Yam, Kit L. (ed.). The Wiley encyclopedia of packaging technology
Подождите немного. Документ загружается.

Thermoplastic) many be used as skin layers to provide
unusual thermal integrity for packaging machine
performance.
STRUCTURES
Coextruded flexible-packaging applications include coex-
truded films (see Table 1 for a list of structures), lamina-
tions, and coatings. In general, coextruded films are
preferred to coextruded laminations and coatings because
of their cost-effectiveness in use. Because lamination and
coating require an extra value-added stage, they tend to
cost more.
Coextruded multilayer structures can be divided into
three categories: single-resin, unbalanced, and balanced.
Many structures that are based on the performance
properties for a single resin are coextruded for perfor-
mance or cost reasons. Unbalanced structures typically
combine a functional layer with a heat-seal resin. Ba-
lanced structures generally have the same heat-sealable
resin on both sides of the film.
Single-Resin Structures
Single-resin films are coextruded for a variety of reasons.
Many commodity film applications may not appear to be
multilayer films, yet they actually have three or more
distinct layers. Bakery, produce, and trash-bag films, for
example, are often three-layer structures. The core mate-
rial may contain pigment or recycled material, while
virgin skin layers control surface quality and machinabil-
ity. Single-resin coextrusions can also provide a differen-
tial coefficient of friction on the two surfaces.
Unbalanced Structures
Typical of the unbalanced structures are films designed
for vertical form/fill applications with a fin seal. A base
resin such as HDPE is augmented by an EVA skin layer
for sealability. For horizontal wrappers a polypropylene
skin layer is sometimes selected for its higher thermal
resistance. In another important unbalanced application,
cast polypropylene, which has a limited sealing range, is
combined with more sealable polyethylene for single-slice
cheese wrappers.
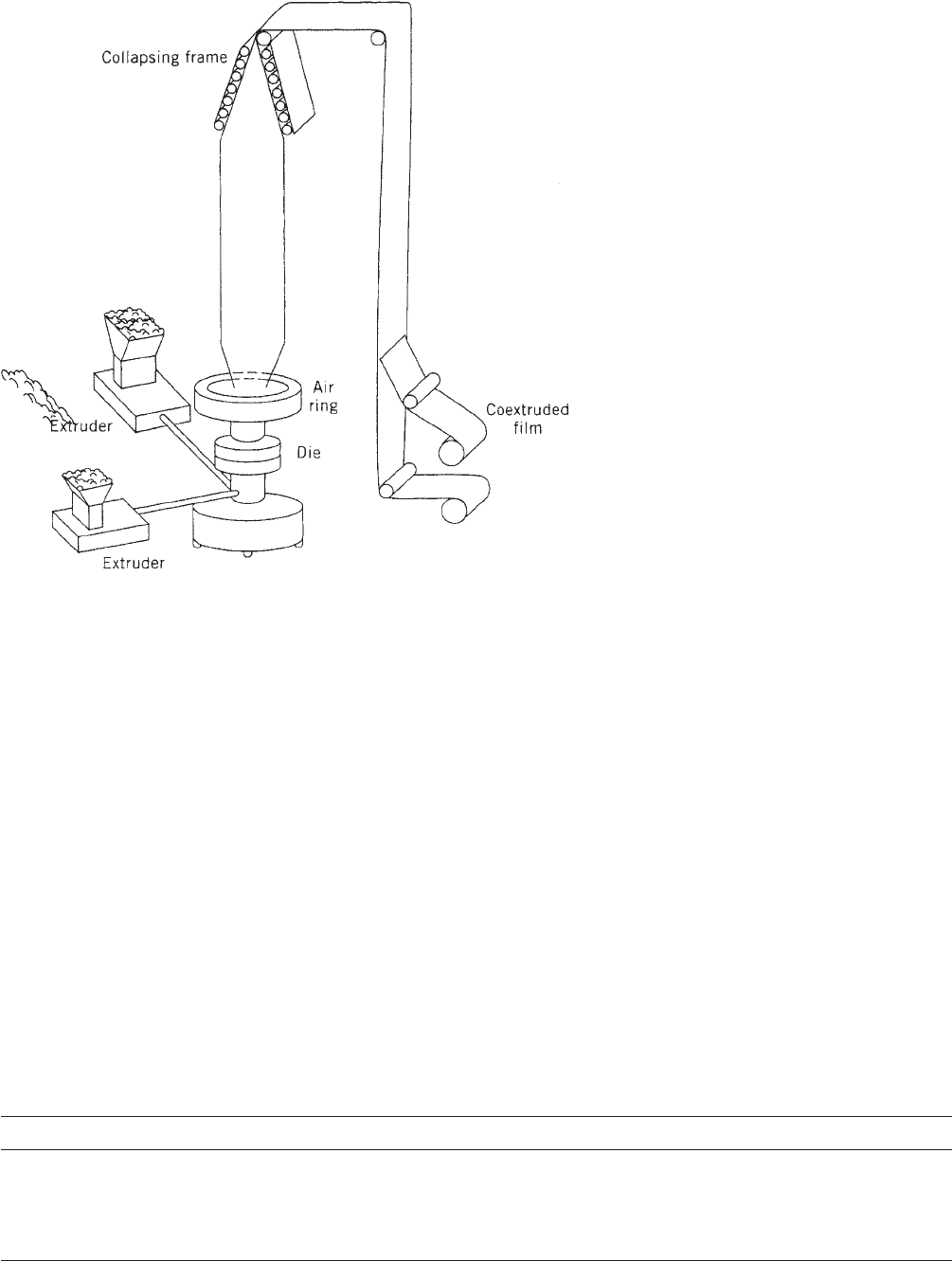
Figure 5. Blown-film coextrusion process.
Table 1. Typical Coextruded Film Structures
Outside Layer Core Layer Inside Layer Remarks
LDPE White LDPE + recycle LDPE Virgin skin layers control surface quality
HDPE HDPE + recycle EVA EVA provides rapid fin seal machinability
EVA LLLDPE1+ recycle EVA EVA increases lap seal cycle time
LDPE LLDPE + recycle LDPE LDPE limits film’s elongation under load
EMA OPP EMA Oriented polypropylene sealability poor without coextruded or coated skin layers
308 COEXTRUSIONS FOR FLEXIBLE PACKAGING
There are multilayer films using only one polymer
(AAA), unbalanced coextruded films with two or more
polymers (ABC), and balanced multilayer structures
with two or more polymers (A/B/C/B/A).
Balanced Structures
Balanced coextruded structures typically have a core resin
selected for its functionality plus two skin layers that are
heat-sealable. Oriented polypropylene films, for example,
are increasingly coextruded instead of coated to attain
machinable surfaces (see Film, Oriented Polypropylene).
Frozen-food films are typically constructed with an EVA
skin layer for enhanced sealability. Heavy-wall bags are
regularly coextruded with LLDPE (linear LDPE) cores
for impact strength and LDPE skins to limit the film’s
elongation under load. Primal meats are packaged in
PVDC shrink film with EVA skins for seal integrity.
Two main applications that have shifted from mono-
layer films to coextrusions are overwrap and stretch wrap
(see Wrapping Machinery, Stretch Film). Horizontal over-
wrap machines typically use an MDPE film or an LDPE–
HDPE blend.
Coextrusions can provide comparable overwrap ma-
chinability at lower gauge. Stretch wrap is difficult to
produce as a single-layer structure without blocking. By
splitting stretch wrap into a multilayer structure, its
LLDPE core can be provided with controlled tackiness
on the surface layer.
BIBLIOGRAPHY
E. Hatfield and L. Horvath, ‘‘Coextrusions for Flexible Packaging’’
in A. J. Brody and K. S. March, eds., The Wiley Encyclopedia of
Packaging Technology, 2nd ed., John Wiley & Sons, New York,
1997, pp. 237–239.
Cited Publications
1. J. Dooley and H. Tung, ‘‘Coextrusion’’ in J. Kroschwitz, ed.,
Mark Encyclopedia of Polymer Science and Technology, 2nd
edition, Wiley, Hoboken, NJ, 2002.
2. ‘‘Economic News,’’ www.flexpack.org, June 19, 2008.
3. J. A. Wheatley and W. J. Schrenk, ‘‘Polymetic Reflective
Materials (PRM),’’ J. Plast. Film Sheeting 10 (1994).
4. M. J. Kirwan, ‘‘Paper-Based Flexible Packaging’’ in M. J.
Kirwan, ed., Handbook of Paper and Paperboard Packaging
Technology, Blackwell Publishing Ltd., London, 2005.
COLORANTS
Updated by Staff
INTRODUCTION
Colorants for packaging materials fall into two broad
categories: pigments and dyes. Used for both decorative
and utilitarian purposes, their diversity is at least as
broad as the diversity of packaging materials. This article
focuses on their use in inks, plastics, and paperboard. The
emphasis is on pigments, which are far more prevalent
than dyes in packaging applications.
Pigments are black, white, colored, metallic, or fluores-
cent organic or inorganic solids that are insoluble and
remain essentially unaffected by the medium into which
they are dispersed or incorporated. They are small in
particle size, generally in the range of 0.01- to 1.0-mm
diameter. Pigments produce color by selective absorption
of light, but because they are solids, they also scatter light.
Light scattering is undesirable in a transparent material,
but desirable if opacity is the goal. Some organic pigments
that are extremely small in particle size scatter very little
light and therefore act like dyes—for example, Benzimida-
zolone Carmine HF3C, with a particle size of 0.05–0.07 mm.
Some colorless pigments, relatively large in particle size
(up to 100 mm), are used as fillers or extenders.
Organic pigments are characterized by high color
strength, brightness, low density, high oil absorption,
transparent and translucent properties, bleeding in some
solvents, and heat and light sensitivity. In the world at
large, the major user of organic pigments is the printing-
ink industry. In packaging, they are useful for numerous
applications such as printing on cartons, labels, and
flexible bags. Naphthol reds, for example, are used for
soap- and detergent-carton printing because of bleed
resistance. Barium lithol is a most important red for
packaging flexo and gravure inks, and alkali blue is used
in glycol-type inks (see Inks; Printing).
Compared to organic pigments, inorganic pigments are
more opaque, less bright, and weaker in tint; but they are
more resistant to heat, light, chemical attack, bleed,
migration, and weathering. They have higher density,
lower cost, and less antioxidant effect. The major use of
inorganic pigments is the paint industry. In packaging,
they are useful for printing on cartons, bags, and glass
bottles. Examples are molybdate orange for gift wrap and
vinyl film, titanium dioxide for glass beverage bottles, and
cadmium reds for plastics. Metallic pigments such as gold,
platinum, and silver help vivify colorants for glass bottles.
Dyes are intensely colored solubilized organic sub-
stances that are retained by the medium that they color
by chemical bonding, absorption, or mechanical retention.
Dyes produce color by absorption of light, without affect-
ing transparency and high optical purity. The major user
of dyes is the textile industry. In packaging, dyes are used
to some extent in inks for special effects, for coloring
paperboard, and to produce tinted transparent plastic
containers or films.
PIGMENTS IN PACKAGING
Properties of pigments are a function of the chemical
composition as well as other physical and chemical para-
meters such as particle size, particle shape, particle-size
distribution, and the nature of the pigment’s surface.
Particle size affects a number of pigment properties.
Lightfastness improves with increasing particle size, and
oil absorption and strength decrease. Hue is also affected
COLORANTS 309

by particle size; for example, an orange pigment usually
appears yellower as the size decreases. Narrower particle-
size distribution leads to cleaner hue, higher gloss, and
lower oil absorption and viscosity. A pigment’s light ab-
sorption, light-scattering power, and particle size contri-
bute to determining the hiding power of the pigment.
Opacity is also affected by refractive index differences
between the pigment and the dispersing medium. Selec-
tion of a pigment for a specific application depends on a
great many physical properties and characteristics. Some
of the factors involved in pigment selection are listed in
Table 1. Table 2 lists most of the pigments used in
packaging materials.
SPECIAL-EFFECT PIGMENTS
Nacreous pigments, like basic lead carbonate and tita-
nium-coated mica, are used for luster effects for cosmetic
containers. Fluorescent pigments and dyes are used in
gravure inks for carton printing and special effects in gift-
wrap printing. They are also used as colorants for blow-
molded bottles, closures, tubs, cartons, and pails. Other
special-effect pigments include luminescent and phos-
phorescent pigments, as well as metallics (e.g., aluminum
flake and various copper bronzes that vary in shade,
depending on their chemical composition).
DYES IN PACKAGING
When dyes are used for coloration, as in plastics, they
must be checked for migration, heat stability, lightfast-
ness, and sublimation.
For plastic materials, dyes that are widely used are azo
dyes, anthraquinone dyes, xanthene dyes, and azine dyes
that include induline and nigrosines. Azo dyes such as
Solvent Red 1, 24, and 26, Solvent Yellow 14 and 72, and
Solvent Orange 7 are colorants for polystyrene, phenolics,
and rigid PVC. Better heat stability and better weath-
erability are obtained from anthraquinone dyes such as
Solvent Red 111, Blue 56, Green 3, and Disperse Violet 1 in
the coloration of acrylics, polystyrene, and cellulosics. Basic
Violet 10 is a xanthene dye used in phenolics. Solvent
Green 4, Acid Red 52, Basic Red 1, and Solvent Orange
63 are used for polystyrene and rigid PVC. Azine dyes
produce exceptionally jet blacks and are used in ABS,
polypropylene, and phenolics. A perinone dye, Solvent
Orange 60, has good light and heat stability for ABS,
cellulosics, polystyrene acrylics, and rigid PVC. ABS, poly-
carbonate, polystyrene, nylon, and acrylics may be colored
with quinoline dye. Methyl Violet and Victoria Blue B, two
basic triphenylamine dyes, find limited use in phenolics.
F or printing inks, five dye families are of particular
interest: azo, triphenylmethane, anthraquinone, vat, and
phthalocyanine. Certified food colorants are used in packa-
ging applications where the printed surface is in direct
contact with food. The package is the immediate container
and is not a shipping container or other protectve container
(1). Dyes for paper include acid, basic (including resorcine
and alizarine), and direct dyes. Basic directs are used to color
containers, boxboards, wrapping paper, and multiwall bags.
COLORANTS FOR PRINTING INKS
Most priniting-ink pigments are organic. Printing inks are
used for a broad range of packaging items such as cartons,
Table 1. Some Factors Involved in Selection of a Pigment
For Printing Ink For Plastics For Paper and Paperboard
Color Color Whiteness
Masstone Nature of resin Brightness
Tintone End use Opacity
Printone Toxicity Rheological properties
Density Heat resistance Bulk
Rheological behavior Resistance to migration Specific gravity
Opacity Bleeding Transparency
Oil absorption Crocking Refractive index
Texture Bronzing Use cost
Chemical resistance Plateout Color
Acid Lightfastness Color migration
Alkali Weatherability Flocculation
Solvent resistance Dispersibility Gloss
Heat resistance Electrical properties Mechanical properties
Oil, fat, grease, soap resistance Morphological properties Ink absorbency
Lightfastness Filtration characteristics Sheet strength
Resistance to sterilizing Effect on mechanical properties Abrasion
Bake stability Use cost
Pearlescence Tensile strength
Iridescence
Viscosity
Bulk
Transparency
Use cost
Particle size
310 COLORANTS

Table 2. Listing of Pigments for Utilization in
Packaging Materials
Color Permanency,
b
Indoor
Fadeometer, Max
h
Plastic Applicability
c
Common Name
Color Index Name
Number
CAS Registry
Number Application
a
Masstone
Tint
Wide Use
Limited Use
Some Other Data
White Pigments
Zinc oxide
d
White 4 77947 [1314-13-2
]
2
A,B,C,D,E,F,G,H,I,
J,K,L,M,N,O
P
Refractive index 2.01;
embrittles oleoresinous
film
Lithopone
White 5 77115 [1345-05-7
]
1
A,B,C,E,G,H,I,J,
K,L,M,N,O,P
D
Refractive index 1.84
Titanium dioxide
(anatase, rutile)
d
White 6 77891 [13463-67-7
]
1,2,3
250
250
A,B,C,D,E,G,H,I,
J,K,L,M,N,O,P,Q,
F
Refractive index 2.76 (rutile)
Refractive index 2.55
(anatase)
Zinc sulfide
White 7 77975 [1314-98-3
]
1,2
A,B,C,D,G,H,I,J,K,L,M
N,O,P
Refractive index 2.37
Calcium carbonate
d
White 18 77220 [471-34-1
]
[1317-65-3
]
1,3
Refractive index 1.48–1.65;
brightness 85–95% (nat.)
92–98% (syn.)
Kaolin clay,
bentonite
d
White 19 77004 [1332-58-7
]
[8047-76-5
]
1,3
Refractive index 1.56; low
brightness
Blanc fixe, process
white
d
White 21 77120 [7727-43-7
]1
Refractive index 1.64
Aluminum
hydrate
d
White 24 77002 [1332-73-6
]1
Refractive index 1.57;
rheology modifier for inks
Talc, French chalk
d
White 26 77718 [8005-37-6
]
[14807-96-6
]
1
Refractive index 1.54–1.59
Silica
d
White 27 77811 [7631-86-9
]
[14808-60-7
]
[61790-53-2
]
[63231-67-4
]
1
Refractive index 1.45–1.55;
brightness 91–96%
(syn.),
o90% (nat.)
Black Pigments
Aniline black
Black 1 50440 [13007-86-8
]
1
120
20–30
Gives deep matt black or
velvety finish
Lamp and
vegetable black
Black 6 77266 [1333-86-4
]1
Carbon black
d
Furnace black
Channel black
Black 7 77266 [1333-86-4
]
1,2
W240
W240 A,B,C,D,E,F,G,H,I,
K,L,M,N,O,P,Q
J
Excellent stability to light,
chemicals and heat; good
uv absorption
Iron titanate brown
spinel
Black 12 77543 [68187-02-0
]
2
A,B,C,D,F,G,H,J,K,
L,M,N,O
E,I,P,Q,
Excellent heat, light, and
chemical resistance
Iron copper
chromite black
spinel
Black 23 77429
2
A,B,C,D,F,G,H,J,K,
L,M,N,O
E,I,P,Q
Certain plastics embrittled by
iron
Manganese ferrite
black spinel
Black 26 77494 [68186-94-7
]
2
A,B,C,D,F,G,H,J,K,
L,M,N,O
E,I,P,Q
Certain plastics embrittled by
Mn and Fe
Copper chromite
black spinel
Black 28 77428 [68186-91-4
]
2
A,B,C,D,F,G,H,J,K,
L,M,N,O
E,I,P,Q
Excellent chemical and heat
resistance
Red Pigments
Naphthol Red FRR Red 2 12310
[6041-94-7
]
1,3
20–80
15–20
Printing inks for packaging;
excellent chemical
resistance
(Continued
)
311

Table 2. Continued
Color Permanency,
b
Indoor
Fadeometer, Max
h
Plastic Applicability
c
Common Name
Color Index Name
Number
CAS Registry
Number Application
a
Masstone
Tint
Wide Use
Limited Use
Some Other Data
Toluidine Red
Red 3 12120
[2425-85-6
]
3
40–140
D
5–20
F
D,H,J
Chlorinated Para
Red
d
Red 4 12085
[2814-77-9
]
1,3
40–120
DL
5–30
F
N,O
D,H,J
Bleeds in organic solvents
and overstripes
Naphthol Carmine
FB
Red 5 12490
[6410-41-9
]
1
60–120
20–40
Excellent chemical
resistance; gravure inks
for packaging
Naphthol Red
F4RH
Red 7 12420
[6471-51-8
]
1,3
80–160
F
60
F
C,E,J,K,L,M,N,O,Q Packaging printing inks;
excellent chemical
resistance
Naphthol Red
FRLL
Red 9 12460
[6410-38-4
]
1,3
80–120
40–60
Excellent chemical resistance
Naphthol Red FRL Red 10 12440
[6410-35-1
]
1,3
60–80
F
25–35
Naphthol Red
(medium shade)
Red 17 12390 [6655-84-1
]
1,3
30–80
F
10–30
FL
A,D,E,H,J,K,N,O Excellent chemical
resistance; packaging
printing ink
Naphthol Red (light
yellow shade)
Red 22 12315 [6448-95-9
]
1,3
40–80
DFL
15–30
FL
A,D,E,H,J,K,N,O Printing ink for packaging
,
superior chemical
resistance
Naphthol Red (dark
blue shade)
Red 23 12355 [6471-49-4
]
1,3
60
DFL
30
FL
A,D,E,H,J,K,N,O Printing inks for packaging
Pyrazolone Red Red 38 21120
[6358-87-8
]
1
50–75
DF
15–50
F
A,P
C,D,E,H,J,K,N,O Metal decorating and
packaging printing inks
Dianisidine Red Red 41 21200
[6505-29-9
]1
K,P,Q
Packaging printing inks
Permanent Red 2B
(barium)
Red 48:1 15865:1 [7585-41-3
]
1,2,3
10–30
DFL
10–20
FL
K,L,M,N,O,P
A,D,E,J,Q Carton and label printing
inks; excellent brightness
Permanent Red 2B
(calcium)
Red 48:2 15865:2 [7023-61-2
]
1,2
20–100
DFL
10–50
FL
E,K,P,Q
D,J,L,M,N Printing inks for labels and
cartons; bright and good
tint strength
Permanent Red 2B
(strontium)
Red 48:3 15865:3 [15782-05-5
]
1,2
10–30
D
5–30
F
Excellent brightness; solvent-
based printing inks
Permanent Red 2B
(manganese)
Red 48:4 15865:4 [5280-66-0
]
1
80–120
DFL
30–40
DFL
Poor alkali and soap
resistance
Lithol Red (sodium) Red 49 15630
[1248-18-6
]
1
5–10
2–5
Excellent tint strength
Lithol Red (barium) Red 49:1 15630:1
[1103-38-4
]
1
5–40
DL
2–20
FL
P
Resination increases
transparency; poor alkali
and soap resistance
Lithol Red
(calcium)
Red 49:2 15630:2 [1103-39-5
]
1
2–5
DL
2–5
FL
Excellent brightness and tint
strength
Red 2G (calcium) Red 52:1 15860:1
[17852-99-2
]
1,2
10–15
D
5–10
FL
N
B,C,D,E,H,J,K,O,P,Q Process magenta for printing
inks
Red Lake C
d
(barium)
Red 53:1 15585:1 [5160-02-1
]
1,2
5–50
DFY
1–25
F
A
C,D,E,H,J,K,L,N,O Standard warm red; foil
coatings
Lithol Rubine
d
(calcium)
Red 57:1 15850:1 [5281-04-9
]
1,2
15–50
DFL
5–25
FL
E,K
C,D,H,J,L,M,N,O,P,Q Standard process magenta;
foil coatings
Pigment Scarlet
(barium)
Red 60:1 16105:1 [15782-06-6
]
1,2
25–50
D
20–30
B
A,C,E,K,L,N,O,P
D,H,J,M,Q Printing ink for gloss labels
,
waxed papers, metal
decorating; foil coatings
(Continued
)
312
Anthosine Red 3B
(Ba, Na)
Red 66 18000:1 [68929-13-5
]1
Metal decorating printing
inks
Anthosine Red 5B
(Ba, Na)
Red 67 18025:1 [68929-14-6
]1
Metal decorating printing
inks; transparency
Rhodamine Y
(PTMA)
Red 81:1 45160:1 [12224-98-5
]
1
15–30
D
5–10
F
Brillant, color purity, good
tint strength
Rhodamine Y
(SMA)
Red 81:3 45160:3 [63022-06-0
]
1
15–30
D
5–10
F
Process magenta printing
inks
Rhodamine Y
(PMA)
Red 81:x 45160:x [63022-07-1
]
1
15–30
D
5–10
F
Poor alkali and soap
resistance
Alizarine Red B Red 83 58000:1
[72-48-0
]
1
120
30
A,D,E,H,J,N,O,P,Q Metal decorating inks, butter
and soap packages
Thioindigold Red Red 88 73312
[14295-43-3
]
2
120–160
80–120
P,Q
D,H,J,K,L,M,N,O Clean color with excellent
fastness
Phloxine Red
(Lead)
Red 90 45380:1 [1326-05-2
]1
o20
DF
o20
F
Poor chemical, light, solvent
and heat resistance
Synthetic Red
d
iron
oxide
Red 101 77491 [1309-37-1
]
1,2
A,E,H,J,K,L,N,P,Q
C,F,G,M Foil coatings, Fe embrittles
certain plastics
Molybdate Orange Red 104 77605
[12656-85-8
]
1,2
20–160
D
20–160
D,H,J,P,Q
A,B,K,L,M,N,O Poor alkali and acid
resistance
Cadmium
Sulfoselenide
Red
Red 108 77202 [58339-34-7
]
2
500
200
GF
A,B,C,D,E,G,H,I,J,K,L,
M,N,O,P,Q
F
Bright, clean, intense colors
Cadmium
Sulfoselenide
Lithopone Red
Red 108:1 77202:1 [58339-34-7
] and
[7727-43-7
]
2
500
150
GF
A,B,C,D,E,G,H,I,J,K,L,
M,N,O,P,Q
F
Sensitive to mineral acids
Naphthol Red FGR Red 112 12370
[6535-46-2
]
1,2,3
60–160
40–160
Excellent brightness, very
good lightfastness; paper
coatings
Mercadium Red Red 113 77201
[1345-09-1
]
2
A,B,C,D,E,F,G,H,J,
K,L,M,N,O,P,Q
Poor lightfastness when light
and moisture present
Cadmium mercury
Lithopone Red
Red 113:1 77201:1 [1345-09-1
] and
[7727-43-7
]
2
A,B,C,D,E,F,G,H,J,
K,L,M,N,O,P,Q
Low tint strength
Quinacridone
Magenta Y
Red 122 73915 [980-26-7
]
1,2
140–160
D
80–120
F
K,L,M,P,Q
A,B,C,D,H,J,O Soluble in nylon and
certain
plastics
Perylene Vermilion Red 123 71145
[24108-89-2
]
1,2
A,B,C,E,J,K,P,Q
L,M,N
Transparent; good fastness
properties
Disazo Red
Red 144
[5280-78-4
]
1,2
160
100–140 C,E,H,J,K,L,M,N,
O,P,Q
D
High-performance pigment
Naphthol Carmine
FBB
Red 146 12485 [5280-68-2
]
1,2,3
60
D
30
D
C,E,H,J,K,L,M,N,
O,P,Q
D
Packaging and metal
decorating inks, paper
coatings
Perylene Red BL Red 149 71137
[4948-15-6
]
1,2
40–80
D
20–80 A,B,C,E,H,I,J,K,L,
M,N,O,P,Q
G
Metal decorating
Disazo Scarlet
Red 166
[12225-04-6
]
1,2
C,E,H,J,K,L,M,N,
O,P,Q
D
High-performance pigment
Brominated
Anthanthrone
Red
Red 168 59300 [4378-61-4
]
1
J,K,L,M,P,Q
Metal decorating printing ink
Rhodamine 6G Red 169 45160:2
[12224-98-5
]1 3
0
D
10
F
Gravure printing inks,
excellent tint strength
Naphthol Red
F5RK
Red 170 12475 [2786-76-7
]
1
80–120
D
60
D
C,L,M,N,O,Q
A,E,F,I,J,K,P Brilliant excellent chemical
resistance
Benzimidazolone
Maroon HFM
Red 171 12512 [6985-95-1
]
1
120
120
C,K,L,N,P,Q
A,B,E,G,J Foil coatings; very
transparent
Red 175 12513 [6985-92-8
]
1,2
160
F
120
F
C,K,L,N,P,Q
A,B,E,G,J
(Continued
)
313

Table 2. Continued
Color Permanency,
b
Indoor
Fadeometer, Max
h
Plastic Applicability
c
Common Name
Color Index Name
Number
CAS Registry
Number Application
a
Masstone
Tint
Wide Use
Limited Use
Some Other Data
Benzimidazolone
Red HFT
Highly transparent; inks for
packaging and metal
decorating
Benzimidazolone
Carmine HF3C
Red 176 12515 [12225-06-8
]
1,2
80
D
40
F
C,K,L,N,O,P,Q
A,E,F,I,J,M Transparent, bright,
chemical resistant;
packaging and metal
decorating inks
Anthraquinoid Red Red 177 65300
[4051-63-2
]
2
120
70–100 C,D,G,H,J,K,L,M,P,Q
B,E,I
Transparent
Perylene Maroon Red 179 71130
[5521-31-3
]
2
A,B,C,E,J,K,P,Q
L,M
Excellent fastness properties
Naphthol Rubine
F6B
Red 184
1
60
F
15
F
Printing ink for packaging
Benzimidazolone
Carmine HF4C
Red 185 12516 [61951-98-2
]
1,2
60
D
30
F
C,K,L,N,O,P,Q
A,E,F,I,J,M Process magenta for metal
decorating
Naphthol Red
HF4B
Red 187 12486 [59487-23-9
]
1,2
80
F
40
F
K,L,N,P,Q
C,E,I,J,M Bright, transparent;
packaging and metal
decorating inks
Naphthol Red
HF3S
Red 188 12467 [61847-48-1
]
1,2
80
D
60
D
K,L,N,P,Q
C,E,I,J,M Superior chemical resistance;
packaging inks
Perylene Scarlet Red 190 71140
[6424-77-7
]2
Transparent, dull tints
Rubine Red
(calcium)
Red 200 15867 [58067-05-3
]
1,2
20–70
FL
10–15
FL
Oil-based printing inks, poor
soap, solvent and alkali
resistance
Quinacridone
Scarlet
Red 207
[1047-16-1
] and
[3089-16-5
]
1,2
120–320
D
80–120
F
High-performance pigment
Benzimidazolone
Red HF2B
Red 208 12514 [31778-10-6
]
1,2
80
F
40
F
Bright medium red;
packaging and metal
decorating inks
Quinacridone Red
Y
Red 209 73905 [3089-17-6
]
1
120
D
120
F
Soluble in nylon
Naphthol Red
F6RK
Red 210
1
60
D
30
F
C,J,K,L,M,N,O,Q
A,E,F,I,J,K,P Packaging printing inks
Perylene Red Y Red 224 71127
[128-69-8
]2
W
500
W
500
Transparent; very good
strength and fastness
properties
Orange Pigments
Dinitraniline
Orange
d
Orange 5 12075 [3468-63-1
]
1,3
40–80
DFL
5–10
DFL
Good chemical resistance
Pyrazolone Orange Orange 13 21110
[3520-72-7
]
1
10–60
DFL
5–10
FL
K,L,N,O,P,Q
A,C,D,H,J,M
Dianisidine Orange Orange 16 21160
[6505-28-8
]
1,2
25–75
DF
5–50
F
J,P,Q
K,L,M
Persian Orange
Lake (A1)
Orange 17:1
15510:2
[15876-51-4
]1
Inks for waxed bread
wrappers
Pure Cadmium
Orange;
Cadmium
Sulfoselenide
Orange
Orange 20 77202 [12556-57-2
]
2
500
100
GF
A,B,C,D,E,F,G,H,J,K,
L,M,N,O,P,Q
Lightfastness needs
protection from moisture
2
500
100
GF
(Continued
)
314
Cadmium
Sulfoselenide
Orange
Lithopone
Orange 20:1
77202:1
[12556-57-4
] and
[7727-43-7
]
A,B,C,D,E,F,G,H,J,K,
L,M,N,O,P,Q
Mercadium Orange Orange 23 77201
[1345-09-1
]
2
A,B,C,D,E,F,G,H,J,K,
L,M,N,O,P,Q
Fades in presence of light and
moisture
Mercadium
Lithopone
Orange
Orange 23:1
77201:1
[1345-09-1
] and
[7727-43-7
]
2
A,B,C,D,E,F,G,H,J,K,
L,M,N,O,P,Q
Disazo Orange
Orange 31
[5280-74-0
]2
Diarylide Orange Orange 34 21115
[15793-73-4
]
1,2,3
20–60
D
15–30
F
K,L,N,O,P,Q
A,C,D,H,J,M Bleeds in some overstripes
Benzimidazolone
Orange HL
Orange 36 11780 [12236-62-3
]
1
120
D
80
F
A,C,E,J,K,L,M,N,
O,P,Q
B,G,I
Naphthol Orange Orange 38 12367
[12236-64-5
]
1,2
80–120
D
10–40
K,L,N,O,P,Q
C,E,I,J,M Printing inks for metal
decorating and packaging
Perionone Orange Orange 43 71105
[4424-06-0]
1
160
D
120
D
J,K,L,M,P,Q
Ethyl Red Lake C
(barium)
Orange 46 15602 [67801-01-8
]
1,2
5–30
FL
2–20
FL
Metal decorating inks
Quinacridone Gold Orange 48
[1047-16-1
] and
[1503-48-6
]
2
120–320
D
80–120
F
Quinacridone Deep
Gold
Orange 49 [1047-16-1
] and
[1503-48-6
]
2
120–320
D
80–120
F
Benzimidazolone
Orange HGL
Orange 60
1,2
E,J,K,P,Q
A,B,C,F,H,L,M,N,O Transparent
Tetrachloroisoin-
dolinone Orange
Orange 61
2
200–500
200–500
High-performance pigment
Benzimidazolone
Orange H5G
Orange 62
1
W
160
60–160
Oil-based printing inks
Orange GP
Orange 64
2
Yellow Pigments
Arylide Yellow G Yellow 1 11680
[2512-29-0
]
1,3
60–200
DFG
20–40
F
Printing inks requiring alkali
resistance, aqueous
dispersions for paper
Arylide Yellow 10G Yellow 3 11710
[6486-23-3
]
1,3
120–200
DF
20–60
F
Printing inks requiring alkali
resistance, aqueous
dispersions for paper
Diarylide Yellow
AAA
Yellow 12 21090 [6358-85-6
]
1
10–60
DFL
2–30
FL
A,C,D,E,H,J,K,M,
N,O,P
Dairylide Yellow
AAMX
Yellow 13 21100 [5102-8-30
]
1,2
20–60
F
10–40
F
A,P
D,E,G,H,I,J,K,L,N,O
Diarylide Yellow
AAOT
Yellow 14 21095 [5468-75-7
]
1,2
10–60
DFL
5–40
FL
G,K
A,C,D,E,H,J,L,M,
N,O,P ,Q
Permanent Yellow
NCG
Yellow 16 20040 [5979-28-2
]
1,2
80–120
DF
30
F
C,E,K,L,M,N,O,Q
A,I,P
Printing inks for packaging
Diarylide Yellow
AAOA
Yellow 17 21105 [4531-49-1
]
1,2
20–80
DF
10–40
F
G,K,L,M,P,Q
A,C,D,H,I,J,N,O
Chrome Yellow
(primrose, light,
medium)
Yellow 34 77600
77603
[1344-37-2
]
1
10–160
D
10–160
FG
D,H,J,P,Q
A,B,I,K,L,M,N,O
Cadmium Zinc
Yellow
(primrose,
lemon, golden)
Yellow 35
77205
[12442-27-2
]
2
400
100
GF
(Continued
)
315

Table 2. Continued
Color Permanency,
b
Indoor
Fadeometer, Max
h
Plastic Applicability
c
Common Name
Color Index Name
Number
CAS Registry
Number Application
a
Masstone
Tint
Wide Use
Limited Use
Some Other Data
Cadmium Zinc
Yellow
Lithopone
Yellow 35:1
77205:1
[12442-27-2
] and
[7727-43-7
]
2
400
80
GF
Cadmium Yellow Yellow 37 77199
[1306-23-6
]
2
400
70–100
GF
A,B,C,D,E,F,G,H,I,J,
K,L,M,N,O,P,Q
Cadmium
Lithopone
Yellow
Yellow 37:1
77199:1
[1306-23-6
] and
[7727-43-7
]
2
400
80
GF
A,B,C,D,E,F,G,H,I,J,
K,L,M,N,O,P,Q
Synthetic Yellow
d
Iron oxide
Yellow 42 77492 [12259-21-1
]
[51274-00-1
]
2
Nickel Antimony
Titanium Yellow
Rutile
Yellow 53 77788 [8007-18-9
]
[71077-18-4
]
2
1000
F
1000
F
A,D,E,F,G,H,J,K,L,
M,N,O,P,Q
B,C,I
Diarylide Yellow
AAPT
Yellow 55 21096 [6358-37-8
]
1
35–60
25–40
Printing inks for waxed food
wrappers
Arylide Yellow 4R Yellow 60 12705
[6407-74-5
]
1
60–100
35–50
F
Alkali resistance and
lightfast printing inks
Arylide Yellow RN Yellow 65 11740
[6528-34-3
]
1,3
80–150
DF
60–100
Lightfast and alkali
resistance printing inks;
aqueous dispersions for
paper
Arylide Yellow GX Yellow 73 11738
[13515-40-7
]
1,3
70–120
DF
30–40
F
Lightfast and alkali
resistance printing inks;
aqueous dispersions for
paper
Arylide Yellow GY Yellow 74 11741
[6358-31-2
]
1,3
70–120
DF
20–60
F
Lightfast and alkali
resistance printing inks;
aqueous dispersions for
paper
Diarylide Yellow
H10G
Yellow 81 21127 [22094-93-5
]
1
60–160
30–60
F
C,E,K,L,N,O,P,Q
A,M
Printing inks for packaging
Diarylide Yellow
HR
Yellow 83 21108 [5567-15-7
]
1,2
70–240
DF
20–60
DF
P,Q
C,D,E,H,J,K,L,M,N
Disazo Yellow G
Yellow 93
[5580-57-4
]
1,2
120
80
A,K,L,M,N,O,P
Disazo Yellow R
Yellow 95
[5280-80-8
]
1,2
120
80
A,K,L,M,N,O,P
Metal-free printing inks
Permanent Yellow
FGL
Yellow 97 11767 [12225-18-2
]
1
120
D
120
F
A,C,E,J,K,L,M,N,O,Q
B,G,N,I
Heat, lightfast, and alkali-
resistant printing inks
Arylide Yellow
10GX
Yellow 98 11727 [12225-19-3
]
1
80–120
F
40–60
F
FD&C Yellow No.
5
d
aluminum
lake
Yellow 100 19140:1 [12225-21-7
]
1
C,F,G,K,L,O,P
E
Colorant for food, drugs,
cosmetics, and food-contact
surfaces; metal decorating
Fluorescent Yellow Yellow 101 48052
[2387-03-3
]2
Diarylide Yellow
GGR
Yellow 106
[12225-23-9
]
1
30–50
F
20–30
F
Printing inks for packaging
Tetrachloroisoin-
dolinone Yellow
G
Yellow 109
2
200
100–200 H,J,K,L,M,P,Q
A,D,G,N,O
(Continued
)
316
Tetrachloroisoin-
dolinone Yellow
R
Yellow 110
2
200–500
200–500 E,H,J,K,L,M,P,Q
A,D,G,N,O
Diarylide Yellow
H10GL
Yellow 113 21126 [14359-20-7
]1 6
0
F
30
F
C,E,K,L,M,N,O,P,Q
A,G,I
Printing inks for packaging
Diarylide Yellow
G3R
Yellow 114
1
40
F
15
F
Oil-based ink for packaging
Azomethine Yellow Yellow 117
[21405-81-2
]1
Food packaging
Zinc ferrite brown
spinel
Yellow 119 77496 [12063-19-3
]
[68187-51-9
]
[61815-08-5
]
2
Diarylide Yellow
DGR
Yellow 126
1
25–35
F
10–20
F
Diarylide Yellow
GRL
Yellow 127
1
30–50
F
20–30
F
A,K,L,N,O,Q
C,D,E,H,J,M,P Inks for packaging and metal
decorating
Disazo Yellow GG Yellow 128
2
Quinophthalone
Yellow
Yellow 138
2
Isoindoline Yellow Yellow 139
2
C,D,E,J,K,L,M,N,P,Q
Nickel Yellow 4G Yellow 150
[68511-62-6
]2
Benzimidazolone
Yellow H4G
Yellow 151
1,2
160
F
120
F
A,C,E,J,K,L,M,N,
O,P,Q
F,G,H,I
Diarylide Yellow
YR
Yellow 152
[20139-66-6
]
1
20–40
F
10–20
F
Lead chromate replacement
Benzimidazolone
Yellow H3G
Yellow 154
1,2
160
F
120
F
C,E,J,K,P,Q
A,F,H,L,M,N,O Inks for metal decorating
Nickel Niobium
Titanium Yellow
Rutile
Yellow 161 77895 [68611-43-8
]2
Chrome Niobium
Titanium Buff
Rutile
Yellow 162 77896 [68611-42-7
]2
Manganese
Antimony
Titanium Buff
Rutile
Yellow 165 77899 [68412-38-4
]2
Green Pigments
Brilliant Green
(PTMA)
Green 1 42040:1 [1325-75-3
]
1,3
10–15
D
5–10
F
Poor alkali and soap
resistance
Brilliant Green
(PMA)
Green 1:x 42040:x [68814-00-6
]
1,3
10–15
D
2–10
F
Excellent brilliance, color
purity
Permanent Green
(PTMA)
Green 2 42040:1
49005:1
[1328-75-3
] and
[1326-11-0
]
1,3
10–15
D
5–10
F
Poor alkali and soap
resistance
Permanent Green
(PMA)
Green 2:x 42040:x
49005:1
[68814-00-6
] and
[1326-11-0
]
1,3
10–15
D
5–10
F
For lustrous appearance in
printing
Malachite Green
(PTMA)
Green 4 42000:2 [61725-50-6
]
1,3
Poor alkali and soap
resistance
Phthalocyanine
Green
Green 7 74260 [1328-53-6
]
1,2
120–320
DFL
120–160
FL
A,B,D,E,G,H,I,J,K,L,
M,N,O,P,Q
C
Standard green for printing
inks
Nickel Azo Yellow
(green gold)
Green 10
[51931-46-5
]2
W70
W70
E,N,O,P
C,D,F,H,I,J,K,L,M,Q Very lightfast pigment
Chrome Green Green 15 77510
77603
[1344-37-2
] and
[25869-00-5
]
2,3
60–80
DG
20–40
J
C,D,H,I,N,O,P,Q
Cobalt chromite
green spinel
Green 26 77344 [68187-49-5
]2
W160
W160
Outstanding chemical and
light stability
Green 36 74265 [14302-13-7
]
1,2
160–320
FL
120–160
FL
C,G
High-performance pigment
(Continued
)
317