Yam, Kit L. (ed.). The Wiley encyclopedia of packaging technology
Подождите немного. Документ загружается.


PVDC is an economic issue. Development of new material
forms and recycle-containing structures is underway with
commercialization targeted for 1985 (4). In the meantime,
resin manufacturers are working on the development of
other types of barrier materials for coextrusion applica-
tions (5).
STRUCTURAL MATERIALS
The materials generally used to support the barrier resins
in coextrusions are listed in Table 2. The maximum
process temperature listed is the highest sterilization
temperature that packages based on these resins should
experience. Polystyrene, polypropylene, and the polyethy-
lenes are the predominant structural materials used in
coextrusions for semirigid packaging applications. Struc-
tural resin selection is dependent on use requirements,
coextrusion processability, and container-forming conside-
rations.
Polystyrene (see Polystyrene) exhibits excellent coex-
trudability and thermoformability. It can be used in
applications that require low-temperature processing
and in some hot-fill applications. Polypropylene (see Poly-
propylene) is also excellent from a coextrusion-processing
standpoint, but it requires special forming considerations.
Deep-draw containers from polypropylene-based sheet
are most commonly formed using solid-phase forming
techniques. Polypropylene can be retorted, but some
grades exhibit poor low-temperature impact characteris-
tics, which limit their use in applications that require
resistance to refrigerated or freezing temperatures.
High-density polyethylene (see Polyethylene, high-den-
sity) offers a significant improvement in low-temperature
properties compared with polypropylene, but its suitabil-
ity in applications that require retort processing is mar-
ginal. Low-density polyethylene would be incorporated in
coextrusions that require good heat sealability (see Seal-
ing, heat) for applications involving low-temperature-fill
conditions.
Although coextrusions based on crystallizable polyester
(see Polyesters, thermoplastic) and polycarbonate (see
Polycarbonate) are not commercially available at this
time, these materials are included as structural materials
because of their future potential in retort applications.
The success of these relatively expensive materials will be
dependent on the cost and performance achieved. Con-
siderable developments of coextrusion and forming tech-
niques need to be completed prior to commercialization of
coextrusions based on polyester and/or polycarbonate.
APPLICATIONS
Three representative commercially coextruded structures
are shown in Table 3. The transition layers in these
structures are materials used to ensure the integrity of
the coextrusion. The technology of transition layers is
complex and maintained as proprietary by coextrusion
manufacturers. The first structure, which uses polystyr-
ene as both cap layers, finds use in form/fill/seal applica-
tions because of the particularly good thermoformability
of polystyrene (6) (see Thermoform/fill/seal). The second
structure has one polystyrene cap layer to maintain
thermoformability and one polyolefin cap layer. The poly-
olefin layer, in this case, would be the food-contact layer.
This structure would comply with the current Food and
Drug Administration (FDA) regulations for aseptic H
2
O
2
package sterilization (see Aseptic packaging). The resins
that comply with current FDA regulations for H
2
O
2
sterilization are polyethylenes, polypropylenes, polye-
sters, ionomers (see Inonomers), and ethylene vinyl
acetates (EVA). Petitions have been submitted for
FDA clearance of polystyrene and ethyl methyl acrylate
(EMA) as food-contact layers as well. Containers formed
from this structure, with polypropylene as the food-con-
tact surface, can also be hot-filled (7).
The last structure shown in Table 3 has the most
potential of those listed, because it can be used in applica-
tions including retort processing. The primary market
target for coextrusions with polypropylene as the cap
layers is processed foods currently in metal cans (8, 9).
In addition to the food-packaging markets, barrier
coextrusions can be used in the medical (see Healthcare
Table 1. Barrier Materials
Resin O
2
Transmission Rate
a
Water-vapor
b
Transmission Rate Mid-1985 Price, $/lb ($kg)
EVOH (Eval F, Kuraray) 0.035 [0.136] 3.8 [1.50] 2.41 [5.31]
PVDC (Saran 5253, Dow Chemical) 0.15 [0.583] 0.10 [0.04] 1.02 [2.25]
a
cm
3
mil/(100 in.
2
d atm) [cm
3
mm/(m
2
d kPa)] at 731F (231C), 75% rh.
b
g mil/(100 in.
2
d) [g mm/(m
2
d)] at 1001F (381C), 90% rh.
Table 2. Structural Materials
Resin Maximum Process Temperature, 1F(1C) Mid-1985 Price $/lb ($kg)
Polystyrene 195 (90.6) 0.49–0.51 (1.08–1.12)
Polypropylene 260 (127) 0.43–0.47 (0.95–1.04)
High-density polyethylene 230 (110) 0.44–0.50 (0.97–1.10)
Low-density polyethylene 170 (77) 0.40–0.44 (0.88–0.97)
Polyester, thermoplastic (heat-set) W260 (W127) 0.63–0.67 (1.39–1.48)
Polycarbonate W260 (W127) 1.69–1.81 (3.73–3.99)
298 COEXTRUSION FOR SEMIRIGID PACKAGING

packaging), pharmaceutical (see Pharmaceutical packa-
ging), and industrial packaging markets where barriers to
oxygen, moisture, and hydrocarbons are required.
ECONOMICS
Simply using resin prices to calculate a material cost for a
coextruded sheet structure can be unreliable in determin-
ing the economics of barrier plastic package. Using
material prices only to compare the economics of several
coextruded sheet structures on the basis of different resins
can result in erroneous conclusions. Items such as re-
quired equipment costs, coextrusion output rates, pack-
age-forming method and rates, amount of scrap generated,
amount of scrap reutilized, container design, and con-
tainer performance are some of the cost considerations
that can be dissimilar for different coextruded sheet
structures. Economic comparison of various coextruded
barrier packages with alternative packaging materials
should be based on a total packaging systems analysis.
The current commercial applications and market tests
underway show that packages from coextruded sheet offer
economic and/or performance advantages versus other
packaging materials.
BIBLIOGRAPHY
‘‘Coextrusions for Semirigid Packaging’’ in R. J. Dembrowski, ed.
The Wiley Encyclopedia of Packaging, 1st edition, Ball Cor-
poration, pp. 201–204.
1. U.S. Patent 3,479,425 (Nov. 18, 1969), L. E. Lefeure and P.
Braidt (to Dow Chemical Company).
2. U.S. Patent 3,557,265 (Jan. 19, 1971), D. Chisholm and W. J.
Schrenk (to Dow Chemical Company).
3. K. Ikari, ‘‘Oxygen Barrier Properties and Applications of
Kuraray EVAL Resins,’’ presented at Coex 1982, sponsored
by Schotland Business Research, Inc., Princeton, NJ.
4. W. J. Schrenk and S. A. Marcus, ‘‘New Developments in
Coextruded High Barrier Plastic Food Packaging,’’ presented
at SPE–RETEC, 1984, Cleveland, OH.
5. R. McFall, ‘‘New High Barrier Polyester Resins for Coextrusion
Applications,’’ presented at Coex 1984, sponsored by Schotland
Business Research, Inc., Princeton, NJ.
6. ‘‘Cheese Invades Europe,’’ Packag. Dig. 45 (1981).
7. ‘‘Industry/Newsfocus,’’ Plast. Technol. p. 114 (1984).
8. ‘‘Campbell’s Plans for Plastics: ‘mm, mm, good’,’’ Plast. World 6
(1984).
9. S. A. Marcus, Food Drug Packag. 22 (1982).
General References
S. E. Farnham, A Guide to Thermoformed Plastic Packaging,
Cahners Publishing Company, Boston, MA, 1972.
S. Sacharow and R. C. Griffin, Basic Guide to Plastics in Packa-
ging, Cahners Publishing Company, Boston, MA, 1973.
J. A. Cairns, C. R. Oswin, and F. A. Paine, Packaging for Climatic
Protection, Newnes–Butterworths, London, UK, 1974.
Proceedings of Coex ’81, ’82, ’83, and ’84, Schotland Business
Research, Inc., Princeton, NJ.
R. J. Kelsey, Packaging in Today’s Society, St. Regis Paper
Company, New York, 1978.
Proceedings of the Seventh International Conference on Oriented
Plastic Containers, Ryder Associates, Inc., Whippany, NJ,
1983.
L. B. Ryder, Plast. Eng., 1983.
S. Hirata and N. Hisazumi, Packag. Japan 25 (1984).
A. Brockschmidt, Plast. Technol. 67 (1984).
COEXTRUSION MACHINERY, FLAT
Multilayer coextruded flat film and sheets are produced on
single-slot T dies. The overall process is similar to that
used for single-layer products of the same dimensions (see
Extrusion). The specialized design considerations for co-
extrusion are discussed below.
MACHINERY
Extruders. Each product component requires a separate
extruder. Several layers may be produced by the same
extruder using suitable feed block or die connections.
Systems range from two extruders for a simple BA or
ABA structure to five or six extruders for high barrier
sheet (see Coextrusions for semi-rigid packaging).
Since all of these extruders feed one die, the area
behind the die can become a crowded place. Extruders
are therefore built as narrow as possible. Vertical gear-
boxes permit tuck-under motors that reduce space re-
quirements and provide good service access to the motor
and other components.
Smaller extruders can be mounted overhead at various
angles. Larger machines present an access and height
problem when located overhead. The most effective and
Table 3. Commercial Coextrusions
Structure Application
Polystyrene Form/fill/seal
Transition Preformed containers
Barrier Hot fill
Transition
Polystyrene
Polystyrene Form/fill/seal
Transition Preformed containers
Barrier H
2
O
2
aseptic
Transition Hot fill
Polyolefin
Polypropylene Preformed containers
Transition H
2
O
2
aseptic
Barrier Hot fill
Transition Retort
Polypropylene
COEXTRUSION MACHINERY, FLAT 299

accessible arrangement is usually a fan layout of larger
extruders with some small machines overhead (Figure 1).
Thermal expansion requires that all but one and
sometimes all machines to be mounted on wheels with
expansion capability both axially and laterally. Height
adjustments must also be provided to permit accurate
alignment to the interconnecting piping.
PVDC requires special corrosion-resistant extruder
construction (see Vinylidene chloride copolymers). High-
nickel cylinder lining and Z nickel screws are essential to
avoid corrosion and polymer degradation. The optimum
ratio is 24 L/D (length/diameter) for this heat-sensitive
material. Everything associated with the PVDC extruder
is critically streamlined, and all flow surfaces normally
contacting or possibly contacting PVDC must be nickel.
No screens or breaker plates are used. A long conical tip
with matching adapter assures streamlined flow. A PVDC
extruder can run over barrier materials equally well with
different suitable screw designs.
All other extruders can be of conventional materials
of construction. A ratio of 30 L/D is desirable for best
performance in most cases. These can also be vented for
devolatizing when necessary to remove entrapped air or
moisture. Venting cannot be used with high backpressures
or low screw speeds. Screen changers are used on most
extruders to avoid laborious disassembly when screens are
plugged. Good screening is essential in barrier sheet
extrusion to avoid plugging critical flow passages and
pinholes in some layers. Remote-control hopper shutoffs
help quick startup and shutdown.
Ethylene–vinyl alcohol (EVOH) requires predrying.
Otherwise, it degrades during extrusion with a reduction
of melt viscosity. An increase in melt index will disturb
layer distribution (see Ethylene–vinyl alcohol).
Scrap or recycled material is often used as a 100%
constituent of one layer. This may require special feed
handling such as a grooved feed section or the addition of a
crammer feeder. If the scrap contains PVDC, the extruder
must also include the appropriate materials of construc-
tion and streamlined design.
Good mixing with special screws is necessary to homo-
genize the components.
Figure 1. A typical layout for coextrusion (1): A, recycled layer extruder; B, crammer feeder; C, virgin layer extruder; D, glue layer
extruder; E, barrier layer extruder; F, static mixer; G, feed block; H, sheet die.
300 COEXTRUSION MACHINERY, FLAT

Melt quality and uniformity are absolutely critical for
good multilayer coextrusion. Small variations that are
invisible in a single-layer sheet can cause severe distur-
bances in coextrusion resulting from layer interactions. It
therefore cannot be assumed that an extruder that works
well in single-layer service is suitable for critical coextru-
sion work.
Cylinder Cooling System. Melt viscosity is the major
factor controlling layer distribution. The ability to control
melt temperature level upward and downward to some
extent is essential to permit layer distribution control.
This requires conservative speed extruder operation. Com-
plex sheet extruders should therefore always be larger for a
given capacity than those used for single-layer extrusion.
Closed-loop liquid cooling rather than air cooling is desirable
on larger extruders to achieve desired melt temperatures.
PVDC extruders of any size should be liquid-cooled for
fast cooling in case of problems. Automatic fail-safe liquid
cooling is often used to cool the extruder in case of a power
failure.
Layer uniformity and stability can be improved by two
devices that are relatively new to extrusion.
Gear Pump. Gear pumps provide positive output deliv-
ery systems for extruders. They permit accurate control of
the content of each layer and ensure that all layers are
present in the preselected proportions. The pump is run at
an accurately controlled speed. The extruder speed is
automatically regulated to maintain a constant feed pres-
sure into the gear pump. All variations in extruder output
are therefore automatically compensated. The regrind
extruder, which is subject to the largest variability, should
be fitted with a gear pump.
Static Mixer. Static mixers play an important part in
stabilizing melt uniformity. This is particularly important
with viscous polymers such as PP and HDPE, which have
long stress–relaxation times.
The mixer also provides an extended residence time at
low shear rate for stress relaxation after the high shear in
the extruder and gear pump. The static mixer is best
installed as the last element prior to the feed block.
Piping. The extruder output is conveyed to the feed
block or die through a feed pipe. There are a number of
important considerations regarding this technical plumb-
ing (Figure 2):
It should be as short as possible with a minimum of
bends. All bends should be smooth to avoid material
hangup.
The internal diameter should be large enough to avoid
large pressure drops, which cause a rise in melt
temperature, but not so large as to create stagnation.
The wall thickness should not only take operating
pressure into consideration but also act as a good
heat sink and distributor. Polymer-filled pipes can
be subjected to enormous thermal expansion pres-
sures during heating.
Heating must be very uniform to avoid hot and cold
spots.
Low-voltage density heaters with almost complete pipe
coverage are desirable. Heater tapes are dangerous
owing to the possibility of poor uniformity of heat
distribution.
Control thermocouples must be carefully located to
sense the actual pipe temperature.
The construction material must suit the polymer to be
conveyed.
Pipes should be easily and quickly disconnected for
cleaning and access. Longer pipes should be section-
ally assembled to help with this. C clamps are ideal
for coupling feed pipes. These also permit rotational
motion and compensation for minor misalignment
without leakage.
METHODS
Two different methods are used to coextrude flat film and
sheet: multimanifold die and feed-block coextrusion.
Multimanifold Die. The molten polymer streams are fed
to separate full-width manifolds in a T die. They are
merged prior to exiting from a common slot. These dies
are complex and expensive but provide for accurate ad-
justment of individual layer profiles. The number of layers
is limited by the die design, and five appears to be the
practical upper limit. The layer capability can be in-
creased by using a feed block on one of the manifolds.
Layer adjustment is tedious owing to the great number of
adjustment points, and these dies are usually limited in
use to single-purpose applications.
Feed-block Coextrusion. The product is coextruded on a
conventional single manifold T die preceded by a feed
block in which the layers are formed. This is the most
Figure 2. Feed block and piping.
COEXTRUSION MACHINERY, FLAT 301

frequently used process for complex structures. It has
been the object of many patents and much litigation.
Feed blocks combine the polymer layers in the struc-
ture arrangement desired for the finished sheet in a
narrow width and a relatively thick cross section. This
makes the layer assembly fairly easy. Thereafter, laminar
and nonturbulent flow in the die is necessary to maintain
the desired structure.
Viscosity matching of components is essential; that
is, the viscosities of the separate components must be
alike. Higher viscosity material displaces lower viscosity
material at the edges of the die. Even materials having
apparently identical viscosity may not flow evenly because
of interfacial slip or die surface drag. Despite this, viscos-
ity matching works very well for many complex struc-
tures. Viscosity differences can often be compensated by
temperature adjustments. Feed blocks also incorporate
mechanical compensating devices. Consequently, layer
distribution uniformity in the 1% range is attainable
across the sheet.
Three major feedblock systems are in use commerically.
Each has its advantages and disadvantages. All use the
principle of nonturbulent laminar flow through the die to
achieve good results. The difference between the systems
is in how the layers are assembled before the die.
The Dow system (Dow Chemical Co.) uses a square die
entrance with the height of the die manifold. The layers
are assembled in one plane through a series of stream-
lined flow channels. Details are covered by secrecy agree-
ments and therefore cannot be disclosed. This coextrusion
technology has been developed around Dow’s saran PVDC,
and it excels in this field. The Dow feed block incorporates
several flow adjustments. These feed blocks are available
from Dow machinery licensees who include most sheet
extrusion system builders (1).
The Welex system uses a circular flow passage, which is
the usual die entrance configuration for single-layer ex-
trusion (see Figure 3). The layers are assembled sequen-
tially in and around the cylindrical flow. The system is
modular so that more layers can be added to a given
feed block at any time. Inner- and outer-layer feed compo-
nents are fixed but are removable for correction or adjust-
ment (2).
The Cloeren system uses a rectangular die entrance
with the height of the die manifold and a width of about
4 in. (100 mm) (see Figure 4). The block is essentially a
miniature multilayer sheet die with movable separating
vanes. These permit adjustment of the relative flow gaps
during operation. The number of layers is predetermined
by the number of flow channels. The feed to each channel
can be selected by interchangeable inlet plugs. They are
available from Cloeren Company or through builders of
sheet extrusion systems. Cloeren also builds multimani-
fold dies similar in structure to the feed block. These can
be fed by a feed block into the central manifold. Although
this may seem complex and expensive, it offers a solution
to structures with widely differing melt viscosities (3).
ENCAPSULATION AND LATERAL ADJUSTMENT
It is generally desirable to limit the width of the barrier
layer to less than the full sheet width. This is essential
with PVDC to avoid contact with the die surfaces and
much of the feed block. This not only permits the use of
normal materials of construction but also totally elimi-
nates degradation of PVDC by stagnation on a metal
surface. This problem is solved by encapsulating or totally
surrounding the barrier layer with other polymers so that
it is floated through the die.
The accurately adjustable width of the barrier layer
permits major savings in barrier-material cost and re-
duces recycling problems. Preferably, this layer should
extend only to the tooling width in the thermoformer.
Edge trim from the extrusion operation and from the
thermoforming should be single layer.
All three feed-block systems incorporate adjustments
for this purpose. This is usually achieved by a flow
mechanism in the feed block that adjusts the flow width
of the barrier layer. Other layers such as the glue layers
can be similarly controlled.
OTHER EQUIPMENT
Controls. The most important aspect of multilayer
sheet and film extrusion is control. A system includes a
tremendous number of variables and adjustments that
affect the layer thickness and distribution. Since 100%
inspection is impossible, reliance is placed on the consis-
tency and stability of operation.
A microprocessor control system is ideal to help main-
tain good control and to alarm process deviations. It can
also be easily programmed for rapid product changes and
for critical startup and shutdown procedures.
Figure 3. Welex feed block (2).
Figure 4. Cloeren feed block (3).
302 COEXTRUSION MACHINERY, FLAT

Gauging. Single-layer gauging and control have
reached a high state of perfection. Tolerances better
than 1% are readily achieved. Measurement of individual
layers is possible in certain cases. In thin transparent
structures, selective infrared absorption bands permit the
separate measurement of widely differing polymers. This
method does not work on thick and opaque products, and
it does not give the layer location within a structure.
Continuous nondestructive-layer measurement remains
under intensive development.
Downstream Equipment. Multilayer sheet and film use
conventional sheet and film takeoff equipment. Nickel-
plated rolls are preferably used when processing product
containing PVDC to avoid damage to chrome plating
in the event of a breakdown. Multiple-edge trimming is
sometimes used to separate single-layer from multiple-
layer material to reduce scrap recycling problems.
BIBLIOGRAPHY
‘‘Coextrusion Machinery, Flat’’ in F. R. Nissel, ed., The Wiley
Encyclopedia of Packaging Technology 1st ed., by Welex, Inc.,
pp. 193–196.
1. U.S. Pat. 3,557,265 (Jan. 19, 1971), D. F. Chisholm et al. and
U.S. Pat. 3,479,425 (Nov. 18, 1969), L. E. Lefevre et al. (to Dow
Chemical USA).
2. U.S. Pat. 3,833,704 (Sept. 3, 1974), U.S. Pat. 3,918,865 (Nov. 11,
1975), and U.S. Pat. 3,959,431, May 25, 1976, F. R. Nissel (to
Welex Incorporated).
3. U.S. Pat. 4,152,387 (May 1, 1979) and U.S. Pat. 4,197,069, (Apr.
8, 1980), P. Cloeren.
General References
L. B. Ryder, ‘‘SPPF Multilayer High Barrier Containers,’’ Proceed-
ings of the Eighth International Conference on Oriented
Plastic Containers, Cherry Hill, NJ, 1984, pp. 247–281.
F. Nissel, ‘‘High Tech Extrusion Equipment for High Barrier
Sheeting,’’ Proceedings of the Second International Ryder
Conference on Packaging Innovations, Atlanta, GA, Dec. 3–5,
1984, pp. 249–279.
J. A. Wachtel, B. C. Tsai, and C. J. Farrell, ‘‘Retorted EVOH
Multilayer Cans with Excellent Barrier Properties,’’ Proceed-
ings of the Second International Ryder Conference on Packa-
ging Innovations, Atlanta, GA, Dec. 3–5, 1984, pp. 5–33.
COEXTRUSION MACHINERY, TUBULAR
Tubular coextrusion for packaging applications is generally
referred to as blown-film coextrusion, which distinguishes it
from other similar tubular processes that produce products
such as pipe and heavy-wall tubing. Blown-film coextrusion
therefore refers to the process of forcing more than one
molten polymer stream through a multimanifold annular
die to yield a film consisting of two or more concentric
plastic layers (see Extrusion; Films, plastic). The laminar
characteristic of polymer flow permits the maintenance of
discrete layer integrity such that each polymer in the film
structure can fulfill a specific and individual purpose (see
Coextrusions for flexible packaging).
Coextruded film structures are designed to incorporate
one or more of the following objectives: heat sealability;
barrier against gas or moisture transmission; high strength
(ie, tensile, impact, and tear); color differential; surface
frictional properties; adhesive between layers; stiffness
(modulus of elasticity); optical quality (clarity and gloss);
and reclaim carrier. Combinations of these properties can
be achieved by the arrangement of polymer layers in which
each polymer exhibits the specific desired property.
PROCESS EQUIPMENT
A tubular coextrusion process fundamentally consists of
the extruders, die, air ring, collapsing mechanism, haul-
off, and winder. These elements are similar to those of
single-layer film extrusion except for the die, which must
contain more than one flow manifold, i.e., layer channel,
for extrusion (see Figure 1).
The added complexity of multilayer die components,
coupled with the inherently superior quality requirements
for coextruded films, make the die the highest design
priority of the extrusion system. The most critical die-
design considerations for multilayer applications are (a)
structural integrity, i.e., the hardware’s ability to with-
stand typical internal pressures of 3000–6000 psi (21–
41 MPa); (b) dimensional integrity, the interlocking of
and machining precision related to mating parts defining
flow-stream concentricity; (c) polymer-flow distributive
quality, in order to use a range of diverse materials; and
(d) reduction of design-flow restriction, permitting extru-
sion of high-viscosity polymers.
Closely related to the die issue is the frequent need to
rotate (or, preferably, oscillate) the die assembly for the
Figure 1. Typical rotating tubular five-layer configuration: (a)
die structure; (b) extruder inlet arrangement.
COEXTRUSION MACHINERY, TUBULAR 303
purpose of randomizing film-thickness variations across
the entire windup width. In the seal section, where
there is an interface between fixed and oscillating mem-
bers, polymer pressure is large, i.e., typically 5000 psi
(34.5 MPa). Because the seal must act against this force,
the seal design must be well qualified, and thrust-bearing,
and the seal-maintenance costs are likely to be high.
Alternative methods sometimes used for thickness
randomizations are oscillating haul-off assemblies, rotat-
ing winders, or rotating extrusion systems. Each method
poses some significant technical difficulty worthy of ex-
tensive selection and design consideration.
SPECIALIZED PROCESS DESIGN
Because coextruded films often employ polymers uncom-
mon to those used in single-layer extrusion, some unusual
process design criteria, discussed below, are added for
multilayer systems.
Degradable Polymers. Most of the gas-barrier resins are
vulnerable to temperature degradation. This imposes a
need for specialized die streamlining and extruder-feed-
screw design. The feedscrew configuration is critical in
minimizing melt temperature and in ensuring uniformity
of temperature and viscosity across the melt-flow stream.
High Modulus of Elasticity (Film). Many barrier and
high-strength polymers exhibit modulus, i.e., stiffness,
characteristics that cause unique web-handling and wind-
ing difficulties. The elimination of web wrinkles and
flatness distortions becomes a critical design objective
related especially to collapsing geometry, idler and nip-
roll size, as well as line-drive quality. The handling of stiff
webs usually entails relatively high equipment costs
because higher tension levels are required, along with
more precise tension control. Use of highly accurate
regenerative de drive equipment is usually advisable for
coextruded films. The high-modulus webs also dictate
greater hardware rigidity and tighter roll-alignment
tolerances.
Four-side Treatment Capability. Because of layer-thick-
ness structure considerations in coextrusion, the surface
to be printed may be extruded as the inner layer of the
bubble. This shifts corona-treatment requirements (for
subsequent ink adhesion) from the outer to the inner
layer. Two treater stations are sometimes installed on
coextrusion systems; one is for the treatment of the inner
layer downstream of the web separation.
High Film Surface Coefficient of Friction (COF). For
many high-speed sealing applications, as well as such
products as stretch film, multilayer film surfaces are
abnormally tacky. One of the principal advantages of the
coextrusion process is its ability to create such properties
with relatively low additive content concentrated in in-
dividual layers. However, very high resultant COF values
can cause unusual web-handling difficulty, especially
in relation to the bubble-collapsing function. This
aggravated geometric problem, i.e., flattening a cylinder
(bubble) into a single plane, can be alleviated with the use
of very low friction collapsing means. In contrast to the
more conventional wood-slat configuration, low friction
systems employ rollers on ball bearings or air-cushion
surfaces to minimize film-surfacing drag forces during
collapsing.
QUALITY-CONTROL REQUIREMENTS
Multilayer films, because of their enhanced physical prop-
erties, frequently command premium selling prices; how-
ever, these films also necessitate several added cost factors
and engineering complications related to process design.
The cost differential is due to the film’s added value,
exemplified by more stringent thickness-uniformity and
winding-quality standards. These are described below.
Temperature Control. In addition to plant-space pro-
blems associated with multiple extruders, tighter film-
quality specifications dictate improved temperature con-
trol in a smaller control console. Most recent coextrusion-
system plans employ microprocessors to save space and
take advantage of digital-control logic. Achieving process-
temperature stability is often essential for coextruded
films, in contrast to the fluctuations and errors normally
tolerated in single-layer processes.
In-line Blending. Because of the many types of raw
material used in coextrusion, the purchase and storage
of specialized-resin blends is impractical. There is an
advantage to in-line blending of additives, and investment
plans for a complex coextrusion system generally include a
high priority for blending equipment. This is also logical in
view of the relatively high per pound (kg) cost of the
special resins and additives involved and the particularly
high quality demanded of multilayer products.
Layer-thickness Control. Individual layer thickness
must be carefully monitored either by tedious off-line
measurement or in-line by gravimetric (weigh-feeding)
extruder loading. A difficult technical objective unique to
coextrusion, layer-thickness control is a key process-con-
trol priority that provides the opportunity to achieve cost
savings or the liability to waste raw material and produce
defective film. Although layer-thickness measurement
can be achieved with spectrophotometers, weigh feeding
seems the most practical and reliable means of controlling
layer percentages.
Roll-winding Quality. Roll-conformation
requirements
associated with multilayer
films are usually severe,
representing a more costly and complicated winder
configuration. In-line slitting is a common cost-saving
requirement, encouraging the use of advanced web-hand-
ling technology in the categories of alignment precision,
web spreading concepts, as well as tension and speed
control (see Slitting and rewinding machinery). Typical
high multilayer line speeds, often 200–500 ft/min (61–
152 m/min), dictate the incorporation of automatic cut
304 COEXTRUSION MACHINERY, TUBULAR
and transfer mechanisms. Manual roll transfers are not
practical at these speeds and with multiple slits. Addi-
tionally, the broad range of film elasticity, stiffness,
thickness, and surface tack encountered in coextruded
applications demands extraordinary winder versatility
and performance quality.
ECONOMIC FACTORS
Most blown-film coextrusion systems operate in an output
range of 200–1000 lb/h (91–454 kg/h). A typical average
rate is 300 lb/h (136 kg/h). Although some two-, four-, and
five-layer systems exist, a common installation uses
three extruders, even when producing two-layer products.
Usual extruder combinations include 2.5-in. (6.4-cm) dia-
meter and 3.5-in. (8.9-cm) sizes, although many 4.5-in.
(11.4-cm) extruders are also used. Some lines operate at
2000 lb/h (907 kg/h) with 6-in. (15.2-cm) extruders.
In the United States, the coextrusion industry consists
of a large population of in-line multilayer bag operations
in addition to those requiring film winding. Investment
levels and process-quality requirements are usually not
as high for the bag operations. A three-layer, 300-lb/h
(136-kg/h) in-line bag extrusion system, for example, costs
approximately $300,000; a film-winding version with the
same output specification would probably cost at least
$400,000.
Operating costs for coextrusion systems are similar to
those of single-layer extrusion except for the higher initial
investment, i.e., typically 50% higher for coextrusion of the
same output category. Energy costs are equivalent ($0.03–
0.05/lb or $0.07–0.11/kg) to those of single-layer extrusion,
and man-power requirements vary only slightly. Labor
costs per unit weight are often higher for coextrusion, not
as a function of manpower requirements but because more
elaborate processes require greater skills.
A frequent important economic incentive for the man-
ufacture of coextruded films is that premium film pricing
reduces the cost percentage of raw materials, e.g., resin.
Therefore, multilayer products are generally reputed to
offer higher profit margins than their single-layer
counterparts.
Scrap reclaim can often be an economic disadvantage
with coextrusion. It may be limited or prohibited by
incompatibilities between the polymers of corresponding
layers, which is a complication particularly prevalent
among specialty food-packaging films that contain gas-
barrier resins. In these cases, reclaimed scrap may only
be eligible for insertion into a thin adhesive layer, thus
severely limiting reclaim percentages. Conversely, some
coextruded films are designed specifically to exploit high
scrap-input potential. In these cases, high loadings of
scrap or reprocessed resin are sandwiched between skin
layers of virgin polymer.
BIBLIOGRAPHY
‘‘Coextrusion Machinery, Tubular’’ in W. D. Wright, ed., The Wiley
Encyclopedia of Packaging Technology, 1st ed., by Western
Polymer Technology, Inc., pp. 197–199.
General References
W. J. Shrenk and R. C. Finch, ‘‘Coextrusion for Barrier Packaging’’
and R. C. Finch, ‘‘Coextrusion Economics,’’ Papers Presented at
the SPE Regional Technical Conference (RETEC), Chicago, IL,
June 1981, The Society of Plastics Engineers, Inc., Brookfield
Center, CT, pp. 205–224 and pp. 103–128.
R. Hessenbruch, ‘‘Recent Developments in Coextruded Blown and
Cast Film Manufacture,’’ Papers Presented at COEX ‘83,
Du
¨
sseldorf, FRG, Schotland Business Research, Princeton,
NJ, 1982, pp. 255–273.
N. S. Rao, Designing Machines and Dies for Polymer Processing
with Computer Programs, Macmillan, New York, 1981.
R. L. Crandell, ‘‘CXA—Coextrudable Adhesive Resins for Coex-
truded Film’’ and G. Burk, ‘‘On Line Measurement of Coex-
truded Coated Products by Infrared Absorption,’’ Papers
Presented at TAPPI Coextrusion Seminar, TAPPI, Atlanta,
6A, May 1983, pp. 89–90.
Properties of Coextruded Films, TSL 71–3, E. I. duPont de
Nemours & Co., Inc., Wilmington, DE.
C. D. Han and R. Shetty, ‘‘Studies of Multi-layer Film Coextru-
sion,’’ Polym. Eng. Sci. 16(10), 697–705 (Oct. 1976).
D. Dumbleton, ‘‘Market Potential for Coextrudable Adhesives,’’
Papers Presented at COEX ‘82,Du
¨
sseldorf, FRG, 1982, Schot-
land Business Research, Princeton, NJ, 1982, pp. 55–74.
G. Howes, ‘‘Improvements in the Control of Plastics Extruders
Facilitated by the Use of Microprocessors, Papers Presented at
the TAPPI Paper Synthetics Conference ‘81, TAPPI, Atlanta,
6A, pp. 21–31.
‘‘Coextrusion Coating and Film Fabrication,’’ TAPPI Press Report
112, Atlanta, 6A, 1983.
COEXTRUSIONS FOR FLEXIBLE PACKAGING
ERIC HATFIELD
LARRY HORVATH
James River Corporation,
Milford, Ohio
Updated by Staff
INTRODUCTION
Multilayer coextrusion of thermoplastic film and sheet has
developed into an important plastic fabrication process,
providing large growth opportunities for the plastic in-
dustry. Coextruded multilayer plastics are challenging
such traditional materials as metals, glass, paper, and
textiles (1). Flexible packaging is the second largest type
of packaging in the United States. It represents 18% of
the $135 10
9
market (2). The attraction of coextrusion is
both economic and technical. It is a single-step process
starting with two or more plastic materials that are
simultaneously extruded and shaped in a single die to
form a multilayer sheet or film. Thus, coextrusion avoids
the costs and complexities of conventional multistep lami-
nation and coating processes, where individual plies must
be made separately, primed, coated, and laminated. Coex-
trusion readily allows manufacture of products with
COEXTRUSIONS FOR FLEXIBLE PACKAGING 305
layers thinner than can be made and handled as an
individual ply. Consequently, only the necessary thickness
of a high-performance polymer is used to meet a particular
specification of the product. In fact, coextrusion has been
used commercially to manufacture unique films consisting
of hundreds of layers of individual layer thicknesses less
than 100 nm. It is difficult to imagine another practical
method of manufacturing these microlayer structures.
Layers may be used to place colors, bury recycle, and
screen UV radiation, and provide barrier properties; for
example, additives such as antiblock, antislip, and anti-
static agents can be placed in specific layer positions.
High-melt-strength layers can carry low-melt-strength
materials during fabrication.
The largest market for coextruded films and sheets is in
packaging applications—for example, two- or three-layer
films for trash bags or five- to nine-layer structures for
flexible and semirigid packages. As many as five different
polymers may be used to obtain heat sealability, barrier,
chemical resistance, toughness, formability, and aes-
thetics. Coextrusion is also suitable for applying thin
multilayer films as coatings on substrates. Food packaging
is a growing application.
ADVANTAGES OF COEXTRUSIONS OVER BLENDS
The layers of a coextruded film are generally composed of
different plastic resins, blends of resins, or plastic addi-
tives. The difference between a coextruded film and a
resin blend lies in the existence of distinct layers in the
coextruded film as opposed to the blend. Figure 1 illus-
trates the differences.
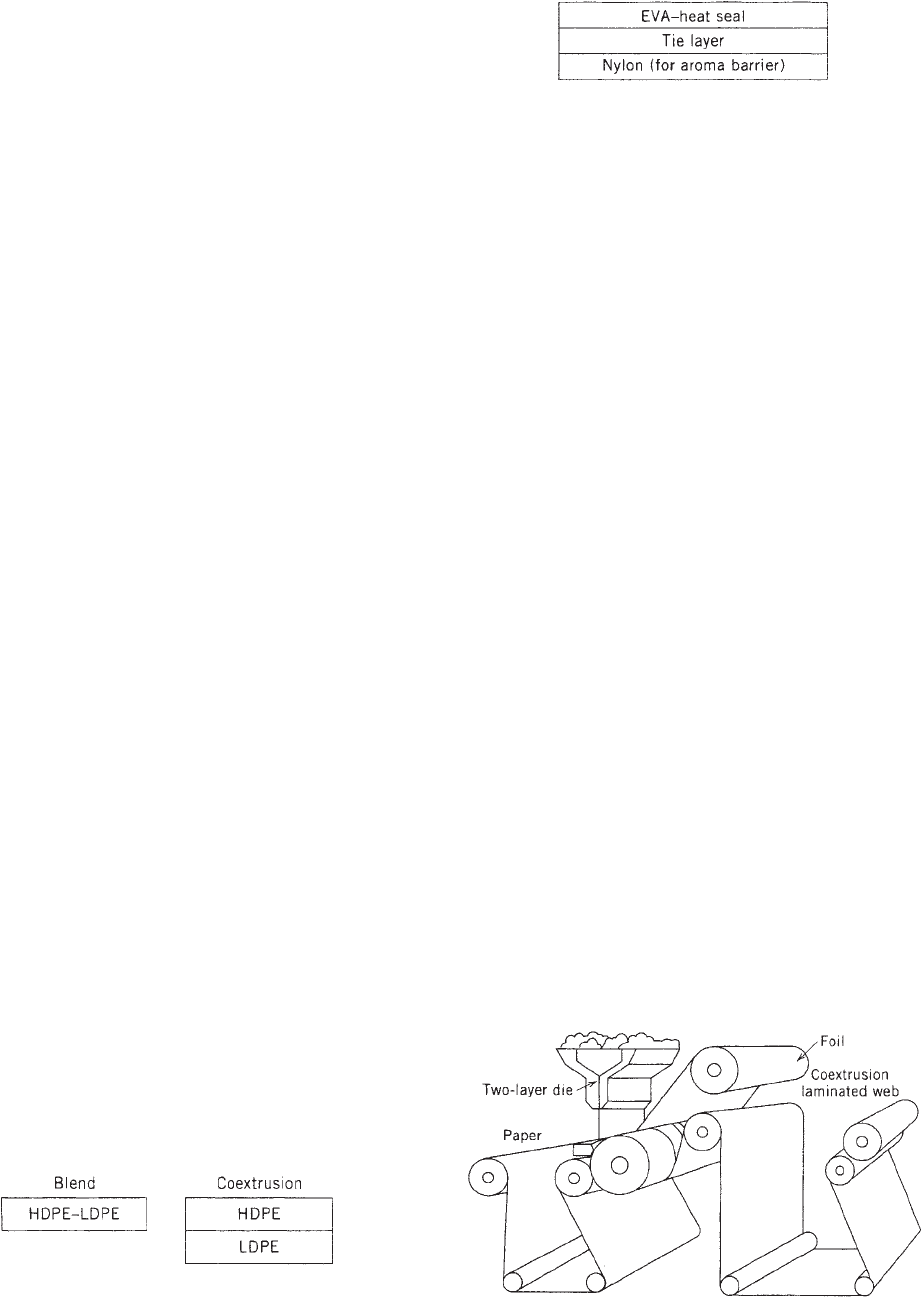
Some structures would not function as blends, but
perform very well as coextrusions. For example, a film
requiring aroma barrier and easy sealability would be
very difficult to make as a blend. As a coextrusion the
product could look something like the structure shown in
Figure 2.
If the structure shown in Figure 2 were run as a blend,
the EVA would degrade at the temperature required to
melt the nylon, and the nylon would lose much of its
aroma barrier because it would be contaminated by the
EVA.
PRINCIPAL MANUFACTURING PROCESSES
Five principal manufacturing processes utilize coextru-
sion technology in producing flexible-packaging material:
cast-film coextrusion, blown-film coextrusion (tubular),
coextrusion coating, coextrusion lamination, and oriented
coextruded films.
The coextrusion processes for cast film, extrusion coat-
ing, and laminations are similar in that the coextrusions
pass through a flat die. However, there are differences
in the remainder of each process. The cast-film process
requires extruding the molten extrudate on to a chill roll,
quenching it into a multilayer film and eventually wind-
ing into a roll.
In extrusion coating, the molten extrudate is extruded
onto a substrate such as paper or foil, cooled, and wound
into a roll. A coextrusion lamination occurs when (a) the
molten polymer is extruded between two substrates,
thereby gluing them together, (b) the polymer is quenched,
and (c) the lamination is wound into roll form. A typical
example of a coextrusion lamination process is illustrated
in Figure 3.
Oriented coextruded films can be made by either the
cast or the blown process but require additional processing
before being wound into a finished roll.
Cast-Film Process
The main focal points of technology in the cast processes
are the designs of the dies and melt-flow properties of the
resins.
Two types of design are used: a multimanifold die and a
single-manifold die with an external combining adapter. A
schematic of each die design is shown in Figure 4.
In the single-manifold die, separate resin melt streams
are brought together in a common manifold. The resin
streams are combined in a combining adapter (or feed-
block) prior to the die where distinct layers are main-
tained. In a multimanifold die, resins streams flow in
separate channels and are combined inside the die after
attaining full width. The important advantages of the
single manifold are capital costs, flexibility of operation,
thinner layers, and a larger number of possible layers.
Figure 1. Cross section of film composed of resin blends and
coextrusion.
Figure 2. Cross section of functional coextruded film.
Figure 3. A typical coextrusion lamination process.
306 COEXTRUSIONS FOR FLEXIBLE PACKAGING

Coextrusions of over 2000 layers have been reported (3).
The design of feedblocks and control of laminar flow of the
various components are critical to successful operation of
this process.
A potential disadvantage of the single-manifold die is
the need to carefully select materials with relatively
similar meltflow properties. The multimanifold system
allows for easier processing of dissimilar materials. In
addition to a broader range of melt properties, a greater
differential of temperatures between layers is possible. In
practice, almost all coextrusion is done with the combining
adapter and the single-manifold die.
Blown-Film Process
The blown-film coextrusion process is illustrated in
Figure 5. In this process, separate resins are extruded
into a circular die. The molten-resin streams are blown
into a bubble, cooled by air rings, and collapsed in the
primary nip. The tubular film is generally slit for specific
packaging applications. The die design for blown film, in
addition to being circular, is different from the cast process
in that separate melt streams are combined near the die
exit or external to the die.
Compared to cast films, blown films generally have
more balanced physical strength properties, higher
moisture barrier, and greater stiffness. Optical properties
such as clarity and gloss, however, are generally inferior to
those of the cast process because of the slower rate of
crystallization in the blown process. (Blown films are more
crystalline than the corresponding cast films.)
Coextrusion Coating and Laminating Processes
Die designs for coextrusion coatings and laminations are
similar to those used in the manufacture of cast film. The
polymers used are usually lower viscosity and are ex-
truded at higher temperatures, resulting in easier flow
properties. Therefore the dies are usually smaller in bulk
and rigidity when compared to cast-film dies. The higher
temperatures are required to achieve good adhesion to the
various substrates. On an extruder with two dies, it is
possible to extrusion laminate the paper with aluminum
foil and then extrusiom coat the aluminum foil in one
pass (4).
Oriented Coextruded Processes
Coextruded films are often oriented to enhance their
physical or barrier properties. Orientation of the film is
the result of stretching the film after it is quenched.
Coextrusions can be oriented in three ways: (1) monodir-
ectional—either MD (machine direction) or TD (trans-
verse direction-cross machine), (2) sequentially MD and
TD, or (3) simultaneously MD and TD. The method of
orientation chosen is dependent on the materials used and
the desired final properties.
PRINCIPAL RAW MATERIALS
The majority of coextruded structures are made up of
polyolefins (polyethylene and polypropylene). This class of
material is preeminent because of low cost, versatility, and
easy processability. LDPE–LLDPE resins (see Polyethy-
lene, Low-Density) are used extensively in coextruded
structures for their toughness and sealability. HDPE
resins are selected for their moisture barrier and machin-
ability characteristics (see Polyethylene, High-Density).
Polypropylene is chosen for its ability through orientation
to provide machineable films with high impact and stiff-
ness properties.
Although the polyolefins are the workhorse grades for
coextruded packaging, they are almost always combined
with other resins to achieve multilayer functionality.
Copolymers of ethylene–vinyl acetate (EVA), ethylene–
acrylic acid (EAA), and ethylene–methacrylic acid (EMA)
are regularly used as skin layers for their low-tempera-
ture sealing characteristics. When oxygen, aroma, or
flavor protection is necessary, polymers such as poly(viny-
lidene chloride) (PVDC), nylon, and ethylene–vinyl alcohol
(EVOH) for clarity ethylene–vinyl alcohol copolymers are
used (see Nylon; Vinylidene Chloride Copolymers). Nylon
and EVOH do not readily adhere to polyolefins, so an
adhesive or tie layer is necessary to hold the coextruded
structure together. Other polymers such as polycarbonate
(see Polycarbonate) or polyester (see Polyesters,
Figure 4. Schematic of a single-manifold die and multimanifold
die.
COEXTRUSIONS FOR FLEXIBLE PACKAGING 307