Yam, Kit L. (ed.). The Wiley encyclopedia of packaging technology
Подождите немного. Документ загружается.

Stock-laminators are designed to laminate varied sub-
strates together to achieve added thickness or uncommon
stock variations. They simply pass a flat blank over a
surface roll that is revolving in a pan filled with adhesive,
register the now adhesive coated substrate with a second
substrate, and pass the combined sheet through compres-
sion rollers. The finished product is usually stacked
immediately, flipping every other handful to reduce
warp. Single-face laminate is a is a hybrid process that
begins as a traditional fluted medium adhered to a single
linerboard; but in the place of a second board, a preprinted
sheet of paperboard is laminated to the outer surface.
Miscellaneous Equipment
A well-equipped corrugated plant will require additional
materials handling and finishing equipment, including lift
trucks, conveyors, bundelers, unitizers, bailers, load turn-
ers, eccentric slotters, quick sets, strippers, and band
saws, plus many custom machines such as riviters.
MANUFACTURER’S JOINTS
Joints applied by the corrugated manufacturer provide
the most practical way to convert a two-dimensional
product into a third-dimensional one. Manufacturer’s
joints, as the name implies, are created by the box
manufacturer. Box users torque containers open, fill
them, and seal them closed by gluing, stapling, or taping.
Edges that meet during closure are called seams.
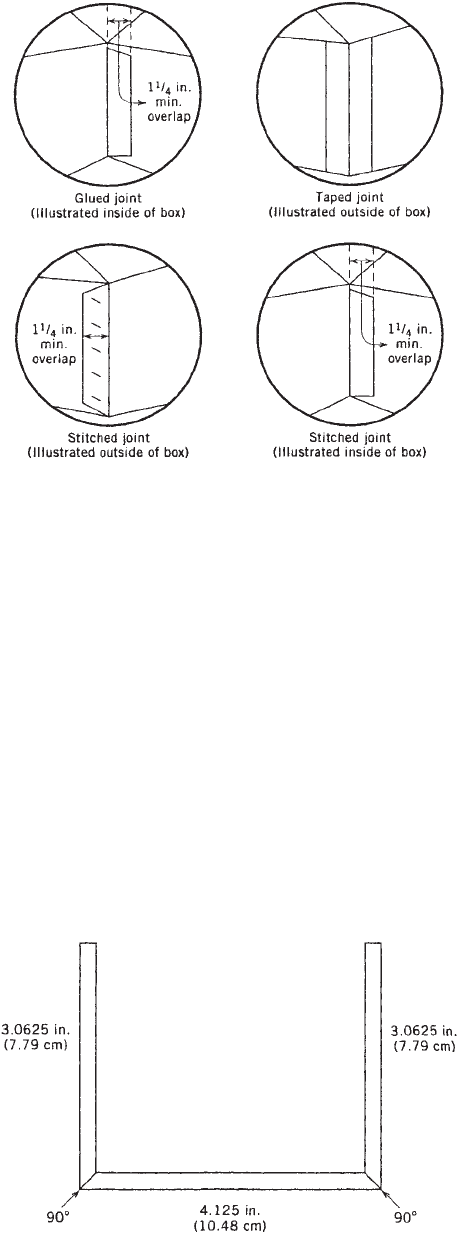
Joints are glued, taped, or stitched. Glued and stitched
containers employ a 1 1/4-in. lap that is a contiguous part
of a length or width panel that will be glued or stitched to
the opposing panel when the panels are folded to meet.
Glued joints became the joint of preference in the 1960s.
Almost all high-speed flexo presses and folders are
equipped to run glued joints. Some volume box users are
equipped with wraparound machines that fold flat blanks
around a product and seal joints and seams in place. This
process eliminates the need for a manufacturer’s joint
from the box manufacturer, which in some cases saves cost
and in all cases produces a more tightly wrapped package.
Stitching is not used in food packaging products.
Glued and stitched joints are produced with the lap on
either the inside or the outside of the container. Both have
their advantages. Inside laps present a finished outside
edge that presents a better appearance and allows more
print area. Outside laps leave a smooth surface on all four
inside panels of a carton. (See Figure 3.)
DIMENSIONING
Three-dimensional cartons are designated by
length width depth. Length and width are the longer
and shorter dimensions of the opening of a box, and depth
is the third dimension. Two-dimensional parts are desig-
nated by supplying the flute direction as the first dimen-
sion. Dimensions can be specified for either the inside or
the outside of a box. Accurate inside dimensions must be
determined to ensure the proper fit for the product being
shipped or stored. At the same time, palletizing and
distributing the boxes depends on the outside dimensions.
The box manufacturer must be informed as to which
dimension is most important to the customer (3).
Corrugated board has a definite caliper, which was
noted in Figure 1; consequently, scoring allowances must
be considered when dimensioning boxes and interiors.
One-half thickness of board is lost for each 901 bend. See
an example in Figure 4.
CORRUGATED ECONOMICS
Carton economics demands that solid geometric figures
(pertaining to three dimensions, L W D) must be re-
duced to plain geometric figures (pertaining to two
Figure 3. Examples of joints.
Figure 4. Score and fluting. Score B flute 1/8 in. (3.175 mm)
thick at 3 1/16 in. 4 1/8 in. (7.79 cm 10.48 cm 7.79 cm) to
achieve inside dimensions of 3 in. 4 in. 3 in. (7.62 cm
10.16 cm 7.62 cm).
168 BOXES, CORRUGATED
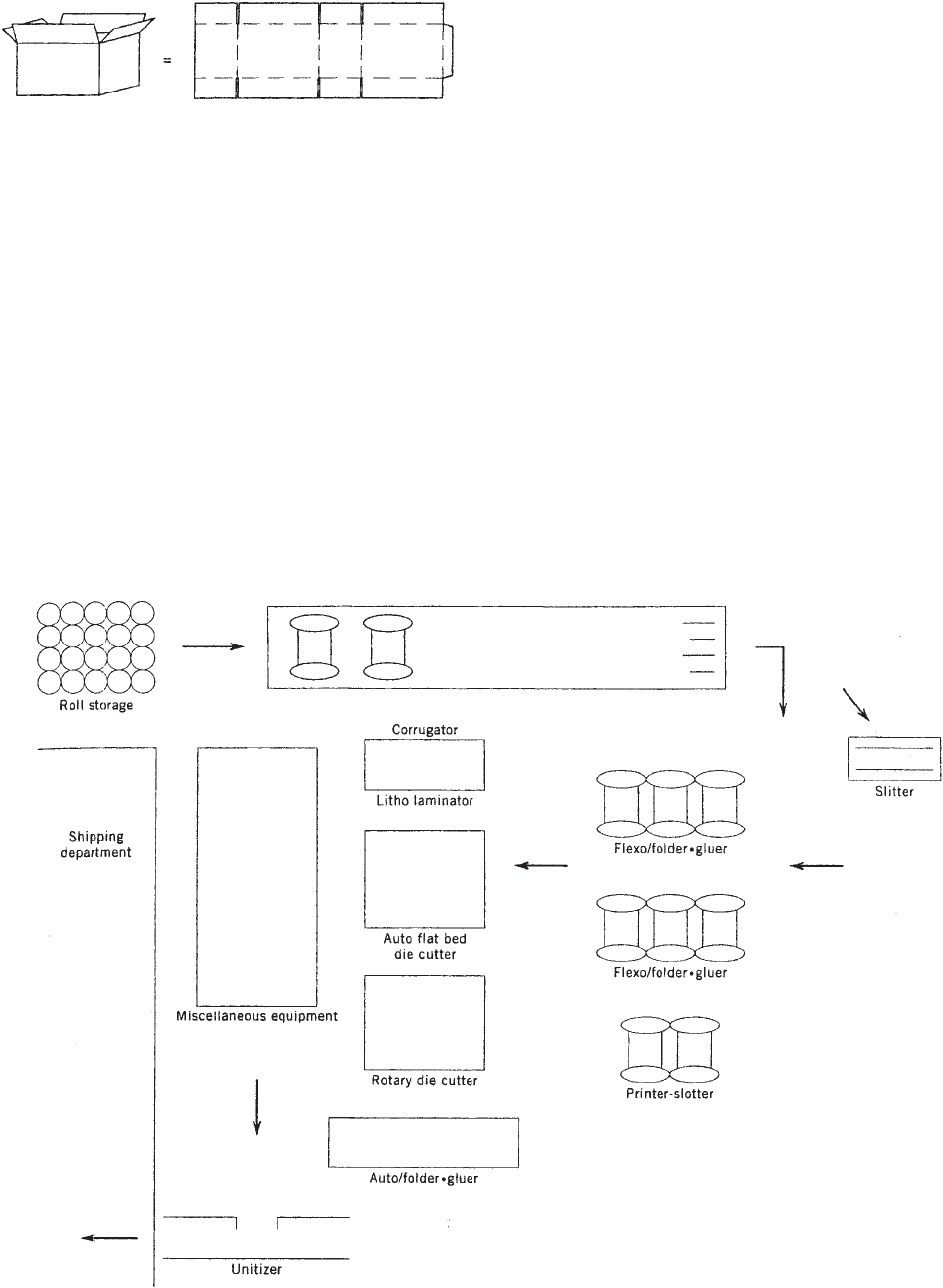
dimensions, L W) for manufacturing specifications and
cost analysis. (See Figure 5).
Having established the single-plane dimensions of a
container (L W ), the area per piece can be established.
This area is calculated in square inches per piece, which is
generally referred to in square feet per 1000 blanks, that
is, L in. W in. divided by 144 1000 = square feet (ft
2
)/
1000 pieces.
Corrugated box costs are functions of raw material,
plus manufacturing, administrating, and delivering costs;
consequently, a major objective in box design is to max-
imize fill area and minimize the blank dimension required
to do so. Several principles to consider that will accom-
plish this maxim follow:
1. The most economical RSC (regular slotted con-
tainer) formula is L =2W = D.
2. Rectangular RSCs are more economical than square
RSCs.
3. Square tubes are more economical then rectangular
tubes.
4. Width is the least economical dimension of an RSC.
5. Depth is the most economical dimension of an RSC.
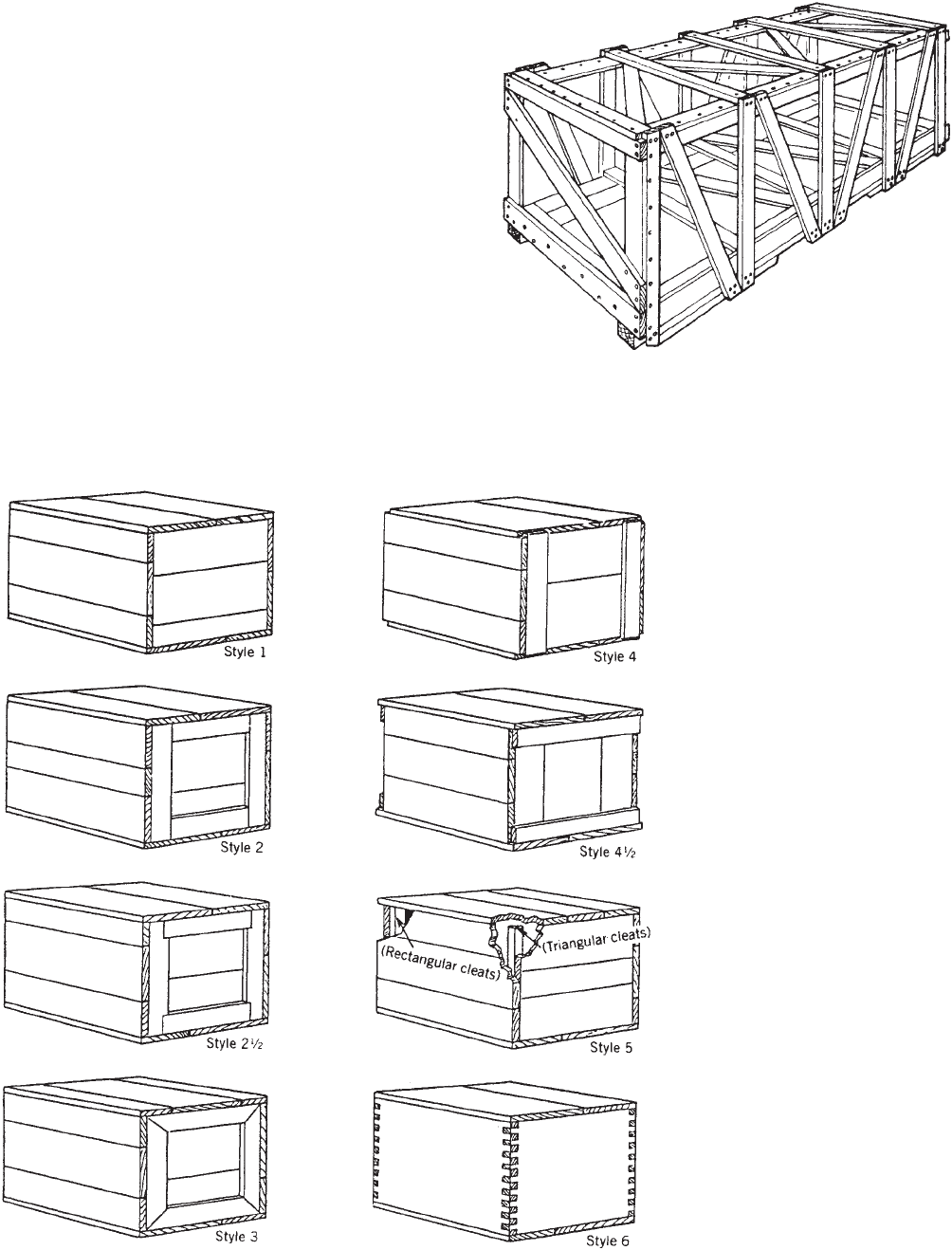
BOX STYLES
Box styles and interiors are too numerous to discuss in
this article, and can best be referred to in the Fibre Box
Handbook (4). Most designs are designated by their
closure feature. The most used box is the regular slotted
container (RSC), which features the most economical use
of board from the corrugator. All flaps are equal in depth,
and the width of the outer flaps equals one-half that of the
containers, so they meet to form a seam at the center of the
box when folded. An alternative to the RSC is a wrap-
around design. The manufacturer supplies a flat blank to
the packer. This is folded around the product and overlap
is sealed. One-piece packaging to meet specific market
needs, such as the carry-home pack for bottles of wine,
shows considerable design ingenuity (1).
Figure 5. Example of reduction to plain geometric figure.
Figure 6. Typical plant floorplan.
BOXES, CORRUGATED 169
Carton designers using CAD/CAM computer programs
generate intricate new designs that enhance packing
programs and support marketing schemes. Today’s world
of discount stores requires containers that function as
sales tools that fully describe the product enclosed as well
as protecting the product for delivery to the consumer.
RECYCLING
Corrugated material, made from a natural renewable
resource, is frequently manufactured from recycled fiber,
is often reused many times, and then is recycled for use in
other packaging materials. Used corrugated containers
are very adaptable to recycling; in fact, they represent the
major source of recycled paper today. Over 76% of recycled
containers are reclaimed for paperboard used to make
more corrugated boxes (5). Box manufacturers have
learned to make stronger boxes using less raw material.
This is called source reduction. Corrugated packaging also
allows for significant source reduction by eliminating the
need for overwraps and secondary packaging (5). The
industry is working on problems that occur during the
repulping process. New adhesives are being developed
that will help prevent ‘‘stickies’’ from forming that can
clog the papermaking equipment. Stickies can originate
from wax coatings, labels, and adhesives. Figure 6 illus-
trates a rough floorplan of a typical box plant.
INDUSTRY FUTURE
The corrugated industry is mature, meaning that it has
developed a full share of the possible market and that
most volume advances come through volume increase in
existing markets. An unavoidable outcome of the globali-
zation of the world economy is an escalated need for
distribution of goods in terms of ready-made products
from the globabl enterprise to its customers in the global
market as well as extensive transport of materials, parts,
and subsystems from external and/or internal suppliers to
assembly plants. Effective packaging and logistics solu-
tions have become key factors in order to maintain or
improve competitiveness of these enterprises. These pat-
terns also affect national and small- to medium-sized
enterprises. A significant driving force is the quest for
the optimal package. It is not only necessary that the
package provide fundamental functions, but also that it be
accomplished at the lowest possible cost with a minimum
of environmental impact. A key factor is to minimize the
mass of the package. A benefit to the industry would be
the reduction of the amount of raw material used. An
additional important factor is to realize that in the future
the sources of raw materials may change and vary in
quality. These factors emphasize the necessity to use
effectively the fiber strength of the raw material, and
current research is aimed in this direction (6).
Undoubtedly the most beneficial adjustment the con-
sumer will receive is the move to high-performance liner-
board and the corresponding change from burst test
to edge-crush test. This very significant change will
ultimately result in not only lower direct costs but also
lower freight and handling costs. The combination of
stronger paperboard at lower basis weights will also result
in a reduction of waste tonnage and pulp consumption.
High-performance linerboard will improve machine effi-
ciencies and printing capabilities.
High-graphics containers are claiming a larger share of
the market. Packagers are accepting the corrugated con-
tainer as a sales tool in addition to its use as a shipping
container. Exotic labeling equipment and preprinted liner
laminates are becoming more common to the industry, and
the trend continues toward faster in-line converting ma-
chines that incorporate printing, slotting, die cutting,
folding, and gluing into one piece of equipment.
BIBLIOGRAPHY
G. A. Foster, ‘‘Boxes, Corrugated’’ in The Wiley Encyclopedia of
Packaging, 2nd edition, John Wiley & Sons, New York, 1997,
pp. 100–108.
Cited Publications
1. J. Poutis, ‘‘Corrugated-Fibreboard Packaging’’ in M. J. Kerwin,
ed., Paper and Paperboard Packaging Technology, Blackwell
Publishing, Oxford, 2005.
2. Uniform Freight Classification 6000-F, National Railroad
Freight Committee, Chicago.
3. ‘‘All About Corrrugated,’’ Corrugated Packaging, www.corru-
gated.org/basics. Accessed April 2008.
4. Fibre Box Handbook, Fibre Box Association, 2850 Golf Road,
Rolling Meadows, IL.
5. ‘‘Recycling,’’ Corrugated Packaging, www.corrugated.org/recy-
ling. Accessed April 2008.
6. G. Jonson and co-workers, Towards an Increased Utilization of
Fibre Strength in Box Production-Project Summary, Division of
Packaging Logistics, Lund University, Sweden, 2005.
BOXES, RIGID, PAPERBOARD
LARRY LYNCH
JULIA ANDERSON
National Paperbox and
Packaging Association
Updated by Staff
INTRODUCTION
Rigid-paperboard boxes are also called ‘‘setup’’ boxes. Un-
like folding cartons (see Cartons, Folding), they are deliv-
ered to the packager setup and ready to use. The rigid box
was originally used by the Chinese, who were among the
earliest to discover a process for making strong and
flexible paper from rice fiber. The first known use for a
paper box was tea. The word box generally means a
receptacle with stiff sides as distinguished from a basket,
170 BOXES, RIGID, PAPERBOARD
and boxes were so named because they were first made
from a tree called Box or Boxwood.
Boxes for gift-giving became popular over 2000 years
ago when the Roman priests encouraged people to send
presents during the seasons of rejoicing. The paperboard
box of current use originated in the 16th century, with the
invention of pasteboard. In Europe, one of the earliest
types of paper boxes was commonly known as a band box.
It was a box highly decorated by hand and was used to
carry bands and ruffles worn by the Cavaliers and Ladies
of the Court. It was not until 1844 that setup boxes were
manufactured in the United States. Starting with a
machine that cut the corners of the box, Colonel Andrew
Dennison soon found that manufacturing boxes by hand
was tedious work and developed the Dennison Machine,
which led to the creation of the Dennison Manufacturing
Company. The Colonel’s invention was revolutionary, but
until the Civil War, most consumer products were pack-
aged in paper bags or wrapped in paper. There were only
about 40 boxmakers in the country, and most boxes were
made by hand. For these 40 craftsmen the box business
was merely an adjunct to other lines of business, which
varied from printing to the manufacture of the consumer
items they would eventually pack.
In 1875, John T. Robison, who had worked with Colonel
Dennison and others, developed the first modern scoring
machine, corner cutter, and shears. These three machines
still form the machinery basis for most box shops, but it
was not until the end of World War II that significant
progress was made to improve the production of machin-
ery for the industry. Today’s machinery takes a scored
piece of blank boxboard through to the finished covered
box.
DESIGN
A defining characteristic of the rigid box is the freedom it
allows with respect to shape, materials, use of accessories,
and overall presentation (1). Rigid boxes may be large,
small, square, rectangular, or elliptical in shape. The basic
form is the lift-off-lid box. Examples of other forms are the
shell and slide book style, combining trays with different
hinged lids (for jewelry boxes) and combining rigid board
jackets with pockets for DVDs. The two major factors in
the appeal of the rigid box are quality and perceived
luxury. In marketing terms, a product must be shown to
its best advanatage. This is sometimes achieved by mak-
ing the product visible, especially when displayed at the
point of purchase. More is usually achieved by graphics,
window patching, and the use of transparent plastic lids
(2). A simple lift off box with good graphics may be enough
of an appeal, but a round, oval, or heart-shaped box may
be required for packaging chocolates.
MANUFACTURING PROCESS
The process starts when sheets of paperboard, made
principally from recycled fibers, are sent through a ma-
chine known as a scorer. The scorer has circular knives
that either cut through or partially cut through the paper-
board and form the box blanks from the full sheet. The
scorers must be set twice, once for the box and once for the
lid, since there is usually a variation of 1/8–3/8 in. (3.2–
9.5 mm) between the box and the lid. After the individual
box blanks are broken from the full sheet, they are stacked
and prepared for corner cutting. Once the corners are cut,
the basic box blank is ready. Die cutting, usually per-
formed on a platen press and an alternative method of
cutting blanks, is economically justifiable for large orders.
The blanks are now ready for staying. For small
quantities the box blanks can be sent through a single
stayer where an operator must first bend all four sides of
the blank to prebreak the scores. The single-staying
machine will then glue a strip of 7/8-in. (22-mm)-width
kraft paper of the required length to each corner of the
box. For greater quantities the boxmaker uses a quad
stayer. The quad stayer feeds the box blanks automati-
cally under a plunger that has the same block size as the
box or cover to be formed. With each stroke of the machine,
the box blank sides are turned up and stay paper is
applied to all four corners at one time.
After staying, the box is in acceptable form, requiring
only an attractive outer wrap. In most operations, the
paper box wrap is placed onto the conveyor gluer, which
applies hot glue to the back of the wrap and then places it
on a traveling belt. The wrap is held in place by suction
under the belt. As the wrap travels on the belt, either it is
removed from the belt by a machine operator, who manu-
ally spots the paperboard box on the wrap, or it is
automatically spotted by machine. After spotting, the
box and wrap move on to another plunger mechanism
where the wrap is forced around the box. Simultaneously,
nylon brushes smooth the paper to the four sides of the
box. Just before the plunger reaches the bottom of the
stroke, the wooden block splits, allowing metal ‘‘fingers’’ to
push the paper in the box. The wooden block then closes
together and completes its downstroke where felt-lined
blocks press the sides and ensure the gluing of the paper
to the inside as well as the outside of the box.
The manufacturing process described above is for the
simplest box, but the setup box can accommodate unusual
requirements with regard to windows, domes, embossing,
platforms, hinges, lids, compartments, and other varia-
tions. Standard variations of the rigid box include the
telescope box, the ended box, the padded-cover box, special
shapes (e.g., oval, heart-shaped), slide tray, neck or
shoulder style, hinged cover, slanted side, full telescope,
box-in-box, specialty box, interior partition, extension
bottom,
three-piece, slotted partition,
and interior plat-
form. This versatility is extremely valuable in meeting the
merchandiser’s demands for quality, quantity, and conve-
nience. Figures 1 and 2 show a familiar candy box and an
unusual configuration for cosmetics.
MATERIALS
Four primary materials are needed for manufacturing the
rigid box: chipboard (for the rough box), stay paper (to
hold the sides of the box together), glue (to hold the outer
BOXES, RIGID, PAPERBOARD 171

wrap to the box), and outer wraps (for the decorative
appearance).
There are four common types of chipboard used
in boxmaking: plain, vat-lined, book-lined, and ‘‘solid
news.’’ Plain chipboard is made entirely of waste paper,
with the minimum of selection or de-inking of waste. Vat-
lined chipboard provides a cleaner appearance. It is
primarily chipboard with a liner (made of low-grade white
waste paper) that is applied on the board machine at the
mill. Book-line chipboard is chipboard with a liner of book
or litho paper pasted to one or two sides as a separate
operation. ‘‘Solid news’’ differs from plain chipboard in
that the waste used in this sheet is a little more selected
and is made mostly from newspaper waste that has
been de-inked. Other boards are available, including
glassine-lined, foil-lined, and folding grades of boxboard,
but the four listed above are those that are primarily used.
To properly serve the customer, a boxmaker must stock
various sizes and weights of board. Setup boxboard is
measured in basis weight: A 50-lb (22.7-kg) bundle of
50-basis-weight boxboard contains 50 standard 26 40-
in. (66–102-cm) sheets; a 50-lb (22.7 kg) bundle of 40 basis
weight boxboard contains 40 sheets. The larger the basis
weight, the thinner the sheet.
Stay paper is almost always 7/8-in. (22-cm)-wide kraft or
white paper. Glues are either animal- or starch-based,
formulated to dry fast or slow. They are available in dry
form for mix-it-yourself, or flexible form to melt as used.
Most glue is hot-melted to give a faster drying and lay-flat
quality to the paper with minimal warping (see Adhesives).
The final ingredient in box manufacturing is the outer
wrap. There are thousands of stock papers, most of them
available in 26-in. (66-cm) or 36-in. (91.4-cm) rolls. The
wraps are generally paper, but foil and cloth wraps are
also used. Through the use of artwork, photography, and
good printing, a boxmaker can also produce a distinctive
custom-made wrap.
Modern boxmakers make extensive use of CAD sys-
tems for samples and limited production runs, which are
often cut on computer-driven plotter tabes (2).
APPLICATIONS
The rigid (setup) box has stood the test of time and
competes well within its selected markets. It protects, it
builds image, it displays, and it sells. The setup box
possesses unique qualities that satisfy the specific needs
of all four segments of the marketing chain: the consumer,
the retailer, the marketer, and the product packager. The
boxes are delivered setup and ready to load. Small ‘‘mar-
ket-test’’ or emergency quantities can be prepared quickly
at low cost, and individual custom designs are available
without expensive investment in special tools, jigs, or dies.
The rigid ‘‘feel’’ creates consumer confidence, and the
manufacturing process permits utilization of varied over-
wraps to reflect product quality. The boxes are easy to
open, reclose, and reuse without destroying the package.
Rigid boxes are recyclable and made from recycled fibers.
Production runs can be small, medium, or large, and
volume can fluctuate without excessive economic penal-
ities. In addition, these boxes provide lasting reuse fea-
tures for repeat advertising for the seller. They are
customized to provide product identity. Rugged strength
protects the product from plant to consumer. Reinforced
corners and dual sides provide superior product protection
and minimize damage losses.
The markets for rigid boxes are as follows: tableware,
jewelry and watches, perfumes and cosmetics, music and
video games, stationery and office supplies, luxury bev-
erages, chocolate and confectionery and gifts, boxed greet-
ing cards, photographic trade products, engineering and
DIY tools, and medical equipment (2).
BIBLIOGRAPHY
Larry Lynch and Julia Anderson, ‘‘Boxes Rigid-Paperboard’’ in
M. Bakker, ed., The Wiley Encyclopedia of Packaging
Figure 1. A familiar example of a rigid paperboard box.
Figure 2. The high-fashion look of a lacquered wooden box is
copied with style in the glossy finish and fine detail work of this
rigid box designed for Lanco
ˆ
me cosmetics. Especially noteworthy
is the registration of the gold-stamped border on the wrap of each
separate drawer. Brass drawer-pulls complete the illusion.
Shelves are sturdy and wrapped, allowing the drawer to slide in
and out smoothly.
172 BOXES, RIGID, PAPERBOARD
Technology, 1st edition, John Wiley & Sons, New York, 1986,
pp. 76–78; 2nd edition, A. J. Brody and K. S. Marsh, eds., 1997,
pp. 108–110.
Cited Publications
1. R. Laszlo and G. L. Wyybenga, The Packaging Designers Book
of Patterns, John Wiley & Sons, New York, 1991.
2. M. Jukes, ‘‘Rigid Boxes’’ in M. J. Kirwin, ed., Paper and
Paperboard Packaging Technology, Blackwell Publishers,
London, 2005.
BOXES, RIGID, PLASTIC
RICHARD M. BRASINGTON
Buckhorn, Milford, Ohio
Rigid plastic containers have been used for many years in
a wide variety of consumer and industrial applications.
Some of the more familiar uses have been as the bread
trays, milk crates, and beverage cases that one might see
in a supermarket; as cosmetic and shampoo bottles; or as
medicine bottles or blister packs used to display consumer
goods on a store rack. Some of these and less-familiar uses
are touched on in this article, and the processes used to
produce this wide range of containers are covered as well.
Finally, container configurations and applications in the
emerging category of reusable shipping containers are
described in some depth.
There are five major processes used to manufacture
rigid plastic containers: injection molding, compression
molding, blow molding, rotational molding, and thermo-
forming. Each process is suited to the production of a
range of geometries with a variety of materials at different
costs. A complete description of these processes, materials,
and applications is beyond the scope of this article, but
an overview is possible and will be helpful for later
discussions.
TYPES OF MOLDING
Injection Molding
In this process a heated, softened plastic material is forced
from a cylinder into a cool mold cavity, which results in a
plastic product matching the geometry of the cavity of the
mold. Generally, molds are expensive, but they produce
the widest variety of part shapes at very high rates of
production (see Injection Molding).
Compression Molding
This process uses preheated thermosets and high mechan-
ical pressure to shape the material between male and
female portions of a die. The mold cavities are preheated
themselves, and the parts are removed after they have
been cured under pressure. Many fiberglass and polyester
parts are made with this method in which tooling costs are
moderately expensive and production rates are moder-
ately high. (see Compression Molding).
Blow Molding
This is most often used to shape hollow items like bottles.
A tube of hot melt, called a parison, is extruded between
the open halves of a chilled mold. The mold halves are
clamped together, pinching off the tube at the ends. Air or
an air and water mist is injected into the cavity, inflating
the soft tube against the mold surfaces. Cooling time is
quick, tooling costs are moderate, and production rates are
extremely high (see Blow Molding).
Rotational Molding
This is also a process for producing hollow, seamless
products. In this method, a powder or liquid plastic is
placed in a mold; the mold is heated and rotated about two
perpendicular axes simultaneously and then cooled. After
the material solidifies, the mold is opened and the part is
removed. Tooling and equipment costs are low, but pro-
duction rates are slow, and the geometry of the parts
produced is limited.
Thermoforming
This involves elevating the temperature of a thermoplas-
tic sheet material to a workable level and forming it to
shape. The forming process draws the sheet by a vacuum
into an open, chilled mold. Like rotational molding, the
tool costs are low, but production rates are slow, and there
are limitations to the complexity of the part geometry.
REUSABLE SHIPPING CONTAINERS
All of these processes can be used to manufacture reusable
shipping containers, but by far the most often used
method is injection molding. This process is best suited
for reusable shipping containers because it allows intri-
cate shapes to be molded at high rates of production. The
molds last a long time, and relatively low unit costs can be
achieved.
The reusable shipping container (RSC) concept is sim-
ple: A container is loaded with product and shipped to its
destination, where it is emptied. The empty container is
sent back to the supplier, refilled with product, and then
shipped again to its end-user destination. The cycle is then
repeated over and over again.
While the concept is not new, its application in a wide
variety of industries has spurred increased usage. Repla-
cing expendable corrugated packaging with RSCs saves
money, reduces worker injuries, and helps the environ-
ment. Money is saved by purchasing plastic containers
once and reusing them instead of buying corrugated
cartons each time a shipment is made. Worker safety
and health are improved by providing easy-to-lift boxes
with ergonomic handles. And the environment is helped
by using recyclable plastic in the containers and eliminat-
ing the dumping of corrugated cartons in the landfills.
BOXES, RIGID, PLASTIC 173
APPLICATIONS
Plastic reusable shipping containers have been used for
years by wholesale bakeries shipping bread, by dairies
shipping milk, and by soft-drink bottlers shipping 2-L
bottles into supermarkets. More recently, drug chains,
hardware stores, chain restaurants, and durable goods
manufacturers have realized the benefits of reusables.
Drug and grocery wholesalers pick from their incoming
bulk shipments into reusable hand-held totes for split
case shipment to individual stores where the contents are
then unloaded onto retail shelves. Much of the recent
growth in this category can be attributed to the auto-
motive industry and their suppliers that ship component
parts into assembly plants. The produce industry is
another large user, harvesting into reusable containers
in the field, shipping to the packing houses, and then
sending them to supermarkets in the same container.
This eliminates the cost of corrugated packaging and the
double handling associated with repacking into corru-
gated boxes.
A relatively new application for reusable plastic ship-
ping containers has been with bulk liquid loads. These are
referred to as intermediate bulk containers (IBCs), and
they are collapsible bulk containers with a plastic film
liner. They have been used to ship tomato paste, liquid
eggs, syrups, and cosmetics, to name a few. To provide the
strength to carry liquid loads, these IBCs are made from
either (a) an engineered resin or (b) hot-plate-welded high-
density polyethylene (HDPE), or polypropylene. In hot-
plate welding, two halves of the base and wall units are
welded together with steel, fiberglass, or pultruded rods
sealed inside the walls for rigidity.
TYPES OF CONTAINER
Various container types can be used in these applications,
and most are injection-molded from HDPE, or polypropy-
lene. Generally, there are four categories of RSCs: nest
only, stack only, stack and nest, and collapsible. Each type
has its advantages and disadvantages as outlined in the
remainder of this article.
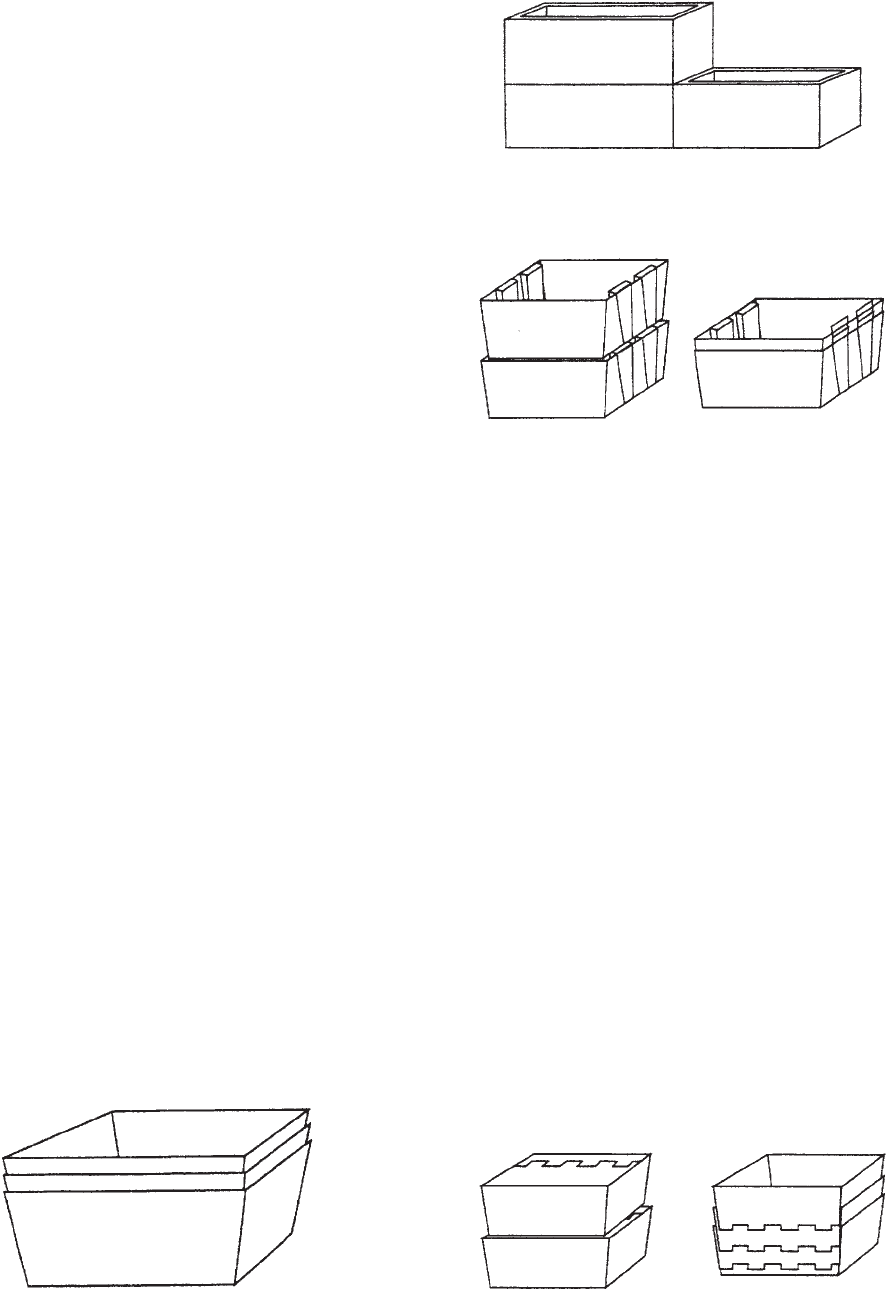
Nest-Only Containers
Nest-only containers (see Figure 1) have tapered walls
that allow them to fit inside each other or ‘‘nest’’ when
they are empty. These are inexpensive containers to make,
but they require racks or shelves to sit on when they are
full of product.
Stack-Only Containers
Stack-only containers (see Figure 2) have straight walls
and good interior room for optimal utilization of interior
space. They have excellent stacking stability and make
good over-the-road containers. Because they stack only,
they take up a lot of space and are inefficient when stored
empty. Lids are not necessary for stacking, but could be
used to keep dirt out of the containers.
Stack-and-Nest Containers
There are five types of stack-and-nest containers:
1. 901 Stack-and-Nest. By turning a container 901,
containers can either stack on top of each other or
nest inside one another. They do not need a lid and
are generally inexpensive. Depending on the config-
uration, they can be good for over-the-road transport.
2. 1801 Stack-and-Nest Containers. (see Figure 3). Si-
milar to the 901 version, with a 1801 turn a container
can be either nested when empty or stacked when
full. Stacking posts on the inside ends of the con-
tainer allow this versatility, but they take up inter-
ior room and take up potential product space.
3. Attached-Lid Containers (see Figure 4). These are
nest-only containers with lids that are attached,
usually by a metal hinge wire. They are ideal
Figure 1. Nest only.
Figure 2. Stack only.
Figure 3. 1801 stack and nest.
Figure 4. Attached lid.
174 BOXES, RIGID, PLASTIC

over-the-road shipping containers and provide an
excellent unitized load. They stack when the lids are
closed and nest when the lids are open and are one of
the most popular RSC.
4. Detached-Lid Containers. These are basically nest-
only containers with lids that make excellent
over-the-road shipping containers. They stack
when the lids are snapped on, and, they nest when
the lids are removed. These are the easiest lidded
containers to clean, but do require keeping track of
both boxes and separate lids.
5. Bail Containers (see Figure 5). These are nest-only
containers with ‘‘bails’’ that flip in to allow stacking
and flip outside the container to allow nesting. They
make good transportation containers, are easy to
clean, and do not require the tracking of separate
lids and boxes.
Collapsible Containers
There are several types of collapsible containers. For bulk
boxes (see Figure 6), which are generally built on a pallet
base and 30 in. high, the most efficient design has side
and end walls that are hinged at the base and fold inward
flat on themselves. With straight walls, these offer excel-
lent interior space utilization, and when they are empty
and collapsed, they offer efficient storage. They generally
come with optional detached lids.
Smaller collapsible totes (see Figure 7) offer the same
interior space efficiencies and collapsible storage benefits
as do bulk boxes. They are more commonly designed like
collapsible bulk boxes, but some are designed accordion
style as in Figure 7; both have collapsing design and can
be open-topped or have a detached or attached lid. The
accordion style can accommodate an attached lid as well.
BIBLIOGRAPHY
General References
1. E. A. Leonard, Packaging Economics, Books for Industry,
New York, 1980.
2. S. Sacharow and R. C. Griffin, Jr., Plastics in Packaging,
Cahners Publishing, Boston, 1973.
3. J. F. Hanlon, Handbook of Package Engineering, 2nd edition,
McGraw-Hill, New York, 1984.
4. K. Auguston, ‘‘A Selection Guide to Returnable Containers,’’
Modern Materials Handling, 42–43 (November 1995).
BOXES, SOLID-FIBER
ROBERT QUINN
Union Camp Corporation
Updated by Staff
INTRODUCTION
Solid-fiber containers are used almost exclusively for
applications in which container return and reuse are
desirable and where return can be controlled by the
distributor. Without such control, the impetus to use the
multitrip shipping containers, which are more costly than
corrugated boxes, would not exist.
As a rule of thumb, the solid-fiber box costs two to three
times as much as a comparable-size general-purpose
corrugated shipper. However, the solid-fiber container
can be used an average of 10–15 times before retirement.
The economics are obvious, but only in a ‘‘closed-loop’’
distribution system.
Solid fiberboard differs from corrugated board in sev-
eral significant respects (see Boxes, corrugated). As its
name implies, the former is a solid (nonfluted) structure
consisting of two or more plies of containerboard. Four
plies generally are used to manufacture board from which
solid-fiber boxes are to be produced. Standard quality solid
fiberboard is more resistant to water and damp conditions
than are standard corrugate fiberboards.
FABRICATION
Solid board is made either on a multi-ply paperboard
machine forming with vats or by a combination of forming
methods. It is also made by multi-ply lamination. Solid
fiberboard packaging is manufactured primarily from
recycled material. It is both recyclable and biodegradable
at the end of its useful life (1).
Solid-fiber sheets are constructed by gluing roll-fed
containerboard plies together on a machine called a
laminator. The plies are bonded under controlled pressure
Figure 5. Bail.
Figure 6. Collapsible bulk box.
Figure 7. Collapsible tote.
BOXES, SOLID-FIBER 175
to form a sheet that comes off the line as a continuous strip
that is subsequently cut to predetermined lengths (2).
Caliper of the finished board is the result of the number
and thickness of individual plies. It varies according to
the needs of the customer market. For most applications,
finished sheet thickness ranges between 0.035 and 0.135
in. (0.089 and 0.343 cm). (In the industry lexicon, 0.035 in.
is called 35 points). For special heavy-duty applications,
solid fiberboard of 250-point thickness can be produced.
This, however, is the exception. For the largest market
(shipping containers), board thickness averages 70–80
points (0.18–0.20 cm).
When the continuous web of solid fiberboard exits the
laminator, it is cut to length. Converting equipment
prints, diecuts, and, if needed, coats the material with
polyethylene or other protective finish. Solid fiberboard
packaging is supplied flat to save space in storage and
distribution. It can be erected by the packer manually or
with mechanical assistance (1). When product volume is
high and a high packing speed is required, fully automatic
machinery is used for erecting, packing, and closing.
A principal difference in construction between solid-
fiber and corrugated boxes is that rail and highway
shipping-authority rules limit solid-fiber boxes to only
two styles of manufacturer’s joints; stitched and ex-
tended-glued. Standard methods for testing solid-fiber
boxes have been developed and published by the American
Society for Testing and Materials (ASTM) and the
Technical Association of the Pulp and Paper Industry
(TAPPI). Common-carrier requirements for solid-fiber box
performance (burst strength, size, and weight limits) have
been established and are fully detailed in Rule 41 of the
Uniform Freight Classification (rail shipment) and Item 22
of the National Motor Freight Classification (truck ship-
ment) (see Laws and regulations).
APPLICATIONS
Solid fiberboard is used in a wide range of packaging and
display applications such as the packaging of horticultural
produce, meat and poultry, and fish. Beer bottles and
cans are packed in a wrap-around lithioprinted multipack.
Compartmentalized machine-erected trays are typically
used for multipacks of plastic yogurt cups. Solidboard is
also used in shoe box packaging. Products that are heavy,
are likely to shift during transportation, require protec-
tion, and possibly have protruding parts need the protec-
tion of puncture-resistant solid board. It is also used for
export packaging (1).
After containers, the largest use of solid fiberboard is for
slip sheets. Slip sheets are used in materials-handling
applications, chiefly as replacements for bulkier and more
expensive wood pallets. Designed for forklift handling and
requiring minimal warehouse space, solid-fiber slip sheets
are easy to use and store. Slip sheets are made from three
plies of kraft. Polyethylene-lined board and hard-sized board
can be used for wet/damp conditions. An anti-skid varnish
can be applied to the slip sheet to assist load stability (1).
Divisions or partitions of solid fiberboard are used
to create cells in a case or box wherein individual items
and packaged products can be placed. It is superior to
corrugated board for this purpose and does not indent
with the shape of the upturned container. Other uses
include point of purchase displays, furniture (sheets are
affixed to the wooden framework to provide a firm back-
ing for upholstery), and mirror backing. Automative
applications include non-load-bearing interior bulkheads.
Drums, railcar dunnage, and wire- and-cordage reels, are
other miscellaneous uses in which solid fiberboard’s
strength, damage resistance, and machinability are cost-
effective.
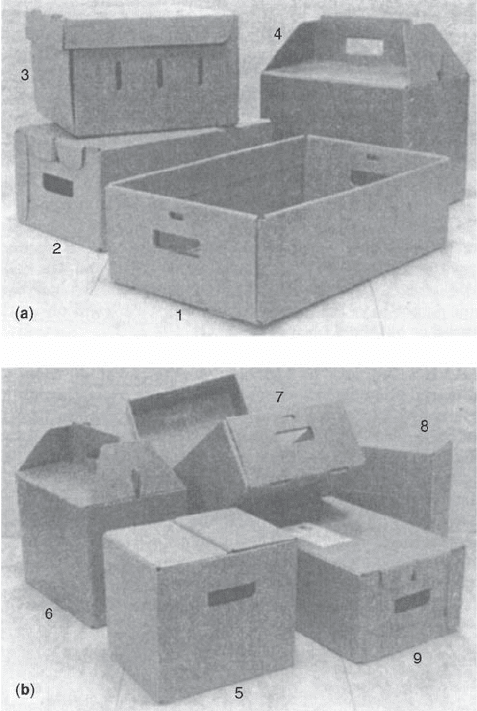
See Figure 1 for some examples of solid-fiber
containers.
BIBLIOGRAPHY
1. R. Quinn, ‘‘Boxes, Solid Fibre’’ in M. Bakker, ed., The Wiley
Encyclopedia of Packaging Technology, 1st edition, John Wiley
& Sons, New York, 1986, pp. 80–81; 2nd edition, A. J. Brody
and K. S. Marsh, eds., 1997, pp. 112–113.
Figure 1. Solid-fiber beverages cases and tote boxes. (a) 1, One-
piece bin box with locking feature; 2, three-piece 24/12-oz.
(355 mL) beverage case; 3, one-piece vegetable box; 4, attache-
style tote box. (b) 5, one-piece 4/1-gal (3.785-L) beverage case; 6,
attache-style tote box; 7, one-piece lidded tote box; 8, one-piece self-
locking tote box; 9, three-piece 24/12-oz. (355 mL) beverage case.
176 BOXES, SOLID-FIBER
Cited Publications
M. J. Kirwan, ‘‘Solid Fibreboard Packaging’’ in M. J. Kirwan, ed.,
Paper and Paperboard Packaging Technology, Blackwell Pub-
lishing, London, 2005.
W. Soroka, Fundamentals Packaging Technology, Institute of
Packaging, UK, 1996.
BOXES, WOOD
The use of wooden boxes and crates dates back to the
Industrial Revolution, when the building of roads and
railways led to their development as the first ‘‘modern’’
shipping containers (1). (See also Boxes, wirebound; Pal-
lets, wood.) They still are used today for products that
require the strength and protection that only wood can
provide. The difference between a box (or case) and a
crate is that a box is a rigid container with closed faces
that completely enclose the contents. A crate is a rigid
container of framed construction. The framework may or
may not be enclosed (sheathed) (2).
Figure 1.
Figure 2. Simple wooden crate.
BOXES, WOOD 177