Руководство по техобслуживанию УЧПУ FANUC
Подождите немного. Документ загружается.

ПРОГРАММИРОВАНИЕ
B--63844RU/02
14. ФУНКЦИЯ КОРРЕКЦИИ
247
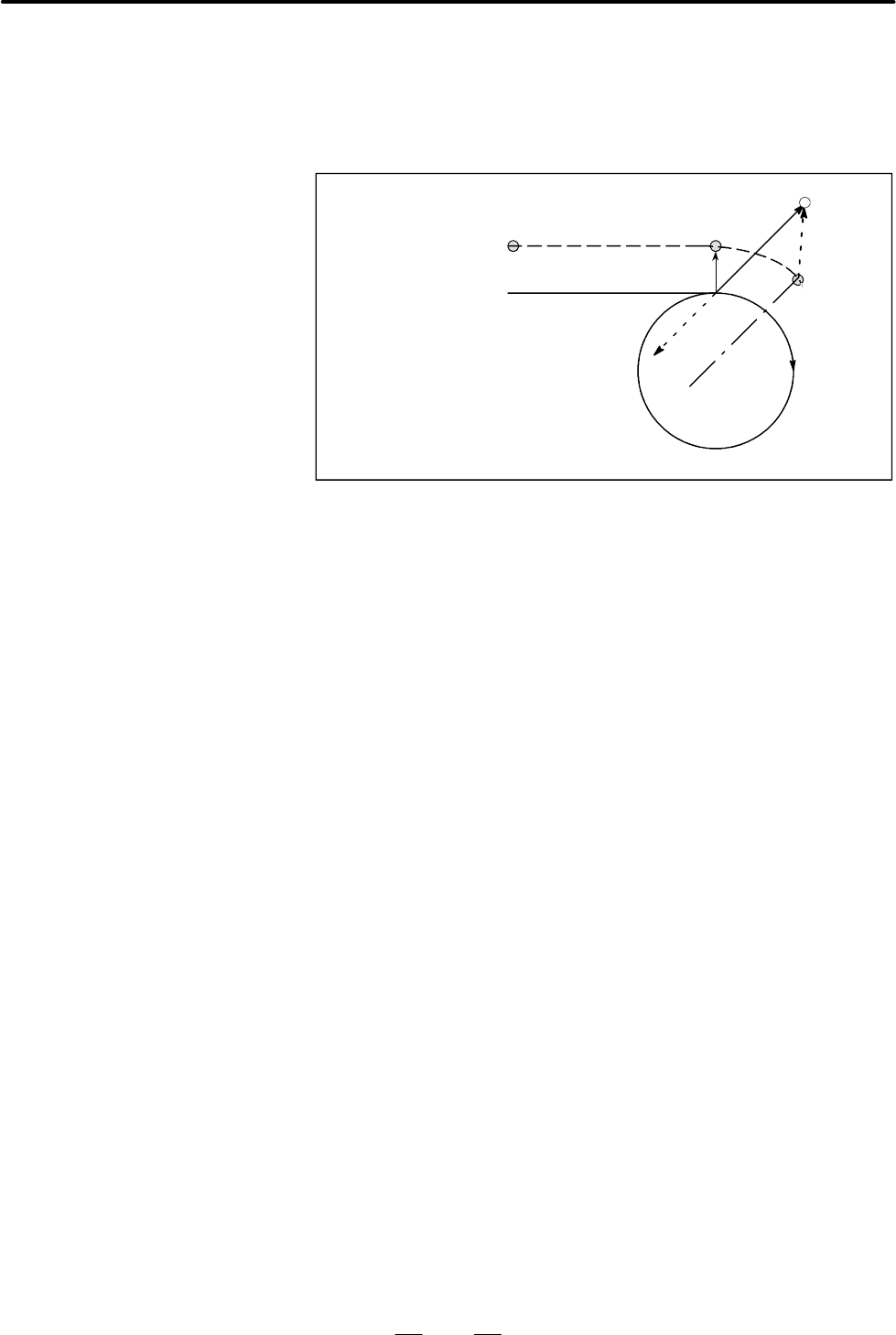
В показанном ниже примере инструмент не проходит
окружностиболееодногораза. Инструмент двигается вдоль дуги
из P1 в P2. Функция проверки наличия столкновения,
описанная в разделе II-14.5.5, может привести к подаче сигнала
тревоги.
(I, J)
N5
N6
N7
P
1
P2
(G41)
N5 G01 G91 X100.0 ;
N6 G02 J--60.0 ;
N7 G40 G01 X50.0 Y50.0 I--10.0 J--10.0 ;
Траектория центра инструмента
Запрограммированная траектория
Чтобы инструмент проходил окружность больше одного раза,
программируйте две или более дуг.
Длина траектории центра
инструмента больше длины
окружности
ПРОГРАММИРОВАНИЕ14. ФУНКЦИЯ КОРРЕКЦИИ
B--63844RU/02
248
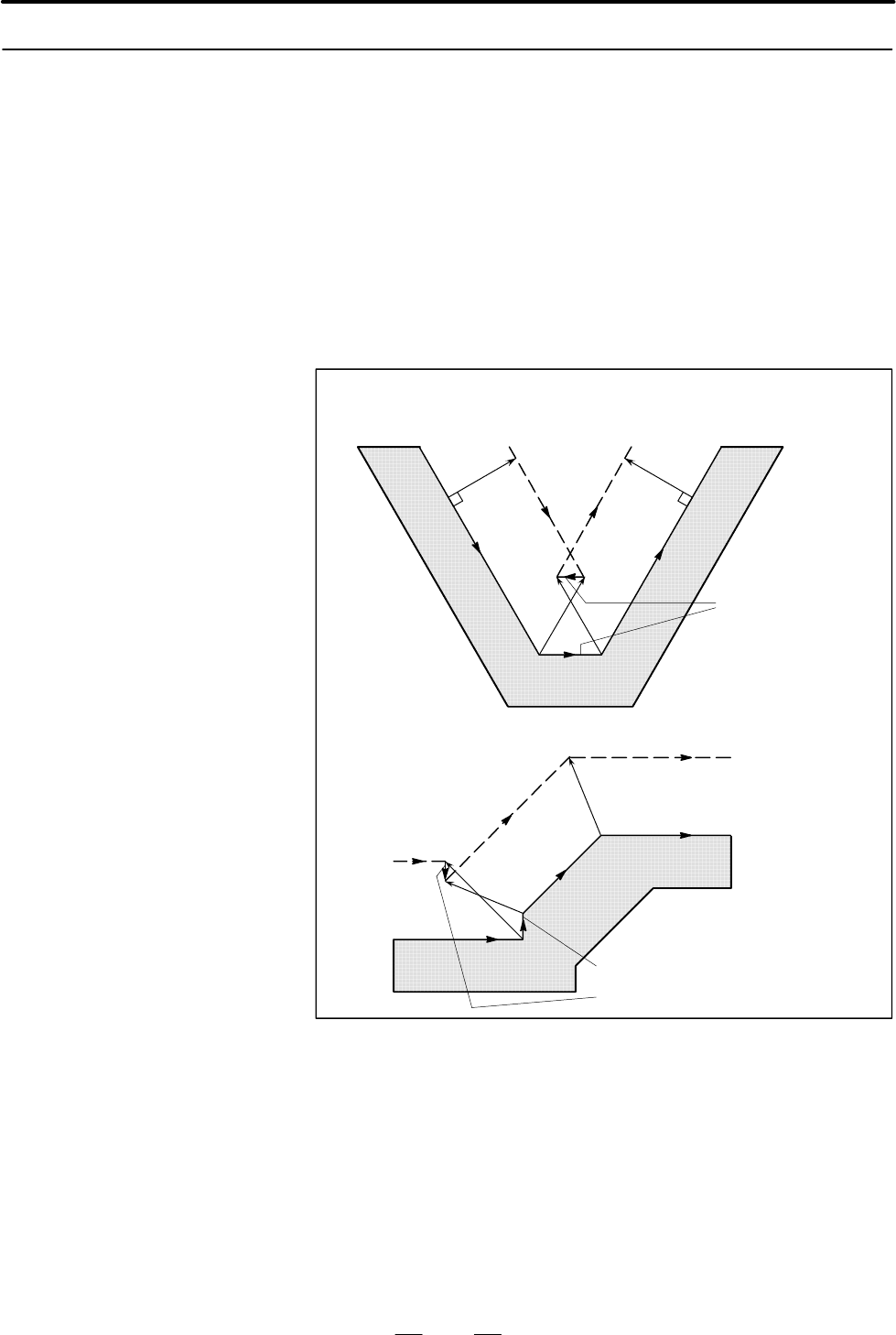
Перерез инструментом называется столкновением. Функция
проверки наличия столкновения проводит предварительную
проверку на предмет перереза инструментом. Тем не менее, с
помощью этой функции нельзя провести проверку любого
столкновения. Проверка наличия столкновения выполняется
даже, если перерез не происходит.
(1) Направление траектории инструмента отлично от
направления запрограммированной траектории (от 90 до
270 градусов между этими траекториями).
Траектория центра
инструмента
Запрограммированная
траектория
Запрограммированная
траектория
Траектория центра
инструмента
Направления этих
двух траекторий
различны (180°).
Направления этих двух
траекторий различны (180°).
14.5.5
Проверка наличия
столкновения
Пояснения
D Критерии
определения
столкновения
ПРОГРАММИРОВАНИЕ
B--63844RU/02
14. ФУНКЦИЯ КОРРЕКЦИИ
249
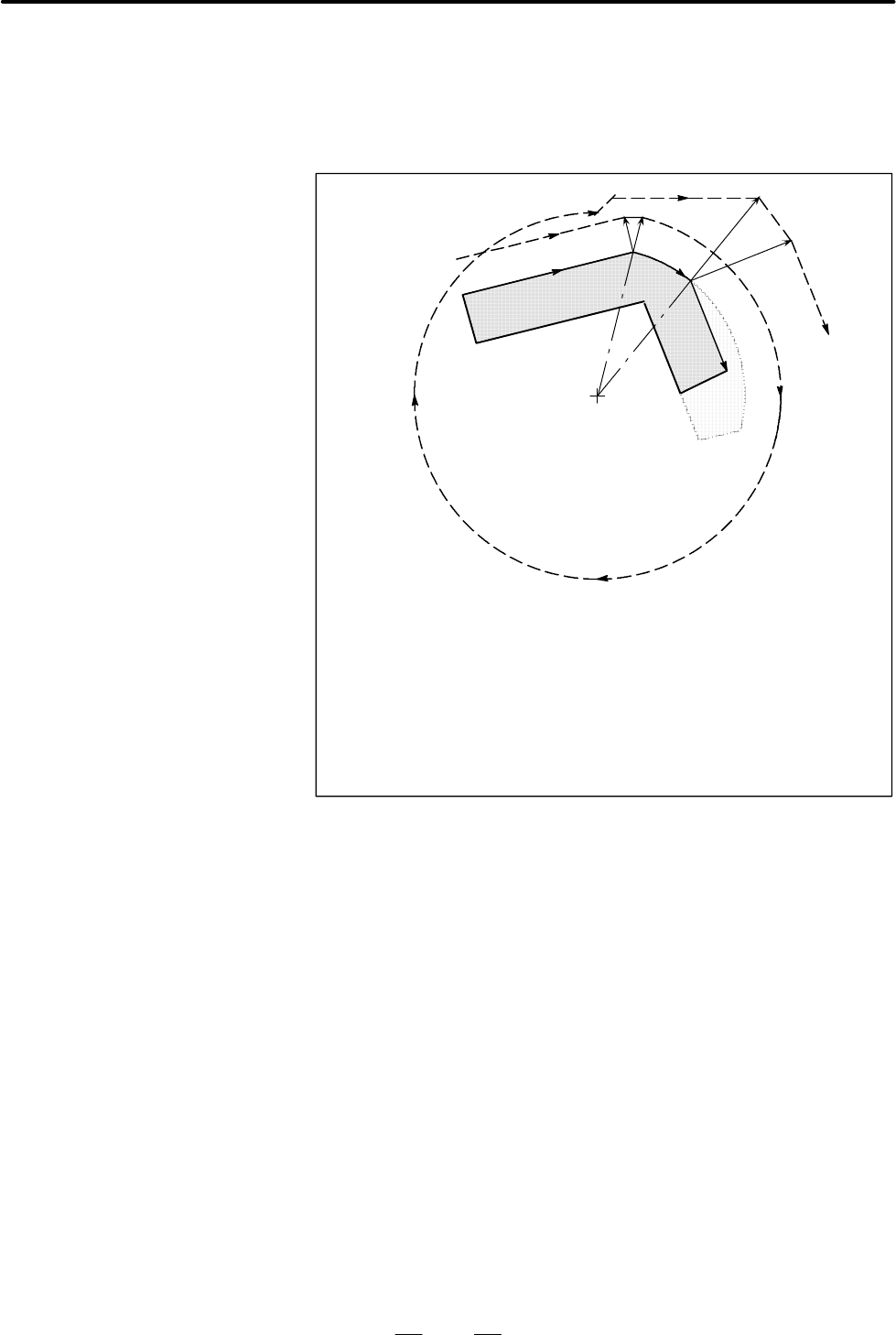
(2) В дополнение к условию (1) угол между начальной и
конечной точкой траектории центра инструмента
значительно отличается от угла между начальной и
конечной точкой запрограммированной траектории центра
инструмента при круговой обработке (больше 180 градусов).
Центр
N5
N6
N7
r1
r2
Траектория центра
инструмента
Запрограммир.
траектория
(G41)
N5 G01 G91 X800.0 Y200.0 D1 ;
N6 G02 X320.0 Y-160.0 I-200.0 J-800.0 D2 ;
N7 G01 X200.0 Y-500.0 ;
(Значение компенсации инструмента, соответствующее
D1: r
1
= 200.0)
(Значение компенсации инструмента, соответствующее
D2: r
2
= 600.0)
На примере выше, дуга в блоке N6 располагается в одной
четверти круга. В то же время послекомпенсации нарежущий
инструмент дуга располагается во всех четвертях круга.
ПРОГРАММИРОВАНИЕ14. ФУНКЦИЯ КОРРЕКЦИИ
B--63844RU/02
250
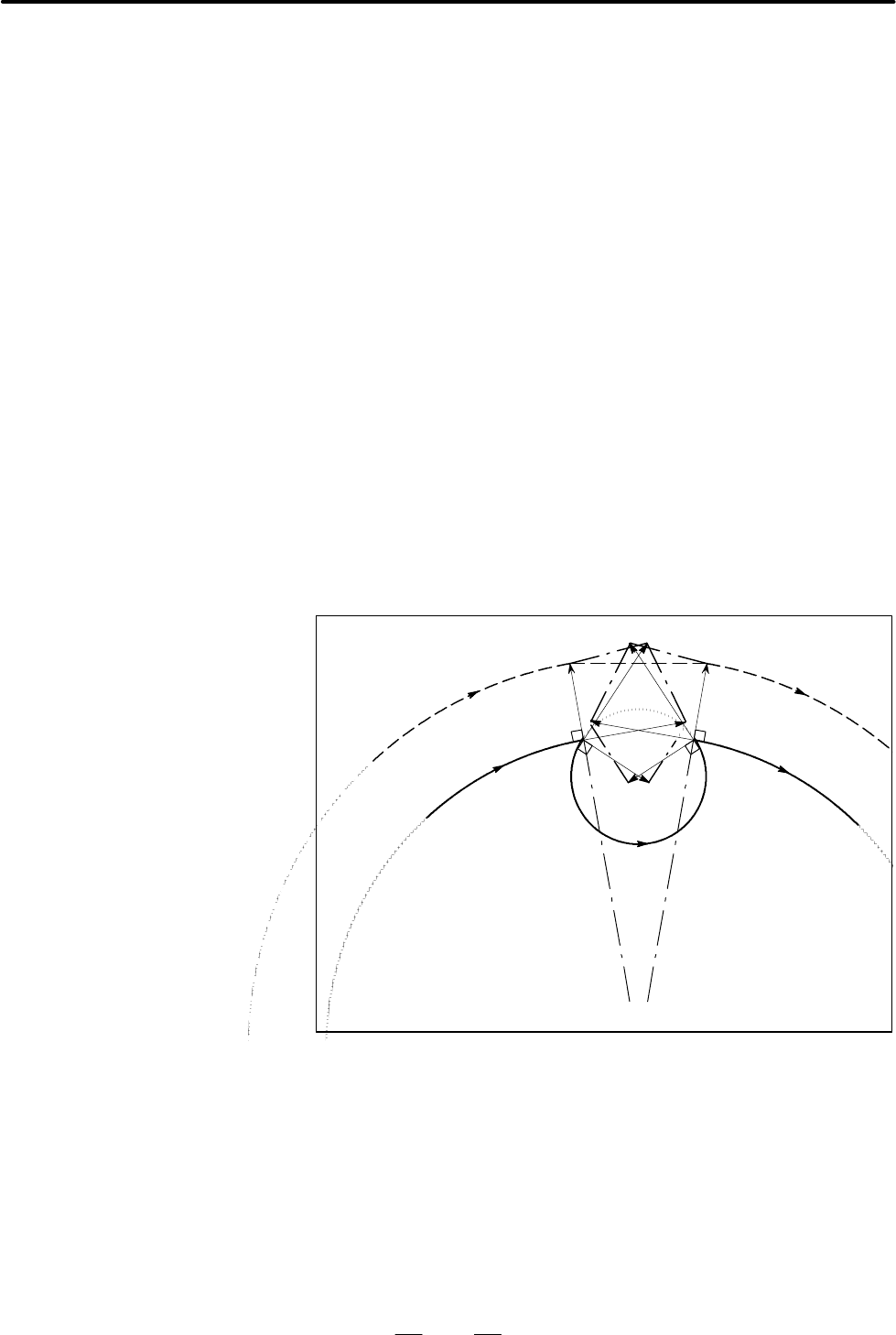
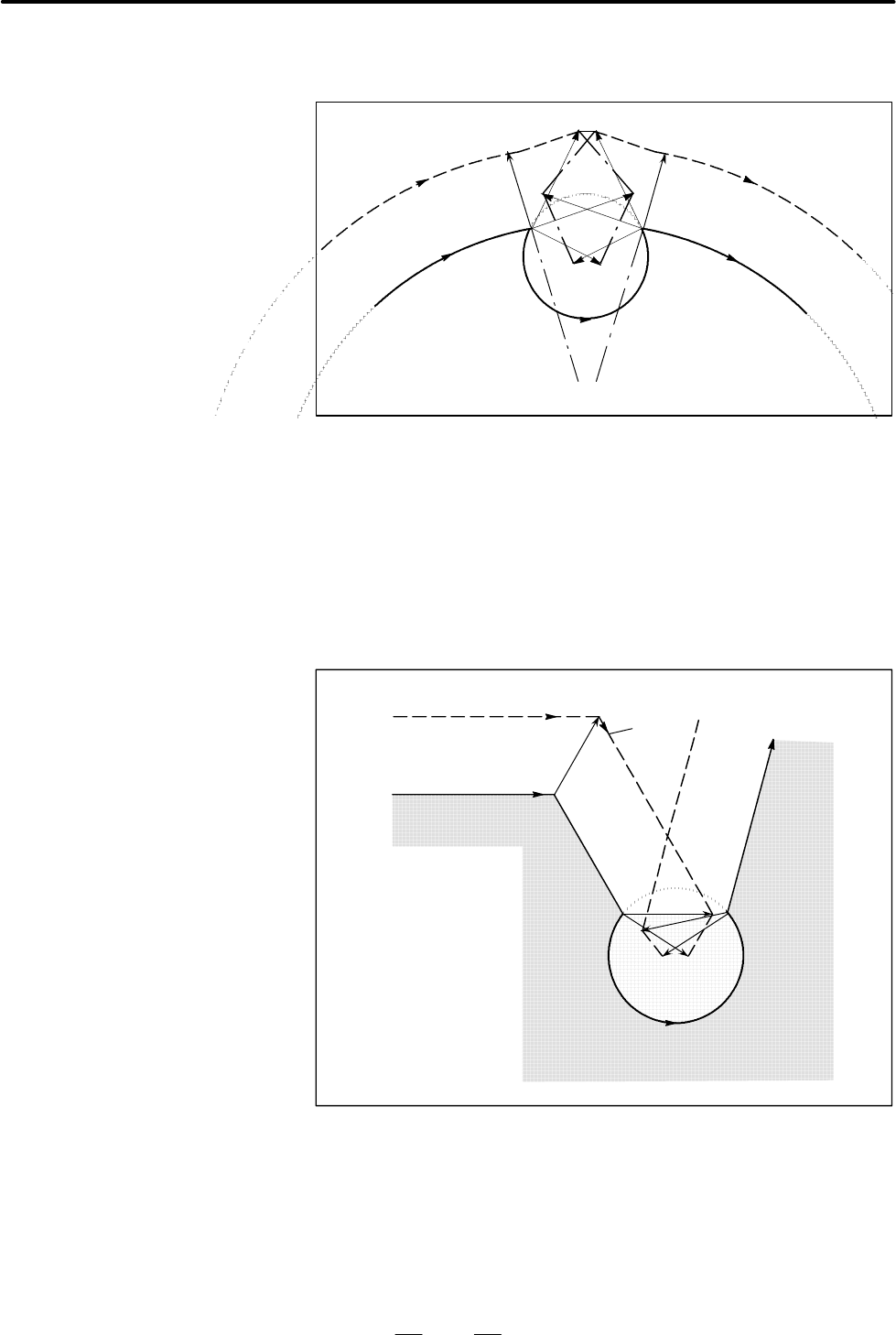
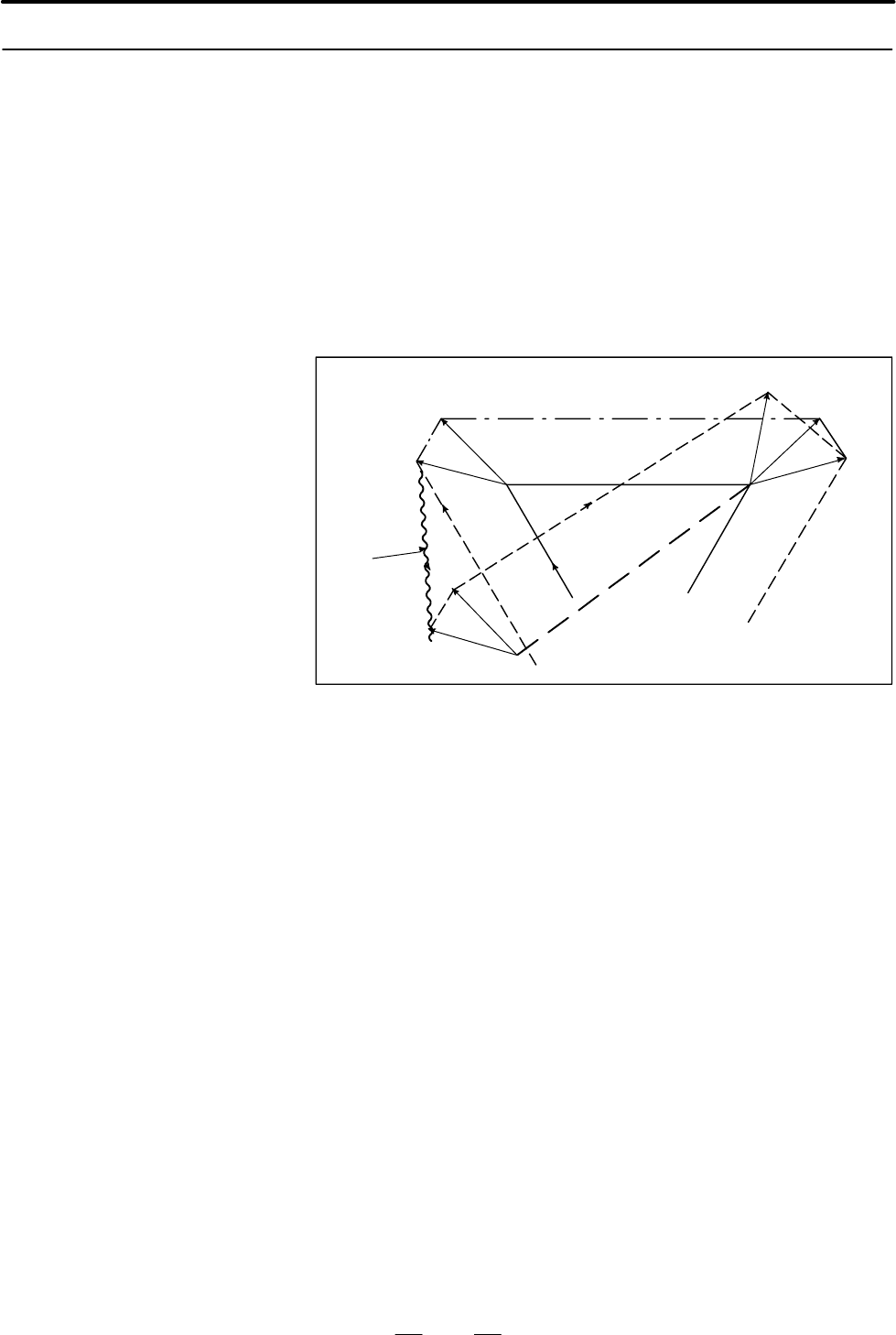
(1) Удаление вектора, приводящего к столкновению
Когда компенсация на режущий инструмент выполняется
для блоков A, B и C ивектораV
1
,V
2
,V
3
и V
4
между блоками
A и BV
5
,V
6
,V
7
и V
8
обрабатываются между B и C, ближайшие
вектора проверяются в первую очередь. Если возникает
столкновение, то они пропускаются. Вместе с тем если
векторы, которые должны игнорироваться во избежание
столкновения, являются последними векторами в углу, то
эти векторы не могут быть проигнорированы.
Проверка между векторами V
4
и V
5
Столкновение -V
4
и V
5
игнорируются.
Проверка между V
3
и V
6
Столкновение -V
3
и V
6
игнорируется
Проверка между V
2
и V
7
Столкновение -V
2
и V
7
игнорируется
Проверка между V
1
и V
8
Столкновение -V
1
и V
8
не могут быть проигнорированы
Если во время проверки обнаружен вектор без обнаружения
столкновения, то последующие векторы не проверяются.
Если блок В- этокруговоедвижение, то выполняется прямо-
линейное движение, если вектора создают столкновения.
(Пример 1) Инструмент перемещается прямолинейно от V
1
до V
8
Траектория
центра
инструмента
C
C
C
r
r
V1
V
2
V
3
V
4
V
5
V
6
V
7
V
8
А
O
1
O
2
В
Запрограммир.
траектория
V
4
,V
5
: Столкновение
V
3
,V
6
: Столкновение
V
2
,V
7
: Столкновение
V
1
,V
8
: Нет столкновения
D Заблаговременное
устранение
столкновения
ПРОГРАММИРОВАНИЕ
B--63844RU/02
14. ФУНКЦИЯ КОРРЕКЦИИ
251
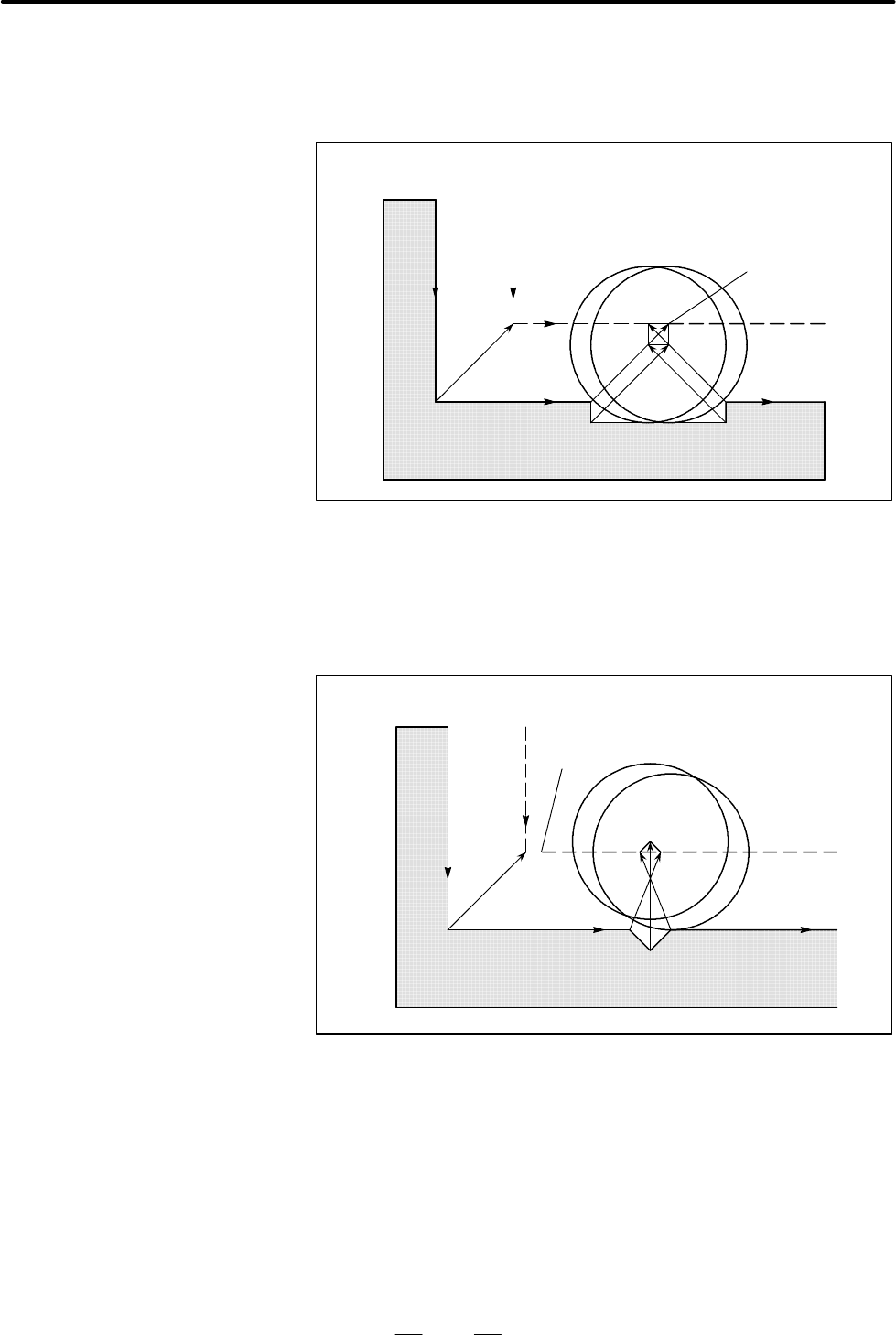
(Пример 2) Инструмент перемещается прямолинейно от
V
1
,V
2
,V
7
до V
8
V
6
V
3
V
5
C
C
C
r
r
V1
V
2
V
4
V
7
V
8
А
O
1
O
2
В
V
4
,V
5
: Столкновение
V
3
,V
6
: Столкновение
V
2
,V
7
: Нет столкновения
Запрограммированная
траектория
Траектория
центра
инструмента
(2) Если после коррекции (1) возникает столкновение, то инст-
рументостанавливается, при этом возникает сигнал тревоги.
Если после коррекции (1) возникает столкновение или если
имеется только одна пара векторов от начала проверки и эти
вектора создают столкновения, то подается сигнал тревоги
P/S (ном.41),инструмент останавливается сразу после
выполнения предыдущего блока. Если блок выполняется
операцией одиночного блока, инструментостанавливается в
конце блока.
C
V
6
А
В
V
5
V
2
V
1
Остановлен
Траектория центра
инструмента
Запрограммированная
траектория
После пропуска векторов V
2
и V
5
по причине столкновения,
столкновение возникает также между векторами V
1
и V
6.
Высвечивается сигнал тревоги, и инструмент останав-
ливается.
ПРОГРАММИРОВАНИЕ14. ФУНКЦИЯ КОРРЕКЦИИ
B--63844RU/02
252
(1) Понижение, меньшее значение компенсации на режущий
инструмент
Траектория центра
инструмента
А
В
C
Остановлен
Запрограммир.
траектория
Нет действительного столкновения, но так как направление,
запрограммированное в блоке B, противоположно направле-
нию траектории после компенсации на режущий инструмент,
инструмент останавливается и подается сигнал тревоги.
(2) Вырез, меньшийзначения компенсациина режущийинструмент
А
В C
Запрограммир.
траектория
Траектория центра
инструмента
Остановлен
Аналогично (1) подается сигнал тревоги P/S из-застолкновения
вследствие реверса направления в блоке B.
D Если предполагается
наличие столкнове-
ния, но в действитель-
ности столкновение не
возникает
ПРОГРАММИРОВАНИЕ
B--63844RU/02
14. ФУНКЦИЯ КОРРЕКЦИИ
253
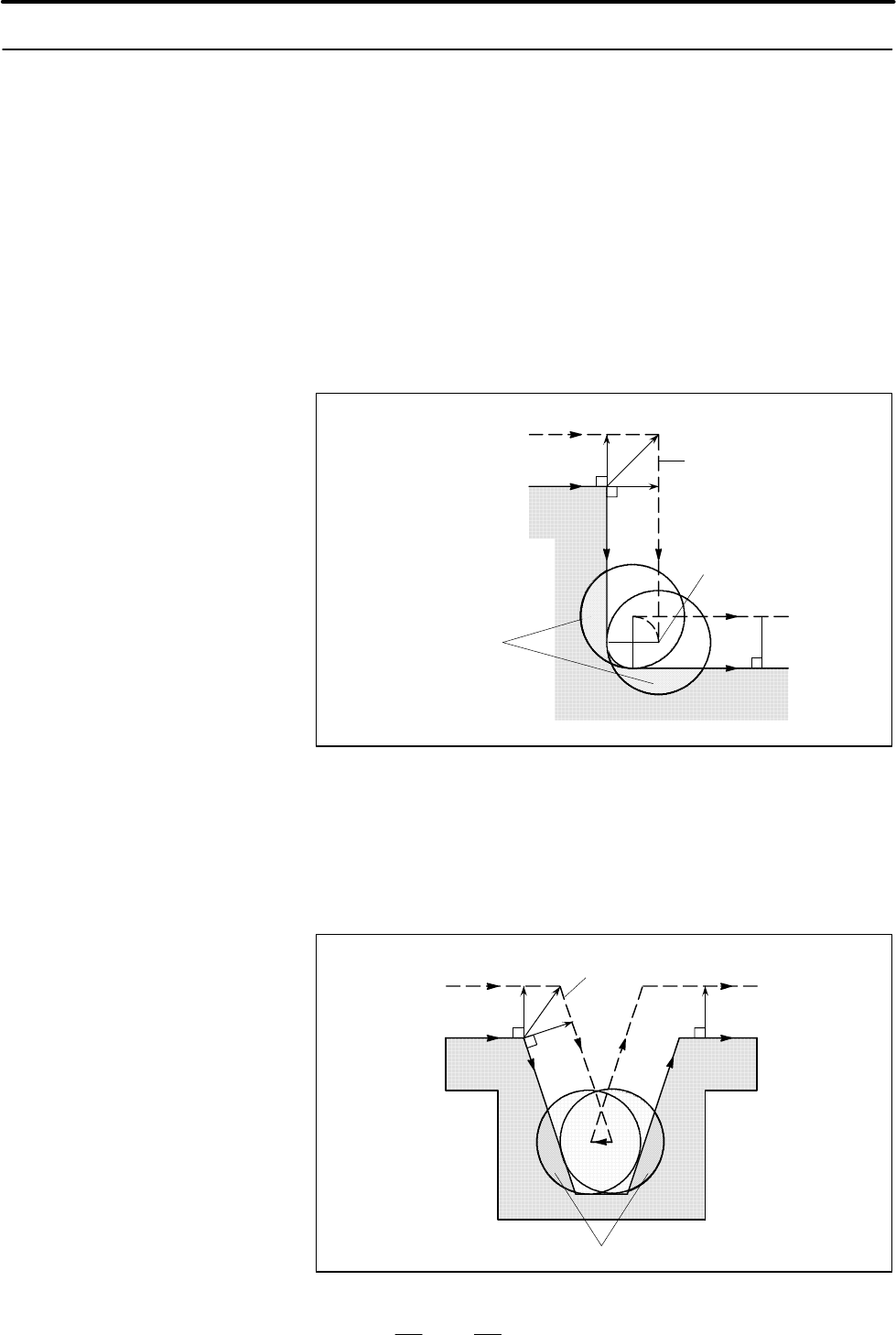
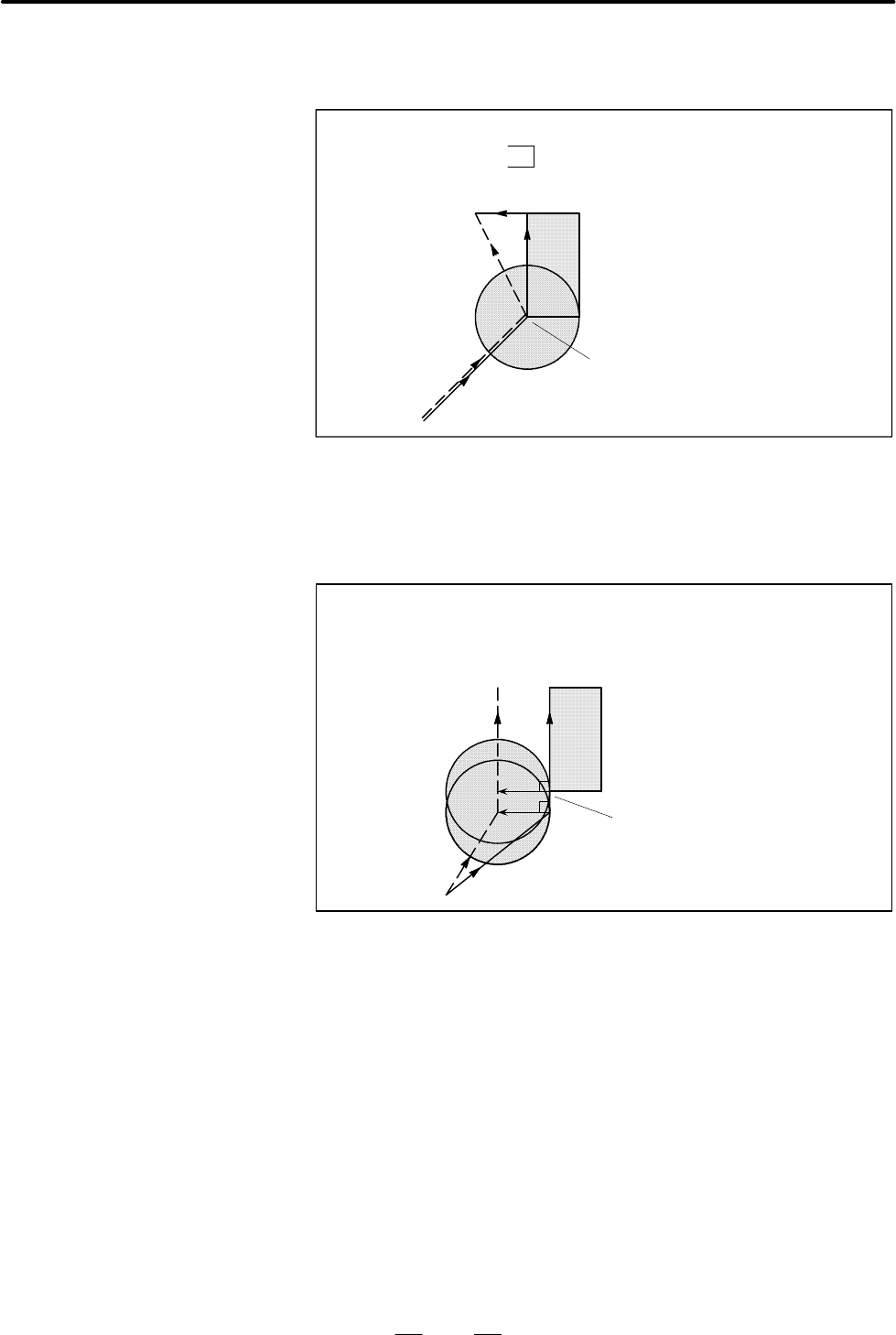
Если радиус угла меньше радиуса резца, то высвечивается
сигнал тревоги, и ЧПУ выполняет остановку в начале блока по
причине того, что внутреннее смещение резца приводит к
перерезу. При работе с одиночными блоками перерез возникает
вследствие остановки инструмента после выполнения блока.
Траектория центра
инструмента
Запрограммированная
траектория
Заготов--
ка
Возникает сигнал
тревоги, иработа
приостанавливается
Возникает сигнал тревоги,
и в этом месте работа
приостанавливается во
время операции с
единичными блоками
Если ЧПУ не
выполняет остановку,
возникает перерез
Так как компенсация на режущий инструмент приводит к
перемещению траектории центра инструмента в направлении,
обратном запрограммированному, возникнет перерез. Вэтом
случае подается сигнал тревоги, иЧПУвыполняетостановкув
начале блока.
Траектория центра
инструмента
Запрограммированная
траектория
Заготовка
Высвечивается сигнал тревоги, иработа
приостанавливается
Если работа не будет приостановлена, возникнет перерез
14.5.6
Перерез компен-
сацией на режущий
инструмент
Пояснения
D Обработка
внутреннего угла при
радиусе, меньшем
радиуса режущего
инструмента
D Обработка выреза,
меньшего радиуса
инструмента
ПРОГРАММИРОВАНИЕ14. ФУНКЦИЯ КОРРЕКЦИИ
B--63844RU/02
254
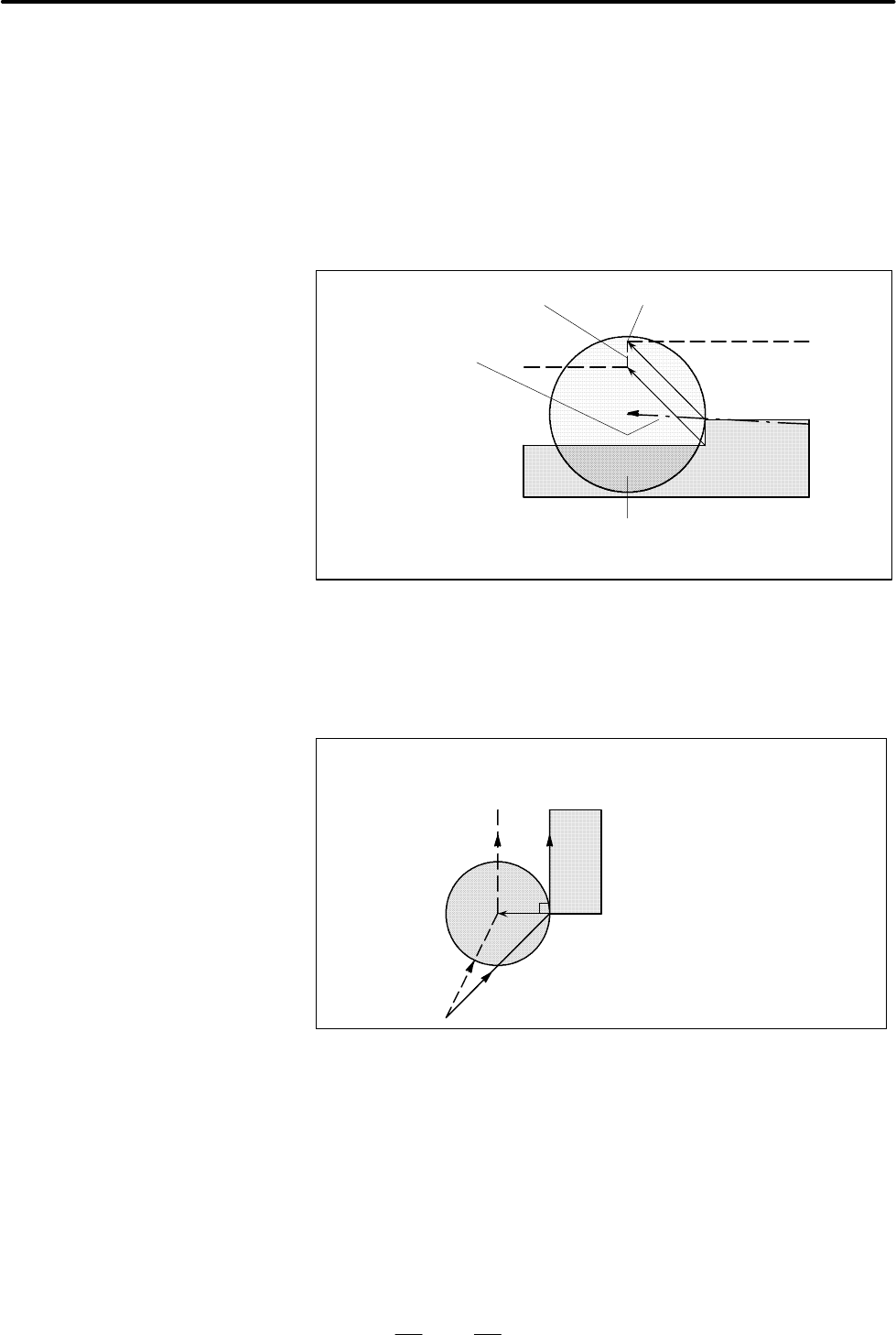
Когда в программе с шагом, меньшем радиуса инструмента, за-
дается обработка шага, траектория центра инструмента с обыч-
ной коррекцией становится обратной по отношению к запро-
граммированомунаправлению. В этом случае пропускается пер-
вый вектор, и инструмент перемещается линейно в положение
2-го вектора. Операция с единич. блоками прерывается в этой
точке. Если обработкавыполняется не в режиме ед. блока, то ци-
клическая операция продолжается. Если движение по ступени
линейное, то сигнал тревоги не возникает, и резание выпол-
няется верно. Вместе с тем останется ненарезанный участок.
S
Первый вектор пропускается
Траектория центра
инструмента
Запрограммир.
траектория
Заготовка
Центр круговой
обработки
Если первый вектор не пропущен, возникнет перерез.
Тем не менее, инструмент перемещается линейно.
Линейное
перемещение
Положение остановки после выполнения
единичного блока
Обычно используется метод, при котором инструмент переме-
щается вдоль оси Z после выполнения компенсации на режу-
щий инструмент на определенном интервале от заготовки в на-
чале обработки. В описанном выше случае, если необходимо
разделить движение вдоль оси Z на ускоренныйходи подачупри
нарезание, следуйте указанной ниже процедуре.
Заго--
товка
N1
N1 G91 G00 G41 X500.0 Y500.0 D1 ;
N3 G01 Z--300.0 F100 ;
N6 Y1000.0 F200 ;
N6
(500, 500)
N3:Команда перемещения по оси Z
После компенсации
В указанном выше примере программы при выполнении блока
N1 блоки N3 и N6 также вводятся в буфер для сохранения, и
зависимостью между ними выполняется корректная компен-
сация, как на рисунке выше. Затем, если блок N3 (команда
перемещения по оси Z) делится следующим образом: Как два
командных блокане включаются в выбранную плоскость и блок
N6 не может быть введен в буфер на сохранение, так и траек-
тория центра инструмента рассчитывается на основе информа-
ции блока N1 на рисунке выше. Таким образом, вектор коррек-
ции не рассчитывается при запуске и может возникнуть перерез.
D Обработка шага,
меньшего радиуса
инструмента
D Начало компенсации и
нарезание вдоль оси Z
ПРОГРАММИРОВАНИЕ
B--63844RU/02
14. ФУНКЦИЯ КОРРЕКЦИИ
255
Приведенный выше пример должен быть модифицирован
следующим образом:
N1
N1 G91 G00 G41 X500.0 Y500.0 D1 ;
N3 G01 Z--250.0 ;
N5 G01 Z--50.0 F100 ;
N6 Y1000.0 F200 ;
N6
(500, 500)
N3, N5:Команда перемещения по
оси Z
После компенсации
Заготовка
Команда перемещения в том же направлении, что и должна быть
запрограммирована команда перемещения после движения по
оси Z.
N1
N1 G91 G00 G41 X500.0 Y400.0 D1 ;
N2 Y100.0 ;
N3 Z--250.0 ;
N5 G01 Z--50.0 F100 ;
N6 Y1000.0 F200 ;
N6
N2
Заготовка
После компенсации
N3, N5 : Команда перемещения
для оси Z(2блока)
(500, 500)
Если блок с последовательностью ном.N2имеет команду пере-
мещения в том же самом направлении, что и блок с последо-
вательностью ном.N6,выполняется надлежащая компенсация.
ПРОГРАММИРОВАНИЕ14. ФУНКЦИЯ КОРРЕКЦИИ
B--63844RU/02
256
Компенсация на режущий инструмент C не выполняется для
команд, вводимых с панели ввода данных вручную.
Вместе с тем при временном останове функцией одиночного
блока автоматической работы с использованием абсолютных
команд выполняется работа в режиме ввода данных вручную,
после чего автоматическая работа запускается снова;траектория
инструмента такова:
В данном случаев начальном положенииследующего блокавек-
торы переносятся, ивследующихдвухблокахсоздаютсядругие
векторы. Следовательно, с помощью следующего одного блока
выполняется точная компенсация на режущий инструмент C.
V
B2
V
B1
V
C1
’
V
C1
V
C2
V
B1
’
V
B2
’
P
B
P
A
P
B
’
P
C
P
D
Команда
для
ручного
ввода
данных
Если в абсолютной командезапрограммированыположениеР
A
,
P
B
и P
C
, то инструмент останавливается функцией выполнения
единичного блока после выполнения блока от P
A
до P
B
, после
чего инструмент перемещается с помощью операции ручного
ввода. Векторы V
B1
и V
B2
переносятсяв V
B1
’ и V
B2
’, авекторы
смещения снова рассчитываются для V
C1
и V
C2
между блоками
P
B
-P
C
и P
C
-P
D
.
Тем не менее, так как вектор V
B2
не вычисляется снова,
коррекция выполняется точно от положения P
C
.
14.5.7
Ввод команды с
устройства ручного
ввода данных MDI