Yam, Kit L. (ed.). The Wiley encyclopedia of packaging technology
Подождите немного. Документ загружается.

light weight, and superior aesthetics (as compared with
foil trays).
Copolymers
Commercially available copolymers offer improved melt
strength for the vertically positioned extrusion blow-mold-
ing process. They are used to some extent for bottles, and
to a greater extent as extruded sheet for blister-pack
applications. Since the FDA regulation permits certain
copolymers for food-contact use, new applications include
packages for noncarbonated drinks, cooking oil, and vita-
min preparations.
In India, work on a blend of PET with poly(trimethy-
lene naphthalate) is being used for beer bottles. This blend
exhibits 18 times the carbon dioxide barrier of PET and 9
times the barrier to oxygen (4).
Hot-fill applications is a growing market. PET suffers
from a low glass-transition temperature (701C), which
causes severe bottle distortion if the contents of the bottle
approaches this temperature. A recent approach to the
hot-fill problem is by DuPont. An amorphous isosorbide
homopolyer is blended with PET. This blend raises the
glass-transition temperature to 941C (5).
Polymer options, manufacturing processes, and appli-
cations are summarized in Table 2.
The manufacturing process of PBT is very similar to
that of PET. Instead of EG, 1,4-butandiol
OH])—CH—(HO[
42
is used to react with either TPA or DMT. PBT is rarely
used in packaging applications.
RECYCLING
About 1 billion pounds of postconsumer PET containers
were recycled in 2004, a recycling rate of 21.4%. Cleaning
of the recovered plastic comprises washing, rinsing,
and drying. PVC is a common impurity in PET. Melting
PET containing PVC will produce black spots due to
charring. It is difficult to separate the two polymers after
the bottles have been ground into small particles. Froth
flotation has been shown to be an effective means of
separation. Originally, PET was used exclusively for
packaging soft drinks. As a result, the waste stream was
fairly homogeneous consisting of unpigmented 1- and 2-L
bottles. However, PET is now used to package a wide
variety of beverages including water, fruit juices, tea,
and beer plus other products such as edible oils, butter,
and ketchup. These containers come in a variety of
sizes and shapes, and various label adhesives and barrier
resins are combined with the PET. Careful sorting of these
containers is needed and can reduce the quality and yield
of product. In the United States, PET from recycled bottles
is used primarily in fiber applications. Recycled PET for
food containers typically requires FDA approval. Two
tertiary recyling technologies have been used: methanoly-
sis and glycolysis. Suitability for food contact is a critical
property in selling recycled PET. The FDA has issued
letters of nonobjection to operators using methanolysis
or glycolysis processes. Two-liter soda bottles containing
recycled PET manufactured by glycolysis or methanolysis
are widely available. The FDA has also issued a letter
of nonobjection for a trilayer PET material having a middle
layer sandwiched between two virgin layers of PET (6).
BIBLIOGRAPHY
‘‘Polyesters, Thermoplastic’’ in A. J. Brody and K. S. Marsh, eds.,
The Wiley Encyclopedia of Packaging Technology, 2nd edition,
Wiley, New York, 1997, pp. 742–745.
Cited Publications
1. A. J. East and co-workers, ‘‘Polyesters, Thermoplastic’’ in Kirk–
Othmer Encyclopedia of Chemical Technology, Vol. 20, 5th
edition, Wiley, Hoboken, NJ, 2006.
2. Plastics World (September 22, 2003).
3. P. Aspy and co-workers, ‘‘Controlled crystallization—PET Co-
polyester,’’ Paper presented at the Seventh Annual Interna-
tional Conference on Oriented Plastic Containers, Atlanta,
March 1983, Ryder Associates, Whippany, NJ, 1983.
4. ‘‘New PET Alloy Makes Monolayer Beer Bottle,’’ Asia Pacific
News, September 25, 2005.
5. J. Bradenberg and R. A. Hayes, U.S. Patent 6,818,730 (to E. I.
du Pont de Nemours & Co., Inc.), November 16, 2004.
6. J. K. Borchardt, ‘‘Recycling, Plastics’’ in Kirk–Othmer Encyclo-
pedia of Chemical Technology, Vol. 21, 5th edition, Wiley,
Hoboken, NJ, 2006.
Table 2. PET Polymer Resin Options for Different Manufacturing Processes and Applications
Manufacturing Process or Application (PET
Resin Type)
Standard
Homopolymer
Standard Bottle
Resin
Slow-Crystallizing
Copolymer
Fast-Crystallizing
Homopolymer
Injection blow-molded bottles (nonoriented) X
Injection-stretch blow-molded bottles (biaxially
oriented)
X
Extrusion blow-molded bottles X
Sheet extrusion
a
XXX
Film casting
a
(nonoriented) XXX
Biaxially oriented film X
Heat-set film X
Crystallizable PET trays X
PET coating for paperboard X
a
Resin option depends in desired application.
978 POLYESTERS, THERMOPLASTIC

POLYETHYLENE, HIGH-DENSITY
STEPHEN J. CARTER
Solvay Polymers, Inc.
Deer Park, Texas
Updated by Staff
INTRODUCTION
High-density polyethylene (HDPE) is a semicrystalline
polymer, conveniently defined by ASTM as having a
density of 0.941 or greater, with a typical upper limit of
0.965. For commercial purposes, HDPE is described as a
homopolymer when the density is Z0.960, but as a
copolymer when the density is below this figure. The
polymer is available in a wide range of molecular weights
as determined by either MI or HLMI (melt index or high-
load melt index).
HDPE is one of the largest-volume plastics used in
packaging for the simple reason that it can be successfully
employed in numerous transformation processes. Blow
molding and injection molding account for 45–54% of total
consumption of HDPE (1). Table 1 lists some of the major
processes used and the products that can be obtained from
them.
MANUFACTURE
HDPE is commonly sold in pellet form and is manufac-
tured in a two-stage process. Polymerization takes place in
a reactor on a continuous basis using either of two types of
catalyst: Ziegler or Phillips. The choice of hardware today
is limited to the slurry and gas-phase processes, the
solution process having largely been bypassed on both
cost and environmental counts, except for specialty
grades. The slurry (Phillips) process was developed by
the Phillips Petroleum Company and was licensed world-
wide in the 1960s (2). Figure 1 shows a simplified view of
the process. Purified ethylene, isobutane (the slurry car-
rier), activated catalyst, and any comonomer are circu-
lated within loop-style reactors under relatively narrow
ranges of pressure and temperature. At periodic intervals,
portions of slurry are withdrawn and separated into
unreacted materials, carrier, and HDPE. The raw polymer
powder is dried and then stored in tanks until com-
pounded in an extruder, together with the requisite
additives (stage 2 of the process).
The newer gas-phase process was originally developed
by Union Carbide in the 1970s and was named Unipol; BP
Chemicals licensed a competing process about 10 years
later. The gas-phase hardware dispenses with liquid
carrier and, as the name suggests, permits direct polymer-
ization of ethylene using living polymer as a fluid-bed
medium and using ethylene as the fluidizing gas. From a
distance, a GP reactor looks very much like a water tower
because of the elongated bulb sitting on top of the cylind-
rical tower housing the fluid bed. The bulb is the portion of
the reactor where fines deentrainment takes place. Newer
world-scale HDPE plants are typically rated at 400–
500 MM lb/yr and are composed of one or more gas phase
units closed-coupled to twin-screw compounding trains.
Whatever the hardware, the core of the polyolefin
manufacturing operation is the catalyst. Ziegler formula-
tions are traditionally based on combinations of aluminum
alkyls with titanium compounds, often with proprietary
modifiers to improve productivity, comonomer incorpora-
tion, or other parameters. The catalyst may be chemically
or physically attached to a variety of bases (e.g., silica or
magnesium chloride) to improve productivity and flow-
ability through controlled particlesize distribution (many
catalysts are self-supporting). Ziegler catalysts tend to be
unrestricted in molecular-weight (MW) terms, although
they produce relatively narrow molecular-weight distribu-
tions (MWD). Phillips catalysts, on the other hand, tend to
be restricted to fractional melt-index (MI) grades, produ-
cing broader MWD HDPE with better environmental
stress-crack resistance (ESCR) properties (3).
In the realm of catalysts, the most recent development
has been the commercialization of the metallocene type.
Metallocene resins have been used to produce extremely
high-clarity resins (4). New non-metallocene bimetallic
catalysts are being developed to produce blow-molding
resin a a single reactor (5).
MOLECULAR STRUCTURE
There are four principal features of HDPE that affect its
packaging and processing properties: density, degree and
type of branching, molecular weight, and molecular-weight
distribution. As comonomer is introduced into the reactor
to control density (typically 1-butene or 1-hexene), short-
chain branching (SCB) is incorporated into the backbone of
the polymer (catalysts can also create some SCB in the
Table 1. Examples of Packaging Applications
Conversion Process Examples of Packages
Blow molding 0.1 to 5.0-gal juice, water, or milk bottles
Bottles containing pet food to bleach
industrial 55-gal drums
Bottles for cosmetics and
pharmaceuticals
Injection blow
molding
Bottles for cosmetics, personal care,
pharmaceuticals
Injection molding Caps and closures
Pails and buckets
Thin-walled dairy cups/tubs
Crates
Foamed packaging
Blown or cast film Multiwall bag liners
Grocery, merchandise or produce bags
Breakfast-cereal wrappers
Snack-food wrappers
Thermoforming Prepackaged-food containers
Dairy cups and containers
Tubs for personal care, hygiene items
Pallets
Sheet extrusion Foamed sheet for packaging
Rotational molding Water and chemical tanks and shipping
containers
POLYETHYLENE, HIGH-DENSITY 979

absence of comonomer). The nature and frequency of the
SCB induce major disruptions in the HDPE crystallites,
with the result that the density and degree of crystallinity
are decreased. As little as one ethyl branch per 1000
carbon atoms can produce a density change of 0.01. As
implied, the density of HDPE enjoys a rough linear
relationship with regard to crystallinity. Commercial poly-
mers exhibit degrees of crystallinity of 70–80% at 0.960,
depending on the MW (MI) and type of SCB. A drop of 10%
in crystallinity as one progresses from 0.960 to 0.940 is
typical. There is increasing evidence that the ‘‘blockiness’
of the branches is as important as the overall frequency (6).
New information has been obtained using temperature-
rising-elution fractionation (TREF), a relatively new tech-
nique for studying SCB that is independent of molecular
weight and that fractionates polymers according to crystal-
linity, composition, and tacticity differences.
As a consequence of SCB, the morphology of HDPE in
the solid state consists of three very different regions. The
amorphous region contains polyethylene chains that are
randomly oriented and acrystalline in nature, while the
crystalline regions contain HDPE chains that are tightly
packed in folds to yield differing types of geometries.
Joining the two regions together is the interface. The
crystalline regions imbue PE with its rigidity, tensile
strength, and lack of permeability toward small molecules,
while the extent of the amorphous areas affect impact
resistance and ESCR.
Table 2 lists some of the major properties associated
with changes in density, MW, and MWD. An increase in
density causes a rise in tensile strength at yield, stiffness,
and chemical resistance, while a decrease improves both
ESCR and impact resistance. This results in compromises
for many applications. For example, a 1-gal milk jug is
manufactured from a homopolymer to extract the highest
levels of top-load and lightweighting capability, while a
bottle containing industrial chemicals (bleach, detergent,
etc.) is blown from a lower-density resin to take advantage
of the higher ESCR. Density is commonly measured by the
gradient column method or, more recently, by an ASTM-
approved acoustics technique.
The term molecular weight colloquially refers to the
length of a polyethylene chain. Since all HDPE polymers
possess a variety of chain lengths, it becomes necessary to
mathematically define some MW terms in order to obtain
meaningful information. Thus M
n
, the number-average
molecular weight, is SN
i
M
i
/SN
i
,whereN = number of
polyethylene molecules and M =combined mass of the
polyethylene molecules (e.g ., 100 molecules at 10,000 + 100
molecules at 20,000 = 15,000). The weight-average molecu-
lar weight, M
w
,isSN
i
M
i
2
/SN
i
M
i
(e.g ., 100 molecules at
10,000 + 100 molecules at 20,000 = 16,667). For packaging
applications, M
n
ranges from about 7000 to 19,000 and M
w
ranges between 80,000 and 250,000. When plastics people
talk about MW, in reality they are referring to M
w
.
Molecular weights are commonly estimated by rheo-
logical techniques (capillary/dynamic oscillatory rheo-
metry), solution (intrinsic) viscosity, or the popular
size-exclusion method, gel-permeation chromatography
(GPC). However, each of these methods does give rise to
considerable variation, especially for high-molecular-
weight polymers, and any numbers quoted should be
used only as a guide.
The most frequently used way of determining a mea-
sure of MW is the melt index (MI). For HDPE, this is
condition E of ASTM D1238, which uses a well-delineated
Figure 1. Simplified flow diagram for the Phillips (slurry) manufacturing process.
980 POLYETHYLENE, HIGH-DENSITY

capillary rheometer, a temperature of 1901C, and a 2.16-
kg load to push the extrudate out of the barrel.
The MI is simply the weight of polymer collected during
a 10-min period under these conditions. For higher-MW
polymers, the load is changed to 21.6 kg and the result is
referred to as high-load melt index (HLMI). The ratio of
HLMI/MI represents a crude measure of the molecular-
weight distribution and is often the simplest technique for
quality-control purposes. Polydispersity, formally M
w
/M
n
,is
a m ore rigorous gauge of MWD and is usually obtained by
GPC. Because this method gives a direct visual
representation of the MWD, it can also supply other in-
formation that is absent from other techniques. Figure 2
shows typical MWD curves for a variety of polymer types.
Note that such features as modality, symmetry, and MWD
breadth are easily determined.
From Table 2 it can be seen that both MW and MWD
affect virtually all common properties, especially melt
parameters, processing, and impact strength.
One other type of branching is long-chain (LCB).
These longer side chains to the PE backbone are char-
acteristically 6–12 carbons long. They impact both melt
elasticity (important for foamability, large parison stabi-
lity, etc.) and processability (how easily a material can be
transformed). In other end uses, LCB sites can be used to
initiate crosslinking with a peroxide or other suitable
radical generator. LCB can be imaged through elonga-
tional or short-die, capillary-die rheometry techniques.
PROPERTIES
Chemical
HDPE resists most chemicals, including dilute acids and
bases, oxidizing agents, hydrocarbons, and some alde-
hydes/ketones. The major exceptions are chlorohydrocar-
bons and aromatics, which tend to swell and soften the
polymer. Even some of these chemicals can be packaged in
HDPE if the interior surface is fluorinated or sulfonated,
or if a coextrusion with a barrier layer is incorporated
(e.g., nylon).
The ability of an agent to degrade HDPE over a period of
time is dependent on the ESCR of the polymer. The failure
mechanism is the extension of a crack at a focal point, or
local area of concentrated stress. On a microscopic level,
one might consider this to be a plasticization of the strands
of PE that link the crystals of HDPE together in the
interfacial zone—in other words, a dissolution of the
‘‘glue’’ that binds the crystalline regions. Both density and
MW have a profound effect on this parameter, so the trick is
to make a grade of HDPE that has the highest density and
lowest melt viscosity compatible with the application.
ESCR is usually measured by the bent-strip test (ASTM
D1693), which involves taking a strip of HDPE, making a
notch in it, and bending it in a jig, so that the notch
provides a narrow area of constant strain. The strip is
immersed in either 100% detergent (condition A), or 10%
solution in water (condition B). The latter is considered a
much more aggressive condition. For bottles, it is also
possible to employ a more sophisticated, real-world test by
applying a low constant pressure to a bottle that contains
a small amount of water or other liquid [constant-pressure
bottle test (CPBT)]. Failure occurs when either the bent
strip snaps or, in the case of the CPBT test, the bottle
bursts and leaks liquid. In either case, ESCR is reported in
average number of hours to failure based on a statistical
approach, or first to fail.
The permeability of HDPE toward small molecules is
most dependent on the density, because it is the crystalline
regions that present the highest impedance. Longer, more
entangled, higher-MW chains also cause small molecules
Figure 2. GPC curves for various types of HDPE polymers:
curve 1—low-MW, symmetrical, narrow-MWD injection molding
resin; curve 2—medium-MW unsymmetrical monomodal blow-
molding resin; curve 3—high-MW bimodal film resin. The dashed
line in the lower-left corner represents the oligomer region.
Table 2. Influence of Density, Molecular Weight, and
Molecular-Weight Distribution on Selected HDPE
Properties
Property Density m MW m
MWD
Broadens
Tensile strength at yield mmm(sl)
Tensile elongation at break k (sl)
a
m
Flexural modulus mksl
Stiffness mm(sl) k (sl)
Impact strength kmk
Melt strength mm
Melt viscosity mk
mm
Die-swell ratio (DSR)
Heat-deflection temperature mmk(sl)
Permeability kk
ESCR kmm
Chemical resistance m
b
m
Gloss m
c
kk
Haze mm
Shrinkage from melt
d
m (sl) m (sl) k (sl)
Flowability and
processability
km
a
sl=slightly.
b
Attack by strong oxidizing agents excepted (e.g., hydrogen peroxide,
concentrated nitric acid, concentrated bleach).
c
Highly dependent on polymer type.
d
Subject to cooling rate, part thickness, etc.
POLYETHYLENE, HIGH-DENSITY 981
such as oxygen or water to take a more tortuous path. The
transmission rates of gases such as moisture are depen-
dent on the thickness of PE that they have to traverse, as
well as the temperature and concentration of the gas. As
the thickness of the HDPE is increased, the ability of the
layer to prevent small molecules from passing through it
decreases exponentially. As barrier polymers go, HDPE is
only a fair performer. To get the smallest transmission
rates through a film or bottle wall, it may be necessary to
make a multilayer construct using coextrusion.
Preparation of the surface of HDPE for decoration
is most commonly achieved by treating it with either a
gas flame or corona discharge. In the case of either
method, time should be taken to optimize the process.
The polyethylene on the surface should become suffi-
ciently oxidized so that the surface tension rises from 29
to at least 36 dyn/cm. Simple tests based on water dissipa-
tion or dye retention can often be used as a quick check.
One should be aware that many additives such as anti-
stats, lubricants, and slip agents can migrate quickly
through the plastic and cause print delamination over a
period of days. The same result is seen when the oligomer
content is high.
Physical
Impact resistance of a bottle or container is one of the
most important parameters in packaging. This property is
improved by decreases in density and MWD, and an
increase in MW. Often the needs for impact resistance
are in direct conflict with load-deformation requirements.
The degree of impact resistance can be assessed by a
variety of tests performed on compression-molded pla-
ques, such as Izod or Charpy, in both notched and un-
notched conditions. Dropping heavy weights on plaques in
ambient or cold temperatures using the Gardner appara-
tus is also practised widely (dart impact for films). Many
manufacturing companies also drop loaded containers in
various attitudes to verify performance and ensure that
the design or molding process itself has not introduced a
weakness.
Load deformation comes in two flavors: (i) instant, or
top load, in which the stress is exerted on a bottle or other
container during a momentary situation (e.g., during
filling or capping); and (ii) constant loading, in which
bottles are stacked on top of one another during a long
storage period. If the material being contained is nonche-
mically aggressive, a homopolymer of medium MW should
prove sufficient for the application. A more demanding
ESCR service will require an HDPE of higher MW, or
lower MI to compensate for the reduced stiffness of the
lower-density material. The conventional gauge of stiff-
ness is flexural modulus and typical numbers for HDPE
range from 250,000 for a homopolymer to half that value
for a 0.940-density material.
APPLICATIONS
Blow molding and injection molding are the dominant
processes for preparing end products of HDPE. The
important packaging use is for extrusion molding
of bottles for milk, water, and liquid detergent (1, 5).
HDPE coextrusions with LDPE, ethylene, and vinyl acet-
ate copolymer or ionomer are widely used in liners for
food cartons. Injection molding produces a wide variety
of products including cups, pails, crates, trays, food
containers, and caps and closures. Blown films are
used for sacks and bags, trash can liners, and food packa-
ging (5).
RECYCLING
In 2006, 17,645 10
6
lb of HDPE was produced in
the United States (7). About 24.8% of produced HDPE
is recycled in the United States, mainly milk and water
jugs and liquid detergent bottles. Cleaning of the recovered
plastic comrprises washing, rinsing, and drying. Removal of
the labels is the worst problem in the washing and drying
stages. Detergents are usually used to improve the effi-
ciency of label removal. Metal-foil labels can introduce
metal into the polymer. When metal-foil labels are heat-
sealed onto the plastic, the only way to remove them is
by using an extrusion-melt filter. This leads to plugging of
the filter screens, causing more frequent changes and
the increasing production costs. During the rinse cycle,
polyethylene particles sink to the bottom of the bath and
can be separated from the polyethylene. Recycled HDPE is
used for nonfood bottles, pipes, lawn and garden products,
film, lumber, pallets, crates, buckets, and automotive
parts (8).
BIBLIOGRAPHY
Stephen J. Carter, ‘‘Polyethylene, High-Density’’ in The Wiley
Encyclopedia of Packaging, 2nd edition, John Wiley & Sons,
New York, 1997, pp. 745–748.
Cited Publications
1. A. Borruso, ‘High-Density Polyethylene Resins’’ in Chemical
Economics Handbook, SRI Consulting, Menlo Park, CA,
2008.
2. J. P. Hogan and R. L. Banks, U.S. Patent 2,825,721 (to Phillips
Petroleum Co.), March 4, 1958.
3. M. B. Welch and H. L. Hsieh, ‘‘Olefin Polymerization Catalyst
Technology’’ in C. Vasile and R. B. Seymour, eds., Handbook of
Polyolefins, Marcel Dekker, New York, 1993, pp. 21–38.
4. E. Benham and M. McDaniel, ‘‘Polyethylene, High Density’’ in
Kirk–Othmer Encyclopedia of Chemical Technology, Vol. 20,
5th edition, John Wiley & Sons, Hoboken, NJ, 2006.
5. R. I. Mink and co-workers, U.S. Patent 7,129,302 (to Univation
Technologies, LLC), October 3, 2006.
6. L. T. Wardhaugh and M. C. Williams, ‘‘Blockiness of Olefin
Copolymers and Possible Microphase Separation in the Melt,’’
Polym. Eng. Sci. 35, 18–27 (1995).
7. Year End Statistics, American Chemistry Council, December
28, 2007.
8. K. Borchardt, ‘‘Recycling, Plastics’’ in Kirk–Othmer Encyclope-
dia of Chemical Technology, Vol. 21, 5th edition, John Wiley &
Sons, Hoboken, NJ, 2006.
982 POLYETHYLENE, HIGH-DENSITY
POLYETHYLENE, LINEAR AND VERY
LOW-DENSITY
V. F IRDAUS
P. P. T ONG
Mobil Chemical Company
Edison, New Jersey
Updated by Staff
INTRODUCTION
Polyethylene is a thermoplastic material well suited for
packaging applications. It is a large-volume commodity
resin. In 2006, U.S. and Canadian production of linear
low-density polyethylene (LLDPE) was 13,037 10
6
lb.
Sales and captive use totaled 13,050 10
6
lb (1). Market
share corresponded to 28.7% of total consumption (2).
LLDPE has established itself as the third major member
of the global polyethylene market, which includes
low-density polyethylene and high-density polyethylene.
Polyethylene resins are available in a variety of mole-
cular weights and densities tailored to specific end-use
markets. Polyethylene can be generally classified into
the product types listed in Table 1 on the basis of its
density.
HISTORY
In the early 1950s, 20 years after ICI pioneered LDPE
in the United Kingdom using a high-pressure process,
Phillips Petroleum Company commercialized catalysts
containing chromium oxide supported on silica. These
catalysts were used to produce HDPE, which became the
first commercial products of catalytic ethylene polymeriza-
tion. Almost simultaneously, K. Ziegler and co-workers (2)
discovered a new group of transition-metal catalysts that
polymerize ethylene and other a-olefins under mild condi-
tions. The first commercial introduction of LLDPE was
made in a solution process by DuPont Canada in
1960 (3) using these catalysts. In 1976, W. Kaminsky and
H. Sinn discovered a new family of catalysts for ethylene
polymerization using metallocene complexes (4). These
catalysts afford the synthesis of ethylene copolymers
with a high degree of compositional uniformity. Currently,
there are several commercial processes that produce
LLDPE and VLDPE as described in the next section (5).
PROCESS
LLDPE and VLDPE resins are commercially produced
by several processes, including gas-phase, solution, and
slurry polymerization. The first gas-phase process using
the fluid-bed process was developed by Union Carbide in
1979 and has been licensed worldwide. Another gas-phase
process used globally is one developed by British Petro-
leum Company. Ethylene copolymers with butene, hexene,
and 4-methyl-1-pentene are produced in the fluidized-bed
reactors, a highly versatile, economical process that can
accommodate various types of catalysts. Although Ziegler–
Natta catalysts are most widely used, metallocene-based
catalysts are also used in this gas-phase process (6).
The first solution processes were introduced in the late
1950s. Currently, there are two types of solution processes
commonly used for the production of ethylene copolymers.
The first process used heavy solvents (C
6
–C
10
hydrocar-
bons) to solubilize the ethylene and polyethylene at high
temperatures and pressures. The process utilizes Ziegler–
Natta or metallocene catalysts. The second type of solution
polymerization process uses mixtures of supercritical
ethylene and molten polyethylene as the medium for
ethylene copolymerization reactions. In this case, retro-
fitted high-pressure reactors that were used previously for
producing LDPE are currently being used to produce
LLDPE and VLDPE.
The slurry polymerization process is the oldest cataly-
tic polyethylene production technology. The main disad-
vantage of this technology, however, lies in the fact that
the LLDPE resins produced by this process exhibit high
swelling even when light solvents are used. The resultant
stickiness in the polymer particles significantly limits
the polymer density range and production rates that
can be achieved via this process. Recent developments
in this process have allowed the production of broad-
MWD LLDPE using light solvents such as isobutane and
isopentane.
POLYMER STRUCTURE AND PROPERTIES
Properties of LLDPE and VLDPE are usually specified in
terms of density (ASTM method D792) and melt index
(ASTM method D1238). Density is a measure of crystal-
linity, and melt index is related to the polymer molecular
weight (see also Polymer properties).
Density is the most important parameter governing
resin properties. Polyethylene is essentially a composite
material consisting of a rigid crystalline phase and an
elastic amorphous phase. As crystallinity decreases with
decreasing density, the product becomes softer and more
pliable, clarity increases, and toughness also increases.
Density is controlled by the concentration of short-chain
branching (SCB), which is introduced in polyethylene resins
via copolymerization with a-olefins . Comonomers widely
used are 1-butene, 1-hexene , 4-methyl 1-pentene, and
1-octene. The side branches serve to disrupt the polyethy-
lene crystals, channel polymer chains into the amorphous
phase, and thus reduce overall density. The comonomer
type determines the length of the side branch. The short
Table 1. Commercial Classification of Polyethylene
Resins
Product Density (g/mL)
High-density polyethylene (HDPE) 0.94–0.97
Medium-density polyethylene (MDPE) 0.926–0.939
Linear low-density polyethylene (VLDPE) 0.915–0.926
Very low-density polyethylene (VLDPE) 0.89–0.915
Low-density polyethylene (LDPE,
produced via free-radical polymerization)
0.915–0.940
POLYETHYLENE, LINEAR AND VERY LOW-DENSITY 983
side branches of a butene copolymer can be partially
incorporated into the polymer crystal, whereas those from
the higher a-olefins (HAOs) cannot. As a result, the HAO
copolymer chain is likely to leave a given crystal and enter
another one to form a ‘‘tie chain’’ that helps bind the crystals
together. For this reason, HAO copolymers are generally
stronger and tougher than butene copolymers.
Another important structural characteristic is the poly-
mer chain length or molecular weight (MW) and molecu-
lar-weight distribution (MWD). It is a common practice to
characterize MW by means of the melt index (MI), which
bears an inverse relation with MW; thus, lower MI values
correspond to higher MW. The melt-flow ratio (MFR) is a
ratio of the polyethylene viscosity at two different shear
rates and is an indicator of the MWD. In general, long
chains are entangled with one another and entanglements
contribute to the resin’s strength and toughness. However,
the desire for higher strength needs to be balanced against
processabilty, since MW and MWD have a profound influ-
ence on the flow behavior or rheological characteristics of
the molten polymer. MW controls the overall viscosity
level and MWD controls how viscosity depends on shear
rate—that is, its shear-thinning response. Processability,
related to flow at high shear rates, is therefore a function
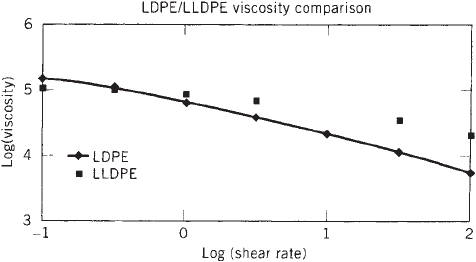
of both MW and MWD. Most LLDPE and VLDPEs have
relatively narrow MWD and show low degree of shear-
thinning (see Figure 1).
When compared to LDPE (whose shear-thinning is
further enhanced by the presence of long-chain branching)
of a similar melt index, LLDPE and VLDPE resins tend to
build up high stresses during processing at relatively low
shear rates. Other consequences of their narrow MWD are
low-melt elasticity and ‘‘soft’’ stretching flow behavior.
Low-melt elasticity implies rapid relaxation of polymer
chains in the melt when subject to stress. For this reason,
the tendency to induce molecular orientation during pro-
cessing is low, and the product physical properties are not
as sensitive to processing conditions. The ‘‘soft’’ stretching
behavior implies a low extensional viscosity that enables
easier drawdown of the molten resin bubble to thin
gauges. By the same token, LLDPE and VLDPE resins
have low melt strength and can be sensitive to bubble
instability during blown-film extrusion.
A third influential factor in the LLDPE/VLDPE pro-
perties and processing is the short-chain branching
distribution (SCBD) of the polymers. In general, LLDPE
resins are structurally heterogeneous. Not only is there a
distribution of MW, but there is also a distribution of SCB.
The SCB is not uniform across all polymer chains; some
chains have many branches, while others may be essen-
tially linear. This characteristic of heterogeneous SCBD
generally contributes to thicker crystallites, higher melt-
ing point, higher stiffness, and lower optical clarity in
LLDPE when compared to LDPE at the same density. The
SCBD also affects the fraction of the resin that can be
extracted by solvents such as hexane. This fraction,
commonly referred to as the ‘‘FDA extractables,’’ is highly
branched and low in MW. Both SCBD and MWD are
determined by the catalyst system and, to a lesser extent,
the reactor conditions. Polyethylene produced using me-
tallocene catalysts have a very narrow MWD as well as a
much more homogeneous SCBD. This leads to very low
extractable levels in the final product.
Since VLDPE resins have lower density compared
to LLDPE resins, the short-chain branching levels are
higher. Conventional VLDPE resins (catalyzed by Ziegler–
Natta catalysts) have high extractables, high strength,
and clarity. Metallocene-catalyzed VLDPE resins, in spite
of the low density, still offer the additional advantage of
having very low extractable levels. This is a major advan-
tage in medical applications where high purity is essen-
tial. Also due to the homogenous SCBD, the melting point
of metallocene-catalyzed resins is significantly lower com-
pared to conventional LLDPE and VLDPE. This leads to
improved sealability in the final product.
In 2004, B15% of LLDPE in the United States was
produced using metallocene catalysts. This usage is ex-
pected to rise to B25% by 2010. The latest addition to the
catalyst family is a group of organometallics of various
transition metals (6).
APPLICATIONS
LLDPE competes with LDPE for many applications, and
has made significant inroads into traditional LDPE mar-
kets. This is mainly due to the significantly better down-
gauging potential, which allows thinner films with
enhanced physical properties.
Film
Film is the largest application for LLDPE resins, greater
that 55% in the United States in 2005 (6). This film has a
high tensile strength and puncture resistance. The tough-
ness and low-temperature properties of LLDPE film ex-
ceed those of conventional LDPE. The trash-bag market
exceeds 700,700 t/yr: it is the largest market for LLDPE
(see Table 2). Ethylene-1-butene copolymers, which are
the cheapest, have a lower film strength compared to
those of the high-strength ethylene-1-hexene and ethy-
lene-1-octene copolymers. Bags for merchandise packa-
ging manufactured from thin LLDPE film have excellent
tensile strength, puncture resistance, and seal strength at
thin gauges. This application includes bags on a roll, such
as garment bags, laundry and dry cleaning bags, and ice
Figure 1. LDPE/LLDPE viscosity comparison.
984 POLYETHYLENE, LINEAR AND VERY LOW-DENSITY
bags. Several LLDPE and VLDPE films are competing for
a special film market; elastic stretch film for packaging.
The resins based on ethylene-1-hexene and ethylene-
1-octene copolymers are particuarly suited for these
purposes. A significant volume of LLDPE is used for
manufacturing large-size packaging for food and textiles.
These bags are easily reused, take up less space, and are
moisture-resistant.
Several VLDPE grades, especially those produced via
metallocene catalysts, are used to prepare very clear film.
High-clarity film is necessary in many packaging applica-
tions. Barrier properties and clarity are attractive proper-
ties for packaging poultry, frozen foods, and vegetables.
Medical applications include film for blood bags and
surgical disposable bags. Compositionally uniform LLPDE
and VLDPE are especially attractive because of their
sealability.
Injection Molded Products
Injection molded products is the second largest market for
LLDPE. It accounted for B7% of its consumption in 2005.
Over one-half of the LLDPE consumed is used to produce
housewares These housewares are stiffer and more resis-
tant to impact and distortion at elevated temperatures
than those of LDPPE. Lids for HDPE jars and containrs
are made of LLDPE. They have excellent gloss and low
warpage.
FABRICATION PROCESSES
As indicated in the previous section, LLDPE and VLDPE
are used in a large variety of product types. Since film is
the largest market segment, film extrusion is briefly
summarized in the following paragraphs (7).
Film Extrusion
Polyethylene is converted from pellets into film using one
of two techniques: blown- or cast-film extrusion. Depend-
ing on the end-use property requirements, the resin is
either blown into a tubular film or cast into a thin flat
sheet. Compared to cast films, blown films typically have
higher haze, more balanced orientation, and good impact
strength, and can generally achieve gauge uniformity
within 10%. On the other hand, cast film tends to have
better clarity and is highly oriented in the machine
direction. Excellent gauge uniformity (within 3%) can be
achieved by casting the film, which allows film production
at very thin gauges (sometimes less than 0.5 mil). The film
is quenched much sooner on cast film lines, and signifi-
cantly higher extrusion rates are achieved. Some basics of
film extrusion are explained below.
Blown Film. The process of converting pellets into
blown tubular film consists of four basic steps: feed/
recycle, extrusion, film blowing, and winding.
1. The feed section consists of a hopper in which virgin
polymer is loaded. Usually, there is some mechanical
means of blending in some recycled material. This could
be either postconsumer recycle (PCR), which is mandated
in some states and in some applications, or merely scrap
film and edge trim that is fed through a grinder and
combined into the feed stream with the virgin resin. The
feed stream also may contain additives such as pigments
and processing aids.
2. The function of the extruder is mainly to compress,
melt, and convey the polymer to the discharge end. There
are several different types of extruder screws. The original
film equipment consisted of screws that were optimized for
LDPE resins. When LLDPE was first introduced, it be-
came evident that the LDPE screws would require some
modification to process LLDPE, since the power efficiency
was very low because of the rheological behavior of these
mostly linear resins. The processing requirements of
LLDPE were met by designing screws such as the barrier
screw or decreasing-pitch screw that could handle a more
viscous melt. By far the most commonly used screws for
extruding LLDPE or LLDPE/LDPE blends are the barrier
screws.
3. After the extruder, the polymer melt is forced into an
annular blown-film die for extrusion into a tube. The
thickness of the annular opening, the die gap, is generally
between 25 and 100 mils. When processed through a
narrow die gap, LLDPE resins generally require a proces-
sing aid to avoid melt fracture, a film deformity that
occurs when a certain critical shear stress is exceeded.
Although melt fracture does not cause film property loss
(8) except at severe levels, it poses an appearance problem
that can be a critical factor in several applications. After
the polymer exits the die, it is drawn down in the machine
and transverse directions (MD and TD) to achieve the
desired film thickness. Film cooling is also an important
part of the process. The frost-line height (FLH), where the
polymer melt crystallizes, plays an important role in
determining final film properties (9).
4. The final step consists of the buddle being flattened
by collapsing frames, drawn through nip rolls and over
idler rolls to a winder to produce rolls of blown film.
Cast Film. The cast-film process is similar in most
aspects to the blown-film process outlined above, except
in the film formation step. Here, the polymer melt exits
the extruder and enters a ‘‘T’’ or coat-hanger die. The
orientation of the die can vary depending on processing
conditions. Typically, a vertically downward die is pre-
ferred. The molten polymer web is cast onto a polished roll
that has an internal cooling mechanism to maintain a
constant temperature. An air knife is generally used to
Table 2. Typical LLDPE/VLDPE Film Applications
Agricultural Rollstock Ice Bags
Bakery bags Industrial liners and sheet
Diaper backsheet Medical packaging
Garbage bags, consumer Newspaper bags
Garbage bags, institutional Produce bags-on-roll
Grocery sacks Shopping (retail) bags
Household food bags Shrink wrap
Heavy-duty sacks Stretch wrap
POLYETHYLENE, LINEAR AND VERY LOW-DENSITY 985

press the molten polymer against the roll. Usually, two
chill rolls are used to provide appropriate tension to the
film. After this point, the film goes though nip rolls and
into the winder to produce rolls of cast film.
Coextrusion
The reasons for using coextrusion are usually to achieve
specific physical properties such as sealability, barrier,
and strength. Also, there are economic benefits to using
coextrusion including reduced costs (by using an inexpen-
sive polymer in the noncritical layer) and reduced waste
(by introducing a recycle layer). Coextruded film can be
produced on both blown- and cast-film equipment, and
involves multiple extruders feeding a single die. As many
as nine-layer lines are now being used commercially,
although two and three-layer lines remain the most
common.
PHYSICAL PROPERTIES
Although LLDPE resins are generally considered as hav-
ing superior physical properties compared to LDPE, the
actual impact or tear strength is strongly dependent on
the comonomer used, as well as on the melt index and
density. Some key film properties that are critical for
several film applications are explained below:
Dart Impact (ASTM D1709). This test measures the
ability of a film to withstand the force of a falling
dart, and is an indicator of film toughness. Dart
impact is strongly affected by the molecular weight,
density, and comonomer type.
Elmendorf Tear (ASTM D1922). The resistance to tear
in either the machine direction (MD) or transverse
direction (TD) is measured by this test. Typically,
LLDPE films tend to have lower MD tear strength
compared to TD. Since that becomes the limiting
direction, only the MD tear values are often measured
and reported, whereas the TD tear is not considered
critical in most LLDPE film applications. Ideally, a
balanced orientation, or MDT:TDT ratios close to 1.0,
is desirable to maximize film performance.
Other Properties. Tensile and yield strength (ASTM
D638) of the LLDPE resins are also considered
critical end-use properties. Typically, the tensile
strength of butene LLDPE is somewhat lower than
the HAO-LLDPEs. Yield strength is primarily a
function of resin-base density. Hexane and xylene
extractables are also measured to ensure that the
film meets FDA limits for food-packaging applica-
tions. Film blocking, the tendency of a bag to resist
opening, is a function of resin-base density and
MWD. Other properties such as puncture resistance,
puncture propagation tear (PPT), sealability, haze,
and gloss are also considered important, depending
on the application.
Comonomer type plays a strong role in influencing the
final film properties. In general, butene copolymers tend
to have lower film strength, and they are used in low-end
applications. Standard hexene copolymers show signifi-
cantly improved strength properties over butene, but are
not considered as strong as octene copolymers. However, a
new class of ‘‘superstrength’’ hexene copolymers actually
exceed the strength properties of standard octene copoly-
mers. Film strength properties of some commercially
available resins are shown in Table 3.
VLDPE resins generally offer much better optical
properties and impact strength, due to (a) the increased
level of comonomer or (b) low base density. As in the case
of LLDPE, film properties vary with respect to melt index,
density, and comonomer type. In general, VLDPE resins
exhibit outstanding puncture resistance, flexibility, low-
temperature stability, and good sealability.
The use of LLDPE in injection molding offers such
advantages as higher stiffness, improved ESCR, and heat-
distortion resistance, which can be coupled with higher
melt indexes to provide faster cycle times and down-
gauged articles.
SAFETY AND HEALTH
Polyethylene is one of the most inert polymers and con-
stitutes no hazard in normal handling (resin suppliers will
provide Material Safety Data Sheets on request). It is
generally recognized as a safe packaging material by the
FDA. Resin suppliers will state which of their products
comply with regulations governing polyethylenes used in
food-contact applications.
LLDPE can present a certain health hazard when
burned because smoke, fumes, and toxic decompositon
products can be formed in the process.
BIBLIOGRAPHY
V. Firdalis and P. P. Tong, ‘‘Polyethylene, Linear and Very Low-
Density (LLDPE and VLDPE)’’ in The Wiley Encyclopedia of
Table 3. Typical Properties of Commercially Available LLDPE Resins
a
Comonomer Butene Standard Hexene ‘‘Super’’ Hexene Octane
Melt index (dg/min) 1.2 0.9 0.9 1.0
Density (g/mL) 0.918 0.917 0.917 0.920
MFR 24 28 25 30
Dart impact (g) 85 180 480 250
Elmendorf tear MD (g) 80 300 450 350
a
3.5-in. Glouceste r, 2:1 BUR, 4301F, 100-mil die gap, 250 lb/h, 1.0-mil film.
986 POLYETHYLENE, LINEAR AND VERY LOW-DENSITY

Packaging, 2nd edition, John Wiley & Sons, New York, 1997,
pp. 748–752.
Cited Publications
1. Year End Resin Statistics, American Chemistry Council, De-
cember 2007.
2. A. Borruso, ‘‘Linear Low-density Polyethylene (LLDPE) Re-
sins,’’ in Chemical Economics Handbook, SRI Consulting,
Menlo Park, CA, July 2007.
3. A. W. Anderson, U.S. Patent 4,076,698 (1978).
4. W. Kaminsky and H. Hahnsen, U.S. Patent 4,545,762 (1985).
5. B. A. Krensel, Y. V. Kissin, V. I. Kleiner, and L. L. Stotskaya,
Polymers and Copolymers of Higher Alpha-Olefins, Hanser
Publishing, Dublin, NH.
6. Y. Kissin, ‘‘Polyethylene, Linear and Low Density, (LLDPE)’’ in
Kirk–Othmer Encyclopedia of Chemical Technology, Vol. 20,
5th edition, John Wiley & Sons, Hoboken, NJ, 2006.
7. Film Extrusion Manual, TAPPI Press, Norcross, GA, 1992.
8. V. Firdaus and P. P. Tong, SPE 1993 ANTEC Proceedings,
p. 2550.
9. P. P. Shirodkar, V. Firdaus, and H. Fruitwala, SPE 1994
ANTEC Proceedings,p.211.
POLYETHYLENE, LOW-DENSITY
NORMA J. MARASHIN
Union Carbide Corporation,
Bound Brook New Jersey
Updated by Staff
INTRODUCTION
Polyethylene is a thermoplastic polymer formed from the
polymerization of ethylene. It is available in a variety of
molecular weights and densities, which have been tailored
to specific end-use markets. ASTM has divided polyethy-
lene into four general categories according to density:
Type
I
II
III
IV
Nominal Density (g/mL)
0.910–0.925
0.926–0.940
0.941–0.959
Z0.960
In general, the polyethylene industry does not
always follow these designations but has broken polye-
thylene into two broader categories: high-density poly-
ethylene (HDPE), density Z0.940; and low-density
polyethylene (LDPE), density 0.915–0.939. There is also
now a type of polyethylene, very low-density polyethylene
(VLDPE), with densities of o0.915. Dow Chemical offers
VLDPEs under the trade name ATTANE and polyethylene
with densities of 0.895–0.913 under the trade name
FLEXOMER.
Low-density polyethylene was first produced in Eng-
land in 1933 by Imperial Chemical Industries labora-
tories, when ethylene gas was compressed to high
pressures and heated to high temperatures (1). ICI’s
development of a commercial process for the manufacture
of LDPE was closely followed by the wartime use of the
product in critical areas such as high-frequency cables for
ground- and airborne radar equipment.
In the early 1950s, another type of polyethylene,
HDPE, was commercially introduced by several compa-
nies who had developed new low-pressure processes for its
production (2). HDPE is a linear polymer without any of
the long-chain branching characteristics of LDPE.
Because of its different structure, HDPE possessed
properties different from and complementary to those of
LDPE and was quickly utilized in many new packaging
applications. These two polyethylenes—differentiated
with respect to density, properties, and manufacturing
processes—coexisted and grew until the early 1960s, when
a third type of polyethylene, LLDPE, was introduced.
Because the molecular structure of this new type of
LDPE was more similar to that of HDPE, the term linear
low-density polyethylene (LLDPE) was coined. Therefore,
the polyethylene industry today is composed of three types
of polyethylene: HDPE, LDPE (sometimes also referred to
as high-pressure LDPE or HP-LDPE), and LLDPE. There
is some confusion in the terminology used for LDPE and
LLDPE. In some articles and publications, LDPE is used
as a generic term for polyethylene below 0.935, thus
covering both HP-LDPE and LLDPE. In other cases,
LDPE is used to cover only HP-LDPE and LLDPE is a
separate category of polymer. In this article, the second
type of categorization is used. LLDPE is treated as a
separate type of polyethylene and referred to only as
LLDPE, while LDPE covers only low-density polyethylene
produced by the high-pressure process. When written out
(low-density polyethylene), both LDPE and HP-LDPE are
included. LLDPE has made inroads in many of the
markets currently served by LDPE and, in addition, is
competing with HDPE in some new applications.
However, by the late 1980s, the penetration of LDPE
markets by LLDPE appeared to be leveling off and LLDPE
producers looked for new technology to regain momentum.
The early 1990s saw an exciting explosion of new low-
pressure, low-density PE products and technology de-
signed to address some of the deficiencies of LLDPE
compared to LDPE. For example, Phillips Petroleum
announced LDLPE (low- density linear PE) and claimed
that it was easier to process than conventional LLDPE (3).
Union Carbide Corp. announced Unipol II, a technology
that would be capable of making low-pressure products
that were true ‘‘drop-ins’’ for conventional, commodity
LDPE products (4). Himont built a new U.S. Gulf Coast
facility to utilize its Spherilene process, which is claimed
to produce polyethylene resins in spherical form directly
from the reactor (5). The development of single-site cata-
lyst technology that could make polyethylene homo-, co-,
or terpolymers from 0.865 to 0.96 density was reported (6,
7). By early 1995, most major polyethylene producers
began using metallocene or single-site programs and
many had formed joint ventures to commercialize the
POLYETHYLENE, LOW-DENSITY 987