Yam, Kit L. (ed.). The Wiley encyclopedia of packaging technology
Подождите немного. Документ загружается.

long-established practice of describing cans in English
measurements is now more or less unique to North
America, but it is well understood in Western Europe.
For instance, 112 signifies 1 and 12/16 in. in diameter,
while 214 indicates 2 and 14/16 in. for the height from the
base of the bottom double seam to the top of the top double
seam. For tinplate (or steel) cans not having a top double
seam, the height measurement is the total height to the
top of the can curl.
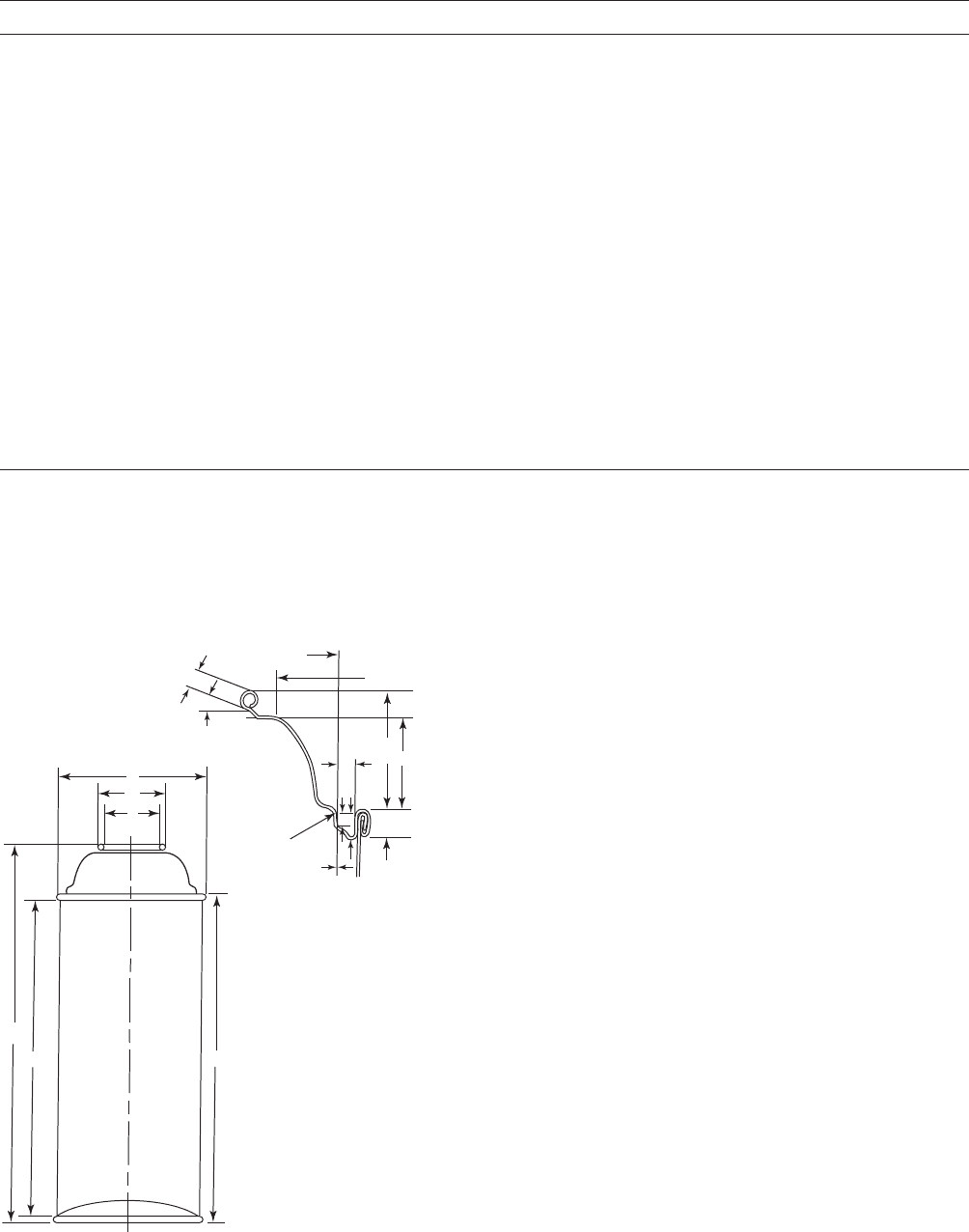
Well-known examples of can dimensions are A, which
is 1.00070.004 in. (25.470.1 mm) for all can sizes and
metals, and B, which is 1.23270.010 in. (31.370.25 mm)
for tinplate cans of all sizes. These particular dimensions
are quite critical because the valve cup must fit rather
perfectly into the ‘‘1-in.’’ can opening to avoid jamming
or scraping and to allow a good hermetic seal when
crimped. The outer wall diameter of the valve cup is
B0.99270.003 in. (25.270.08 mm), and this leaves a con-
tingency clearance of only 0.001 in. (0.025 mm) between
the largest cup and the smallest hole. This is important
not only for fit, but to anticipate traces of out-of-round,
metal dimpling and other factors. The B dimension is
important in making the top rim and shirt of the standard
valve cup fit snugly to the can bead, increasing the
statistical probability of a good seal. See the article
‘‘Pressure containers’’ for more information.
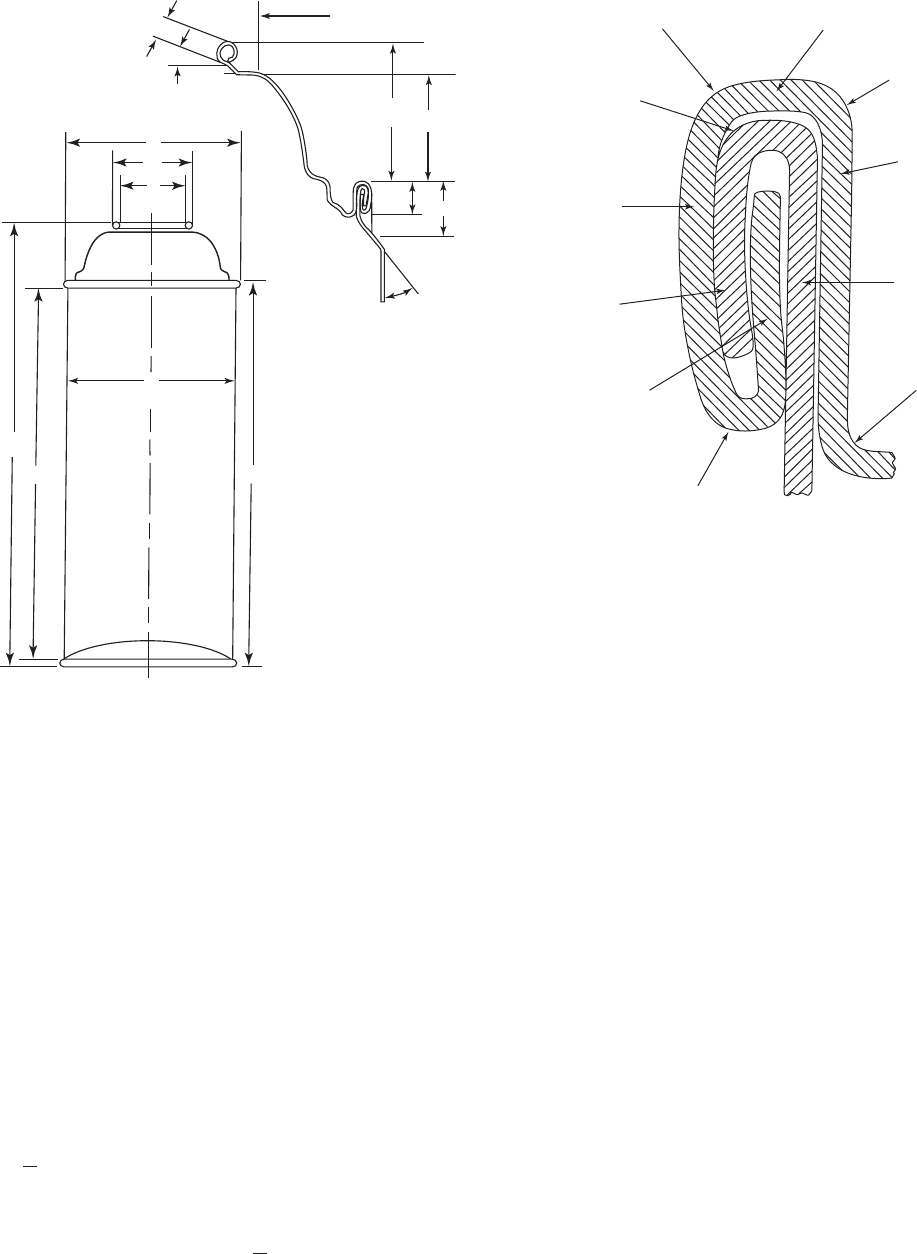
Seams
The tinplate can has three seams, which can occasionally
become matters of concern. Aside from aesthetics, if can
leakage occurs, it will often be at the side seam and will
more rarely be at the top or bottom double seams. The side
seam is also a favored site for can corrosion, due to
exposed iron and the relatively poor coverage of side-
seam enamel stripes, if applied. The dimensions of the
top and bottom double seams are about the same, for a
given can diameter. Small-diameter side seamed cans (35,
38, and most importantly 45 mm) have smaller-size double
seams than the larger cans. In fact, the 35- and 38-mm
Table 2. Surface Coatings (or Linings) for Aluminum Aerosol Cans
Exterior coatings are applied by offset printing.
The Base Coat . Selected for adherence to the metal, absence of crazing, radia fracturing, and blistering during the oven-
curing process.
. Appearance aspects:
High-opacity white or colored enamel.
Clear or clear-tinted lacquer.
Pearlized lacquer.
Metallic lacquer.
. Selected for a relatively low curing temperature.
The Decorative Coat . May be applied, up to 7 or 8 colors, in a single operation.
. Special effects include:
Half tones.
Color gradation.
. Transparent lacquers, often showing brushed metal.
The Exterior Coat . Hard, protective varnish, usually glossy but sometimes matte.
Interior linings are applied by three-stage spraying of the ‘‘cup,’’ before die-forming the can dome and curl.
. Epon-phenolic are the most common.
. Organosols (as ‘‘Microflex’’) are preferred for mousse.
. P.A.M. (polyimideamides) are very resistant.
K
B
A
D
E
F
C
X
T
M
Maximum
snap-lock
diameter
P
L
J
N Dia.
G
20°
1.375″ Ref
Figure 1. Straight-wall aerosol can (standard tinplate).
28 AEROSOL CONTAINERS
cans actually have no top double seam; the metal (side
seam and all) is smoothly formed into the ‘‘inch–inch’’ curl.
Figure 3 can be used to illustrate the general shape and
important elements of a typical side seam. In general,
these seams are about 0.125 in. (3.2 mm) high, from seal-
ing wall radius to end hook radius, if the can is 52 mm or
larger in diameter.
Description
The United States and Canada use a ‘‘sales description’’
method for indicating can overall dimensions that is based
on the English (inch) measurement system. England is
changing over to the metric system to conform to the ISO
descriptions used in the rest of Europe and generally
throughout the rest of the world. Australia and Canada
have taken steps in the same direction.
The U.S. ‘‘can description’’ system can be best described
by illustrations. The 202 can is one with a body diameter
of 2
2
16
in., or 2.125 in. The ISO diameter (actually the
inside diameter of the body) would be 52 mm.The U.S. can
height is dimension D (see Figure 1 or 2), measured as
total body height over the two seams. A 612 can would
then have a body height of 6
4
16
in., or 6.250 mm. The
system extends to such descriptions as 211 1208 and
207.5 605. Seeds of change are being sown in the United
States by the United Nations and other international
groups, but the system is deeply ingrained and is likely
to persist.
CAN-MAKING TRENDS
The three-piece aerosol can is highly serviceable and is
produced by the daily use of heavy equipment valued in the
multi-billion-dollar range. There are no massive changes
predicted during the next decade. The aerosol dispenser
has been accused of having about the same cylindrical
shape it had over 40 years ago. Minor improvements—
such as necking-in, welding side seams, plastic labeling (to
cover the side seam scar), and the ‘‘ecogorge’’ indentation on
some aluminum cans, for the attachment of full-diameter
caps—have been relatively unnoticed by consumers. To
them the aerosol is a cylindrical package, although some-
times with a variously convoluted top portion.
The cylindrical image is an architectural necessity for a
pressure-resistant dispenser (see also Pressure contain-
ers). Even though glass aerosols had somewhat wider
limits, the underlying shape limitations have been a factor
in having nearly all the perfume and cologne business
transfer to nonpressurized glass pump sprayers and other
containers. However, some advances have been offered
recently, in the metal can area.
In the United Kingdom the Wantage Research Center of
CarnaudMetalBox, plc (a firm now being purchased by
Crown Cork & Seal Co.) engineers have developed a process
by which a finished (plain or lithographed) three-piece
tinplate can is placed momentarily in a heavy steel mold
cell and expanded against the contoured sidewalls of the
cavity by pressurization with some 1200 psig (83 bars) of
filtered dry air. The volume increase is limited to about 12–
18%, depending on relative can length. The emerging cans
K
B
A
D
V
(OD)
E
F
G
20°
W
S
T
X
C
1.375″ Ref
Figure 2. Necked-in aerosol can (tinplate).
End hook radius
End hook
Body hook
Seaming wall
Body hook radius
Seaming wall radius
Seaming panel
Seaming panel radius
Chuck wall
Body wall
Chuck wall radius
Figure 3. Anatomy of a double seam.
AEROSOL CONTAINERS 29
are necked-in and may have pleated, quilted, crestlike,
ergonomic finger depressions or other debossings in the
body wall. In general, these are never more than B0.15 in.
(3.8 mm) deep. Round-the-can lateral depressions must not
be too sharply defined, or the can will increase in height
when pressure-tested during later can-making checks or in
filler hot tanking. The fact that this is presently an extra
cost operation has thus far prevented marketer acceptance,
but one is mindful that such innovations as welded seams
and necked-in profiles were well-engineered decades before
marketers paid them much attention.
The trend toward aluminum cans has been quite notic-
able. During 2006, the production of these cans grew at
about 18%/year, which is much more than the more proseic
2–3% increase/year for the total aerosol market. This is
thought to relate to the greater aesthetics of aluminum,
more than anything else. Marketers who use tinplate cans
are responding by increasing the trend toward necked-in
types and by permanently covering at least the unsightly
valve cup, and ideally the entire can dome with a spray cap
or foam spout. In Europe and Japan, starch and fabric
finish products are offered with ‘‘pistol-grip handles’’ that
are integral with a full-diameter, nonremovable spray cap.
The accoutrement not only provides aesthetics but also
reduces hand and finger fatigue.
During 2006, the firm of DS Containers, Inc. began
production of two large sizes of 65-mm steel cans using the
‘‘Protact’’ process of double PET lamination developed by
Corus RD&T unit, Hoogevans Division of British Steel and
refined by the Japanese can-maker, Daiwa Can Company.
The plate is delivered in huge rolls of chrome/chrome
oxide-coated steel, optimized for adhesion of PET and to
which the main layer of PET is attached with a special
adhesive, followed by a top layer for gloss, printability,
internal lubrication, and scratch resistance. These lami-
nates, the same for both sides of the steel plate, are about
80 times thicker that the typical 9 mm (0.0004-in.) thick-
ness of roller-coated or sprayed-on can linings, so they
offer outstanding protection for the metal substrate. A few
solvents, such as dimethyl ether (DME), are claimed to
soften PET plastics, and DS Containers state that the
hydroalcoholic hair sprays containing a much as 37% of
DME propellant can be packaged with no adverse effects.
DC Containers has produced containers for at least 50
domestic and international marketers to date. They plan
to install can-making equipment to produce various sizes
of the popular 52-mm-diameter aerosols during 2008.
With their nicely rounded tops and unobtrusive botton
double seams, these cans have an appearance almost
identical to that of the 66-mm aluminum aerosol cans.
There is no information of their ability to be shaped, but
this probably will not occur until a few years in the future.
Table 3 gives some general data on these cans.
Aerosol formulations weave their effects into the for-
tunes of the steel and aluminum can-makers. Because of
environmental considerations centering on the issue of
clean ambient air, along with the reduction of emissions
that directly or indirectly produce air pollutants, the U.S.
aerosol industry has been obliged to reformulate most of
their products toward those that have reduced amounts of
volatile organic compounds (VOCs). The state governments
of California and New York have been very active in
limiting the VOC content of aerosols and other products.
As a result, many hair sprays and other products now
incorporate significant amounts of water; otherwise they
use new propellants, such as (non-VOC) HFC-152a (1,1-
difluoroethane). Quite often, these new formulations favor
aluminum cans, from both a corrosion resistance and a
smaller package standpoint. In some other countries the
percentage of aluminum cans is in the area of 40–60% of the
total, and it is possible that the United States and Canada
may slowly approach this high ground, as time goes by.
BIBLIOGRAPHY
General References
M. A. Johnson, The Aerosol Handbook, 2nd edition, Wayne E.
Dorland Co., Mendham. NJ, 1982.
Table 3. DC Containers: Steel Aerosol Cans
. The sole U.S. supplier is DC Containers, Batavia, IL.
. They currently produce two sizes: 211 604 and 211 713. DC Containers will make 52-mm cans in 2008. All cans are ‘‘DOT-2Q.’’ List
prices are about $0.26 to $0.29. Cans are ‘‘two-piece,’’ with rounded domes and bottoms necked in double seams.
. Using Corus Research technology (from Europe, but perfected in Japan), all inside and outside surfaces of tin-free steel are laminated
with:
Chrome/chrome oxide (Cr/CrO
x
) optimized for PET.
Adhesive.
Main layer of PET. ‘‘Protact’’
Top layer of PET. ‘‘Protact’’
. The total thickness, on each side, is about 0.020 in. (0.5 mm). WACO testing shows 0-mA conductance—inside to outside. All cans are
automatically pressure-tested to 120 psig.
. The main PET layer can be colorized, but printing is done on an eight-color offset machine on the top layer, then baked. The top layer
also provides gloss and abrasion resistance.
. For comparison, the lining of tinplate and aluminum cans is typically 0.0004 in. (0.01 mm or 10 mm), or 2% as thick.
. WACO readings on aluminum cans are typically 2–20 mA, while those on lined tinplate cans are typically 300–800 mA.
. Pure dimethyl ether (DME) greatly softens PET, but solution of up to 38% DME (as in some 55% VOC hair sprays) are said to have no
effect.
30 AEROSOL CONTAINERS
The Aerosol Guide, 8th edition, Consumer Speciality Products
Assocaition, 1995; a 10th edition as a CD will publish in
2009.
Aerosol Europe, Seeshaupt, Germany, a monthly journal.
Spray Technology and Marketing, Parsippany, NJ, a monthly
journal.
AIR CONVEYING
TIMOTHY AIDLIN
Aidlin Automation,
Sarasota, Florida
The fast changes within both lightweight packaging and
plastics technology during the 1980s brought forth
the development of a new technology: the air conveyor.
Because of the backpressure created on chain conveyors,
the new lightweight packages and bottles were getting
crushed and marred—but with the advent of the air
conveyor, those problems were no longer of great concern.
The air conveyor is faster, easier, cleaner, and safer than
its predecessors, the belt, cable, and chain conveyors. For
these reasons, the air conveyor has quickly become the
conveying method of choice.
AIR CONVEYING
How does it work? All air conveyors share several basic
operating principles that are as follows:
. Use of air as the transport medium.
. Containers are moved using a high volume of low-
pressure air to transport the product along the
conveyor path.
The major differences among the leading air conveyor
manufacturers are the following:
. Where the air is directed against the product, con-
tainer, or bottle
. How the airflow is created (design of motors and fans
for maximum efficiency)
. Where the airflow is created: one large blower vs
multiple small blowers
. Construction details and ‘‘user-friendly’’ features of
the air conveyor
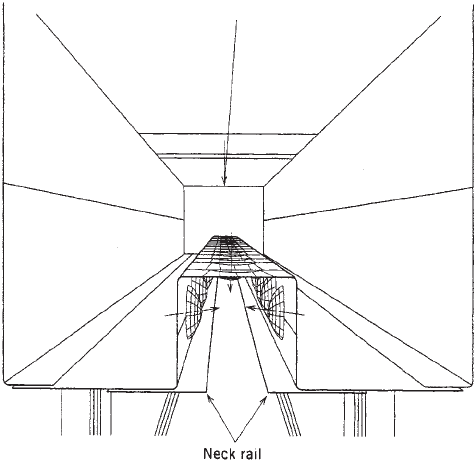
See Figures 1–3 for air conveying operations.
How does the air conveyor solve the problems
found with the chain conveyor, and why is it the
better method of conveying? It eliminates crushing.
The air conveyor moves the packages by a directed flow of
air against the containers. The flow of air can be controlled
throughout the air conveying system. In this way, crush-
ing of packages is eliminated as follows:
. By reducing the backpressure force against the first
product in a long line of products in a backfeed
condition.
. By controlling the velocity of the product through the
use of manual or automatic baffles, one can reduce
the impact force of a product arriving from upstream
and reduce damage.
. By introducing lift holes in combination with louvers,
the product can hover while using the conveyor for
accumulation on the flat-top air conveyor—no mark-
ing of crushing is evident from the friction caused by
the belt or chain.
In beverage applications, the bottles cannot fall, which
is detailed as follows:
. The bottles cannot fall when the bottle is transported
hanging by the neck support ring.
. Eliminating bottles falling down on the conveyor and
getting caught in the starwheels or timing screws.
As a result, users of air conveyors derive the following
benefits:
. Gapless filling. At the higher production speeds, even
small inefficiencies are costly and unacceptable. Air
conveyors will virtually eliminate the possibility of a
missed cap or container by assuring that a sufficient
supply is provided to the infeed of the filler, rinser,
capper, or packaging equipment. In the event of a
‘‘hiccup’’ of the upstream equipment, bottles, caps, or
other products from upstream will be conveyed
quickly, which allows the line to recover.
Figure 1. Airflow inside plenum.
AIR CONVEYING 31
. Shorter surge areas. Faster conveying speeds allows
for quicker recovery from the upstream supply of a
product to the rinsers, fillers, cappers, or packaging
equipment. As a result, users of air conveyors will be
able to greatly reduce the lengths of a conveyor to
accommodate surges.
. Reduction in buffer areas (BIDI tables). For the same
reasons as described above, bidirectional accumulat-
ing tables can be eliminated. There still may be
the need for accumulation as, for example, where
the labelers need to be changed over. For beverage
applications we recommend side lengths of air con-
veyor where the bottles can be diverted for additional
accumulations as the most effective means of accu-
mulating and preventing bottles from falling over.
The net result of these advantages is less overall length
of conveyor in the plant. This length reduction also results
in both lower cost for the conveyor installation and freeing
up of valuable plant space at floor level.
CHARACTERISTICS OF A PROPERLY DESIGNED AIR
CONVEYOR
Construction Materials. We recommend and use stain-
less steel construction for the conveyor; this material will
Figure 2. Plenum, cutaway view.
Figure 3. Single-lane air conveyor, adjustable bottle guide.
32 AIR CONVEYING
result in lowered maintenance costs and in easier wash-
down. Most importantly, the use of stainless steel guide-
rails on neckring a air conveyor avoids the need to replace
guiderail wear strips.
Airflow. In cap conveying applications on flat-top air
conveyors, center louvers are the most efficient. On heavier
parts, the addition of lift holes combined with louvers aids
the product flow, especially where accumulation is required.
The three methods used most commonly are neck blow,
shoulder blow, and sidewall blow in neckring air conveyor
applications. In these applications , we feel that neck blow is
the preferred method, because most bottles have the same
neck dimensions as compared with body diameter dimen-
sions. Using the neck dimension as the criterion, adjust-
ment for different sized containers is reduced.
Flat-Top Air Conveyor Applications. The food industry
found a solution in a flat-top air conveyor and, in turn, is
a major user of it. Because of the flat-top air conveyor’s
ability to convey with virtually no damage to the product,
the manufacturers of candy, for instance, turned
away from conventional tabletop conveyors and turned
toward air conveyors. Because of the flat-top air con-
veyor’s ability to lift as well as convey, the air conveyor
can be used to accumulate products, eliminating the
damage caused by friction from a belt or chain. These
features make the air conveyor the product transportation
vehicle of choice.
The beverage industry has changed significantly with
the growth of the 16- and 20-oz bottles. Use of 28- and 38-
mm plastic beverage caps has grown as well. The beverage
industry was now looking for a versatile method of con-
veying them while maintaining orientation to the capper.
Their solution was to use an air conveyor coupled with a
cap feeder/orientor. In general, the bottlers were now able
to convey their caps quickly, efficiently, and 100% oriented
to their cappers at speeds to 1800 Hz from remote loca-
tions, such as warehouses and production facilities.
BEVERAGE INDUSTRY APPLICATIONS
Faster Filling Speeds. Filling line speeds have and will
continue to increase. Our company is now involved with
projects where the required line speeds are as follows:
. 2-L container: 800/min
. 20-oz bottle: 1100/min
. 16-oz bottle: 1200/min
Our company’s Airtrans Air Conveyor installations
have been to provide better control of the containers out
of the depalletizers that are running at higher speeds.
One-Piece and Single-Serving Bottles. Because of their
higher center of gravity and thin-walled, lighter design,
most one-piece bottles are inherently less stable than the
base-cupped bottle. Also, in recent years, an increase has
occurred in market share for the 16-oz and now the newly
introduced 20-oz PET bottles. These containers are less
stable on filling lines than the 2-L bottle, and they fall over
more easily than the glass bottles they replaced. The
higher filling line speeds of the smaller bottles (up to
800 bottles per minute) continually aggravate the problem
of the bottles falling over and jamming on the conveyors.
The neckring air conveyor virtually eliminates these
problems by conveying quickly, cleanly, and with little to
no jamming or tipping. Because the bottles are suspended
by the neckring, the possibility of tipping is eliminated.
Also, because the bottles are conveyed with air, there is
much less back pressure exerted on the new, thin-walled
bottles, significantly reducing damage. (see also Carbo-
nated beverage packaging)
Marketability. A major trend has been the expansion of
blow-molding plant outputs, in terms of both total output
and numbers of packaging lines. This growth 6L in output
has resulted in an increased need to eliminate cable or
chain conveyors and in an increased implementation of air
conveyors. Bottlers are splitting the output of their blow
molding machined into several streams to downstream
packaging equipment and combining the output of multi-
ple blow molders into their packaging equipment. How-
ever, as shown in the applications of flat-top air conveyors,
the applications of air conveying are not limited to blow
molding applications by any means.
Problems of Conventional Tabletop Conveyors Needing
Solution. The following problems of cable and chain con-
veyors are commonly known by the industry:
. Greater nonproductive costs of mechanical conveyors
because of higher maintenance of high-speed chain
conveyors—mechanical conveyors have moving parts
that are subject to wear and mechanical failure.
. The following spare parts are required:
. Chain
. Wear strips
. Gears
. Sprockets
. Bearings
.
Expense for disposable lubricants and wear parts
. Unsanitary—grease
and constant soap
on bottles
and product
. Higher unplanned downtime of tabletop conveyors—
these mechanical components will fail unexpectedly
. Greater crushing of lightweight plastic bottles and
delicate packages
. Bottles fall over
. Bottles jam on tabletop conveyors
BENEFITS OF AIR CONVEYORS AND ELIMINATION OF
POPULAR MYTHS
Expense. An air conveyor system can actually be more
cost-effective than chain, belt, or cable conveyor for
the same application. Although initial costs of an air
AIR CONVEYING 33
conveying system may be more, the reduced maintenance,
amount of spare parts, and downtime make air conveying
an overall less expensive method of transport. Basic
capital expenditures of the conveyor are only part of the
complete cost picture. The true and total cost of the
conveying system also includes the following:
. Spare parts. The air conveyor needs and uses less.
Few moving parts exist on an air conveyor so the
initial capital for spare parts and yearly additional
parts’ costs are less than for mechanical conveyors.
. Maintenance labor costs are less than for mechanical
conveyors. Because few moving parts are present, it
is less likely to break down and need repair break-
down and need of repair.
. Air conveyors can be more readily located overhead.
These savings in floorspace costs may be applied as
cost saving.
Flexibility. Air conveyors offer significantly more flex-
ibility than chain conveyors for the following:
. Revisions to floorplan. Both flat-top and neckring air
conveyor systems are furnished in sections that bolt
to each other in a continuous path. The modules
typically are combinations of straight sections, hor-
izontal curves, vertical curves, and gates for merging
and diverging. Any of these modules can be reconfi-
gured in a different combination and can be added
or deleted. Our company reconfigured a system that
had been shipped four years previously, and by
adding additional sections to the original system as
well as by adding other new sections, we provided a
totally different conveyor system layout. Few of the
old sections were wasted; rather they were reused
elsewhere in the new conveyor line. The entire
system was reconfigured with less than one week of
installation and dismantling.
. Multiple sizes of containers. The flat-top air conveyor
can generally carry 5 lb/ft
2
. Also, our flat-top air
conveyor can be designed to accommodate many
differently sized products. Whether it be through a
dual-lane, multi-lane, or single-lane flat-top air con-
veyor, from unwrapped candy to boxes to caps, a
virtually endless variety of products can be trans-
ported using this system.
. Multiple sizes of beverage containers. Multiple sizes
of containers are accommodated using several differ-
ent techniques. Different heights of containers are
accommodated by adjusting the height of the air
conveyor through hand wheel adjustment or auto-
matically. The air conveyor transports bottles hang-
ing by the neck support ring. The Aidlin Airtrans has
hinged end sections on the infeed and discharge ends
of the air conveyor. Similarly, the height would be
adjusted when discharging bottles to the infeed
screw of the filler. Infeed and exit plenums are
hinged to allow adjustment of bottle height in the
air conveyor. Also, bottle heights from the same
supplier can have height variations for which the
conveyor may need to be adjusted. Fixed height
neck rails obviously do not have the necessary ad-
justability for this condition. Different neck dia-
meters are accommodated by Aidlin’s Dual-Lane
Airtrans. The Dual-Lane Neck Ring Air Conveyors
is a double-lane neck rail. One lane is set up for 16-oz
bottles, whereas the other is set for 2-L containers;
similarly, one lane could be set for 28-mm neck
finishes and the other lane set up for 38-mm neck
finishes (as on 3-L containers). A single air plenum is
switched over to supply either set of neck rails as
required.
Interfacing with Other Equipment. One significant ad-
vantage of both flat-top and neckring air conveyors is their
ability to interface easily with other packaging equipment
(see also, Blow holding; Labels and labeling machinery;
Palletizing).
Mechanical interfacing.
. The flat-top air conveyor can transport from and to
most equipment: from the orienting orientors to the
cappers, liners, or decorators; or to a wrapper, car-
toner, or case packer. When needed, the air conveyor
can be fit to virtually any line. The transport process
is described as follows:
. Blow molders. Bottles are received either through a
bottle collector conveyor (as on the Cincinnati, Mag-
plas, and Nissei) or directly from the output neck
rails (as on the Sidel and Krupp).
. Palletizers. An escapement is mounted to the dis-
charge of the air conveyor to stabilize the bottle and
match the container’s speed to be the same as the
infeed conveyor to the palletizer.
. Depalletizers. Containers are received off the outfeed
conveyor directly to the split neck rails of the air
conveyor. The bottles are accelerated and conveyed
away from the palletizer at a faster line rate than the
depalletization. In this way, no possibility exists of
bottles falling down.
. Labelers. Containers can be placed directly into the
infeed starwheel or timing screw of the labeler.
. Fillers. Bottles are placed directly into the infeed
timing screw of the filler. By assuring a proper
backpressure and constant supply of bottles, max-
imum filling speed is achieved.
Maintenance. The total maintenance factor of the air
conveyor is significantly less than that for mechanical
conveyors. For example, the normal maintenance in the
Airtrans system consists of replacing, in less than one
minute, the 5-mm fan filters as needed. In our flat-top air
conveyor, both the top guiderail and the Lexan covers are
hinged for easy cleaning.
Less Contamination to Products. Based on R&D done at
Aidlin Automation in Bradenton, FL, the air transporting
34 AIR CONVEYING
the bottles or products is filtered, in our case, to 5 mm.
The net result is that bottles or products, such as food
or caps, remain cleaner than in the typical plant where
the neck, cap, or product is open to unfiltered ambient
air.
Conclusion. As one clearly can see, air conveying pro-
vides the alternative to chain, cable, or belt conveyors. Air
conveying provides clean, consistent, and predictable per-
formance. The new generation of conveying technology is
here and in great demand. To be profitable in this quickly
changing industry, one must keep up to date with new
technology—and that is the air conveyor.
AMPULS AND VIALS, GLASS
Ampuls and aluminum-seal vials are glass containers
used primarily for packaging medication intended for
injection. Ampuls are essentially single-dosage containers
that are filled and hermetically sealed by flame-sealing
the open end. Vials, which contain single or multiple
doses, are hermetically sealed by means of a rubber
closure held in place with a crimped aluminum ring.
An ampul is opened by breaking it at its smallest
diameter, called the constriction. A controlled breaking
characteristic is introduced by reproducibly scoring the
glass in the constriction, or by placing a band of ceramic
paint in the constriction. The ceramic paint has a thermal
expansion that differs from the glass, thus, forming stress
in the glass surface after being fired. This stress allows the
glass to break in a controlled fashion at the band location
when force is applied. Medication is then withdrawn by
means of a syringe.
Medication can be withdrawn from a vial by inserting
the cannula of a syringe through the rubber closure.
Because the rubber reseals after cannula withdrawal,
multiple doses can be withdrawn from a vial.
Both ampuls and vials are fabricated from glass tubing
produced under exacting conditions. The glass used for
these containers must protect the contained product from
contamination before use and, in the case of light-sensitive
products, from degradation caused by excessive exposure
to light. In addition, the glass must not introduce con-
tamination by interacting with the product.
GLASSES
The most important property of a glass used to contain a
parenteral (injectable) drug is chemical durability; that is,
the glass must be essentially inert with respect to the
product, and contribute negligible amounts of its consti-
tuents to the product through long-term contact before
use. The family of glasses that best meets chemical dur-
ability requirements is the borosilicates. These glasses
also require higher temperatures for forming into shapes
than other glass types.
When glass-product interactions are far less critical,
the soda-lime family of glasses can be used to fabricate
vials. These glasses can be formed at lower temperatures
than borosilicates but do not nearly have their chemical
durability. Typical compositions are shown in Table 1.
Borosilicate and soda-lime glasses contain elements that
facilitate refining, but borosilicates generally do not con-
tain arsenic or antimony.
Both borosilicate and soda-lime glasses can be given a
dark amber color by adding small amounts of coloring
agents, which include iron, titanium, and manganese. The
amber borosilicate and soda-lime glasses then can be used
to package products that are light-sensitive.
The interior surface of containers formed from soda-
lime glass is often subjected to a treatment that enhances
chemical durability without affecting the desirable lower
melting and forming temperatures typical of soda-lime
glass. For very critical applications, borosilicate ampuls
and vials can be treated to improve their already excellent
chemical durability.
For pharmaceutical packaging applications (see Phar-
maceutical packaging), the various types of glass have
been codified into groups according to their chemical
durabilities, as specified by the United States Pharmaco-
peia (USP) (1). The glasses are classified by the amount of
titratable alkali extracted into water from a crushed and
sized glass sample during steam autoclaving at 2501F
(121 1C). Thus, borosilicate glasses are typical of a USP
Type I glass, and most soda-lime glasses are typical of a
USP Type III glass. Some soda-lime glasses exist that are
less chemically durable than Type III glass, and these
glasses are classified as USP Type NP.
USP Type III (soda-lime) containers that have had
their interior surface treated to improve durability can
be classified as USP Type II if they meet the test require-
ments. The test in these cases is performed on the treated
container instead of a crushed sample and uses a similar
steam autoclave cycle.
The pharmacopeiae of other nations also have classified
glass into groups according to their chemical durability.
Table 1. Compositions of Soda-Lime and Borosilicate
Glasses, wt%
Constituent Soda-lime Borosilicate
SiO
2
68–72 70–80
B
2
O
3
0–2 10–13
Al
2
O
3
2–3 2–7
CaO 5 0–1
MgO 4
Na
2
O 15–16 4–6
K
2
O 1 0–3
Typical forming temperatures 1796–18951F 2066–22641F
(980–1035 1C) (1130–1240 1C)
AMPULS AND VIALS, GLASS 35
These classifications are generally similar to those speci-
fied by USP.
FORMING PROCESSES
Ampuls and vials are formed from glass tubing. The glass
tubing is formed by processing in a glass furnace and by a
tube-forming operation. The glass furnace operation con-
sists of bulk batch preparation, continuous batch melting,
and refining (see Glass-container manufacturing). The
tube forming is done to exact specifications in either a
Danner process or a downdraw process. The Danner
process involves continuous streaming of molten glass
onto an angled rotating sleeve that has an internal port
for inflation air. The inflation air controls the tubing
outside diameter (OD). The downdraw process is an
extrusion process through an annular area. The inner
core has an inflation air hole. The inflation air serves the
same purpose as in the Danner process. In either process
the tubing wall weight is controlled by adjusting the rate
of glass withdrawal and supply. Typical ampul and vial
tubing dimensions and tolerances are shown in Figures 1
and 2.
The tubing is formed in a continuous-line process.
Various devices are used to support the tubing during
pulling. A device, normally consisting of pulling wheels on
belts and a cutting mechanism, is situated downstream to
pull and cut the tubing. The tubing is cut to prescribed
lengths and used in vertical- or horizontal-type machines
for converting the tubing into vials or ampuls.
Many machines are rotary and either index or operate
with a continuous action. The tubing is placed in the
machines and is handled in a set of chucks. Heat is applied
in the space between the chucks, and forming of the ampul
or vial occurs throughout the machine rotation cycle.
Ampuls are formed on continuous-motion rotary ma-
chines. One sequence is shown in Figure 3. The process
consists of sequentially heating and pulling (elongating
the glass) to form the constriction, bulb, and stem contours
of the ampul. The ampul contours are controlled primarily
by proper temperature patterns in the tubing and by
pulling rate of the tubing. Mechanical tooling of the glass
can be used to assist in constriction contour forming.
The forming process accurately controls the seal plane
diameter, which controls ampul closing after filling. After
the basic ampul is formed on the machine, the ampul
blank is separated from the tubing and is transferred to a
horizontal afterforming machine. On the afterforming
machine the ampul is trimmed to length, glazed,
and treated if necessary. Also, the ampul constriction
can be either color banded with a ceramic-base paint or
scored to control opening properties. The ceramic paint
and scoring cause stress concentrations in the constric-
tion, which assist in obtaining desirable opening force and
fracture characteristics. Identification bands are applied
Figure 1. Standard long-stem ampul.
Figure 2. Standard tubular serum vial.
Capacity,
mL
Diameter (D)
mm
Width (W),
mm
Length (L1),
mm ± 0.50 mm
Length (L2),
mm
1 10.40–10.70 0.56– 0.64 67 51
2 11.62–12.00 0.56– 0.64 75 59
5 16.10–16.70 0.61–0.69 88 73
10 18.75–19.40 0.66– 0.74 107 91
20 22.25–22.95 0.75– 0.85 135 120
Capacity,
mL
Diameter (D1),
mm
Width (W),
mm
Length (L),
mm ± 0.50 mm
Diameter (D2),
mm
1 13.50–14.00 0.94–1.06 27 12.95–13.35
2 14.50–15.00 0.94–1.06 32 12.95–13.35
3 16.50–17.00 1.04–1.16 37 12.95–13.35
5 20.50–21.00 1.04–1.16 38 12.95–13.35
10 23.50–24.00 1.13 –1.27 50 19.70 –20.20
15 26.25–27.00 1.13 –1.27 57 19.70 –20.20
36 AMPULS AND VIALS, GLASS
and the ampul is annealed to relieve the strains caused by
the thermal forming of the ampul. The completed ampuls
are then transferred into a packing area where the ampuls
are accumulated, inspected manually or automatically,
and packed into clean trays for distribution (see Figure 4).
Vial forming is done on vertical machines that either
index or have a continuous motion. A vertical forming
sequence (see Figure 5) consists of a parting (separation
operation), wherein a narrow band of glass is heated to a
soft condition and the vial blank and the tubing are pulled
apart. After parting, the finish-forming operations occur.
The finish forming consists of heating and mechanically
tooling the glass in sequential steps. Normally, multiple
heating and tooling operations are necessary to form the
closely held tolerances of aluminum-seal finishes. The
tooling is done with an inner plug to control the contour
and diameter of the finish bore and with outer contoured
round dies that control the contour and diameter of the
finish outer surface. The vial bottom contours are formed
in the lower chucks whereas finish forming occurs for
another vial in the upper chucks. After tooling, the vial
length is set by a mechanical positioner. The process then
continually repeats itself until the whole tubing length is
consumed. After fabrication, the vial blank is transferred
to a horizontal afterforming machine. The operations that
are normally performed on an afterformer are dimen-
sional gauging, vial treatment, and annealing. The vials
are then transferred to a packing area where they are
accumulated, inspected manually or automatically for
cosmetic conditions, and packed in clean containers (see
Figure 6).
Figure 3. Ampul contour-forming sequence.
Figure 4. Tube converting for ampul manufacture.
AMPULS AND VIALS, GLASS 37