Руководство по техобслуживанию УЧПУ FANUC
Подождите немного. Документ загружается.

ПРОГРАММИРОВАНИЕ
B--63844RU/02
14. ФУНКЦИЯ КОРРЕКЦИИ
217
При перемещении инструмента траектория инструмента может
быть сдвинута на радиус инструмента (Рис. 14.4 (a)).
Чтобы выполнить коррекцию также на радиус инструмента,
ЧПУ в первую очередь создает вектор коррекции длиной, рав-
ной радиусу инструмента (запуск). Вектор коррекции перпен-
дикулярен траектории инструмента. Конец вектора находится
на стороне заготовки и начало позиционировано в центре
инструмента.
Если после запуска задается команда линейной или круговой
интерполяции, траектория инструмента может быть во время
обработки сдвинута на длину вектора коррекции.
Для возврата инструмента в начальную позицию в конце обра-
ботки отмените режим компенсации на режущий инструмент.
Пуск
Отмена
компенсации
на режущий
инструмент
Рис.14.4(a)Контур коррекции на режущий инструмент C
14.4
ОБЩИЕ СВЕДЕНИЯ О
КОМПЕНСАЦИИ НА
РЕЖУЩИЙ
ИНСТРУМЕНТ С
(G40-G42)
ПРОГРАММИРОВАНИЕ14. ФУНКЦИЯ КОРРЕКЦИИ
B--63844RU/02
218
D Запуск
(Начало компенсации
инструмента)
G00(или G01)G41(или G42)
P_
D_ ;
G41
G42
P_
D_
: Компенсация на режущий инструмент слева (группа 07)
: Компенсация на режущий инструмент справа (группа 07)
: Команда осевого перемещения
: Код задания значения компенсации на режущий инструмент
(1--3--значного)
(код D)
D Отмена компенсации
инструмента
(отмена режима
коррекции)
G40
;
G40 : Отмена компенсации инструмента(группа 07)
(Отмена режима коррекции)
: Команда осевого перемещения
D Установка плоскости
коррекции
Плоскость
коррекции
XpYp
ZpXp
YpZp
Команда установки плоскости
G17 ;
G18 ;
G19 ;
_
Xp_Yp_
Xp_Zp_
Xp_Yp_
IP
IP
P_
IP
IР
В начале при подаче электроэнергии устанавливается режим
отмены. В режиме отмены вектор всегда равен 0, и траектория
центра инструмента совпадает с запрограммированной
траекторией.
Когда в режиме отмены коррекции задается команда компенса-
ции на режущий инструмент (G41 или G42, ненулевые размер-
ные термины в плоскости коррекции, и D-код, отличный от
D0), ЧПУ вводит режим коррекции. Перемещение инстру-
мента с помощью этой командыназывается запуском. Задавайте
для запуска позиционирование (G00) или линейную интерпо-
ляцию (G01). Если задана круговая интерполяция (G02, G03),
подается сигнал тревоги P/S ном. 34. При обработке блока
запуска и последующих блоков ЧПУ предварительно считывает
2 блока.
В режиме коррекции компенсация выполняется позициони-
рованием (G00), линейной интерполяцией (G01) или круговой
интерполяцией (G02, G03). Если дваи более блоков, которые не
перемещают инструмент (смешанная функция, задержка и т.п.),
обрабатываются в режиме коррекции, инструмент выполняет
избыточное или недостаточное нарезание. Если плоскость кор-
рекции меняется в режиме коррекции, подается сигнал тревоги
P/S 37 и инструмент останавливается.
Формат
Пояснения
D Режим отмены
коррекции
D Пуск
D Режим коррекции
ПРОГРАММИРОВАНИЕ
B--63844RU/02
14. ФУНКЦИЯ КОРРЕКЦИИ
219
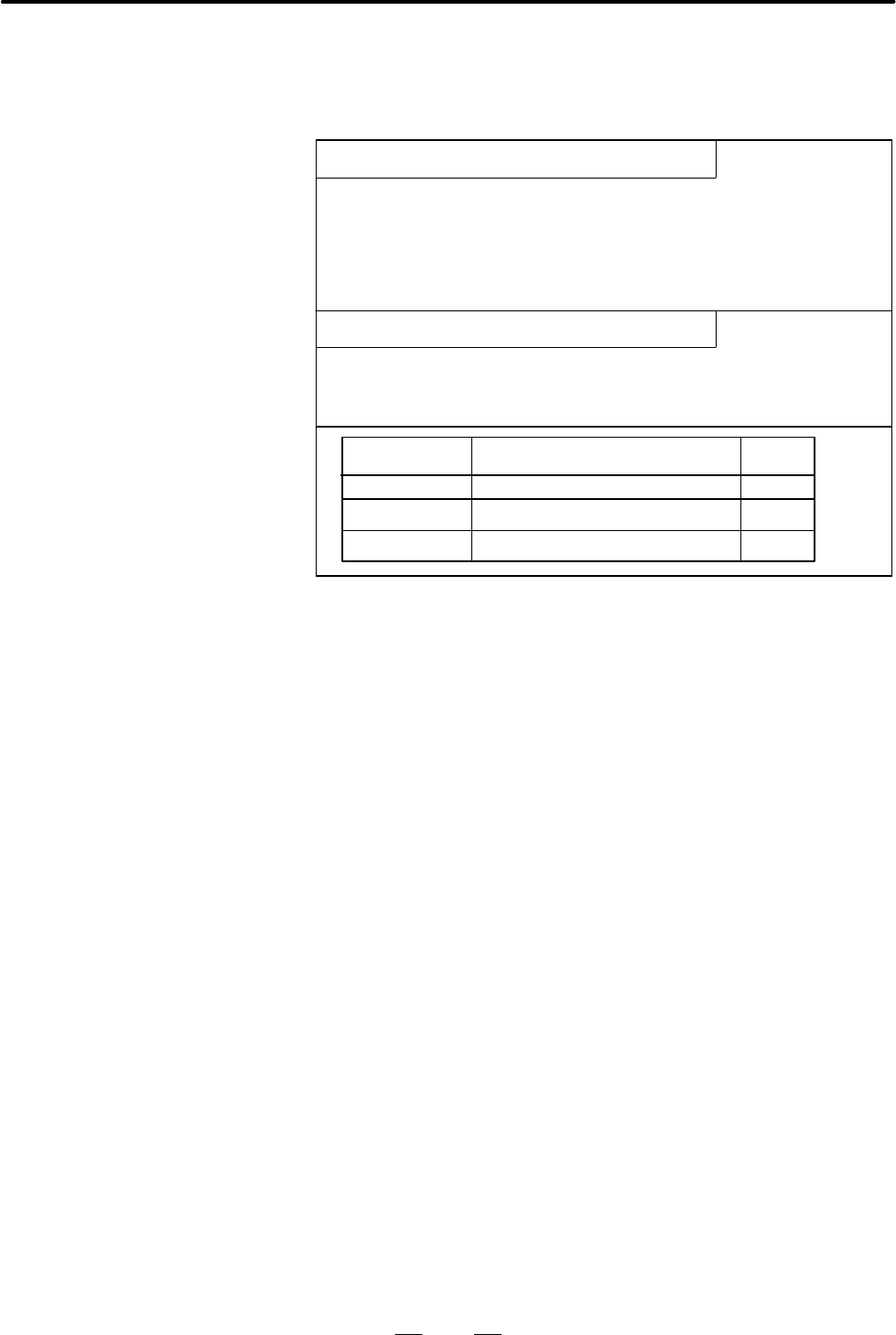
В режиме коррекции, когда выполняется блок, удовлетво-
ряющий любому из следующих условий, ЧПУ вводит режим от-
мены коррекции, и действие этого блока называется отменой
коррекции.
1. Задавался G40.
2. 0 задавалось в качестве корректирующего числа для
коррекции на режущий инструмент.
При выполнении отмены коррекции недоступны команды дуги
круга (G02 и G03). Если задается дуга круга, подается сигнал
тревоги P/S (ном. 034) и инструмент останавливается.
В режиме отмены коррекции управление выполняет инструк-
ции данного блока и блока буфера компенсации на режущий
инструмент. Тем временем в режиме одиночного блока управ-
ление выполняетэтидействия и останавливается. После ещеод-
ного нажатия кнопки запуска цикла выполняется один блок без
считывания следующего блока.
После этого управление осуществляется в режиме отмены, и,
как правило, следующий подлежащий выполнению блок сохра-
няется в буферном регистре и следующий блок не считывается
в буфер для компенсации на режущий инструмент.
Режим отмены
коррекции
Режим
коррекции
Пуск
Режим отмены коррекции
(G41/G42)
(G40/D0)
Рис.14.4(b) Изменение режима коррекции
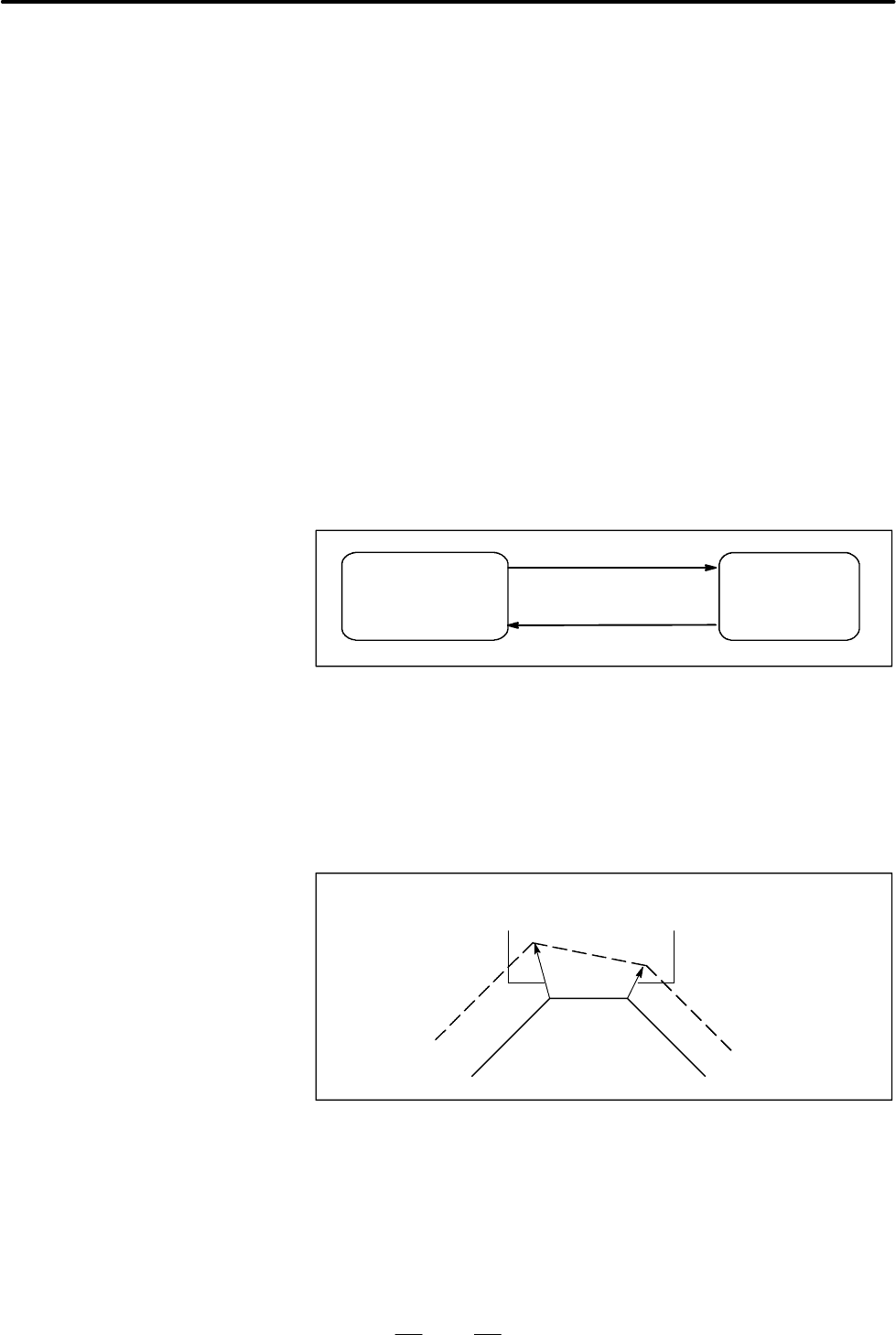
Как правило, значение компенсации на режущий инструмент
меняется в режиме отмены при изменении инструментов. Если
значение коррекции на режущий инструмент изменяется в ре-
жимекоррекции, векторв конечнойточке блокарассчитывается
для определения нового значения коррекции на режущий
инструмент.
Рассчитывается от значения
компенсации на режущий
инструмент в блоке ном.6
Рассчитывается от значения
компенсации на режущий инструмент в
блоке ном.7
N7
N6
N8
Рис.14.4(c)Изменение значения коррекции на
режущий инструмент
Запрограммированная траектория
D Отмена режима
коррекции
D Изменение значения
компенсации на
режущий инструмент
ПРОГРАММИРОВАНИЕ14. ФУНКЦИЯ КОРРЕКЦИИ
B--63844RU/02
220
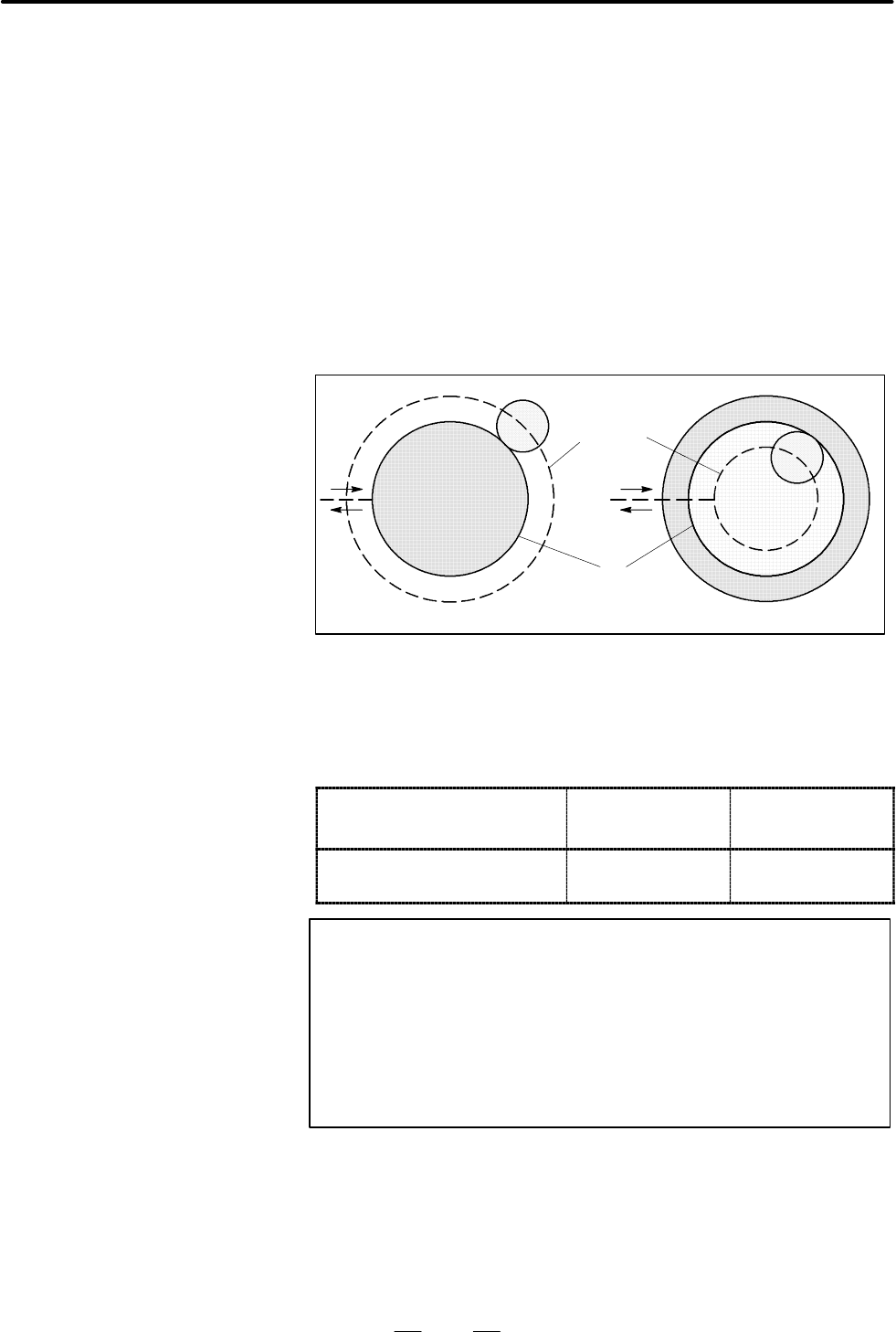
Если величина коррекции отрицательна (-), выполняется
распределение для рисунка, в которомG41 и G42 меняются друг
с другом программой. Следовательно, если центр инструмента
обходит вокруг внешней стороны рабочего места, то вследствие
этого огибает и внутренность, инаоборот. На рисунке ниже
показанодинпример. Как правило, величина компенсации
должна быть запрограммирована положительной (+). Когда
траектория инструмента программируется, как показано в (1),
если значение компенсации на режущий инструмент сделано
отрицательным (-), центр инструмента перемещается, ина-
оборот. Следовательно, одна и та же перфолента выполняет
нарезаниекаквнешней, так ивнутренней формы, и любой зазор
между ними может быть отрегулирован установкой величины
коррекции. Применимо при типе А запуска и отмены.
(Смотрите II- 14.5.2 и 14.5.4)
Присваивайте значения компенсации на режущий инструмент
D-кодам на панели ввода данных вручную. Таблица ниже
показывает диапазон, в котором может быть задано значение
компенсации на режущий инструмент.
Ввод данных в
мм
Ввод данных в
дюймах
Значение компенсации на
режущий инструмент
от0 до ±999,999
мм
от 0 до ±99,9999
дюймов
ПРИМЕЧАНИЕ
1 Значение компенсации на режущий инструмент, соот--
ветствующее коррекции ном.0,равносильно тому, что
D0 всегда означает 0. Невозможно установить D0 на
другое значение коррекции.
2 Компенсация на режущий инструмент C может зада--
ваться H--кодом с параметром OFH (ном. 5001 #2),
установленным на значение 1.
Вектор коррекции является двумерным вектором, задающим
значение компенсации на режущий инструмент посредством
D-кода. Он рассчитывается внутри управляющего устройства, и
его направление обновляется в соответствии с работой инстру-
мента в каждом блоке. Вектор коррекции удаляется сбросом.
D Положительное /
отрицательное значе-
ние компенсации на
режущий инструмент и
траектория центра
инструмента
D Установка значения
компенсации на
режущий инструмент
D Вектор смещения
Рис. 14.4(d)Траектории центра инструмента, когда заданы полож.
и отрицательные значения коррекции на режущий инструмент
(1)
(2)
Запрограммированная
траектория
Траектория
центра
инструмента

ПРОГРАММИРОВАНИЕ
B--63844RU/02
14. ФУНКЦИЯ КОРРЕКЦИИ
221
Задавайте значение компенсации на режущий инструмент чис-
лом, ему присваиваемым. Число состоитиз 1-3 цифр послеадре-
са D(D-код). D-код действителен до задания другого D-кода.
D-код используется для задания значения коррекции
инструмента так же, как и значения компенсации на режущий
инструмент.
Расчет коррекции выполняется в плоскости, установленной
G17, G18 и G19 (G-кодами для установки плоскости). Эта
плоскость называется плоскостью коррекции.
Компенсация не выполняется для координат позиции, которая
не принадлежит заданной плоскости. Запрограммированные
значения используются в исходном виде.
При одновременном 3-осевом управлении компенсируется
траектория проекта, спроектированная в плоскости коррекции.
Плоскость коррекции меняется в режиме отмены коррекции.
Если это делается в режиме коррекции, подается сигнал тревоги
P/S (ном.37)и машина останавливается.
D Задание значения
компенсации на
режущий инструмент
D Установка плоскости и
вектор
ПРОГРАММИРОВАНИЕ14. ФУНКЦИЯ КОРРЕКЦИИ
B--63844RU/02
222
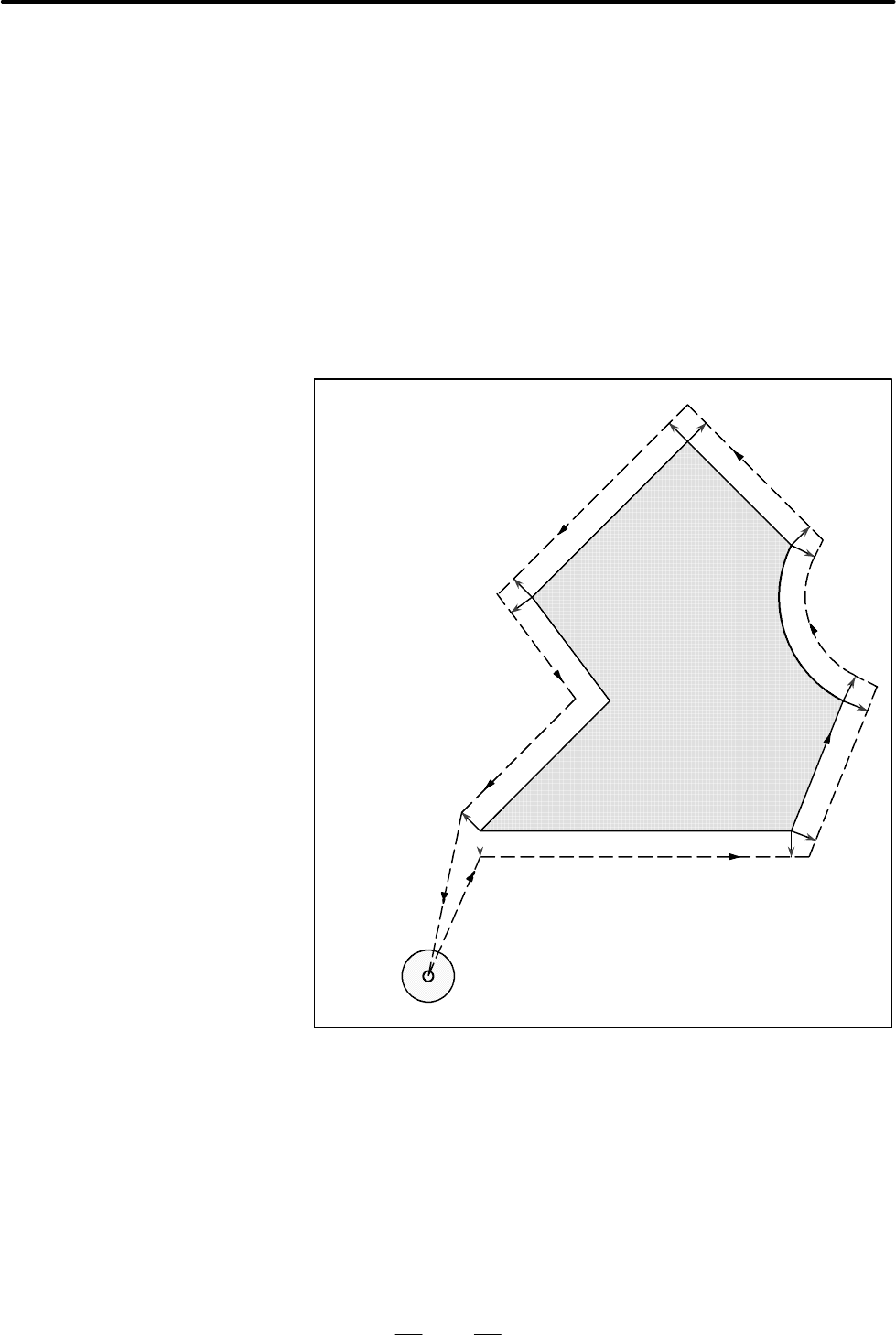
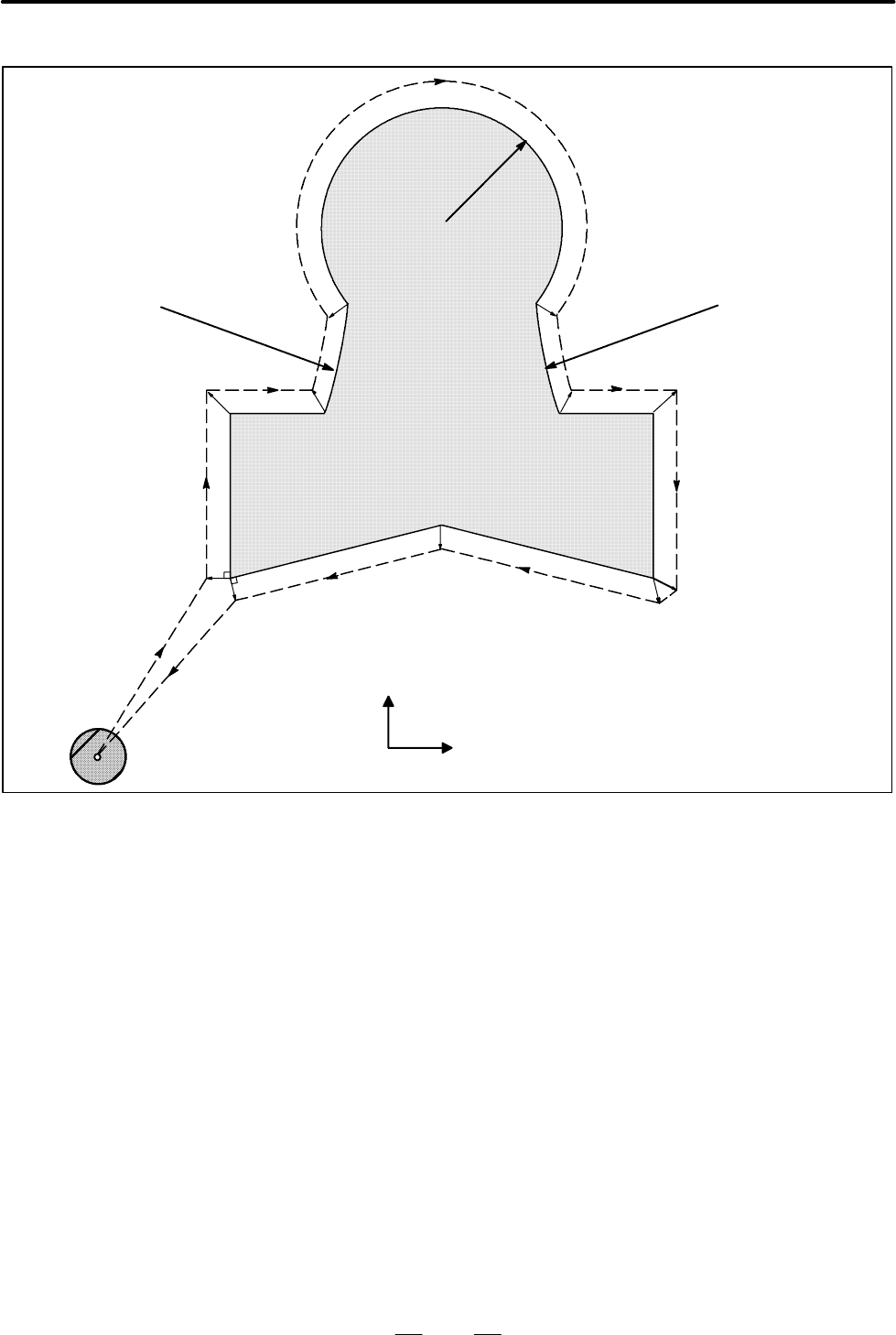
Ось Y
Ось X
Единица измерения: мм
N1
Начальное положение
650R
C2 (1550,1550)
650R
C3 (--150,1150)
250R
C1(700,1300)
P4(500,1150)
P5(900,1150)
P6(950,900)
P9(700,650)
P8
(1150,550)
P7
(1150,900)
P1
(250,550)
P3(450,900)
P2
(250,900)
N2
N3
N4
N5
N6
N7
N8
N9
N10
N11
G92X0Y0Z0; Задает абсолютные координаты.......................
Инструмент позиц-тся в нач. позицию (X0, Y0, Z0).
N1G90G17G00G41D07X250.0Y550.0; Запускается после компенсации на режущий инстру-
мент (запуск). Инструмент сдвигается влево от запро-
граммированной траектории на расстояние, зад. в D07.
Другими словами, траектория инструментасдвигаетсям
на радиус инструмента (режим коррекции) та как D07
заранее установлен на 15 (радиус
инструмента равен 15 мм).
N2G01Y900.0F150; Задает обработку от P1 до P2...................
N3 X450.0 ; Задает обработку от P2 до P3............................
N4 G 03 X500.0 Y1150.0 R650.0 : Задает обработку от P3 до P4..........
N5 G02 X900.0 R-250.0 ; Задает обработку от P4 до P5................
N6 G03 X950.0 Y900.0 R650.0 ; Задает обработку от P5 до P6...........
N7 G01 X1150.0 ; Задает обработку от P6 до P7.......................
N8 Y550.0 ; Задает обработку от P7 до P8............................
N9 X700.0 Y650.0 ; Задает обработку от P8 до P9.....................
N10 X250.0 Y550.0 ; Задает обработку от P9 до P1....................
N11 G00G40X0Y0; Отменяет режим коррекции...................
Инструмент возвращается в нач. позицию (X0, Y0, Z0).
Примеры
ПРОГРАММИРОВАНИЕ
B--63844RU/02
14. ФУНКЦИЯ КОРРЕКЦИИ
223
В данном разделе представлено детальное описание
перемещения инструмента с компенсацией на режущий
инструмент C, выделенной в разделе 14.4.
Данный раздел состоит из следующих подразделов:
14.5.1 Общие сведения
14.5.2 Перемещение инструмента при запуске
14.5.3 Перемещение инструмента в режиме коррекции
14.5.4 Перемещение инструмента в режиме отмены коррекции
14.5.5 Проверка взаимного влияния
14.5.6 Зарез с помощью коррекции на резец
14.5.7 Команда ввода с панели ввода данных вручную
14.5.8 Команды G53,G28,G30, G30.1 и G29
в режиме компенсации на режущий инструмент C
14.5.9 Угловая круговая интерполяция (G39)
Если угол, образованный пересечением траекторий движения
инструмента, заданных командами перемещения для двух бло-
ков, больше 180°, это называется ”внутренней стороной”. Если
угол - между 0° и 180°, это называется ”внешней стороной”.
α
Заготовка
α
Запрограммированная
траектория
Внутренняя
сторона
180°≦α 0°≦α<180°
Внешняя
сторона
Заготовка
Запрограммированная
траектория
На последующих рисунках используются следующие символы:
- S обозначает положение, в котором единичный блок
выполняется один раз.
- SS обозначает положение, в котором единичный блок
выполняется два раза.
- SSS обозначает положение, в котором единичный блок
выполняется три раза.
- L обозначает, что инструмент перемещ. вдоль прямой линии.
- C обозначает, что инструмент перемещается вдоль дуги.
- r указывает значение компенсации на режущий инструмент.
- Точка пересечения - это положение, в котором
запрограммированные траектории двух
блоков пересекаются после их смещения на r.
-
указывает центр инструмента.
14.5
ДЕТАЛИ КОРРЕКЦИИ
НА РЕЖУЩИЙ
ИНСТРУМЕНТ C
14.5.1
Общие сведения
D Внутренняя сторона и
внешняя сторона
D Значение символов
ПРОГРАММИРОВАНИЕ14. ФУНКЦИЯ КОРРЕКЦИИ
B--63844RU/02
224
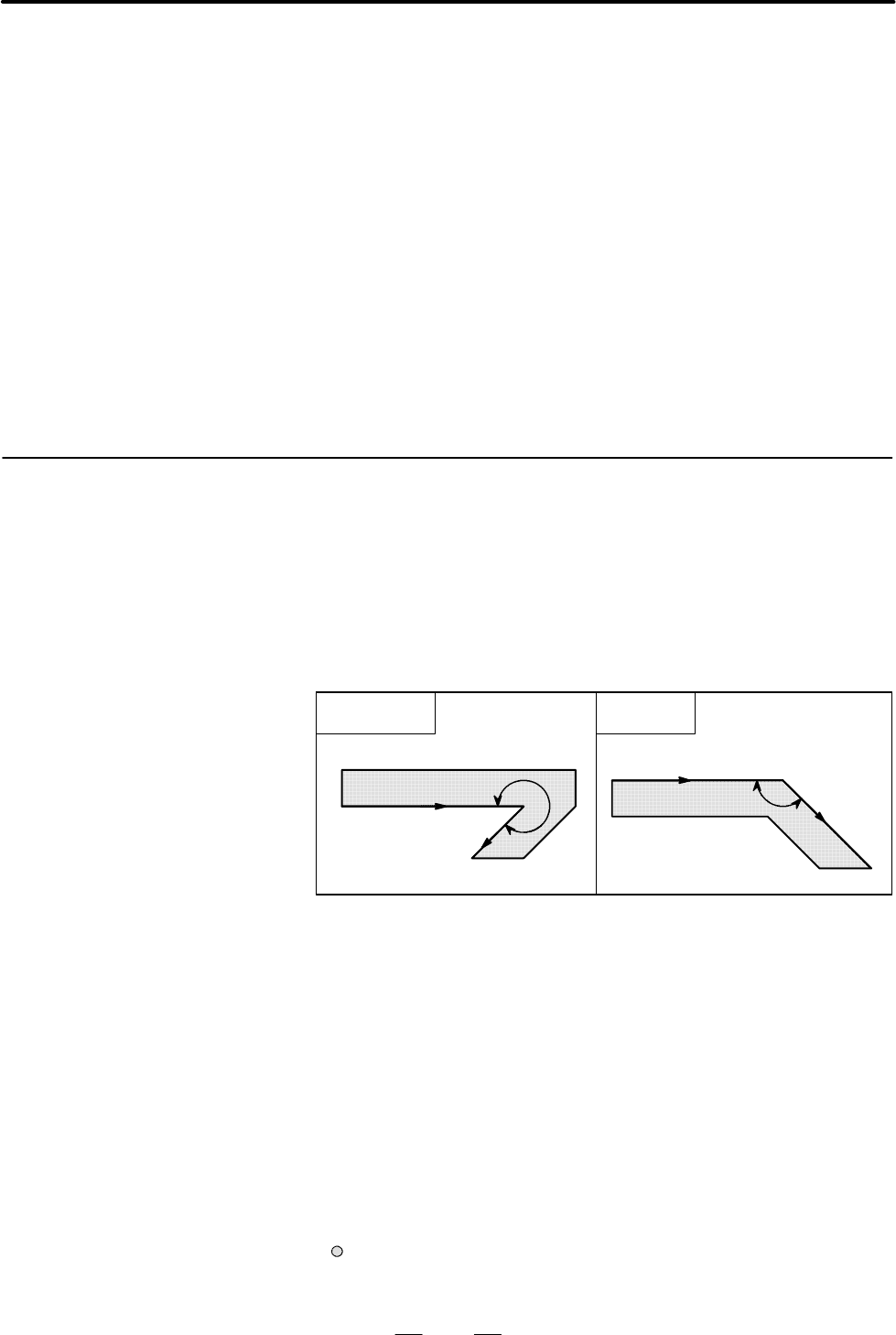
Если режим отмены коррекции сменен на режим коррекции,
инструмент перемещается, как проиллюстрировано ниже
(пуск):
α
L
S
G42
r
L
α
S
r
L
C
G42
Траектория центра
инструмента
Начальное положение
Запрограммированная траектория
Заготовк
а
Линейное→Круговое
Начальное положение
Заготовка
Траектория центра инструмента
Линейное→Линейное
14.5.2
Перемещение
инструмента при
пуске
Пояснения
D Перемещение
инструмента вдоль
внутренней стороны
угла (180°≦α)
ПРОГРАММИРОВАНИЕ
B--63844RU/02
14. ФУНКЦИЯ КОРРЕКЦИИ
225
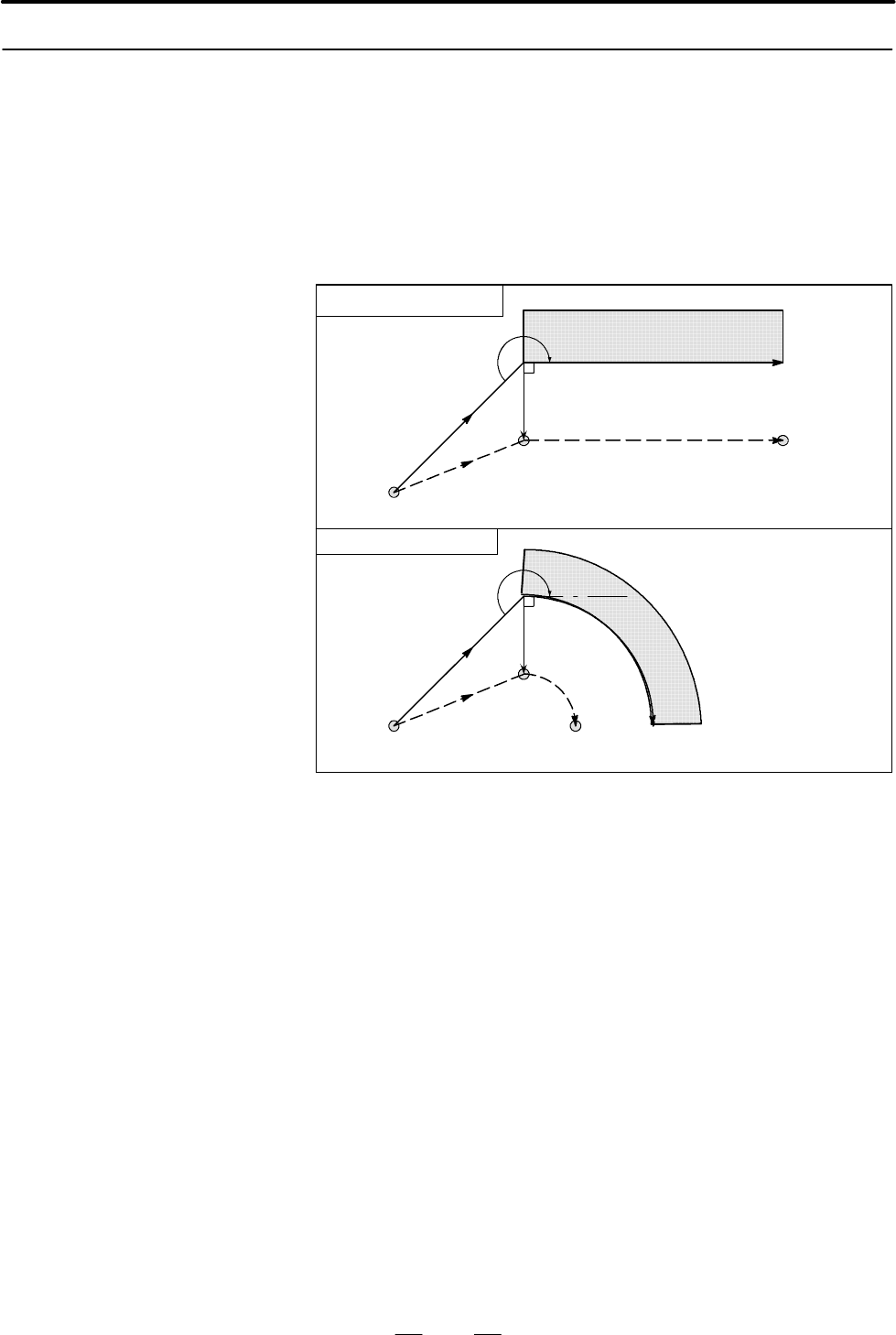
Траектория инструмента при запуске может быть 2-х типов,Aи
B; тип устанавливается параметром SUP (ном. 5003#0).
Линейное→
Линейное
α
Запрограммированная
траектория
Траектория центра
инструмента
L
S
G42
r
L
Линейное→
Круговое
r
Тип
A
Тип
B
α
L
S
G42
L
Заготовка
Начальное положение
r
L
Линейное→
Линейное
Линейное→
Круговое
Заготовка
Начальное положение
Начальное положение
Заго--
товка
Запрограммированная
траектория
Траектория центра
инструмента
Траектория центра инструмента
Точка пересечения
Точка пересечения
Загот
овка
Запрог. траектория
Начальное положение
C
G42
L
r
S
α
Траектория центра инструмента
L
L
α
S
C
G42
r
L
r
Запрогр.траектория
Заго--
товка
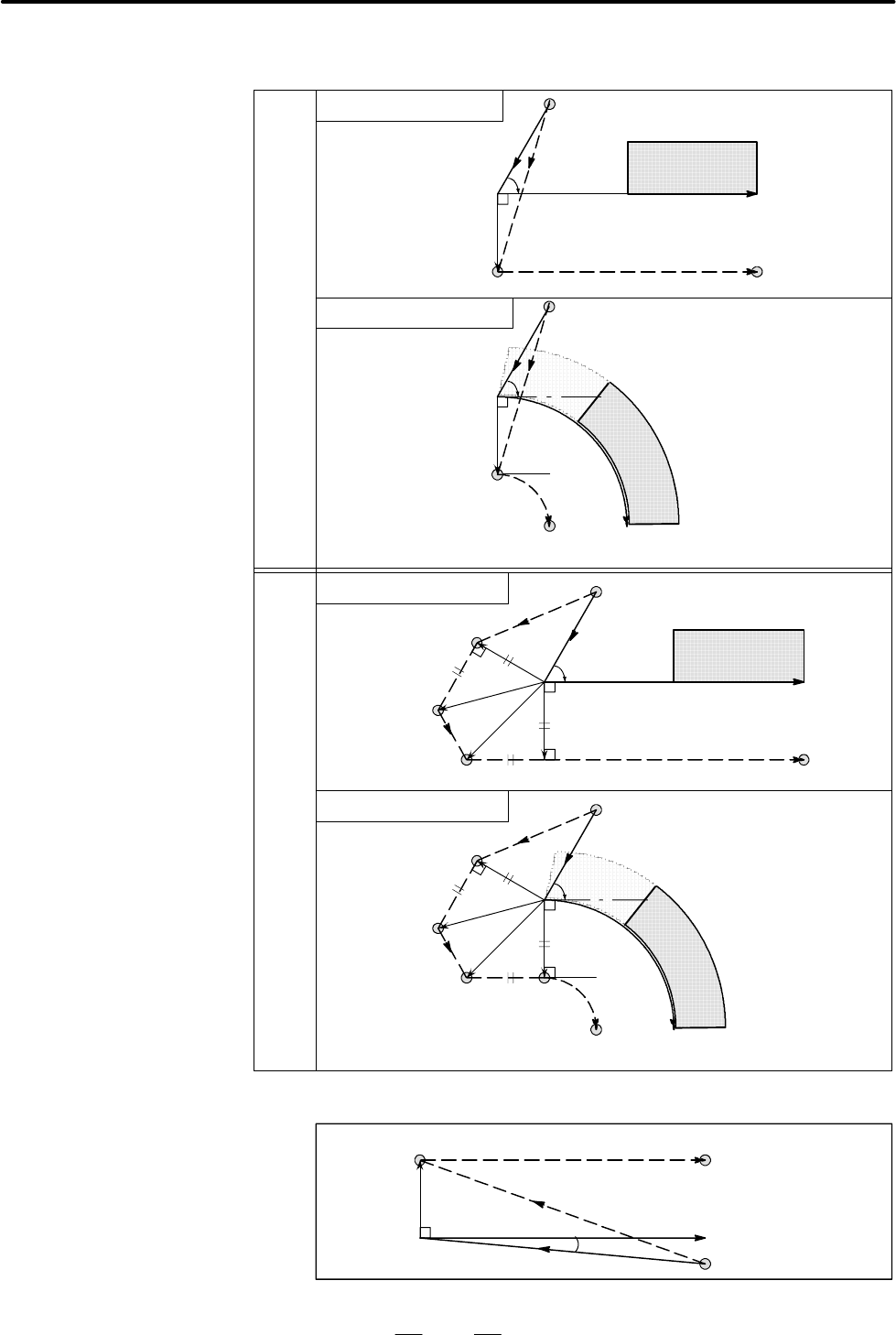
D Перемещение инстру-
мента вдоль внешней
стороны тупого угла
(90°≦α<180°)
ПРОГРАММИРОВАНИЕ14. ФУНКЦИЯ КОРРЕКЦИИ
B--63844RU/02
226
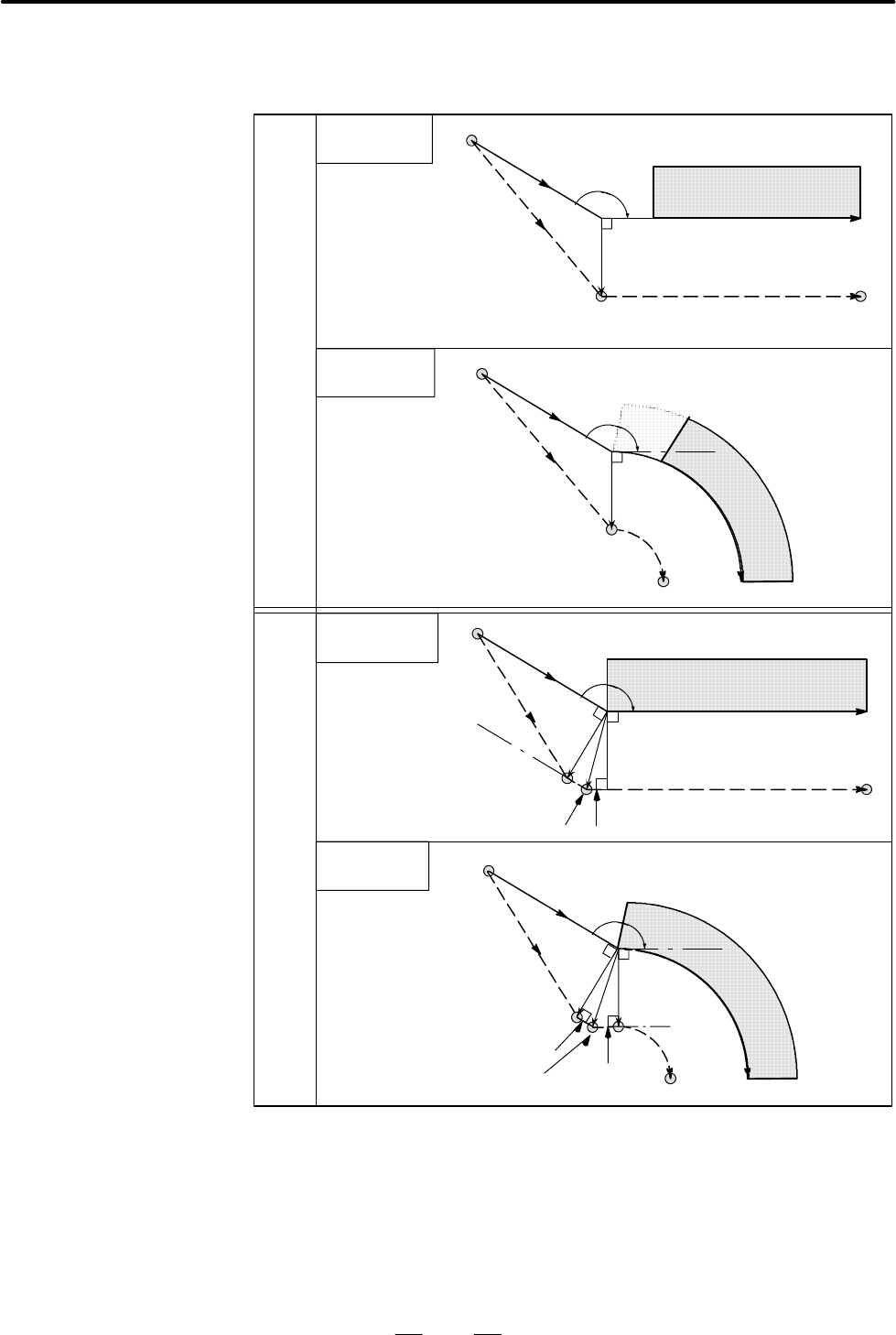
Траектория инструмента при запуске может быть 2-х типов,Aи
B; тип устанавливаются параметром SUP (ном.5003#0).
α
LS
G42
r
L
S
C
Тип
A
Тип
B
r
G42
L
G42
L
L
L
L
S
r
r
G42
L
L
L
S
r
r
C
L
L
Линейное→Линейное
Линейное→Круговое
Линейное→Линейное
Линейное→Круговое
Заготовка
Заго--
товка
Заготовка
Заго--
товка
Начальное положение
Начальное положение
Начальное положение
Начальное положение
Запрограммированная траектория
Запрограммированная траектория
Запрограммированная траектория
Запрограммированная траектория
Траектория центра инструмента
Траектория центра
инструмента
Траектория центра инструмента
Траектория центра инструмента
α
α
α
r
G41
G41
L
L
S
Начальное
положение
Траектория центра инструмента
Запрограммированная траектория
Менее 1 градуса
D Перемещение
инструмента вдоль
внешней стороны
острого угла (α<90°)
D Перемещение инстру-
мента по внешней
стороне - линей-
ное→линейное -
острого угла менее 1
градуса (α<1°)