Руководство по техобслуживанию УЧПУ FANUC
Подождите немного. Документ загружается.

ПРОГРАММИРОВАНИЕ
B--63844RU/02
14. ФУНКЦИЯ КОРРЕКЦИИ
237
Если в режиме коррекции задана следующая команда, то режим
коррекции временно отменяется, затем автоматически
восстанавливается. Режим коррекции может быть отменен и
запущен, как описано в II-14.5.2 и 14.5.4.
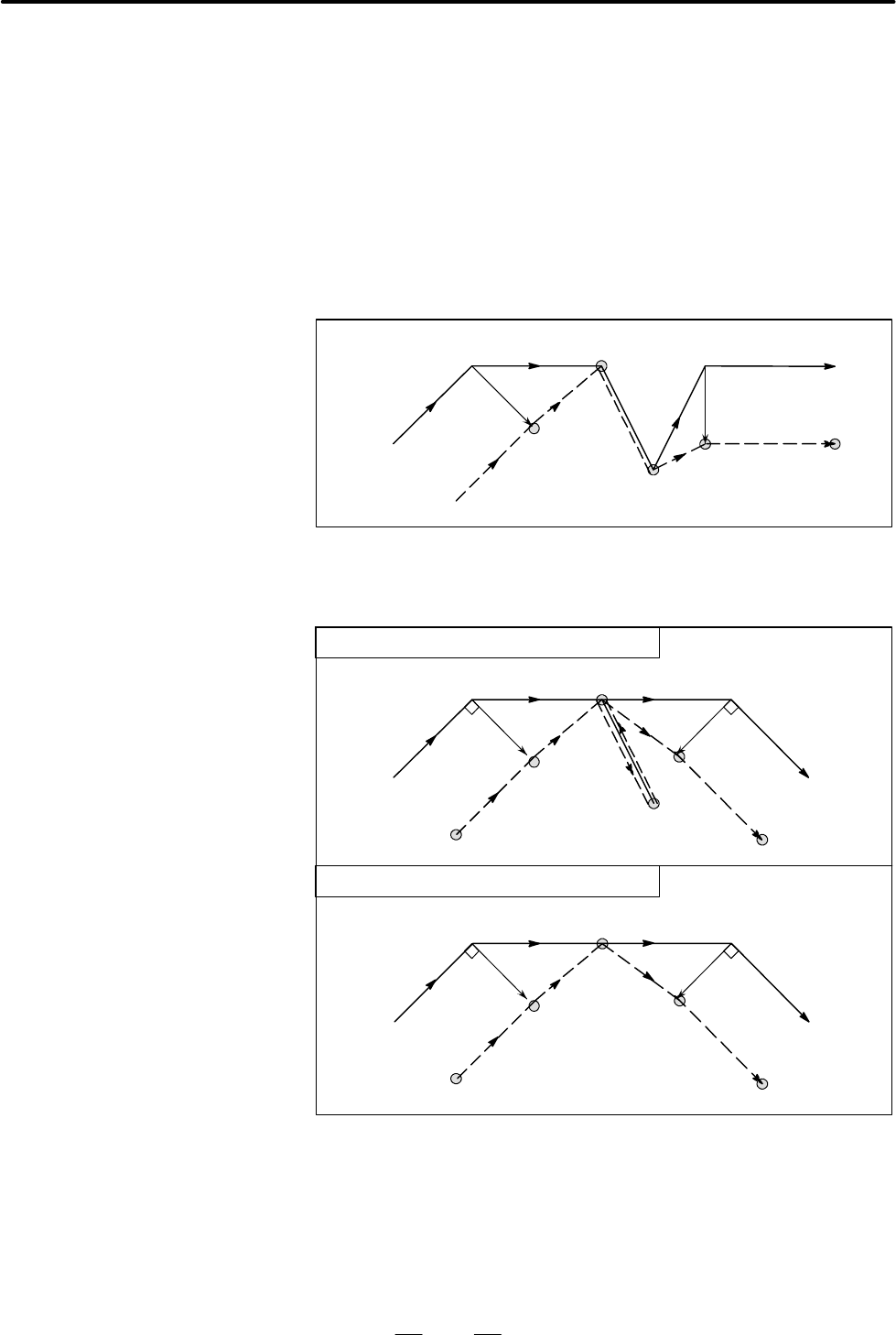
Если в режиме коррекции задан G28, то режим коррекции
отменяется в промежуточном положении. Если после возврата
инструмента в референтное положение вектор все еще
сохраняется, то составляющие вектора устанавливаются в
состояние нуля относительно каждой оси, вдоль которой
выполнен возврат в референтное положение.
(G42 G00)
S
S
S
S
G28
G00
r
r
Промежуточное положение
Референтное положение
Если G29 задается в режиме коррекции, коррекция будет в
промежуточной точке отменена, и режим коррекции
автоматически восстановится в следующем блоке.
G29, заданный сразу за G28
(G42 G00)
S
S
S
G28
G00
r
r
(G42 G00)
S
S
G00
r
r
S
S
G29
G29
Траектория центра инструмента
Запрограммированная
траектория
Референтное положение
Промежуточное положение
Промежуточное положение
Траектория центра инструмента
Запрограммированная
траектория
G29, заданный не сразу после G28
G29
D Временная отмена
компенсации на
режущий инструмент
Ввод G28 (автоматический
возврат в референтное
положение) врежиме
коррекции
Задание G29
(автоматический возврат с
исходной позиции) в
режиме коррекции
ПРОГРАММИРОВАНИЕ14. ФУНКЦИЯ КОРРЕКЦИИ
B--63844RU/02
238
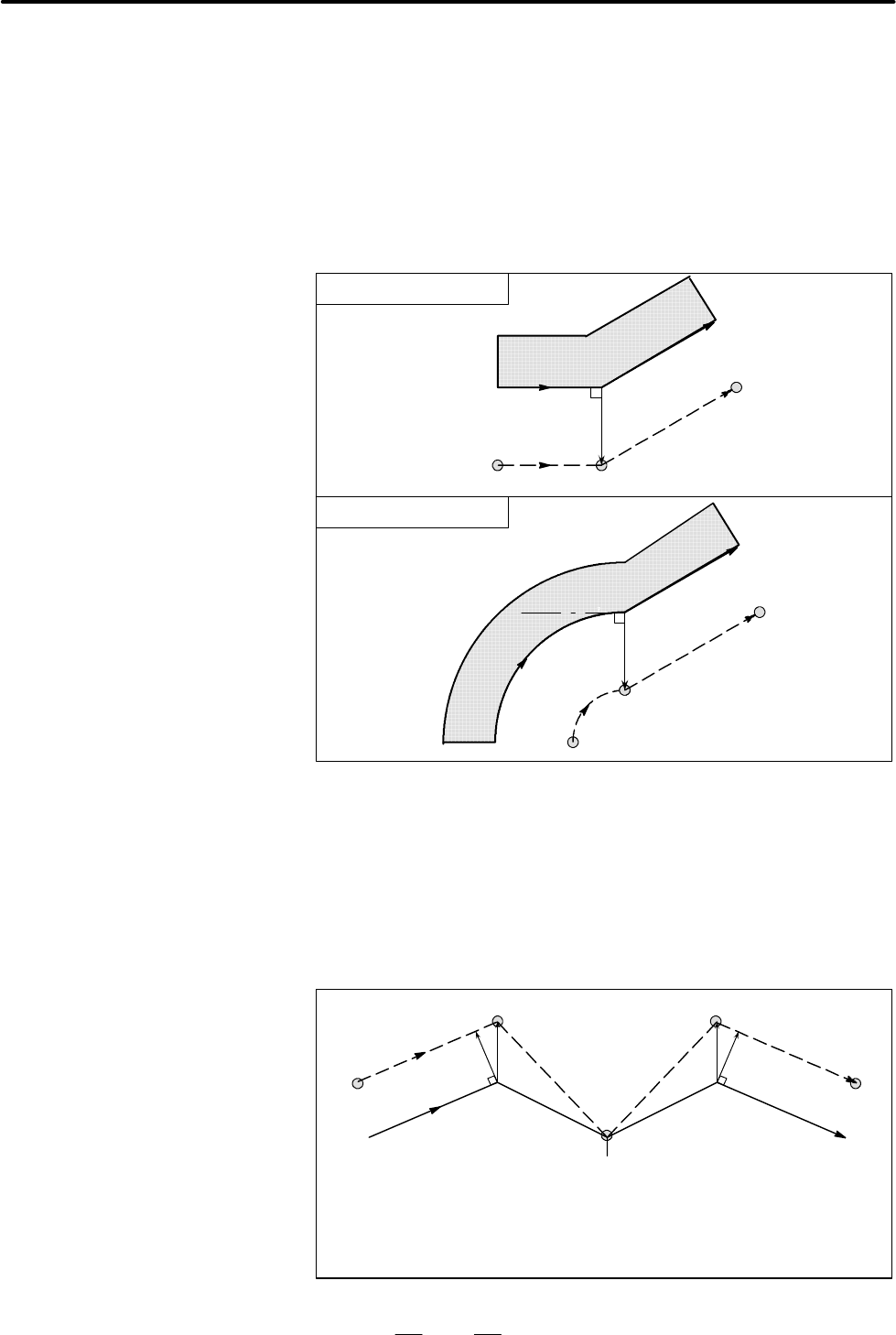
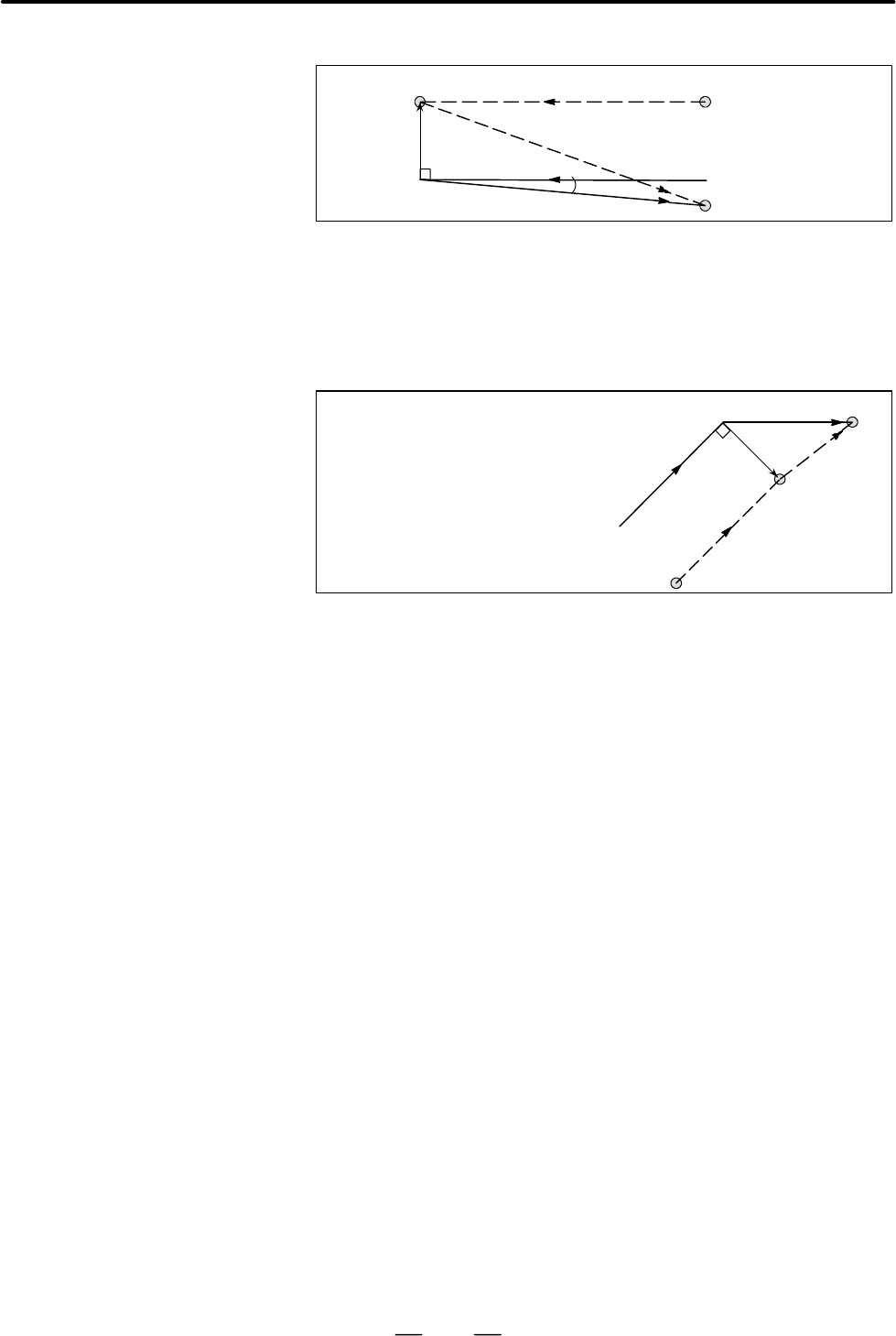
Вектор коррекции может быть сформирован под прямым углом
к направлению движения в предыдущем блоке, независимом от
обработки внутренней или внешней стороны, заданием
G-кодом (G41, G42) компенсации на режущий инструмент в
режиме коррекции. Если этот код задан при наличии команды
кругового движения, невозможно достигнуть точного круго-
вого движения. Когда предполагается изменение направления
смещения с помощью G-кода (G41, G42), задающего коррек-
цию на режущий инструмент, смотрите ”Изменение направ-
ления смещения в режиме коррекции” вподразделе.14.5.3.
Линейное→Линейное
r
Блок, заданный G42
Режим G42
r
C
Точка пересечения
S
L
L
S
L
Круговое→Линейное
Блок, заданный G42
Точка пересечения
Запрограммированная траектория
Режим G42
Траектория центра инструмента
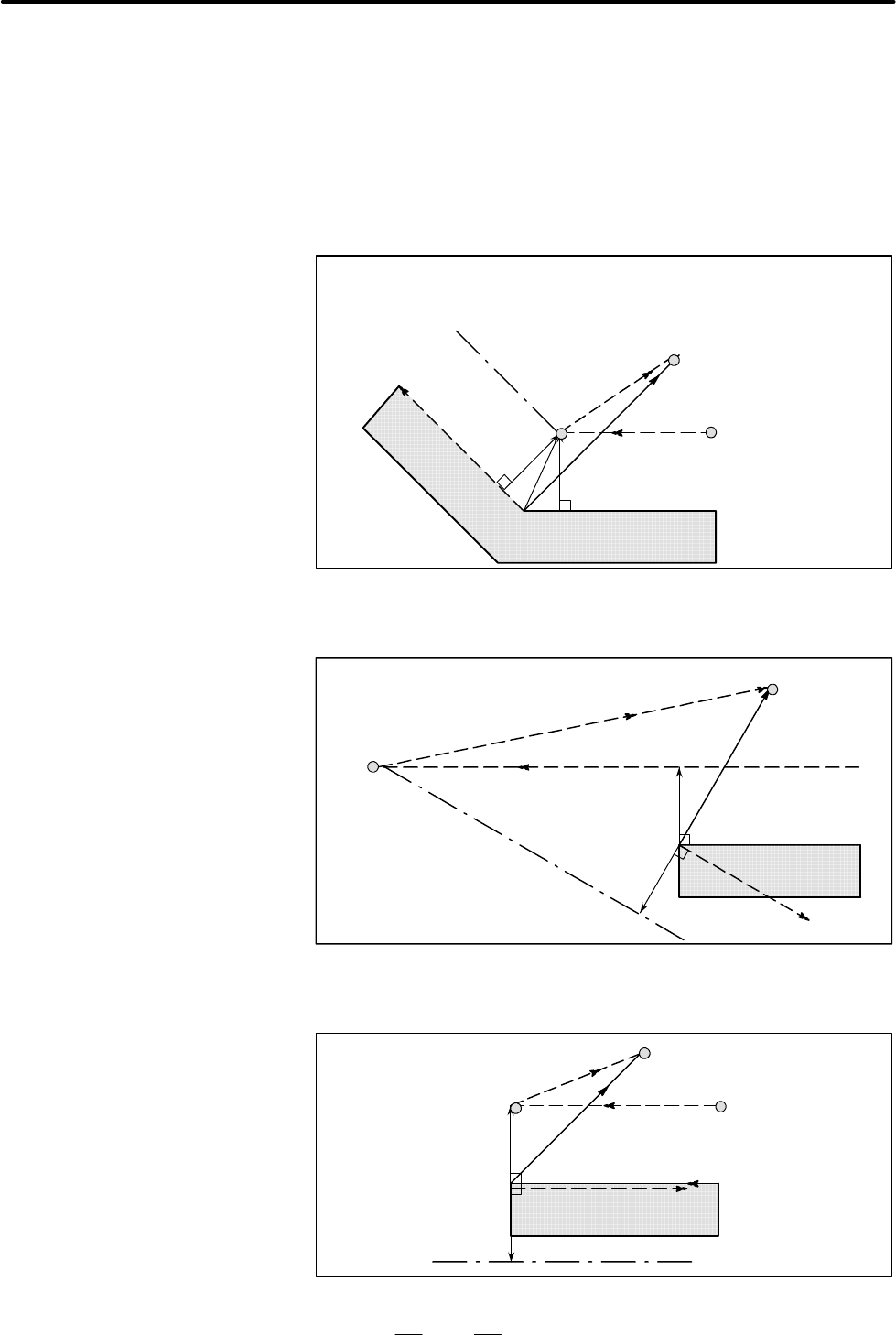
В режиме коррекции при задании G92 (программирование
точки абсолютного нуля) вектор коррекции временно отменя-
ется; в дальнейшем режим коррекции автоматически восстанав-
ливается. В данном случае при отсутствии движения вследствие
отмены коррекции инструмент перемещается непосредственно
от точки пересечения до запрограммированной точки, вкото-
рой отменен вектор смещения. Инструмент перемещается
непосредственно в точку пересечения также после восстанов-
ления режима коррекции.
S
L
LL
L
S
S
N5
N6
N7
N8
Блок G92
(G41)
N5 G91 G01 X300.0 Y700.0 ;
N6 X--300.0 Y600.0 ;
N7 G92 X100.0 Y200.0 ;
N8 G90 G01 X400.0 Y800.0 ;
Траект. центра
инстр--та
Запрограммированная
траектория
D G-код компенсации на
режущий инструмент в
режиме коррекции
D Командная временная
отмена вектора
коррекции
ПРОГРАММИРОВАНИЕ
B--63844RU/02
14. ФУНКЦИЯ КОРРЕКЦИИ
239
В следующих блоках не происходит перемещения инструмента.
В этих блоках инструмент не двигается даже при выполнении
компенсации на режущий инструмент.
M05 ; Вывод M--кода.
S21 ; Вывод S--кода.
G04X10.0; Задержка
G10L11P01R10.0;Установка значения
компенсации на режущий инструмент
(G17) Z200.0 ;Команда перемещения, не
включенная в плоскость коррекции.
G90; только G--код..
G91X0;Расстояние перемещения равно нулю.
Команды (1)--( 6)
не задают
перемещения.
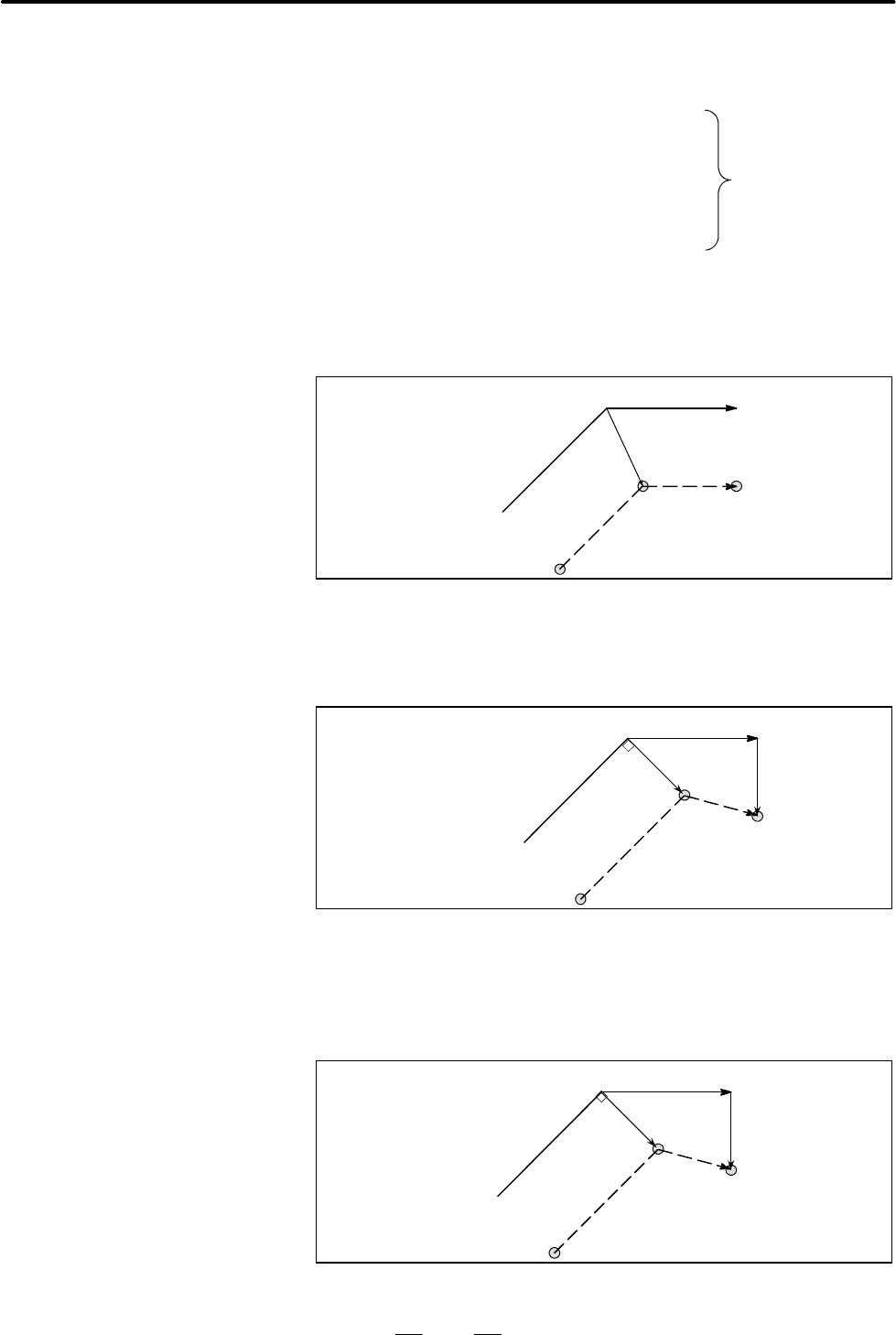
Когда в режиме коррекции задается одиночный блок, не
задающий перемещение инструмента, вектор и траектория
центра инструмента остаются такими же, как и без заданного
блока. Этот блок выполняется в точке остановки единич. блока.
L
N6
N7 N8
L
SS
N6 G91 X100.0 Y100.0 ;
N7 G04 X100.0 ;
N8 X100.0 ;
Траектория центра
инструмента
Запрограммированная
траектория
Здесь выполняется блок N7.
Тем не менее, если расстояние перемещения равно нулю, даже
если блок запрограммирован как единичный, то перемещение
инструмента будет такое же, как и в случае программирования
более одного блока, не содержащего перемещений, что будет
описано далее.
L
N6
N7 N8
L
SS
N6 G91 X100.0 Y100.0 ;
N7 X0 ;
N8 X100.0 ;
Запрограмми--
рованная
траектория
Траектория
центра
инструмента
Два блока, не задающие перемещение, не должны задаваться
последовательно. При задании вектор, длина которого равна
значению коррекции, создается в нормальном направлении
движения инструмента в прежнем блоке, так что верхнее
нарезание может привести к результату.
L
N6
N7 N8
L
SSS
N6 G91 X100.0 Y100.0 ;
N7 S21 ;
N8 G04 X10.0 ;
N9 X100.0 ;
Блоки N7 и N8 выполняются здесь.
N9
Запрограммированная
траектория
Траектория центра
инструмента
D Блок, не содержащий
перемещение
инструмента
Блок, не содержащий
перемещения инструмента,
заданного в режиме
коррекции
ПРОГРАММИРОВАНИЕ14. ФУНКЦИЯ КОРРЕКЦИИ
B--63844RU/02
240
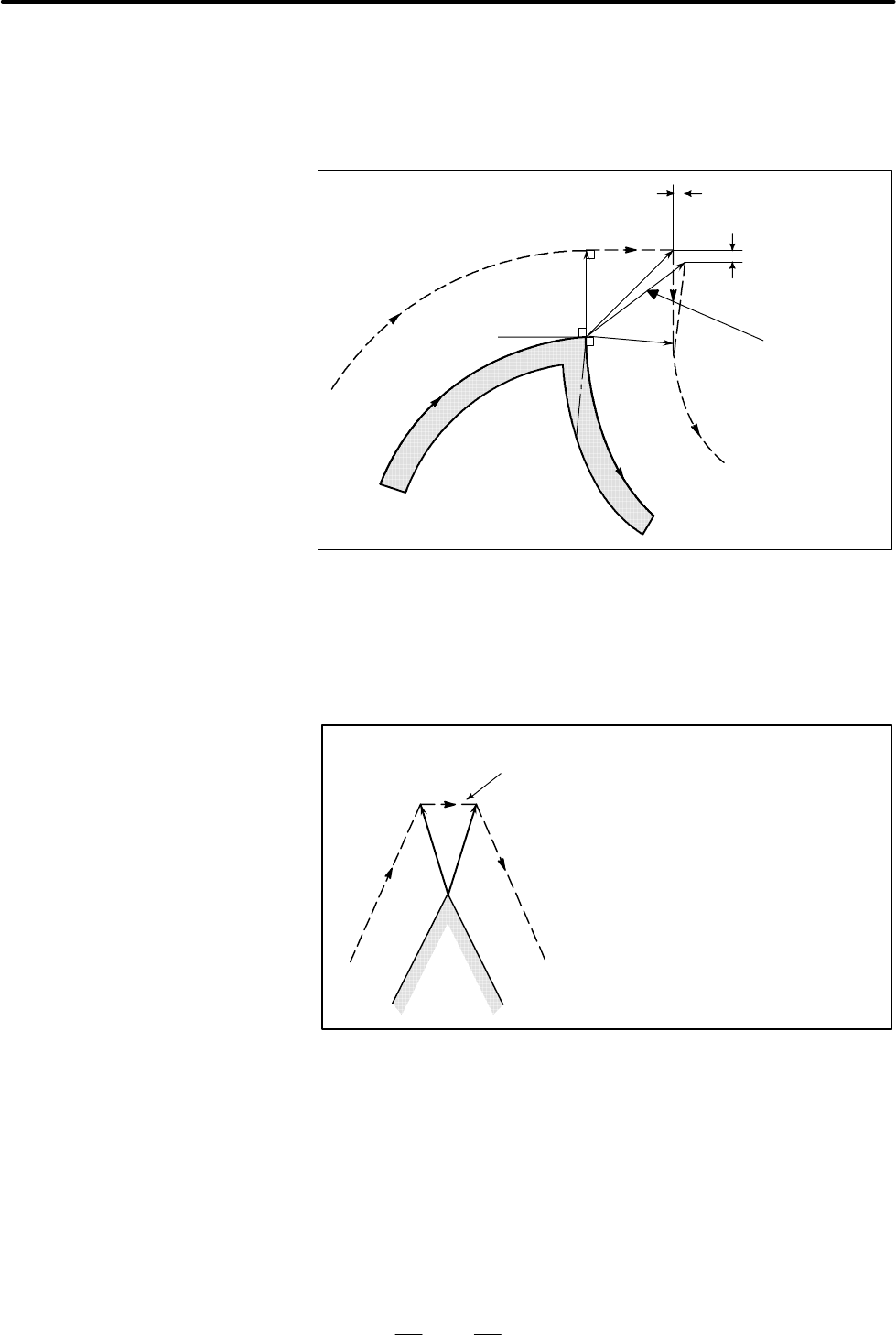
Когда в конце блока создаются два или более вектора, то
инструмент перемещается линейно от одного вектор к другому.
Это перемещение называется угловым перемещением. Если эти
векторы практически полностью совпадают, то угловое переме-
щениеневыполняется, а последний вектор пропускается.
r
nVx
nV
Y
Этот вектор пропускается,
если имеется
ограничение -- ∆Vx≦∆V и
ограничение -- ∆V
Y
≦∆V.
r
Запрограммированная
траектория
Траектория центра инструмента
Если имеется ограничение - ∆Vx≦∆и ограничение - ∆Vy≦∆V, то
последний вектор пропускается. Ограничение ∆V предвари-
тельно устанавливается в параметре ном. 5010.
Если эти векторы не совпадают, то перемещение выполняется с
поворачиванием вокруг угла. Это перемещение принадлежит
последнему блоку.
Это перемещение принадлежит блоку N7,
следовательно, скорость подачи равна
скорости подачи в блоке N7.
Если блок N7 -- это режим G00, то инструмент
перемещается в режиме G00, если это -- G01,
G02, G03, то инструмент перемещается в
режиме G01.
S
N6 N7
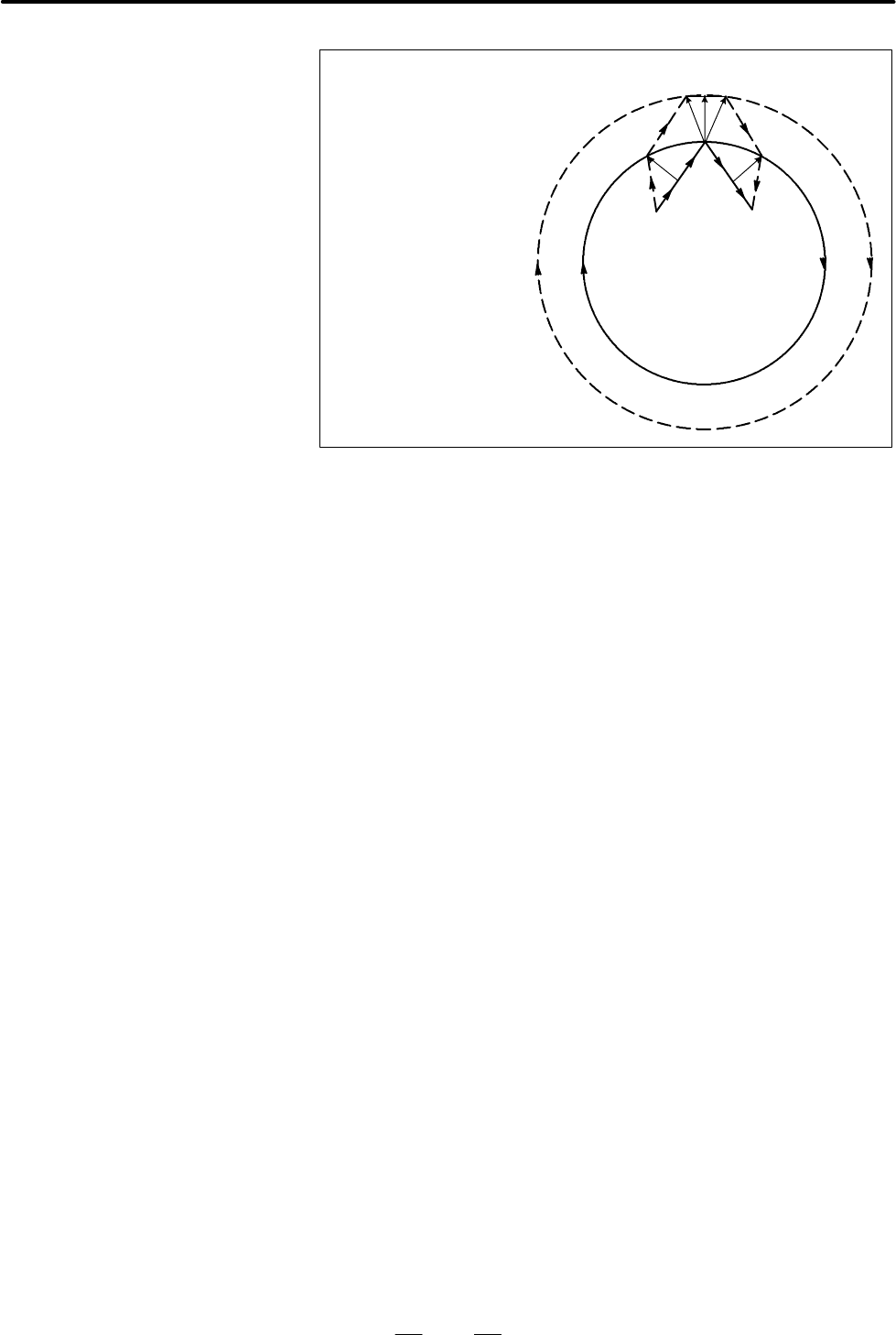
Вместе с тем траектория следующего блока - полукруглая или
больше по длине, указанная выше функция не выполняется.
Причина такого поведения в следующем:
D Угловое перемещение
ПРОГРАММИРОВАНИЕ
B--63844RU/02
14. ФУНКЦИЯ КОРРЕКЦИИ
241
N4 G41 G91 G01 X150.0 Y200.‘0 ;
N5 X150.0 Y200.0 ;
N6 G02 J--600.0 ;
N7 G01 X150.0 Y--200.0 ;
N8 G40 X150.0 Y--200.0 ;
P
1
P2P
3
P
4
P
5
P
6
N5
N6
N4
N7
N8
Запрограммированная
траектория
Траектория центра
инструмента
Если вектор не игнорируется, траектория инструмента такова:
P
1
→ P
2
→ P
3
→ (Окружность) → P
4
→ P
5
→ P
6
Но если расстояние между P2 и P3 пренебрежимо мало, точка P3
игнорируется. Следовательно, траектория инструмента такова:
P
2
→ P
4
Таким образом, нарезание окружности блоком N6
игнорируется.
О ручной работе во время коррекции на режущий инструмент
смотрите раздел III-3.5, “Ручное абсолютное включение и
выключение.”
D Прерывание ручной
работы
ПРОГРАММИРОВАНИЕ14. ФУНКЦИЯ КОРРЕКЦИИ
B--63844RU/02
242
α
S
r
L
C
α
L
S
G40
r
L
Заготовка
G40
L
Запрограммированная
траектория
Запрограммированная
траектория
Траектория центра
инструмента
Траектория центра
инструмента
Заго--
товка
Линейное→Линейное
Круговое→Линейное
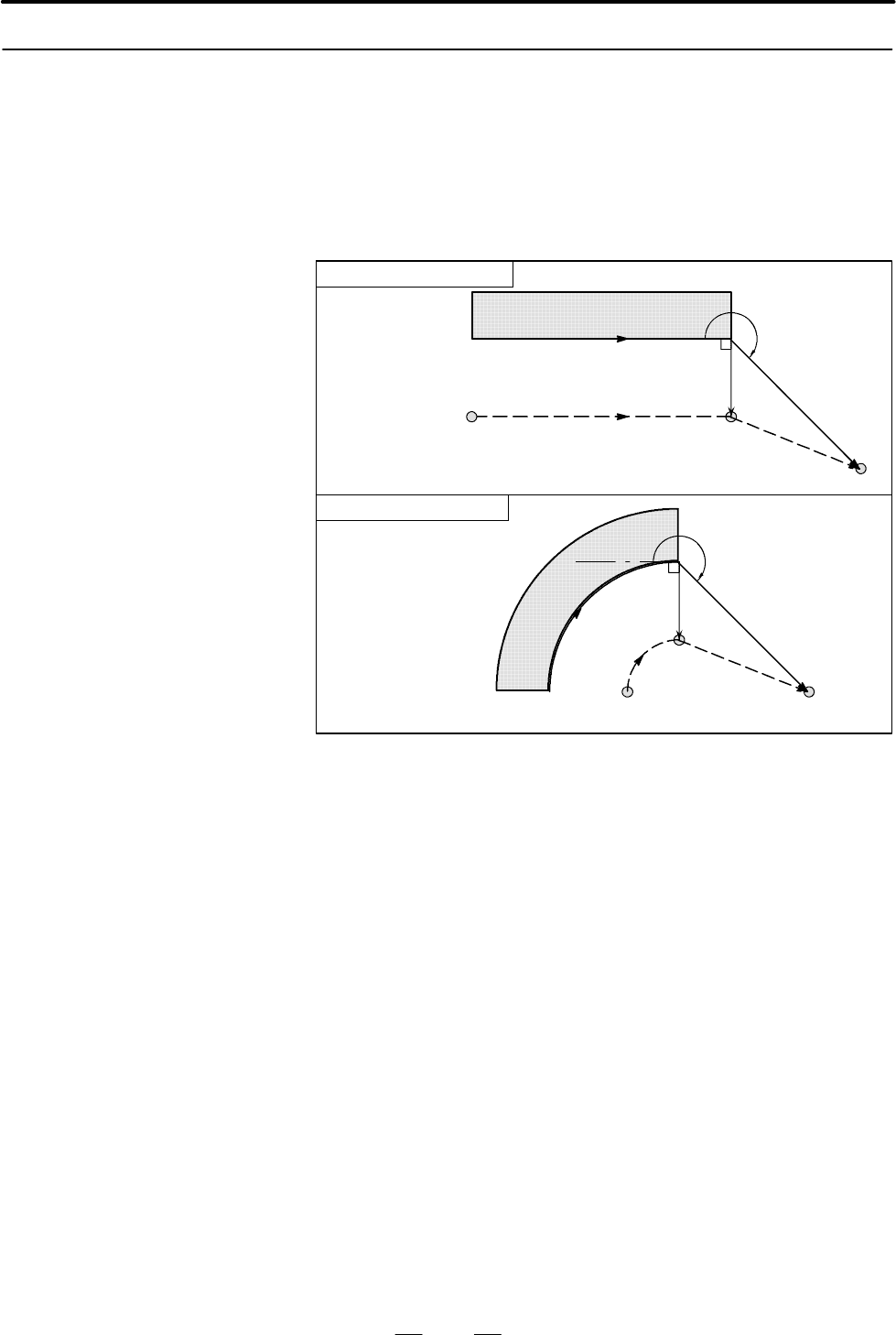
14.5.4
Перемещение инст-
румента при отмене
режима коррекции
Пояснения
D Перемещение
инструмента вдоль
внутренней стороны
угла (180°≦α)
ПРОГРАММИРОВАНИЕ
B--63844RU/02
14. ФУНКЦИЯ КОРРЕКЦИИ
243
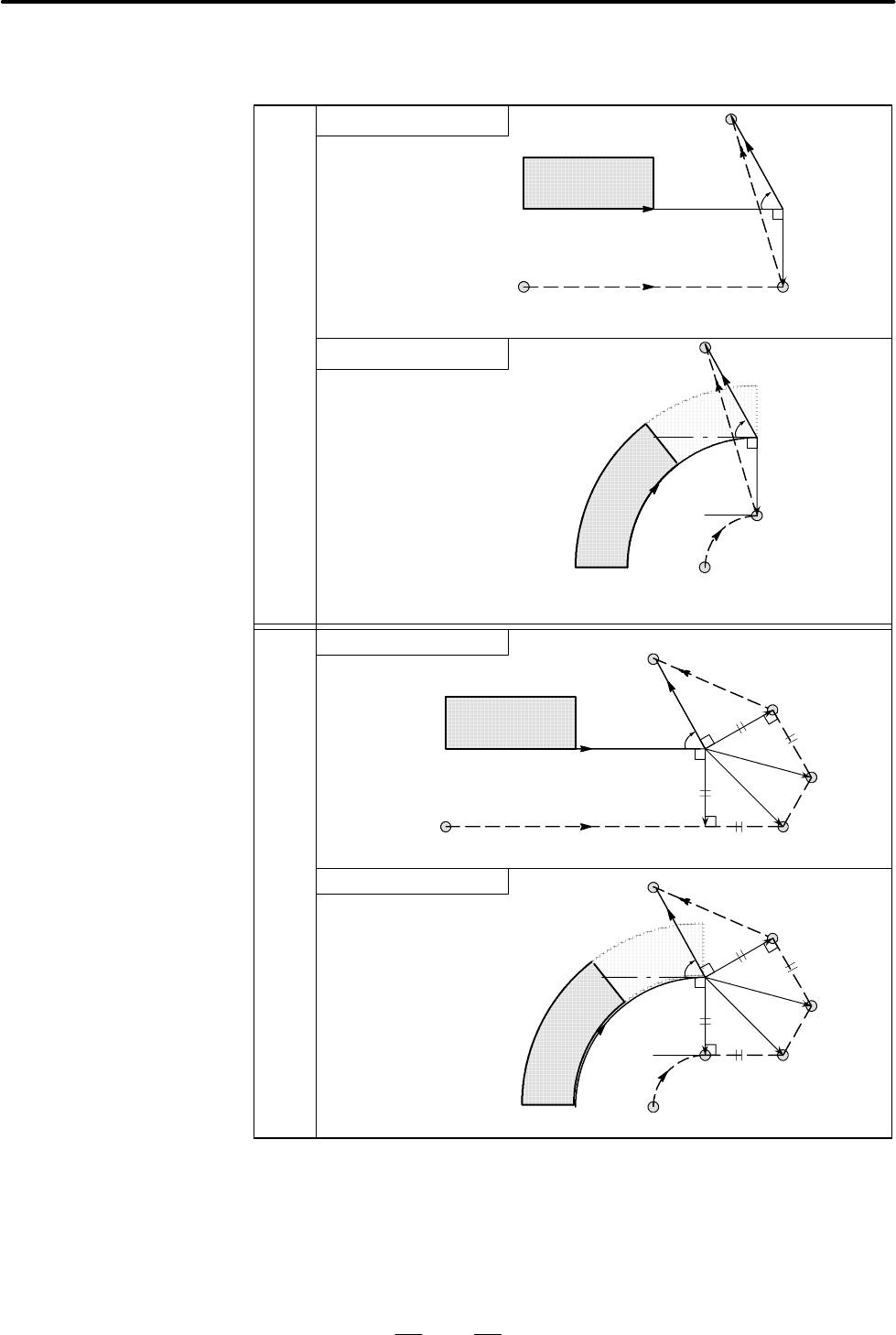
Траектория инструмента при запуске может быть 2-х типов,Aи
B; тип устанавливается параметром SUP (ном. 5003#0).
α
L
S
G40
r
L
α
S
r
C
Тип
A
Тип
B
α
L
S
G40
L
Точка пересечения
r
α
S
C
r
r
L
L
G40
L
G40
L
Запрограммированная
траектория
Заготовка
Траектория центра
инструмента
Линейное→Линейное
Круговое→Линейное
Линейное→Линейное
Заго--
товка
Запрограм.траектория
Траектория центра
инструмента
Заготовка
Запрограммированная
траектория
Траектория центра
инструмента
Круговое→Линейное
Заго--
товка
Запрограм. траектория Траект.центра инстр--та
Точка пересечения
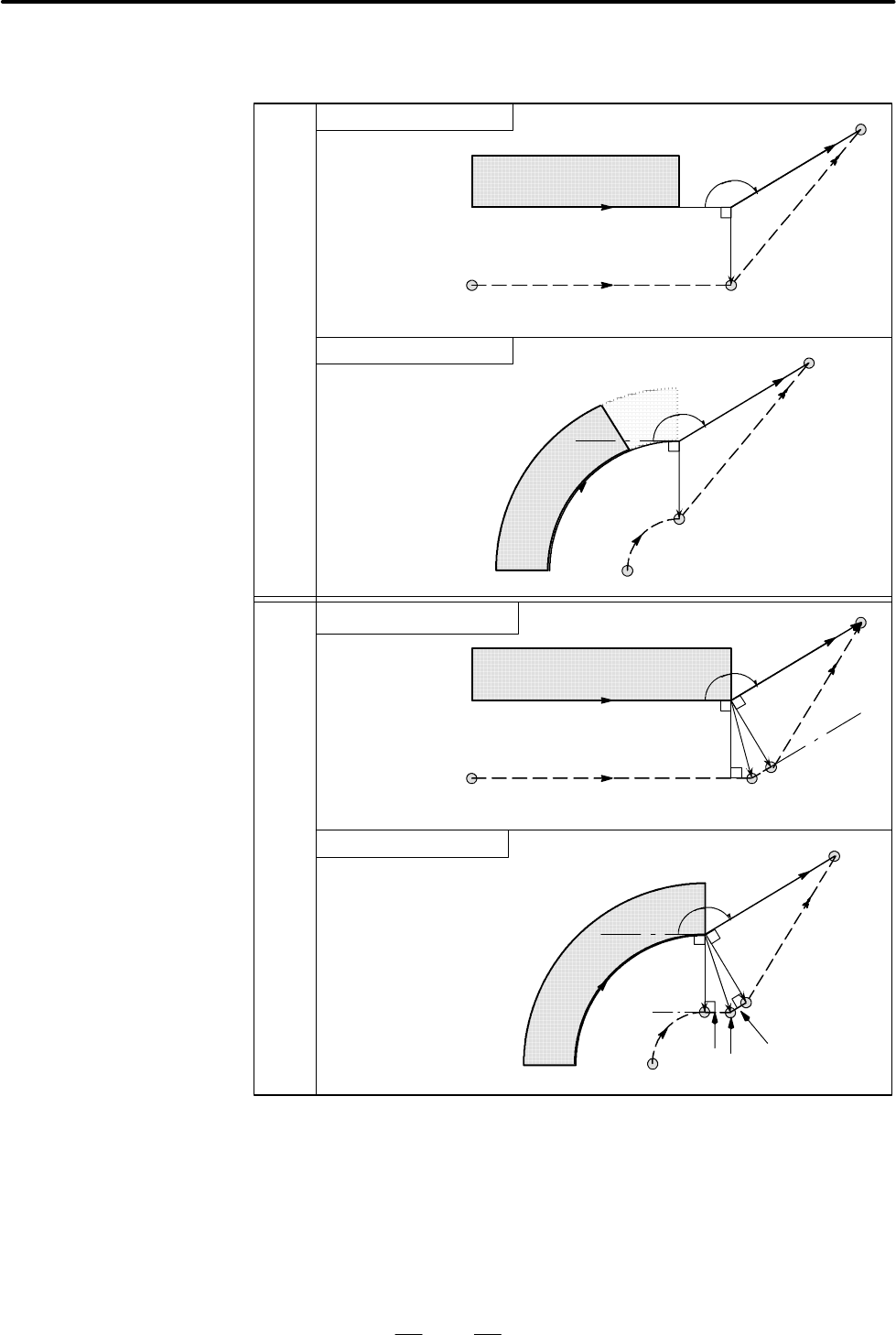
D Перемещение инстру-
мента вдоль внешней
стороны тупого угла
(90°≦α<180°)
ПРОГРАММИРОВАНИЕ14. ФУНКЦИЯ КОРРЕКЦИИ
B--63844RU/02
244
Траектория инструмента при запуске может быть 2-х типов,Aи
B: тип устанавливается параметром SUP (ном. 5003#0)
α
L
S
G40
r
L
S
C
Тип
A
Тип
B
r
α
G40
L
LL
L
r
r
L
L
S
r
r
C
L
L
G42
α
G40
L
G42
L
α
S
Линейное→Линейное
Круговое→Линейное
Запрограммированная
траектория
Траектория центра
инструмента
Заготовка
Заго--
товка
Траектория центра
инструмента
Запрограммированная
траектория
Линейное→Линейное
Круговое→Линейное
Заготовка
Запрограммированная
траектория
Траектория центра
инструмента
Запрограммир. траектория
Траектория центра
инструмента
Заго--
товка
D Перемещение
инструмента вдоль
внешней стороны
острого угла (α<90°)
ПРОГРАММИРОВАНИЕ
B--63844RU/02
14. ФУНКЦИЯ КОРРЕКЦИИ
245
Начальное положение
r
G40
(G42)
L
L
S
1°или меньше
Запрограммированная траектория
Траектория центра инструмента
Если блок, не содержащий перемещения инструмента, задан
вместе с отменой коррекции, то вектор, длина которого равна
величине коррекции, создается в стандартном направлении по
отношению к движению инструмента в предыдущем блоке, и
при последующей команде перемещения этот вектор
отменяется.
L
N6
N7 N8
L
SS
N6 G91 X100.0 Y100.0 ;
N7 G40 ;
N8 X100.0 Z0 ;
Траектория центра
инструмента
Запрограммированная
траектория
D Перемещение
инструмента по
внешней стороне -
линейное→линейное -
острого угла менее 1
градуса (α<1°)
D Блок, не содержащий
перемещения
инструмента,
заданного вместе с
отменой коррекции
ПРОГРАММИРОВАНИЕ14. ФУНКЦИЯ КОРРЕКЦИИ
B--63844RU/02
246
Если блок G41 или G42 предшествует блоку, в котором заданы
G40 и I_, J_, K_, то система предполагает, что траектория
запрограммированав видерасстояниеотконечногоположения,
определенного предыдущимблоком, до вектора, определенного
(I,J), (I,K) или (J,K). Применяется тоже направлениесмещения,
что и в предыдущем блоке.
E(a, b)
r
N1 (Режим G42) ;
N2 G40 Xa Yb I_ J_ ;
(I, J)
r
X
S
N2
N1
(G42)
Заготовка
Запрограммированная
траектория
Траектория центра
инструмента
В блоке N1 центр инструмента двигается к X.
В блоке N2 центр инструмента двигается к E.
G40
Вэтомслучае, обратите внимание на то, что ЧПУ определяет
точку пересечения траектории инструмента независимо от того,
задана ли обработка внутренней или внешней поверхности.
r
X
S
(G42)
Е
G40
r
(I, J)
Траект. центра
инструмента
Запрограммированная
траектория
Если определить точку пересечения невозможно, инструмент
приходит в нормальное положение по отношению к
предыдущему блоку в конце предыдущего блока.
Е
(I, J)
r
S
G40
X
r
Траектория центра
инструмента
Запрограммированная
траектория
(G42)
D Блок, содержащий
G40 и I_J_K_
Предыдущий блок
содержит G41 или G42