Yam, Kit L. (ed.). The Wiley encyclopedia of packaging technology
Подождите немного. Документ загружается.

impulse purchases. This observation means that the
packaging and its effectiveness in breaking through the
clutter and conveying the right imagery can determine,
and does determine, a product’s success or failure.
How do marketers research packaging to ensure that
our products will receive a fair share of nonplanned or
impulse purchases? Initially, we must define an effective
package. An effective package is as follows:
. Is simple
. Quickly communicates what the product is
. Makes use of focal points
. Stands out from the competition
. Makes selection within a product line easy
. Has the right quality impression
. Reflects the image of the product
. Retains a visual connection with the past when
redesigned
Package research must address each of these criteria.
Effective packaging research must also be conducted with
the appropriate target audience—the same target audi-
ence that is used when developing marketing strategy,
planning TV commercials, and producing print ads.
GOOD PACKAGING RESEARCH
What is good packaging research? Let us begin with the
premise that the packaging must be compatible with the
long-term strategy and positioning of the brand. The
packaging must close a sale in the store.
If we can define what the package should be, then
certainly we should be able to design research to uncover
whether the packaging is delivering in all the key areas.
Research should uncover shoppers’ attitudes and feel-
ings toward packaging. It should consider whether the
shopper takes the time to pick the package up, consider it,
and hopefully, buy it. We recognize that a designer can
create a gimmick package that gets attention but does not
close a sale. Conversely, a marketer can have a unique
product with unique benefits, yet its packaging may be
lost or buried on the cluttered store shelf. A strong
package must be strong in many areas. It must have
stopping power, it must generate readership and involve-
ment with the labeling, and it must convey the imagery
that helps close a sale.
Packaging for a well-established brand represents
equity. Changing that package represents a risk. Packa-
ging research must profile the equity the marketer
has in his/her existing packaging and the risk he/she
may encounter by making a change. Thus, packaging
research must be evaluative. This statement means
that it must profile to the marketer the strengths as
well as the limitations of his/her package, and, at the
same time, it must be diagnostic. It must generate
information or fine-tune packaging designs, if fine tuning
is necessary.
CONDUCTING RESEARCH
Three methods of conducting packaging research exist:
. Focus group sessions
. Mall intercept interviewing
. Test market auditing
Focus groups have several advantages as well as
serious limitations. They alow you to see and hear con-
sumer reaction. They also can provide valuable diagnostic
input. However, we are all familiar with one dominant
respondent totally controlling the focus group and biasing
the responses of the other attendees. Many of you also
have learned from attending focus groups that we often
hear what we choose to hear. Often, four or five observers
walk out of a focus group session with four or five different
interpretations.
We noted earlier the importance of shelf visibility. It is
impossible to measure the shelf prominence of a package
in a focus group session. To ask a shopper whether he/she
would or would not take notice of a package on the shelf is
naive at best. What you gain from focus group sessions is
an overall insight of ‘‘acceptable or unacceptable.’’ If you
are looking for serious negatives, then the focus group will
begin to uncover problems. If you are looking for quanti-
tative decision-making information, then the focus group
session is not appropriate.
MALL INTERVIEWING
Mall intercept interviewing is widely used. In the shop-
ping malls, we are generally able to reach target shoppers
and interview them individually. The mall intercept inter-
view is conducted on a one-to-one basis (shopper and
interviewer). Accordingly, one strongly opinionated shop-
per cannot make or break a package, as so often occurs in
the focus group session.
Areas that should be covered in the questionnaire
include the following:
. Aesthetic appeal of the packaging
. Perceived product imagery conveyed by the
packaging
. Believability of claims
. Effectiveness
of the package
in stimulating interest
in trial
. Functionality of the packaging (easy to store, easy to
pour, easy to hold)
. Confusion (if any) with labeling claims and
instructions
Test market auditing, on face value, seems to be an
effective way of documenting the impact of packaging in
the store. In actuality, it is probably the least efficient
method, because it is subject to so many uncontrollable
variables, such as competitive pricing, positioning on the
shelf, number of facings, and in-store sales. In addition,
328 CONSUMER RESEARCH
in-store auditing requires the packaging to be produced in
finished form and in sufficient quantities to stock the
shelves. Unfortunately, if your packaging is deficient,
then the marketer will not find out until he/she has
wasted a lot of time and money.
MEASURING SHELF IMPACT
Researchers have tried a variety of tools to measure shelf
impact. Some have strengths and some have serious
limitations. Let’s consider the following:
. Tachistoscopic research
. Findability tests
. Recall questioning
. Eye tracking
Tachistoscopic Research. This method is simple to ad-
minister and provides a measure of quick recognition. The
shopper is exposed to a series of scenes at brief time
intervals (0.2, 0.5, 1 s) and asked to identify what he/she
saw. The package that is identified most quickly is gen-
erally considered to be the best.
Unfortunately, many serious limitations exist to T-
scope research. The most fundamental is the arbitrary
time the researcher chooses to show each package. Does it
really matter that package A communicates faster (in
0.2 s) than package B? Who determines whether 0.2 s
(1/5 of a second) is a relevant timeframe?
An even greater drawback is the aspect of familiarity.
As you might imagine, the familiar brands are generally
those that are identified faster. Thus, when a marketer is
considering a packaging modification, the T-scope may put
his/her new design at a distinct disadvantage.
Findability Tests. Findability tests simply are those
that ask a shopper to look at a cluttered in-store shelf
scene and find specific products. Again, it is assumed that
the package that can be found fastest is the most effective.
We mentioned earlier that 80% of the purchases made in
the supermarket are nonplanned. Thus, the findability
tests that ask the shopper to locate a specific brand he/
she is looking for is relevant only to those 20% who are
going into the store looking for that brand. In actuality, the
marketer’s concern is with the other 80% who might make
a nonplanned purchase. The 20% who plan to buy your
product will find it, regardless of where it is located on the
shelf.
Recall Questioning. A third commonly used measure of
shelf impact is recall questioning. Recall, like T-scope
research, is often influenced by familiarity. The well-
known brands receive the higher recall scores. The new
products or low-awareness brands suffer from a lack of
previous exposure.
Eye-tracking Research. Eye-tracking research to docu-
ment shelf prominence overcomes many of the limitations
of the T-scope, findability tests, and recall. The eye tracker
enables researchers to observe the shopper behavior, see
what they see, see what they consider, and most impor-
tantly, observe what they ignore. Eye tracking is not
hampered by the need to select an arbitrary viewing
time. Researchers are able to observe what people do
and how they shop the category, be it one second, one
minute, or one hour. The eye tracking is not biased by
familiarity.
One might even argue that the uniqueness of new
brands would have an advantage, rather than a disadvan-
tage, in drawing shopper attention. Many major market-
ers in the United States are using the eye tracking method
to develop planograms and to pinpoint the pros and cons of
additional shelf facings and horizontal and vertical lay-
outs, and to uncover the competitive products that are
strong on the shelf.
Some may argue that the eye-tracking viewing situa-
tion is artificial, and they are correct. However, the reality
is that no one can duplicate the ‘‘real world,’’ because
it differs from store to store. How many times have we
seen beautiful planograms never implemented in the
supermarkets?
Often we refer to eye-level shelf placement as being
optimal. But does eye level assume the shopper is 6 ft 2 in.,
5 ft 10 in., or 4 ft 9 in.? With eye tracking, we can watch
the shopper discriminate and, most importantly, see
what he/she ignores. We know from eye tracking the
packaging that is breaking through the visual shelf
confusion.
LABEL READERSHIP
Label readership is another vital area that compre-
hensive packaging research must address. The designer
has positioned key elements on the label to be seen and to
be read. The three research tools commonly used to
evaluate label readership are T-scope, recall, and eye
tracking. The T-scope and recall measures suffer
from the limitations described earlier that include: a
fixed viewing time, contamination by familiarity and, in
many instances, shopper guessing. The eye tracking
shows how shoppers read the package labeling. It
quantifies the advantages of top of the package versus
bottom. It shows the shoppers’ discriminating process
and, most importantly, it allows the shopper to pon-
der and thoroughly examine a package if he/she
chooses.
Researching packaging attributes can be accomplished
only through a comprehensive and well-thought-out ques-
tionnaire. Unfortunately, many researchers attempt to
answer these questions through paired comparisons,
i.e., showing two potential packaging alternatives side
by side. This method is a simple approach for forcing a
winner
, because one
package will test better than the
other. However, in actuality, neither may meet marketing
objectives, and the end result may be the best of the
worst.
CONSUMER RESEARCH 329
DESIGNING RESEARCH
With all the above in mind, let us consider a few of my do’s
and don’ts when designing packaging research.
1. Do not show different packaging alternatives side by
side to a shopper. The shopper will never see two
executions for the same package side by side in the
store. His/her frame of reference is competition.
Thus, each packaging execution should be tested
against competition.
2. Never control the amount of time you let a shopper
look at a package. Remember, a designer is trying to
develop a package that is a stopper, a package that is
involving, a package that a shopper will want to take
a second or third look at. When a researcher controls
the amount of time he/she lets the shopper look at a
package, he/she can no longer measure involvement.
Speed of communication is not the key. Effective
communication is far more relevant.
3. Do not live by hard-and-fast rules. Packaging de-
signers have demonstrated time and time again that
being different can pay great dividends at the cash
register. Who would have guessed years ago that an
orange-juice company could use the color black as
their primary packaging identifier? Yet Minute
Maid has done it and has done so with enormous
success.
4. Do not rely on traditional advertising research recall
scores. Many researchers have a tendency to rely on
that magical thing called recall. Yet, recall per se is
irrelevant when it comes to packaging research. A
package is not on the shelf to be recalled. A package
is there to be seen, considered, and sold.
5. Do not tie the package designer’s hands. Respect the
creativity and excellence of the packaging design
industry. They are creative, innovative, insightful,
and most of all, approaching their task with a
marketing frame of reference. To advise a package
designer that certain colors or shapes or designs will
not work within a category is short-sighted. Use
their talents, allow them free rein, and explore all
creative opportunities before accepting or rejecting
an innovation in packaging.
6. Do not forget to look at competition. The shopper
considers competition prior to making his/her
purchase decision. The marketer should do the
same. All too often, a tendency exists to ‘‘follow the
leader.’’ If he/she is using red, then we should use
red. If his/her packaging is horizontal, then ours
should be the same. Keep in mind, breaking through
clutter and getting attention is the first step to a
sale.
Effective packaging is an integral part of the marketing
mixture. An effective package catches the consumer’s
eye and entices the shopper to give the product a try.
Successful packaging leads to successful businesses.
Do not underestimate the influence of packaging. The
package represents the product. The package is equity. A
major change in a package is a risk. Research the risk
thoroughly and logically. Remember that the package is a
product to the consumer at the point of sale.
CONTAINER INTEGRITY REGULATION, USA
YOON S. SONG
Process Engineering Branch,
Office of Food Safety (OFS),
United States Food and Drug
Administration, Summit-Argo,
Illinois
INTRODUCTION
‘‘Canning’’ is defined as the process of preserving food
wherein a food and its containers are rendered commer-
cially sterile by the application of heat alone or in combi-
nation with pH and/or water activity or other chemicals
(1). For ‘‘canned’’ foods, the container must be constructed
in such a way that Clostridium botulinum, other patho-
gens, and spoilage bacteria can’t enter the container after
the thermal process. This is called container integrity. It is
important to note that foods packaged in materials other
than metal cans are also considered ‘‘canned’’ if the food
undergoes the canning preservation process. Thus, today
a canned food can be packaged in a number of other types
of container, such as glass jars, paperboard cans, and
plastics that can be formed into anything from pouches
to soup bowls to serving trays. For traditional glass and
metal canning, the food is placed in an airtight container
and heated to destroy microorganisms. Foods with a
naturally high acid content such as tomatoes, citrus juices,
pears, and other fruits don’t support the growth of spore-
forming food poisoning bacteria. Therefore, foods that
have a high acid content, do not receive as extreme a
heat treatment as do low-acid foods. They are heated just
sufficiently enough to destroy both pathogenic and spoi-
lage bacteria, yeasts, and molds. Canners and food safety
regulators are most concerned about foods with low acid
content, such as mushrooms, green beans, corn, and
meats, because the deadly C. botulinum, which causes
botulism poisoning, produces a toxin in these foods during
growth and their spores are highly heat-resistant.
The issue of container integrity has been recognized as
critical for acid and low-acid foods since the canning
industry, which dates back to the early 1900s, has experi-
enced botulism and spoilage outbreaks related to commer-
cial thermal processes and container closure operations.
In particular, several incidents of botulism in the 1970s
led to increased observation by the FDA and great aware-
ness of quality control by container manufacturers
and food processors to produce as perfect a container as
possible under commercial operating conditions. Accord-
ing to many investigation reports, major causes for
330 CONTAINER INTEGRITY REGULATION, USA
microbial spoilage in canned foods can generally be attrib-
uted to (a) underprocessing and (b) post-process contam-
ination during container cooling process, storage, and
distribution. Richardson (2) reported that microbial spoi-
lage in Australian canned foods occurring from 1955 to
1968 resulted from underprocessing (46 cases) and post-
process contamination (64 cases). Davidson et al. (3)
investigated 790 swollen cans collected from the U.S. local
supermarkets over a two-year period. He reported that
types and incidences of the microorganisms recovered
were 7.9% pure cultures of spore-forming organisms
traditionally associated with underprocessing and 91.6%
typical postprocess leaker spoilage microorganisms. From
a study of 154 incidents of food poisoning associated with
postprocess contamination between 1921 and 1979 which
occurred in Great Britan and Canada, Stersky et al. (4)
also concluded that channel leaks during the cooling
process were one of the major defects leading to bacterial
spoilage. Therefore, thermal processes and sealing opera-
tions applied in commercial practice for canned foods must
be properly monitored and regulated to prevent spoilage
outbreaks and avoid potential health hazards.
REGULATORY OVERVIEW ON CONTAINER INTEGRITY
Container materials manufactured for use in contact with
food in the United States, whether for home or commercial
use, fall under the jurisdiction of the Federal Food, Drug,
and Cosmetic Act (FFDCA, Title 21 United States Code
348) whenever they are intended to be marketed in
interstate commerce. In general, there are two federal
agencies that regulate canned food and container in the
United States: the Food and Drug Administration (FDA)
of the U.S. Department of Health and Human Services
(DHHS) and the Food Safety Inspection Service (FSIS) of
the U.S. Department of Agriculture (USDA). In general,
the FSIS regulates red meat and poultry, and the FDA
regulates all the rest including food with less than 3% raw
or 2% cooked meat. The FDA regulations address con-
tainer integrity in Part 113 (Thermally Processed Low-
Acid Food Packaged in Hermetically Sealed Containers)
and Part 114 (Acidified Foods) of Title 21 Code of Federal
Regulations (CFR) (Government Printing Office, Pitts-
burgh, 2005). The FSIS has similar regulations covering
low-acid canned meats and poultry as well as acidified
meat and poultry in Part 318 (USDA Canning Regula-
tions) of Title 9 CFR (5).
Both FDA and USDA-FSIS regulations are specific for
thermally processed foods packaged in hermetically sealed
containers. A hermetically sealed container is defined as a
container that is designed and intended to be secure
against the entry of microorganisms and thereby to main-
tain the commercial sterility of its contents after proces-
sing (Part 113.3 of Title 21 CFR). In particular, the
regulations contain provisions (Part 113.10 and Part
114.10 of Title 21 CFR; Part 318.310 of 9 CFR) for training
of personnel who supervise critical areas in thermal
processing and packaging of canned foods. This implies
that operators of thermal processing systems and con-
tainer closure technicians must be under the direct
supervision of persons who have successfully completed
certified courses of study in canning technology. Cur-
rently, the Better Process Control Schools (BPCS) spon-
sored by the FDA provides an approved course of
instruction.
RIGID CONTAINER REGULATIONS
The rigid container is defined as ‘‘a container that is
neither affected by the enclosed contents nor deformed
by external pressure up to 10 psig’’ (Part 318.300 (j) of
Title 9 CFR). Examination of metal containers for defects
and can double-seam measurements described in Part
113.60 (a) (1) of 21 CFR and in Part 318.301 (b) of 9 CFR
are very specific, describing (i) the types of defects to look
for (cutover or sharpness, skidding or deadheading, false
seam, droop at the crossover or lap, and condition of inside
of counter sink wall for evidence of broken chuck), (ii) the
specific double-seam parameters to be examined (cover
hook, body hook, tightness or wrinkle, thickness, width,
overlap, and countersink), and (iii) and the specific mea-
suring methods to be used (micrometer method, gauge
method, and scope or projection method). For glass con-
tainers, the only specific procedure discussed is the cold
water vacuum test. FDA regulations state that it shall be
done before actual filling operations and that the result
shall be recorded. Detailed procedures to conduct integrity
tests for metal and glass containers have been well
described in guidance documents, such as FDA’s Bacter-
iological Analytical Manual (BAM) (6, 7) and Food Pro-
cessors Institute (FPI) manual (1).
Part 113.60 (a) of Title 21 CFR and Part 318.301 (b) of 9
CFR also require that regular observations shall be main-
tained during production runs for gross closure defects
and any such defects shall be recorded along with the
corrective action taken; that at intervals of sufficient
frequency (at least once every 30 min recommended) a
qualified person shall visually examine the top seam of a
can randomly selected from each seaming head or the
closure of any other type of container being used and
shall record the observations made; and that additional
visual closure inspections shall be made at the beginning
of production, immediately following a closing machine
jam or after machine adjustments. In addition to visual
examinations, both FDA and USDA require teardown
examinations to be performed and recorded by qualified
individuals. Furthermore, regulations recommend that
sample containers be tested at intervals not to exceed 4 h.
SEMIRIGID
AND FLEXIBLE CONTAINER
REGULATIONS
The semirigid and flexible container is one that is not
affected by the enclosed contents but is deformed by
external pressure of 10 psig or less (Part 318.300 (j) of
Title 9 CFR). Unlike regulations for all rigid containers,
the regulations for flexible and semirigid plastic packages
are not clearly specified in CFRs other than the regular
observations. The reason for this is that when these
regulations were written, there was plenty of information
CONTAINER INTEGRITY REGULATION, USA 331
concerning the procedures for testing metal cans and glass
jars but very little for plastic containers. For instance,
FDA regulations in Part 113.60 (a) (3) of 21 CFR only state
that for closures other than double seams and glass
containers, appropriate inspections shall be conducted
and tests be made by qualified personnel at intervals of
sufficient frequency to ensure proper closure machine
performance and consistently reliable hermetic seal pro-
duction. Records of tests shall be maintained.
The USDA-FSIS regulations described in Part 381.301
(d) (1) and Part 318.309 (d) of 9 CFR include more specific
details on the evaluation of semirigid and flexible contain-
ers, such as visual test, physical test, and incubation test.
The regulations require that heat seals and the entire
container be visually inspected before and after thermal
processing operation by a trained closure technician with
sufficient frequency and that corrective actions be promptly
recorded; that physical test be performed after thermal
processing operation by a trained closure technician at
sufficient frequency (at least once every 2 h recommended)
and that corrective actions be promptly recorded; and that
at least one finish container per batch be incubated for not
less than 10 days at 95751F. In addition, the USDA-FSIS
requires that empty containers, closures, and container
rollstock be inspected, stored, handled, and conveyed in a
manner to ensure they are clean and free of defects that
may affect the product or package integrity.
Processors who pack product in flexible pouches under
military contract are also required to comply with specific
U.S. military contract requirements (8, 9). A 100% visual
inspection of the seals on every pouch produced may be
required both before and after thermal processing. Other
requirements are (a) destructive tests in which sample
pouches must withstand internal pressure at 20 psig for
30 s (burst test), (b) residual gas tests (o10 mL), and (c)
incubation tests after thermal processing for not less than
10 days at 80–951F.
In response to requests by industry to evaluate contain-
ers and closures, the Food Products Association (FPA, the
former NFPA), in joint efforts with FDA, USDA, and
industry, developed guidance documents that (a) provided
a classification of visual exterior defects of flexible and
semirigid containers, (b) established the relative hazard of
each defect to public health, and (c) defined sampling rates
and action levels for the various defects in flexible and
semirigid containers (10, 11). In addition, FDA published
the Bacteriological Analytical Manual (BAM) that con-
tains a chapter entitled, ‘‘Examination of Containers for
Integrity’’ (12). This chapter describes procedures for the
examination of paperboard packages, flexible pouches,
plastic cups and trays with flexible lids, and plastic cans
with double-seamed metal ends. Test procedures included
are air leak testing, bio-testing, burst testing, chemical
itching, compression testing, distribution test, dye pene-
tration, electester, electrolytic, gas leak detection, incuba-
tion, light, machine vision, proximity tester, seam scope
projection, sound, tensile testing, vacuum testing, and
visual inspection. The manual, however, doesn’t reflect
current advances in inspection techniques for container
integrity.
SPECIAL CONSIDERATIONS FOR EMERGING INSPECTION
TECHNOLOGIES
Inspection techniques for detecting package defects in
the food industry have been moving toward nondestruc-
tive and online methods that test all packages. The
applicability of these emerging inspection techniques to
various food containers with different types and composi-
tions has become of great interest to the industry.
In spite of rapid advances in technologies, however,
severe limitations of each inspection technique still
have become apparent. This reality, coupled with the
increased use of flexible and semirigid plastic packaging
for acid and low-acid foods, made it necessary for the
FDA to continue to investigate the integrity of plastic
packages.
In the United States, the National Center for Food
Safety and Technology (NCFST) in affiliation with the
FDA has evaluated and reported several state-of-the-art
techniques; these include pressure differentials, magnetic
resonance imaging, ultrasonic immersion and airborne
imaging, high-voltage leak detection, and thermal ima-
ging techniques. However, there is still not sufficient
information available on capabilities and limitations of
the emerging techniques, in detecting various package
defects and tampering, over traditional visual and de-
structive offline inspection methods. It is because valida-
tion of each technique is container-specific, and the
detection sensitivity and online applicability of a techni-
que depend upon targeting defect types, container
shapes, and packaging materials. These evaluation stu-
dies should continue and will ultimately result in enhan-
cing efficiency in removing different types of defective
packages, reducing the risk of product recalls and sub-
sequent outbreaks, and improving the overall safety of
the food supply.
CONCLUSIONS
In summary, FDA’s major concern regarding container
integrity centers on the postprocess contamination of
acidified
and low-acid canned
foods. Requirements on all
metal double-seamed cans are clearly stated in Codes of
Federal Regulations, but the regulations for heat-sealed
flexible and semirigid plastic packages are not clearly
specified. It generally means that integrity tests for
flexible and semirigid containers developed by industry,
in the case of pouches, are reviewed by FDA, USDA, and/
or the army for applicability and soundness. If acceptable,
the tests are expected to be used. For many years, the
emphasis on container integrity had been on rigid contain-
ers such as double-seamed metal cans because the con-
tainer integrity issue started with processing of the metal
cans, and metal cans are still the dominant container in
the United States. However, FDA and USDA are just as
concerned with the integrity of hermetically sealed, non-
metal containers and are monitoring them as closely as
metal ones.
332 CONTAINER INTEGRITY REGULATION, USA
BIBLIOGRAPHY
1. National Food Processor’s Association, in A. Gavin and L. M.
Weddig, eds., Canned Foods: Principles of Thermal Process
Control, Acidification and Container Closure Evaluation, The
Food Processors Institute, Washington, DC, 1995.
2. K. C. Richardson, Food Technol. Austral. 24, 106–107 (1972).
3. P. M. Davidson, I. J. Pflug, and G. M. Smith, J. Food Protect.
44, 686–691 (1981).
4. A. Stersky, E. Todd, and H. Pivnick, J. Food Protect. 43,
465–476 (1980).
5. Government Printing Office (GPO), Superintendent of Docu-
ments, New Orders, P.O. Box 371954, Pittsburgh, PA 15250-
7954. Phone (202) 512-1800, Fax (202) 512-2250 (http://
www.access.gpo.gov/nara/cfr/index.html), 2007.
6. R. C. Lin, P. H. King, and M. R. Johnston in FDA Bacterio-
logical Analytical Manual (BAM), AOAC International, Ar-
lington, Virginia, 2001, Chapter 22A.
7. R. C. Lin, P. H. King, and M. R. Johnston, ‘‘Examination of
Glass Containers for Integrity’’ in FDA Bacteriological Ana-
lytical Manual (BAM), AOAC International, Arlington, Virgi-
nia, 2001, Chapter 22B.
8. U.S. Military Specification, MIL-PRF47073D, Packaging and
Thermal Processing of Foods in Flexible Pouches, January 6,
1992.
9. U.S. Military Specification, MIL-PRF47073E, Packaging and
Thermal Processing of Foods in Flexible Pouches, November
30, 1995.
10. National Food Processor’s Association, Classification of Visi-
ble Exterior Can Defects, NFPA/The Flexible Package Integ-
rity Committee, AOAC International, Arlington, Virginia,
1984.
11. National Food Processor’s Association, Flexible Package In-
tegrity Bulletin, NFPA/The Flexible Package Integrity Com-
mittee, NFPA Bulletin 41-L, Washington, DC, 1989.
12. G. W. Arndt, ‘‘Examination of Containers for Integrity’’ in
FDA Bacteriological Analytical Manual (BAM), Chapter 22C,
OAC International, Arlington, Virginia, 1992.
CONTROLLED RELEASE PACKAGING
KIT L. YAM
Department of Food Science,
Rutgers University, New
Brunswick, New Jersey
Controlled release packaging (CRP) is a technology for
producing a new generation of packaging materials and
final packages that can release beneficial active compounds
such as antimicrobials, antioxidants, enzymes, flavors,
nutraceuticals, anti-browning agents, and bioactive com-
pounds in a controlled manner to enhance food quality and
safety as well as extend shelf life. CRP may be considered
as a form of active packaging (see Active packaging), in
which the package is used as a delivery system to release
active compounds to favorably modify the internal envir-
onment of the package. Currently, this technology is being
developed in the laboratory and the industry, but it has the
potential for commercial application in the future.
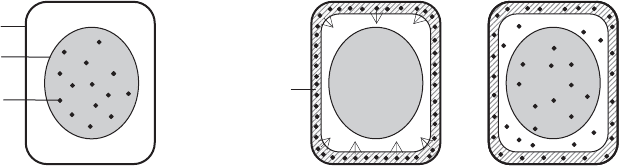
BASIC CONCEPT
Figure 1 compares the traditional method and CRP for
adding active compounds to a food product. The tradi-
tional method is to add the active compounds directly into
the initial food formulation as shown in Figure 1(a);
however, once these compounds are consumed in reaction,
protection ceases and food quality degradation may in-
crease rapidly. Increasing the amounts of these com-
pounds is sometimes not feasible as the levels in the
food formulation are regulated by the U.S. Food and
Drug Administration (FDA).
CRP can overcome this limitation by continuously
replenishing the active compound via controlled release
from the package, which is necessary for achieving long-
term stability of the food. Different methods are available
to incorporate active compounds into the package; for
example, as shown in Figure 1(b), active compounds are
incorporated into the food-contact layer of a package that
is designed to allow the slow release and replenishment of
active compounds to maintain an effective level during the
shelf life of the product.
The benefits of controlled release of antimicrobials and
antioxidant to retard microbial growth and lipid oxidation
have been demonstrated in the laboratory. In some situa-
tions, the best results may be achieved by a combination of
adding a portion of these compounds directly into the food
formulation and then replenishing the remaining portion
through CRP.
ACTIVE COMPOUNDS
Currently, the most commonly used active compounds for
CRP research are antimicrobial and antioxidants. For
example, antimicrobials include nisin, potassium sorbate,
lysozyme, oregano, and garlic as well as antioxidants that
include tocopherols, sesamol, BHT, and quercetin. The
selection of active compounds depends on the application,
activity of the active compounds, safety considerations,
ability of the active compounds to be incorporated into the
package, and cost. Natural active compounds are often
preferred.
The volatility of active compound is also an important
consideration. The applications of nonvolatile compounds
are limited to products that have direct contact with the
package, because direct contact is necessary for the mi-
gration of these compounds to the product. However,
volatile compounds may be used for products that do not
have direct contact with the package, because after being
released from the package, these compounds may vaporize
to the headspace and then condense onto the product.
ABILITY TO CONTROL RELEASE
A technical challenge is to achieve the ability of ‘‘con-
trolled release.’’ For example, how does one produce a CRP
CONTROLLED RELEASE PACKAGING 333
film that has a desired release property? In theory, it may
be achieved by manipulating several factors that include
the active compound or compounds to incorporate into the
film, the polymer or polymers to make the film, and the
film making processing method and conditions [1]. Those
factors, along with the resulting structure or morphology
of the film, will affect the diffusion of active compound in
the film and the release of active compound from the film.
Another technical challenge is the determination of
what release rate is suitable for a particular product.
This decision requires an understanding of the stability
of the product. For example, to reduce microbial growth or
lipid oxidation of a food product, it is necessary to study
the microbial and oxidative kinetics of the food product
exposed to the condition caused by the release of active
compound. This condition includes the concentration of
active compound surrounding the product (which changes
with time because the release of active compound from the
film decreases with time) and temperature. The aim of the
study is to determine the optimum condition and the
target release rate required of the film.
Uncontrolled release may result in wastage of active
compound. For example, lipid oxidation reactions have an
inherent induction period in which the primary oxidation
product remains constant. During this period, dumping
antioxidant is not necessary and may also lead to pro-
oxidation, and thus, the release of antioxidant should be
kept at a low rate.
POTENTIAL APPLICATIONS
This technology is particularly useful for controlling food
degradation reactions that are continuous and increase
exponentially, such as microbial growth and lipid oxida-
tion, because constant replenishment of inhibitory sub-
stances prevents runaway deterioration of safety and
quality. Examples of potential applications are processed
food products that require long-term inhibition of lipid
oxidation and perishable food products such as fresh meat,
which require short-term or intermediate-term inhibition
of microorganisms.
REFERENCES
1. A. Lacoste, K. M. Schaich, D. Zumbrunnen, and K. L. Yam,
Advancing controlled release packaging through smart blend-
ing. Packaging Tech Sci 18, 77–87 (2005).
CONVEYING
PAUL J. ZEPF
Zarpac, Inc.—Engineering,
Oakville, Ontario, Canada
DEFINITION
The Conveyor Equipment Manufacturers Association
(CEMA) of the United States defines a conveyor as a
horizontal, inclined, or vertical device for moving or
transporting bulk materials (cereals, aggregate, powders,
etc.) or objects (such as bottles, cases, cartons, products,
etc.) in a path predetermined by the design of the device
and having points of loading and discharge fixed, or
selective; included are skip hoists, vertical tractors and
trailers, tiering machines (truck type), cranes, monorail
cranes, hoists, power and hand shovels, power scoops,
bucket drag lines, any conveyor designed to carry people,
and highway or rail vehicles.
Basically, a conveyor is made up of one or more sections
that transfers (via an intermittent or continuous media)
such items as inputs (bottles, bags, caps, cartons, product,
etc), packages, cases, or pallets from one location or
position to another. Each section may be driven indepen-
dently at varying speeds or employ gravity as a method of
transfer. The conveyor speed is the surface speed of the
conveyor in feet per minute (fpm) or meters per minute
(mpm), while ‘‘line speed’’ or more properly actual run
speed is the transfer rate, given in pounds or kilograms
per minute, parts per minute (ppm), or containers per
hour (cph).
Two or more rows of containers carried side by side
without internal divider rails on the same conveyor chain
bed are collectively referred to as mass flow, while carry-
ing only a single row is referred to as single-lane or in-line
flow. For mass flow, the number of adjacent rows is
referred to as the line width and is given as an integer,
while conveyor width refers to the width of a section of
moving conveyor element expressed in inches or meters.
Pitch is defined as the center-to-center spacing of contain-
ers, given in inches or meters. The pitch in the direction
of motion is referred to as the longitudinal pitch or travel
distance, while the spacing across the width of the con-
veyor is the transverse pitch or sideways distance. The
full width of the conveyor is called the ‘‘conveyor frame
width.’’
(a) Traditional Method (b) Controlled Release Packaging
Initiall
y
Later
Package
Food
Active
compound
Active
compounds
in inner
layer
Figure 1. Traditional method versus
controlled release packaging.
334 CONVEYING
The integration of all packaging machinery with their
conveyors is critical to produce a seamless transfer and
assembly system that results in the consistent regular
flowing movement of inputs, packages, or cases that enter
into the packaging production process at specific points
and are assembled, identified, verified, and distributed to
fulfill customer needs. Integration of conveyors to con-
veyors or conveyors to packaging machinery should follow
the principles as stated below in order for the packaging
line to be successful.
Integration of conveyors with machinery should con-
sider the following factors:
1. Selection and design of proper conveyor transfer
type or types for the system to fulfill needs.
2. Design and installation of (a) guiderails and (b)
sensing and handling control components.
3. Speeds, feeds, dynamics, and loads to achieve the
required results.
4. Compatibility of interconnecting machinery and
other conveyor types.
5. Installation and maintenance of conveyors and
machinery.
There are many other components that can be attached to
or are part of a conveyor system that perform special
functions such as:
1. Quality inspection (vision, dud, low/hhigh/no fill, no/
cocked cap, no/cocked label, count, etc.).
2. Coolers, freezers, conditioning ovens, cooker ovens.
3. All types of coding units (inkjet, laser, impression,
stencil).
4. Staging or allowances for manual operations.
5. Hard and soft reject stations for off loading out of
spec materials or sample selection.
6. In-process storage (buffers or sometimes called ac-
cumulators) areas.
7. Combiners, dividers, turners, orientors, fallen bottle
removal, etc.
All of these devices require some form of conveyor or
transfer equipment as the main critical element to manip-
ulate or identify or test the products and/or inputs. Con-
veyors are therefore an integral part of the packaging
process and are elements or machines that have their own
reliability and maintenance issues.
DESIGN AND INSTALLATION OF CONVEYOR SYSTEMS
Traditionally, conveying systems were designed without
paying much attention to drive dynamics, the forces
imposed on the conveyor and product, or the effects of
these forces on container stability. Design criteria were
based on the average running-speed requirements and
mechanical longevity. In fact, typical design formulas
considered only rough estimates of the loading (forces)
combined with factors that represent the number of
startups and the amount of product slippage. Most pre-
sent chain manufacturers are improving the nature
and extent of engineering for their products. Chain
manufacturers such as Rexnord, UniChain, and MCC
have technical engineering data and software programs
available to assist in designing effective conveying
systems related to their products. Also, engineering
services companies have developed their own specialized
software programs for line design and conveyor systems
integration.
In recent years, increasing demands, economics, and
environmental concerns have placed enormous pressure
on production facilities to increase operating speeds,
reduce wastage, reduce rework, and cut manpower
requirements. These changes have pushed traditional
design methods to the limit of their effectiveness. In
addition, the aesthetic appeal of complex input shapes
(bottles, products, cartons, cases, etc.), the use of light-
weight materials, the variety and nature of materials
themselves, and input thin walling to reduce material
weight (in film, corrugate, paper, plastic bottles and glass
bottles) have resulted in a new generation of stability and
control problems associated with the transport and ma-
nipulation of materials and containers by conveyor.
With current conveyor technology and the demand for
high-productivity packaging lines, simple conveyors must
be designed, built, and installed to run at a run utilization
or availability of over 99.5% per month. Conveyors with
attachments must be designed, built, and installed to run
at a run utilization of over 99.0% per month (buffers,
combiners, dividers, reject mechanisms, etc.).
For most cases, conveyors should be designed and run
with minimum backpressures on the inputs or products in
order to minimize part damage, maximize control, and
maintain product conformity for optimum quality.
This article only summarizes the concerns and methods
of container or input transport by conveyors.
CONVEYING SYSTEMS: OVERVIEW
There are many types of conveying systems in common
use today. These conveyor designs are listed and described
in the following pages.
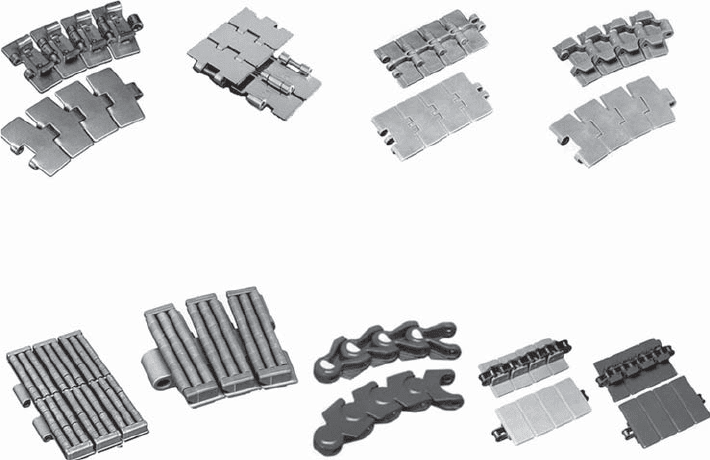
Slat-Top Chain (Also Called Table top) Design (see Figure 1)
This style of conveyor comes in the following designs and
materials (see Figure 1):
1. Magnetic hinged-joint chain conveyors or magnetic
slat-top chains (also called tabletop) chain
conveyors.
2. Steel or stainless-steel hinged-joint chain con-
veyors or steel or stainless-steel slat-top chains
(also called tabletop) chain conveyors.
3.
Plastic hinged-joint chain
conveyors or plastic slat-
top chains (also called tabletop or flat-top) chain
conveyors.
4. Magnetic slat-top chains (also called tabletop or
flat-top) roller chain conveyors.
CONVEYING 335
5. Steel or stainless slat-top chains (also called table-
top or flat-top) roller chain conveyors using SAE
roller chain underneath to drive the slat top chain.
6. Plastic-top roller chain conveyors for low backpres-
sure using SAE roller chain underneath to drive
the slat-top chain.
7. Stainless-steel multiflex chain conveyors.
8. Plastic multiplex or super flex chain conveyors for
small-curve-radius requirements.
9. Side-flex hinged chain conveyors or side-flex slat-
top chains (also called tabletop or flat-top) chain
conveyors.
10. Flex linkt hinged conveyors or flex link slat-top
chains (also called tabletop or flat-top) chain
conveyors.
11. Steel or stainless steel mesh belt chain that can
have up to 20 ft of width.
12. Plastic or ceramic modular belts that can be mesh
or mat style and widths varying from 12 in.
(300 mm) to 120 in. (3000 mm).
Rext LBP Trademark of the Rexnord Company.
Flex linkt Trademark of SKF Flexlink conveyor
systems.
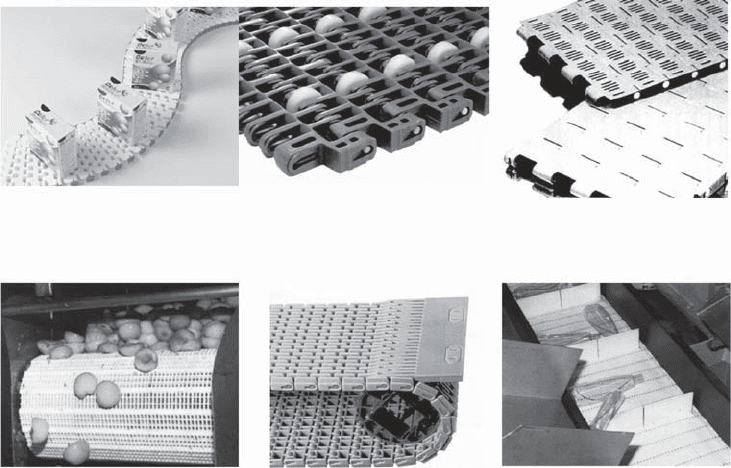
Mesh-Top or Open-Top Modular Belt Chain Design (See
Figure 2)
This consists of
. Metal (steel or stainless steel) straight mesh
conveyors
. Metal (steel or stainless steel) curved mesh conveyors
. Plastic straight mesh conveyors
Mesh chains, like mat-top chains, form wide-running
conveyors. They are constructed from steel or stainless-
steel wire that is formed into interlocking loops or
injection-molded plastic wide links connected together
by stainless-steel or plastic long pins (pins are as wide
as the chain). Mesh chains are manufactured in various
mesh patterns. They are designed for slow mass trans-
port of products such as bakery items, solid food pro-
ducts, small metal products, and some confectionary
items where drainage or cooling is required. How-
ever, they are usually designed for the mass transport
of stable inputs needing no orientation requirements. The
metal mesh chains are excellent to use in hot and some
corrosive environments. Mesh conveyors are connected
together usually via a butt transfer or overlap in-line
transfer. Curved or side-flexing configurations are
possible.
New plastics and designs have now resulted in plastic
mesh-type chains, giving low friction, reduced weight and
torque requirements, wet capability, excellent drainage or
fall through, better economy, and effectiveness for pro-
ducts where steel or stainless mesh or mats either cannot
be used or are not economical. Mesh-type conveyors gen-
erally have less surface area in contact with the product
due to the large percentage of holes or open space in the
chain. Mat chains usually have more surface area in
contact with the product.
Mat-Topt or Modular Belt Chain Design (See Figure 2)
This consists of
. Mat metal (steel or stainless steel) conveyors
. Mat-type plastic conveyors (see Figure 2).
Slat-top chain
steel or SST
side flexing tab
Slat-top chain
steel or SST
straight running
Slat-top chain
plastic
straight running
Slat-top chain
plastic
side flexing tab
Slat-top chain
plastic low
backpressure
straight running
Slat-top chain
plastic low
backpressure
side flexing tab
Slat-top chain
multi-flex or
super flex
Slat-top chain
plastic/SAE chain
straight running
Figure 1. Types of slat-type or ta-
ble-top chains.
336 CONVEYING
Mat-topt (Trademark of the Rexnord Company) chain,
like belts, are wide-running conveyors. However, they are
usually designed for the mass transport of stable inputs
needing no orientation requirements. The chain is con-
structed using one wide link per longitudinal pitch as
opposed to many adjacent narrow links. The wide links
are connected by stainless-steel or plastic long pins so that
two adjacent links resemble a ‘‘panel hinge’’ or ‘‘piano
hinge. ’ ’ The links may have slots or holes for drainage.
Mat conveyors are connected together usually via a butt
transfer or overlap in-line transfer. Curved or side-flexing
configurations are possible. These conveyors, although hav-
ing flat running surfaces, are not considered flat-top chains.
New plastics and designs have now resulted in plastic
mat-type chains, giving lower friction, reduced weight and
torque requirements, wet capability, better economy, and
effectiveness for products where steel or stainless-steel
mats cannot be used or are not economical.
These conveyor types are composed of individually
hinge-connected flat slats that form a smooth surface or
plastic flat slats that are connected to a standard roller
chain, usually number 60 chain. They function at any
level, including substantial elevations, although the most
common usage height is 36–42 in. (910–1070 mm) from the
floor and usually transferring product in a horizontal
plane.
Slat-Top Chain (Also Called Table top) Conveyors (See
Figures 3 and 4)
These are sometimes called flat-top conveyors, can run
at high speeds (generally up to 300 fpm or 100 mpm)
and are widely used, for example, in the filling and
packaging of bottles and cans, where production speed
requirements constantly push the chain to their design
limits. These chains are also used for many industrial
conveying requirements, such as the manufacture and
packaging of bearings, small mechanical components,
blow-molded parts, and injection-molded parts. They
can even interface effectively with robotic systems used
in manufacturing and packaging. Slat-top chain con-
veyors use plastic or metal or a combination of the two
materials in their construction (excluding the link pins,
which usually are stainless-steel or ferritic tempered
steel).
Plastic chain is usually made of predominantly three
materials:
1. Acetal or delrin base chain for frictional require-
ments needing an approximate coefficient of friction
0.25–0.3 dry and 0.2–0.25 lubricated.
2. Low friction (LF) (about 18% Teflon) chain for fric-
tional requirements needing an approximate coeffi-
cient of friction 0.15–0.2 dry and 0.1–0.15 lubricated.
3. High-performance (HP) (about 26% Teflon) chain for
frictional requirements needing an approximate
coefficient of friction 0.1–0.15 dry and 0.05–0.1
lubricated.
The proper plastic slat-top chain, which is dependent
on friction, temperature, and speed requirements, is nor-
mally used for conveying plastic containers and other
nonabrasive products that have a degree of stability.
Plastic modular belts
side flexing type
Plastic modular belts
low friction back mesh
type pressure straight
running
Plastic modular belts
mat type straight
running
Plastic modular belts
mesh type
straight running
Plastic modular belts
mesh type w/comb transfer
plate
straight running
Plastic modular belts
mat type w/flights
straight running
Figure 2. Types of plastic modular belts.
CONVEYING 337