работе на фрезерных станках, мин
Масса детали, кг
Способ установки
Кол. одновременно
обрабатываемых де-
талей
3 8 12
В тисках
На столе с креплением болтами
В центрах с делительной головкой
1
2
3
1
1
0,44
0,58
0,71
0,7
0,44
0,57
0,80
-
0,9
0,64
0,63
-
-
1,0
0,72
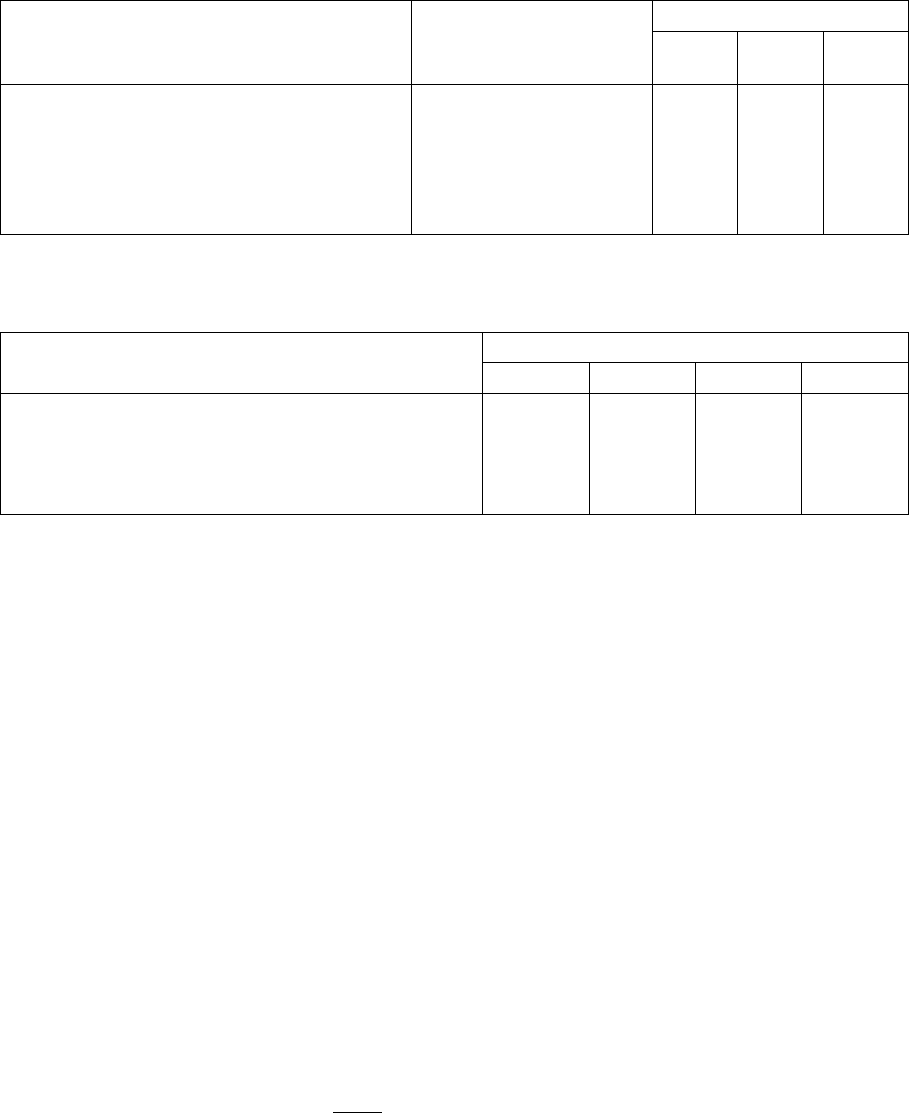
Таблица 3.13
Вспомогательное время при работе на круглошлифовальном станке, мин
Масса обрабатываемой детали, кг Способ установки обрабатываемой
детали
3 8 12 16
Надеть на деталь хомутик, установить в
центрах, пустить станок, остановить ста-
нок, снять деталь с центров, снять хому-
тик, положить деталь не место
0,43
0,62
0,70
0,72
Время на техническое обслуживание и время на отдых определяется в
процентах от оперативного времени по справочным нормативным табли-
цам. При расчете можно принимать (Т
т.о.
+ Т
от.
) = 3…4% (Т
о
+ Т
в
).
Все технологические операции относят к определенным квалифика-
ционным разрядам согласно тарифно-квалификационному справочнику,
который представляет собой перечень характерных работ и требований,
предъявляемых к рабочим определенного тарифного разряда в зависимо-
сти от сложности и точности работ, условий труда и требующихся для вы-
полнения этих работ знаний и практических навыков. В ремонтном произ-
водстве принята шестиразрядная система тарификации работ.
3.4.4. Экономический эффект от восстановления детали
Экономический эффект от внедрения способа восстановления детали
определяется по формуле
Э
=
Гв
Гв
ВН
N
N
К
ЕСЦ ⋅
⋅+−
, (3.20)
где
Ц
Н
– цена новой детали, руб;
С
В
– себестоимость восстановления
предлагаемым способом, руб;
К
– капитальные расходы, т.е. стоимость до-
полнительного приобретенного оборудования, необходимого для осущест-
вления процесса восстановления детали, берется из прейскурантов или
29
прайслистов, руб;
N
Гв
– годовая программа восстановления по заданию,
шт;
Е
– коэффициент эффективности капитальных вложений,
Е
= 0,15;
Себестоимость восстановления определяется по следующей зависи-
мости
С
В
= С
РФ
+ С
М
+ С
ЗП
+ С
ДОП
+ Н
СС
+ НР,
где
С
РФ
– стоимость ремонтного фонда, руб;
С
М
– затраты на ре-
монтные материалы (электроды, наплавочную проволоку, клей и др.), руб;
С
ЗП
– основная зарплата ремонтника в перерасчете на 1 день, руб;
С
ДОП
– дополнительная зарплата (10 % от основной зарплаты), руб;
Н
СС
– отчисления на социальное страхование (38 % от основной зарпла-
ты), руб;
НР
– накладные расходы (200 % от основной зарплаты), руб;
Составляющие себестоимости рассчитываются следующим образом:
С
РФ
=
кг
Цm
1
⋅
,
где
Ц
1кг
– остаточная стоимость 1кг материала, из которого изго-
товлена деталь, при сдаче ее в металлолом, руб.
С
ЗП
=
( )
∑
=
⋅
n
i
ЧАСшт
TT
1
,
где
Т
шт
– норма штучного времени на каждую операцию (берется из
соответствующих граф маршрутной карты), час;
Т
ЧАС
– часовая тарифная
ставка рабочего, руб
.
ч..
3.5. Проект монтажных работ
Исходя из того, что курсовая работа выполняется по реальному пе-
рерабатывающему предприятию, исходным материалом для выполнения
данного раздела являются данные по составу технологического оборудо-
вания и производственным площадям предприятия, полученные в период
прохождения практики.
По заданию преподавателя студенты разрабатывают последователь-
ность монтажных работ для конкретного оборудования переработки.
Выполнение данного подраздела включает в себя:
-разработку технологической последовательности монтажа оборудо-
вания;
-расчет фундаментов, площадок по установку оборудования;
-обоснование систем перемещения и крепления оборудования.
Исходя из принятого оборудования и его размерно-массовых показа-
телей, необходимо проанализировать и выбрать из возможных методов
(раздельный или последовательный, поточно-совмещенный и комбиниро-

30
ванный) организации и ведения монтажных работ оптимальный для данно-
го случая.
Обоснование выбора метода зависит от:
-состояния производственного помещения (готовое, требующее ре-
конструкции, являющееся незавершенным строительством;
-того, сколько и каких машин или ПТЛ запускается в производство
одновременно;
-наличие финансовых и материальных средств для проведения пол-
ного или раздробленного комплекса монтажных работ.
После выполнения вышеприведенных этапов назначается рацио-
нальная схема последовательности ведения монтажных работ, которая
приводится в пояснительной записке в виде таблицы (табл. 3.14).
Кроме этого в пояснительной записке приводятся:
-расчет фундамента под оборудование;
-расчет и выбор побъемно-транспортных средств для транспорти-
ровки и установки оборудования;
-особенности монтажа, сборки, выверки и пуско-наладки оборудова-
ния.
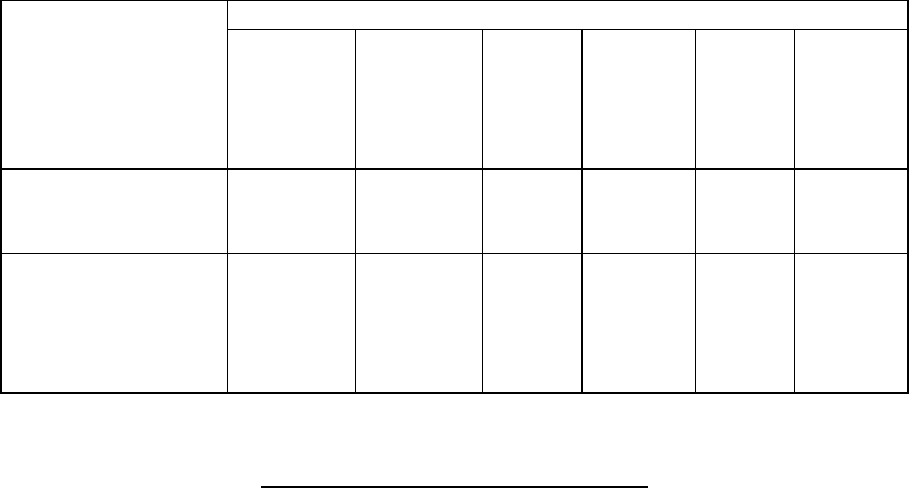
Таблица 3.14
Последовательность проведения монтажных работ
(по заданию)
№
пп
Наимено-
вание и со-
держание
операции
Детали и сборочные еди-
ницы, необходимые для
проведения монтажа (обо-
значение, маркировка)
Приспособ-
ления (код,
наименова-
ние)
Инстру-
мент (код,
наимено-
вание)
Материа-
лы (мар-
ка, обо-
значение
При проектировании студентами технологии капитального ремонта
машины или аппарата с восстановлением базисных деталей, предпола-
гающей снятие машины с фундамента, при выполнении курсовой работы
разрабатываются мероприятия по монтажу данного отремонтированного
оборудования.
3.5.1. Расчет фундаментов и площадок под оборудование
Расчет фундамента состоит в определении его геометрических раз-
меров, обеспечивающих нагрузку на грунт в пределах допускаемого пре-
дельного давления как при статической, так и при динамической нагруз-
ках. При этом динамическая составляющая нагрузки учитывается введени-
ем специального коэффициента в формулу для статического расчета дав-
ления подошвы фундамента на основание: