Yam, Kit L. (ed.). The Wiley encyclopedia of packaging technology
Подождите немного. Документ загружается.

excellent water-vapor barrier, good heat, and impact
resistance. Polypropylene is also a poor oxygen barrier,
making the material unsuitable for packaging oxygen-
sensitive foods requiring long shelf life. An oxygen mole-
cule can easy permeate through a wall made of polypro-
pylene. Ethylene vinyl alcohol (EVOH) copolymer, on the
other hand, is a high-cost thermoplastic material with
excellent oxygen gas barrier but sensitive to water, which
can significantly deteriorate its barrier performance if
unprotected. In combination, a thin layer of EVOH pro-
tected by the polypropylene can greatly enhance bottle
performance, making it suitable for packaging products
previously not practical. Ethylene vinyl alcohol copolymer
does not generally adhere well to polypropylene, polyethy-
lene, or polyethylene terephthalate. Accordingly, multi-
layer structures often use a mutually compatible adhesive
between layers. Multilayer bottles not having the adhe-
sive can easily delaminate and separate its layers.
There are several methods with several variations
for establishing the multilayer bottle structure. These
multilayer methods generally fall into four broad groups:
(a) extrusion molding of a multilayer parison, (b) injection
molding of a multilayer preform, (c) coating the injection-
molded preform or blow-molded bottle interior or exterior,
and (d) bottle treatment.
Extrusion Multilayer
Blow molding machinery form the multilayer parison by
simultaneously extruding two or more thermoplastic ma-
terials in continuous layers within the parison’s wall (at
least for packaging applications, for example, automotive
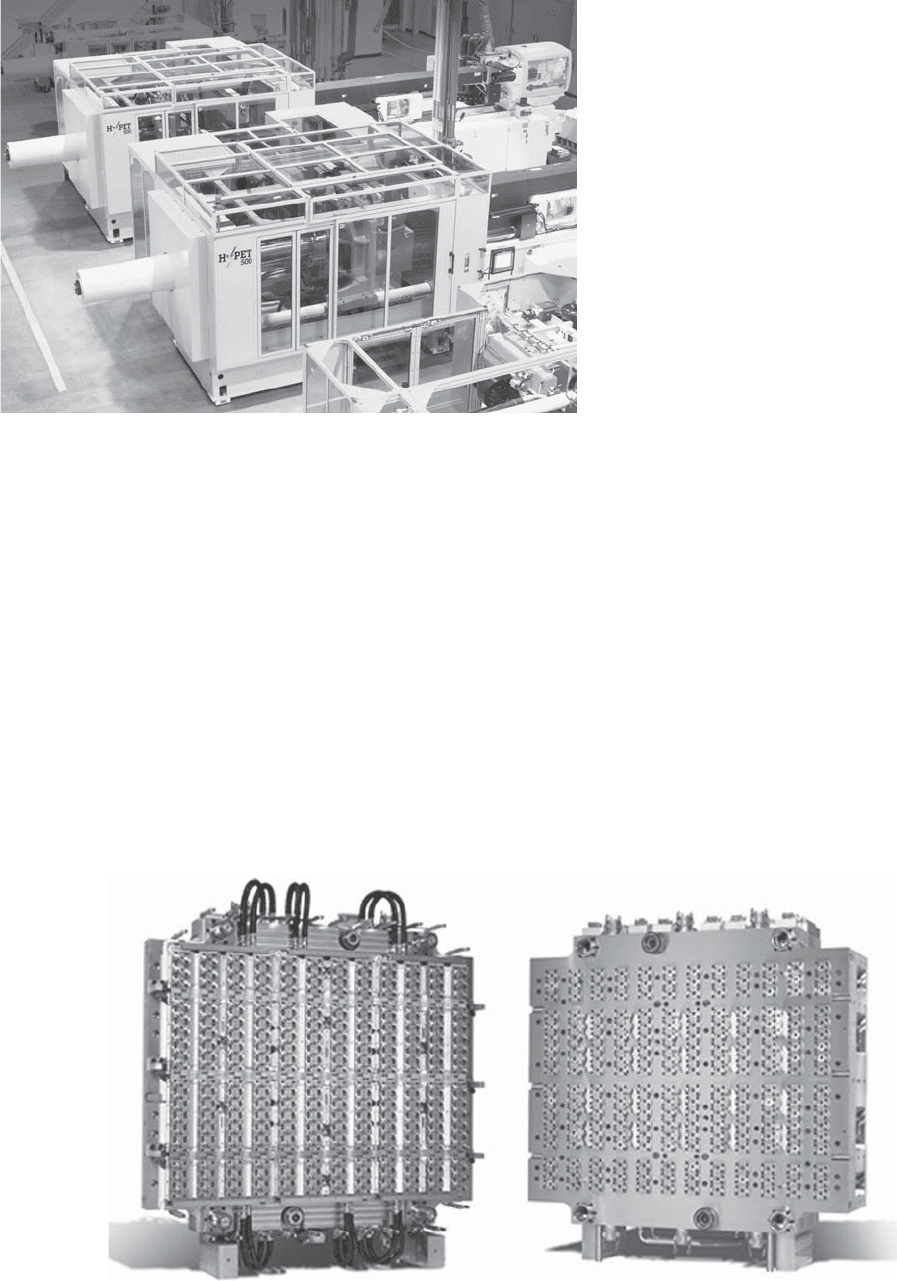
Figure 12. Typical high-output preform injection-mold having 216 cavities for manufacturing a PET preform. (Courtesy of Husky
Injection Molding Systems.)
Figure 11. Typical high-output preform injection-
molding machine. (Courtesy of Husky Injection Mold-
ing Systems.)
148 BLOW MOLDING
part blow molding of an under hood duct might employ
intermittent and/or discontinuous layers). Creating the
multilayer structure is relatively straightforward because
melted thermoplastic materials flow in a laminar fashion,
and the high-molecular-weight materials will not mix
while passing through the extrusion head. Figure 14
illustrates a cut-away schematic of a typical six-layer
extrusion head.
Most high-performance extrusion multilayer contain-
ers use polyethylene or polypropylene for its structural
layers and, as the gas barrier layer, ethylene vinyl alcohol
copolymer or a polyamide, typically poly-m-xylylene adi-
pamide or nylon-MXD6 developed by Mitsubishi Gas
Chemical. Product applications include: automotive and
small-engine fuel tanks, juice bottles, and ketchup bottles.
Figure 15a illustrates a typical extruded multilayer con-
tainer wall structure for food products. If we change the
polypropylene to high-density polyethylene, the structure
becomes typical of fuel tanks.
However, high-performance gas barrier applications
are not the only use for extruded multilayer structures.
Multilayer blow molding has become a significant means
to recycle postconsumer high-density polyethylene scrap
where all of the layers are substantially the same mate-
rial. Containers for household chemicals and motor oils
are typical uses. A common structure is an inner product
contact layer of virgin high-density polyethylene, an outer
layer of pigmented virgin high-density polyethylene, and
middle layer of postconsumer commingled reclaim high-
density polyethylene (see Figure 15b). The commingled
HDPE is a mixture of homopolymer and copolymer HDPE
in a rainbow of colors that becomes an unpleasing yellow-
greenish-bluish gray color when molded. The commingled
material provides poor chemical stress-crack resistance,
a critical product requirement particularly for many
household and automotive chemicals. The virgin HDPE
copolymer inner product contact layer provides the re-
quired stress-crack resistance. A pigmented HDPE outer
layer provides a pleasing overall bottle appearance hiding
the middle layer.
Although technically not multilayer extrusion, some
extrusion heads for high-density polyethylene applica-
tions have a coextrusion feature for creating a ‘‘view
stripe’’ in an otherwise opaque pigmented container. As
the extrusion head establishes the tubular cross-sectional
form of the parison from a flow of pigmented thermoplastic
material, before the parison exits the head, the pigmented
material flow splits at one point with a secondary flow
of unpigmented material from a separate plasticizer,
thus creating a pigmented parison with an unpigmented
translucent stripe. The stripe is in a position usually
corresponding with a side of the blow-molded bottle.
Graduation marks on the bottle in a position along the
view stripe allow consumers to easily judge content
volume.
Injection Multiplayer
As with extrusion multilayer, injection multilayer also
relies on laminar flow of thermoplastic materials entering
the preform cavity to create individual layers. Although
there are subtle process variations between several tech-
niques, two or three individual plasticizers inject material
into the preform cavity through concentric injection
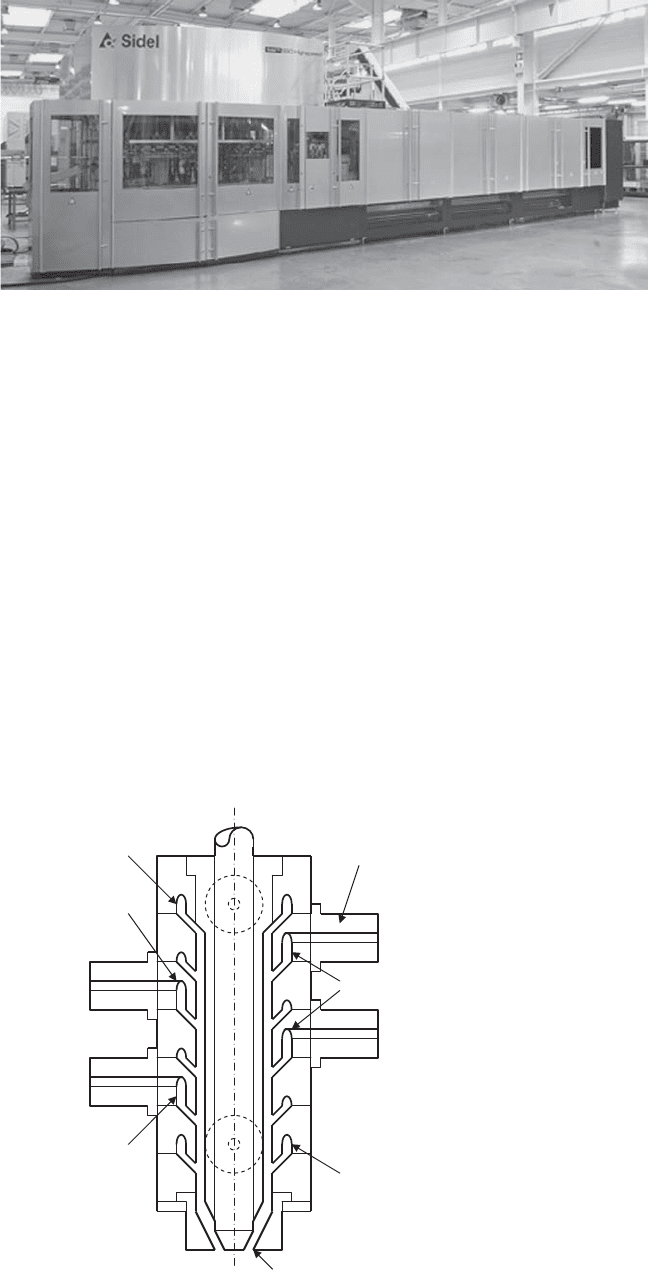
Figure 13. A horizontal rotary two-step
blow-molding machine with preform oven.
This is a high-output machine featuring 34
blowing stations capable of manufacturing
over 61,000, 0.7-L carbonated soft drink
PET bottles per hour. (Courtesy of Group
Sidel.)
Adhesive-Laye
r
Melt Channel
Parison Head Toolin
g
Manifold
Connector
Outer-Layer
Melt Channel
Reclaim-Layer
Melt Channel
Inner-Layer
Melt Channel
Barrier-Layer
Melt Channel
Figure 14. Cut-away schematic of a typical multilayered parison
extrusion head.
BLOW MOLDING 149
nozzles, in generally either a simultaneous or a sequential
manner, to establish substantially three- or five-layer
structures (see Figure 15c). Usually based on polyethylene
terephthalate, a typical structure has a PET layer, a gas
barrier layer, and another PET layer. The barrier layer is
likely polyamide such as poly-m-xylylene adipamide or
nylon-MXD6. Ethylene vinyl alcohol copolymer is another
choice for barrier layer material, but the PET/EVOH is
more susceptible to layer delamination.
Creating an injection-based two- or four-layer structure
requires an insert or insert equivalent approach; that
is, an apparatus usually places the insert made of at least
one layer of material onto the injection cavity core, where
then the plasticizer of the injection molding machine
injects a second material over the insert to complete
the multilayer preform. Process technicians often refer
to this approach as ‘‘over-molding.’’ In general, the over-
molding approach is not as common or as efficient, but it
does have an interesting advantage in that the insert can
be thermoformed, injection molded, or even extrusion
blow-molded.
Development of price competitive multilayer bottles
has allowed package designers to consider thermoplastic
materials, particularly PET, as a viable alternative to
glass and metal where high gas barrier is required. While
development of machinery processes is significant, these
bottle opportunities would not be feasible without ongoing
development of high-performance barrier thermoplastic
materials both passive and active in nature.
Poly-m-xylylene adipamide or nylon-MXD6 is one of
many such materials. Nylon-MXD6 provides excellent
passive barrier to oxygen; however, eventually, enough
oxygen molecules can permeate through to change highly
oxygen-sensitive products. Interestingly, nylon-MXD6 can
become active by adding a ‘‘transition’’ metal salt such as
that based on iron, cobalt, or other ‘‘transition’’ metals.
The salt becomes a catalyst or oxidation promoter that
causes the nylon-MXD6 material to oxidize or attract
oxygen, thereby allowing the material to actively scavenge
oxygen molecules permeating through the bottle sidewall
before the oxygen molecule can react with the product
contained.
Sometimes an added filler, such as a dispersion of
nanoclay material, creates a tortuous path for the per-
meating oxygen molecule forcing that molecule to travel
a greater distance and effectively improving barrier per-
formance. In addition, some barrier materials combine
oxidation promoter and tortuous path techniques in a
nanocomposite material.
Preform or Bottle Coating
While not a multilayer structure in the sense of extrusion
or injection-based approaches, applying a coating indeed
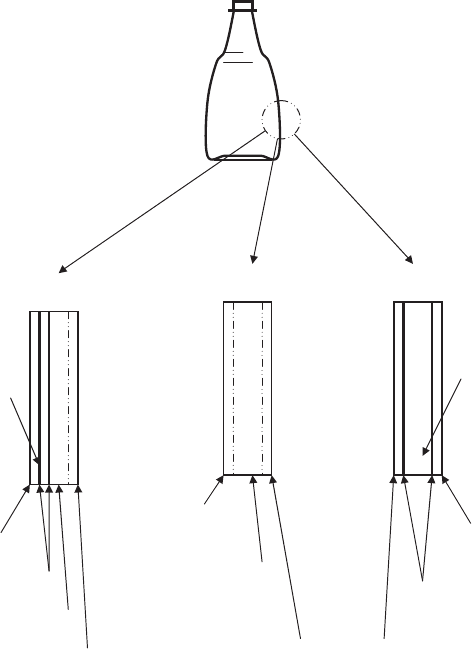
Inner PP Layer
(b)
(a)
(c)
Adhesive Layers
Inner Virgin
HDPE Layer
Reclaim Layer
Outer PP Layer
Barrier
EVOH
Layer
between
Adhesive
Commingled
Post-consumer
HDPE Layer
Outer Virgin HDPE
Pi
g
mented La
y
er
Inner PET Layer
Nylon Barrier Layers
Middle
PET Layer
Outer PET Layer
Figure 15. Common multilayer bottle wall
structures: (a) Typical PP barrier food packaging
application; (b) typical post-consumer recycled
HDPE application; (c) typical stretch PET bar-
rier food packaging application.
150 BLOW MOLDING
creates multilayered structures. All of these coating ap-
proaches seek to improve oxygen and/or carbon dioxide
gas barrier performance of polyester or PET bottles.
Makers of carbonated beverages, for example, are using
coatings to improve carbon dioxide retention in small
bottles, less than 500 mL (16.9 fl oz) in capacity, where
bottle surface area relative to bottle capacity is too great.
Smaller bottles allow a greater rate of gas permeation
than larger bottles having less bottle surface area relative
to bottle capacity. For example, an uncoated 2000-mL
capacity PET bottle provides adequate 16-week shelf life
for a cola beverage, but shelf life for an uncoated 300-mL
bottle could be less than six weeks.
At least one company has developed a water-based flow
coating material and process for covering preform exterior
surfaces for improved gas barrier in the blow-molded
bottle. Stand-alone apparatus applies and then cures the
coating on the preform before the blow-molding machine
reheats and then expands that preform into the bottle.
Given that coatings tend to be thin, most approaches
apply these coatings to the bottle instead of the preform.
Polyvinylidene chloride (PVdC)-based organic coatings
were an early barrier material. A more recent organic
coating development uses epoxyamine chemistry to create
a tough, glossy thermoset polymer film on bottle exterior
surface. Stand-alone apparatus typically inline with the
blow-molding machine sprays or dips the bottle and then
cures the coating material.
Another coating approach uses a form of plasma-
assisted or -enhanced chemical vapor deposition process
to create an extremely thin inorganic film on either the
exterior or interior bottle surfaces. Silica-based film de-
positions create a silicon oxide (SiOx) barrier film from gas
precursors containing, in part, silicon and oxygen. Car-
bon-based film deposition create an amorphous carbon
barrier film using an acetylene gas precursor. Fundamen-
tally, the deposition process involves placing the bottle in a
vacuum chamber, introducing appropriate quantities of
certain precursor gases into the chamber, exciting those
gases with energy and creating a plasma that causes a
compound (such as silicon oxide or amorphous carbon) to
form that normally would not form if not for the plasma,
and allowing the compound to condense on the bottle
surface. Specially built machinery for depositing these
coatings on bottles are often inline with blow-molding
machinery.
Bottle Treatment
Again, while not a multilayer structure in the sense of
extrusion- or injection-based approaches, bottle treatment
approaches seek to improve gas barrier of volatile hydro-
carbon chemicals in polyolefin bottles by allowing polymer
molecules at or near the container’s surface to react with
certain gases, thereby creating a thin integral gas barrier
layer on the surface. There are two approaches: fluorina-
tion and sulfonation.
The fluorination approach is either downstream or part
of the blow-molding process. When part of the blow-
molding process, the molding machine uses pure nitrogen
gas to initially inflate the parison in the blow mold cavity,
quickly followed by a mixture of a small amount of fluorine
gas with nitrogen gas to complete the blow-molding
process. The fluorine gas easily and quickly reacts with
the polyolefin material still hot from parison extrusion.
Chemically, the fluorine replaces hydrogen atoms within
the polymer molecules that are on the interior surface.
To promote reaction, the downstream approach requires
reheating the bottle before fluorine exposure. Fluorine is a
dangerous gas requiring special handling by trained
technicians.
Fluorination makes high-density polyethylene and
polypropylene bottles suitable for packaging nonpolar
chemicals, such as those in cleaners, mineral spirits,
turpentine, solvents such as carbon tetrachloride, and
gasoline additives, insecticides, herbicides, and the like.
Although treatment barrier is not quite as effective, the
sulfonation approach introduces sulfur trioxide to the
inside surface of the bottle or container downstream of
the blow molding machine. The sulfur trioxide reacts with
the HDPE, causing sulfonic groups to form on the contain-
er’s surfaces. The approach then introduces ammonium
hydroxide to neutralize any acidic byproducts followed by
a water rinse.
HEAT-RESISTANT PET BOTTLES
Conventional stretch or molecular biaxial-oriented blow-
molded PET thermoplastic bottles cannot withstand tem-
peratures much above 551C (1301F) without significant
bottle distortion or shrinkage from release of molded-in
molecular strains and stresses created during the blow
molding process. Modified processes make heat-resistant
PET polyester bottles (molding technicians also call
these ‘‘heat-set’’ or ‘‘heat-stabilized’’ bottles), which in
part relieve stresses and ‘‘locks-in’’ remaining stresses
with an increased crystalline molecular structure that
prevents any significant bottle shrinkage at desired pro-
duct fill temperatures.
Product applications for heat-set bottles include high-
acid foods, such as fruit juice and isotonic drinks. Suppli-
ers using a modified ‘‘canning’’ process often fill these
juices and drinks at an elevated temperature capable of
sterilizing the bottle, typically 681Cto961
C (1551Ft
o
2051F) and usually
at 851C (1851F). Patent literature is
full of bottle manufacturing process and equipment de-
scriptions further extending bottle heat-resistant perfor-
mance for low-acid foods requiring higher-temperature
pasteurization or retort sterilization processes (10).
Heat-set PET bottles are now routinely for packaging
products previously not feasible.
Molecularly, polyethylene, particularly high-density
polyethylene, is considerably crystalline in nature. On
the other hand, polyvinyl chloride is amorphous. Crystal-
line thermoplastic materials tend to be opaque. Amor-
phous thermoplastic materials tend to be clear or
transparent. Polyethylene terephthalate is a unique ther-
moplastic material in that, with relative ease, it can
assume a substantially amorphous molecular form or a
significantly crystalline form depending on molding and
processing conditions. Moreover, PET having crystalline
BLOW MOLDING 151
structure can be either clear or opaque. Molding techni-
cians take advantage of this unique PET material cap-
ability to manufacture high-performance, transparent
heat-set bottles.
Polyethylene terephthalate crystals are generally
either spherulitic in shape or rod-like in shape. Spheru-
litic crystals are heat-induced in substantially amorphous
PET, and formations of these relatively large spherulitic
crystals cause clear PET material to become a white
opaque color. Fundamentally, the spherulitic crystal is
larger than light wavelength. Consequently, the crystals
reflect light attempting to pass through the PET material.
Rod-like crystals initially form in PET material from
molecular strain or biaxial orientation and continue to
grow with heat. Rod-like crystals are relatively small,
permitting light to pass without significant reflection.
A conventionally molded PET bottle—for example, a
transparent carbonated soft drink bottle sidewall—is
about 20% crystalline. These crystals are substantially
rod-like in nature. Clear heat-set PET bottles for typical
hot-fill applications have at least a 28% crystalline level.
Higher-performance heat-set bottles may have crystalline
levels around 30–32%. Theoretically, crystalline levels of
W50% percent are possible.
A crucial area of the heat-set bottle is the neck-finish.
The neck-finish cannot deform in normal use. Generally,
the PET thermoplastic material within the neck-finish is
amorphous, that is, noncrystalline. The amorphous struc-
ture is often not acceptable for higher performance bottle
applications. One means to gain additional heat-stability
is to deliberately crystallize the neck-finish with heat to
create spherulitic crystalline structure. These bottles are
easy to recognize in that its sidewall is clear and its neck-
finish is opaque white. An alternative approach, for typi-
cal applications requiring slightly less performance, is to
increase overall wall thickness of the neck-finish, permit-
ting it to retain its amorphous structure. While this
approach adds weight, it is often less expensive overall.
The alternative approach works because in a filling-line
environment, using a post-fill cooling tunnel and coupled
with a generally poor thermal conductivity of the thermo-
plastic, the heaver neck-finish does not become hot en-
ough, long enough to allow the neck-finish to appreciably
deform.
While there are several variations, machinery builders
have developed two fundamental heat-set bottle-manufac-
turing approaches. First is a single-mold method where
the machine stretch blow-molds the heated preform into a
mold having a temperature of about 1201C to 1301C (2481F
to 2661F). Air pressure holds the molded bottle against the
mold cavity for about 3 s, which is sufficient time to allow
stresses to relieve slightly and promote required addi-
tional crystalline growth. Second is a dual-mold method
where the machine stretch blow-molds the preform into a
first mold having a first shape slightly larger than final
bottle form. The machine then reheats this first shape in
an oven to relieve molecular stress but not alter biaxial
orientation. Heating the first shape causes it to shrivel
into a second shape while increasing crystalline levels.
The second shape is then blow-molded in a second blow-
mold cavity to produce the final bottle form.
Besides heat resistance, another consideration for
heat-set, hot-fillable PET bottles is collapse from va-
cuum-related forces after fill, seal, and cool to room
temperature. As the bottle and contents cool, it contracts
reducing volume that in turn creates a negative pressure
or vacuum inside. This contraction is different from
shrinkage that might occur from molecular stress relief
in a poorly heat-set bottle. Vacuum-related forces acting
against the bottle can often slightly distort bottle shape,
particularly in a lightweight bottle. To maintain a pleas-
ing overall appearance, clever hot-fillable bottle designs
have ‘‘vacuum panels’’ or other surfaces that manage
these distortions in a uniform fashion.
ASEPTIC BLOW MOLDING
While any blow-molding process can directly or indirectly
link with a filling machine that sterilizes the bottle and
maintains an aseptic filling environment, aseptic blow-
molding usually involves the extrusion blow-molding
method where the bottle is blow-molded in a commercially
sterile environment with highly modified equipment. Of-
ten the product-filling process is an integral part of the
blow-molding machine. Generally, aseptic blow-molding
machines use one of two fundamental approaches.
Blow-and-Hold Approach
This is substantially a two-stage approach. The blow-
molding machine seals the bottle interior before removal
using moving plates in the mold to seal the blow-pin
opening after pin withdrawal. Following removal from
the machine, the bottle exterior is no longer in a sterile
environment, but the seal maintains sterile conditions
inside. In the second stage, a stand-alone aseptic filling
machine, with its own sterilized environment, sterilizes
the bottle exterior and then removes the seal, thereby
exposing the bottle interior. Next, the machine fills the
bottle with sterilized product and reseals before removal
and distribution.
Blow-Fill-Seal
Approach
This fundamental approach
has two variations. In one
variation, the blow-molding machine molds and then fills
the bottle within the blow-mold cavity. One or two seconds
after initial parison inflation, a measured quantity of
product flows in to fill the bottle. A few seconds later, the
blow pin and product filler tube withdraw and another
small mold cavity, just above the main bottle mold cavity,
closes to seal the bottle and product inside. Bottles made
and filled, using this variation, often have a molded-in
twist-off seal that one can easily remove without a knife or
scissors. In another variation, the blow-molding machine
uses conventional means to manufacture the bottle and
then immediately transfers it to a filling station where the
machine fills and seals the bottle with a conventional
closure. Bottle manufacture, filling, and sealing all take
place in the same controlled commercially sterilized
environment.
152 BLOW MOLDING
Aseptic blow-molding machinery modifications gener-
ally include extensive use of stainless steel and plated
materials throughout. Special ‘‘clean-in-place’’ fixtures
sterilize all internal surfaces, passageways, hoses, blow
pins, valves, and so forth. A cabinet encloses the molding
and filling area, and a flow of sterilized, filtered air having
laminar flow characteristics maintains sterilized condi-
tions inside. Once molding process begins, nothing inside
the cabinet is touchable by human hands.
OTHER SECONDARY BLOW-MOLDING PROCESS
ADDITIONS
As well as those already discussed, three other additions
are commonly part of the blow-molding process.
In-mold labeling
In-mold labeling (IML) is a process addition where a robot-
like arm places a paper- or plastic-based preprinted label
onto the blow-mold cavity surface just before mold close
and parison inflation. A series of vacuum holes in the mold
cavity hold the label in place until the expanding hot
parison can contact and establish a 100% bond with the
label’s heat-activated adhesive.
Internal Cooling
Normally, cooling of the blow-molded bottle occurs from
the outside only—that is, from the blow-mold cavity itself.
Consequently, heat energy must travel through the entire
thickness of the bottle sidewall. Usually, this is not a
major problem for most applications; however, cooling of
heavy containers, such as a drum (or cooling heavy sec-
tions within the container), can take a significant amount
of time. Assuming that the blow-molding machine plasti-
cizer is capable of delivering thermoplastic melt for the
next parison at a higher rate, removing some of the heat-
energy from inside molded container can improve molding
efficiency.
With varying cost effectiveness, molding technicians
have developed several internal-cooling approaches, in-
cluding injection of liquefied gas, super-cold air with or
without injected water vapor, and air exchange. Effective-
ness highly depends on specific application conditions;
often apparatus and related gas or excess air delivery
expense is greater, offsetting any cost benefit from higher
productivity.
Post-Mold Cooling
Post-mold cooling is another means that molding techni-
cians use to shorten molding time. Here the blow-molding
machine removes the partially cooled bottle from the mold
cavity, placing it into a typically water-cooled nest where
cooling continues. At least a portion of the nest mimics the
bottle contours. In addition, the nest may have a series of
fine nozzles directing a flow of high-velocity air toward
hotter areas. Often the nest is part of the trim tooling used
for removing bottle flash.
BOTTLE DESIGN GUIDELINES
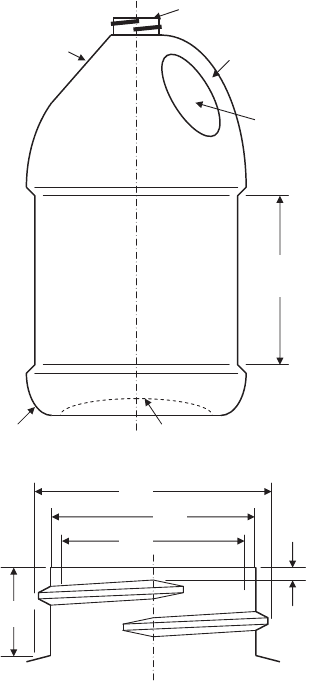
Figure 16 illustrates a number of bottle and neck-finish
terms. Good product design begins with a clear under-
standing of bottle manufacturing process and tooling
limitations. Consider injection blow molding, for example;
as a rule, available strength to minimize core rod deflec-
tion will generally limit its length to about 10 times its
diameter. In other words, height of the bottle should be
about 10 times or less its neck-finish diameter. Limits in
preform wall thickness and ability of tooling to properly
heat-condition the preform restricts preform blowup ratio;
that is, the bottle diameter or largest dimension perpen-
dicular to the core rod axis should be about three times or
less than the neck-finish diameter. For consistent wall
thickness, bottle cross-sectional shape also has limits.
Oval cross-sectional configurations require the oval’s ma-
jor diameter to be about two times (or less) its minor
diameter.
In comparison, extrusion blow molding is not as limited
as injection blow molding. For most thermoplastic materi-
als, molding technicians limit parison to bottle diameter
blowup ratio to about four times or less. This general rule
applies not only to overall bottle shape but also to isolated
Shoulder
Handle
Label
Panel
Handle Island
(trim piece)
Push-up
Bottom
Chime
Neck-finish
T
E
I
S
H
Figure 16. Common bottle and neck-finish terms. T, thread
diameter; E, external diameter; I, inside diameter; H, finish
height; S, thread start.
BLOW MOLDING 153
sections within the bottle. For example, bottle handle
designs that are deeper than wide across mold parting
face, particularly at the handle’s outer end, are difficult to
mold while maintaining a reasonably consistent wall
thickness.
Generally, most blow-molded bottles perform better
when its sidewall has uniform or nearly uniform wall
thickness. Designers can help achieve this uniform thick-
ness by remembering to ‘‘radius, slant, and taper’’ all
surfaces. Bottles having square, flat surfaces with sharp
corners will not likely perform well. Sharp corners will
usually become thin and weak. In contrast, flat side panels
often are relatively heavy and thick and likely distorted.
Flat, square shoulder configurations offer little top-load
strength, an important consideration for bottle storage
and warehousing. Ribs do not always stiffen. Rib config-
urations create more surface area for the parison to cover,
which, in turn, thins bottle wall thickness, potentially
creating a bellows or accordion effect that flexes easier.
Good designers think about the bottle as a whole structure
and attempt to determine how various forces acting on the
bottle impact performance. For example, what areas of the
bottle are likely to flex when subjected to forces antici-
pated with double or triple stacked pallets of filled bottles
in a warehouse.
Blow-mold process conditions can influence bottle di-
mensions or, more important, bottle capacity. Consider
high-density polyethylene milk bottles, for example. By
tradition, U.S. dairies fill milk bottles to within one half
inch (13 mm) of the top of the neck-finish. In other words,
the milk bottle has very little headspace above its fill level.
Because the dairy fills to this level, it requires the bottle
capacity to be exact. To avoid overfilling or underfilling,
naturally, the dairy does not want its bottles too large or
too small.
Technicians at Dow Chemical determined that several
process conditions could significantly change bottle capa-
city (11). High-density polyethylene bottles shrink over
time, with about 80% occurring within the 24 h after
manufacture, but small amounts of measurable shrinkage
still occurs after 10 days. Lightweight bottles are bigger
because of less thermoplastic material on the inside and
because the bottle bulges more from product weight. A 5-g
bottle weight reduction of a typical 1-gal (3.78-L) milk
bottle increases capacity by about 12 mL (5 mL for plastic,
7 mL for bulge). Faster manufacture cycle time, lower
parison inflation air pressure, and higher parison and/or
mold temperature also reduce bottle capacity. Lastly,
empty bottle storage temperature is an important consid-
eration. A significant reduction of bottle capacity occurs
after 10 days of storage at 1401F (601C), a condition that
could easily occur in a semi-trailer on a hot summer day.
BIBLIOGRAPHY
1. R. Holzmann, ‘‘The Development of Blow Moulding from the
Beginnings to the Present Day,’’ Kunststoffe 69, 704–711
(1979).
2. J. H. Dubois, Plastics History USA, Cahners Publishing Co.,
Boston, 1972, pp. 14–16.
3. Early patent describing process approach: W. B. Carpenter,
Process of, and Apparatus for, Molding Hollow Forms of
Celluloid or like Plastic Material, U.S. Patent No. 237,168,
February 1, 1881.
4. J. H. Dubois and F. W. John, Plastics, Reinhold., New York,
1967, pp. 37–43.
5. R. V. Jones, ‘‘High Density PE—Polymer Success Story,’’
Plastics World April, 32–39 (1969).
6. G. S. Brown, ‘‘The Mechanical Processes of Blowmolding,’’
Plastics World May, 16, 17, 20, 21 (1959).
7. W. O. Bracken, Blow Molding Developments, Technical Papers,
Vol. VII, 17th ANTEC, Society of Plastics Engineers, 1961.
8. U.S. Patents to Moreland and Gussoni are typical examples of
early two-station tooling adaptations: S. T. Moreland et al.,
Machine for Molding Thermoplastics, U.S. Patent No.
2,298,716, October 13, 1942; and A. Gussoni, Method for
Producing Hollow Blown Articles from Thermoplastic Mate-
rials, U.S. Patent No. 3,011,216, December 5, 1961.
9. A. Gussoni, Machine for the Manufacture of Bottles from Plastic
Material, U.S. Patent No. 2,853,736, September 30, 1958.
10. Examples include: T. J. Boyd et al., Blow Molding Method for
Producing Pasteurizable Containers, U.S. Patent No.
6,485,670, November 26, 2002; H. Sugiura et al., Double-
Blown PET Bottle Shaped Container Having Essentially No
Residual Stress and Superior Heat Resistance, U.S. Patent
No. 5,928,742, July 27, 1999; G. Denis et al., Equipment for
the Manufacture of Polyethylene Terephthalate Container,
U.S. Patent No. 5,334,007, Aug. 2, 1994.
11. Operators Guide—Controlling Shrinkage of HDPE Bottles,
Dow Chemical Co., Midland, MI, 1979.
General References
C. Irwin, ‘‘Blow Molding’’ in A. L. Brody and K. S. Marsh, eds.,
Encyclopedia of Packaging Technology, 2nd edition, John
Wiley & Sons, New York, 1997, pp. 83–93.
D. V. Rosato, A. V. Rosato, and D. P. DiMattia, Blow Molding
Handbook, 2nd edition, Hanser Gardner Publications, Cincin-
nati, OH, 2003.
BOTTLE DESIGN, PLASTIC
ANDREA S. MANDEL
Andrea S. Mandel Associates,
Packaging Consulting Services,
West Windsor, New Jersey
Like many of today’s popular packaging techniques, blow
molding of plastic bottles became popularized soon after
World War II (see Blow molding). The original applications
took advantage of the flexibility of plastic material
to create squeeze bottles for dispensing of deodorants
or medicines. The availability of reasonably priced
higher-density polyethylene for rigid containers in the
1950s led to the widespread use of plastic bottles for
detergents (1).
As both molding and plastic material technology devel-
oped, conversion to plastic bottles expanded beyond
154 BOTTLE DESIGN, PLASTIC
household products into health and beauty aids, foods and
beverages, and general goods. By the last decade of the
twentieth century, most soft drink bottles were converted
from glass to plastic, and oil and other automotive product
containers were changed from metal to plastic. The 1990s
and early twenty-first century brought technical break-
throughs in materials and manufacturing that allowed
the economical production of high barrier, multilayer and
high temperature resistant plastic bottles. As a result,
foods and drugs requiring hot fill and good flavor, odor,
oxygen, and vapor barriers (such as sauces and baby
food) began to be packaged in plastic bottles and jars in
increasing quantities.
The advantages of plastic over glass bottles are abun-
dant. They are safer, lighter, easier to handle for consumer
and manufacturer, and easier to manufacture, and they
offer improved versatility in design. However, many of the
earlier conversions suffered because of the marketer’s
attempt to imitate the original glass bottle as closely as
possible. It was feared that the consumer (especially in
beauty aids) would perceive the change to plastic as
strictly a cost-savings measure resulting in reduced qual-
ity. Today, the majority of plastic bottles are designed to
take advantage of the material’s unique properties, and
the consumer has come to expect all the inherent advan-
tages in the items they purchase.
In the 1970s and 1980s, plastic bottle designers and
manufacturers were faced with widely fluctuating plastic
material and additive costs and availability. The latter
1980s and 1990s added the additional challenge of envir-
onmental concerns. The early twenty-first century has
brought us dual concerns: high energy prices with in-
creased costs and the potential for shortages, along with a
renewed interest in environmental considerations. The
package must not only minimize material usage to reduce
costs and environmental impact, it must also take into
account its eventual disposal.
BASIC STEPS IN THE PLASTIC BOTTLE DESIGN AND
DEVELOPMENT
There are several basic steps for the proper design and
development of plastic bottles. They can be summarized as
follows:
1. Define bottle requirements—product to be con-
tained, use, distribution, aesthetics, and environ-
mental issues.
2. Define manufacturing and filling requirements—
types of molding available and filling and packa-
ging systems.
3. Select materials.
4. Rough drawings.
5. Part drawing.
6. Model and/or rapid prototyping.
7. Mold drawing.
8. Unit cavity.
9. Unit cavity sampling and testing.
10. Finalize drawings.
11. Production mold.
12. Production mold sampling and testing.
13. Production startup.
This is a basic list of steps for bottle production. Some
items may be done in a different order, and some can be
performed concurrently to save time. Many items will be
performed more than once as the design is refined. In
addition, mating fitments and secondary packaging are
frequently being developed in the same timeframe and
become part of the critical path.
DEFINING BOTTLE REQUIREMENTS
What Will the Bottle Hold?
Information about the product to be contained is of
primary importance for bottle design, particularly in the
selection of material and neck finish. Will the product be
liquid, powder, or solid? What is its viscosity? Is it homo-
geneous, or does it tend to separate out? Will the product
have to be shaken to be used? What plastic materials and
additives is it compatible with? How sensitive is it to
moisture or oxygen gain or loss? Does the product have
components (such as those found in detergents) that could
make the bottle prone to stress cracking? Will the product
outgas into the headspace and cause a pressure buildup?
Will the product absorb oxygen from the headspace and
tend to collapse the bottle? Will the product be filled into
the bottle hot or cold? How much product should the
container hold (in weight or volume)? Is the product
considered hazardous or in some way regulated?
WHAT ARE THE SPECIAL REQUIREMENTS FOR BOTTLE
PERFORMANCE?
Product End-Use. How will the product be used by the
ultimate end-user for dispensing and storage? Examples
of this are squirt bottles, roll-on bottles, trigger-spray
bottles, drainback closure/measuring cup systems, bottles
with integral funnels, and bottles that are stored on their
caps. What are the storage conditions (temperature, hu-
midity, pressure) of opened and unopened containers?
Secondary Packaging. Will the primary package be sold
in an intermediate secondary package? Examples of this
are carton, blister, and tray.
Distribution Requirements. Will the unitized product be
sold in shipping case or partial-height tray? What type of
inner partitions or shrink wrap can be used? Do inter-
mediate customers require smaller unitized packs and if
so, of what type? Will the bottle itself contribute to
stacking strength? Does the final outer package have to
fit on a standard GMA 40-in 48-in. pallet (consider load
optimization and stack heights)? Will cases be shipped in
mixed loads at any time? Will shipment generally be by
full
truckload, partial truckload
(LTL), or individual ship-
ment by ground or air (such as United Parcel Service or
Federal Express)? Does the product travel in a rack
BOTTLE DESIGN, PLASTIC 155
system or bulk package for any part of its distribution?
Are there shelf size requirements for the retail market or
for storage? Will the distribution system require the
product to be shipped over high altitudes or in unusually
hot temperatures or low and/or high humidity environ-
ments? Will international shipment lead to special condi-
tions or requirements?
Aesthetic Requirements. The plastic bottle is frequently
required to act as a salesperson at point of purchase and
after the sale. Common concerns include:
1. Shelf facing size—maximization of width and/or
height vs depth while maintaining package stability
2. Clarity, opacity, and color
3. Label area and label qualities
4. Requirement for recycled and/or recyclable material
WHAT ARE THE SPECIAL REQUIREMENTS FOR BOTTLE
MANUFACTURING AND FILLING?
Options for Bottle Manufacture
Ideally, the designer should be able to select the best
manufacturing technique for the particular bottle. How-
ever, because of cost, available capital equipment, and
other factors, it may be necessary to compromise if possi-
ble. The major choices are:
1. Molding process—injection blow, extrusion blow,
stretch blow (with variations)
2. New or modified molds (or parts of molds and mold
bases)
The various advantages and disadvantages of the differ-
ent plastic bottle manufacturing methods and molding
processes are summarized as follows:
1. Process: extrusion blow molding
a. Description: A tube (parison) is extruded through
an annular die. Two halves of a bottle mold are
clamped over the parison, sealing the top and
bottom except for a hole for air injection. Air is
injected, expanding the parison to match the
mold. Clamped material (excess material at the
top and bottom commonly called necks and tails)
is removed and generally put back into the
system as regrind.
b. Advantages
i. Relatively inexpensive mold, mold modifica-
tion and equipment costs for a basic system.
ii. Multilayer bottles and extruded side stripes
possible.
iii. Larger size containers are economical.
iv. In-mold labeling available.
v. Good for handleware or other designs requir-
ing a molded-in ‘‘hole.’’
c. Disadvantages
i. High built-in waste due to necks and tails.
ii. Requires in-mold or postmold trimming of
necks and tails.
iii. Finish (neck area that typically receives a
cap or fitment) dimensions and quality are
not as consistent.
d. Variations
i. Extrusion dies can be ovalized to improve
material distribution in oval or rectangular
bottles.
ii. Extrusion dies can be programmed to open
and close while extruding, providing a top to
bottom variation in wall thickness.
iii. For high-volume large-container production,
continuous wheel machines can be used in-
stead of molds that shuttle in and out.
iv. Instead of direct blow into a bottle, a dome
may be created that must be trimmed off the
finish. A calibrated neck, on the other hand,
uses the blow pin to help mold the finish. The
top of the finish may be further improved by
posttrim reaming.
v. High blow ratio (finish to maximum width) or
off-center neck bottles can sometimes be im-
proved by blowing ‘‘outside’’ the neck; a wide
parison is used and waste is trimmed off the
sides of the finish on the parting line.
2. Process: injection blow molding
a. Description: The neck finish and ‘‘cigar’’-shaped
body are injection molded in the first phase. This
parison mold preform is then moved to a blow
station containing a mold shaped like the bottle
body. Air is injected through the finish, and the
completed bottle is removed from the pin. The
injection molded performs can either be premade
and stored for later transport to be reheated
for the blow molding process, or can be molded
and then blow molded all in one continuous
process.
b. Advantages
i. Good quality and control of finish dimensions
due
to injection process
.
ii. Capability of control and design inside the
finish area (as long as there are no
undercuts).
iii. Economical for large volumes of smaller
containers.
iv. Waste not built into molding process (injec-
tion mold is hot runner).
v. Can use PET as material.
vi. Finished container does not have a ‘‘pinchoff’’
area at the tail (the line where the extruded
parison is actually cut off the container dur-
ing the manufacturing process) that can pro-
vide a weak point for drop test or stress-crack
failure.
c. Disadvantages
i. Additional need for injection molds increases
cost and lead times (although existing pre-
form molds can sometimes be used to save
costs and time).
156 BOTTLE DESIGN, PLASTIC
ii. In-mold labeling and handles (with ‘‘holes’’)
not generally available.
iii. Not good for larger containers or high blow
ratios.
3. Process: stretch blow molding
a. Description: This is a variation on injection blow
molding wherein the hot parison mold, or pre-
form, is stretched in length by a push rod placed
in the bottom prior to blow molding. The preforms
can be premade and stored for later transport to
be reheated for the blow-molding process, or it
can be molded and then blow molded all in one
continuous process.
b. Advantages
i. Improved bottle impact and cold strength.
ii. Improved transparency, surface gloss, stiff-
ness, and gas barrier.
iii. Good for pressure containers such as soda
bottles.
iv. Opportunity to save plastic material by opti-
mizing strength through stretch process and
good control.
c. Disadvantages
i. Commonly used PET requires special hand-
ling and drying process.
ii. Extra step required in process.
iii. High capital equipment costs.
iv. Additional need for injection molds increases
cost and lead times (although existing pre-
form molds can sometimes be used to save
costs and time).
v. In-mold labeling and handles (with ‘‘holes’’)
not generally available.
Bottle Filling and Packing
Bottle design needs to take into account the filling and
packing operations for the bottle. Important criteria
include:
1. Current equipment and change parts. There are
frequently size limitations (height, width, and depth
on equipment). Likewise, change parts and change-
over times can be minimized by determining com-
mon critical dimensions or easier adjustments
(frequently height) with other bottles that might
run frequently on the same line.
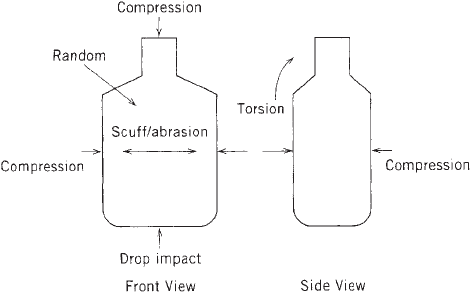
2. Forces and conditions imparted by the filling and
packing operation on the bottle. Common conditions
include downward compression due to insertion of
items in the neck (such as plugs and balls) or on the
finish (such as snap-on closures); bottle body torsion
and neck distortion due to high-torque cap applica-
tion; side-to-side compression due to labeling and
starwheel pinch points; multidirectional compres-
sion and abrasion due to bulk handling such as in a
bottle unscrambler; and bottom drop impact due
to automatic drop packing into cases or trays
(Figure 1). In addition, aesthetic damage can be
done at various points to a labeled or unlabeled
bottle due to abrasion at transfer points and hand-
ling throughout the line. In some cases, machinery
can be selected or modified to reduce these condi-
tions or insure that they occur at protected or strong
points on the container. If this is cost prohibitive or
not possible, the bottle needs to be designed with
these requirements in mind (see Bottle Design and
Specification).
BOTTLE DESIGN AND SPECIFICATION
Once the special requirements for the bottle have been
determined, sketches and models of various bottle designs
meeting these criteria can be produced. As the process
continues, the finalists need to become more detailed
(dimensions, angles, finish) and begin to incorporate
good plastic bottle design principles. Computer modeling
and rapid prototyping can be used as part of this process.
GENERAL DESIGN CONSIDERATIONS
1. Sharp Edges and Changes in Direction Should Be
Avoided. Surfaces should be blended and generous
radii used as much as possible at bends and corners
(2). Sharp edges can lead to thin and high-stress
areas, resulting in stress cracking or failure on drop
testing.
2. The bottle must have minimal or no undercuts.
Thought must be given to how the bottle is to be
removed from the mold. The inside of the finish must
be stripped from the core rod or blow pin, and the
front and back halves of the mold need to open up
from the outside of the bottle. Any plastic that would
hook onto the tooling or molds can cause the bottle to
distort or even break. Very small and rounded
undercuts, such as small retaining rings on the
inside of the neck, can sometimes be successfully
molded; trial and error may be necessary for a
particular design and process to see how much is
possible.
3. W
all Thickness
Minimum and Distribution Should
Be Considered. Thin spots can lead to stress
Figure 1. Common stresses on a bottle on a filling and packing
line.
BOTTLE DESIGN, PLASTIC 157