Yam, Kit L. (ed.). The Wiley encyclopedia of packaging technology
Подождите немного. Документ загружается.

with hot water and also serves the function of cleaning
the jars or bottles. Cleaning is particularly important
with glass, as glass is often received in corrugated
shipping and, thus, may be contaminated with carton
dust. After cleaning and preheating, glass containers are
filled with hot product, ranging from approximately
170 to 2001F (77–931C). A small headspace is maintained.
The headspace is usually flushed with steam in the capper.
Metal twist-on, lug-style caps are usually used. These caps
contain a gasket compound used to seal the jar or bottle.
The caps are preheated in the cap shoot to soften the
compound. A small initial vacuum is generated directly
following the capper by the condensation of the steam in
the headspace. This initial vacuum varies depending on
the size of the headspace and the amount of steam in
the headspace. An initial vacuum of at least 4–5 in. Hg
(10.2–12.7 cm of Hg) is necessary prior to cooling to ensure
that the seal between the glass jar or bottle and the cap
compound is secure prior to generating the larger vacuum
created by product contraction as it cools. Conveyors are
designed to allow for at least a 60-s hold after capping
prior to entering the cooler. This hold provides time for the
hot product to sterilize the jar or bottle. The first zone of
the cooler uses a preheated water spray to prevent glass
breakage due to thermal shock. The 751F (241C) tempera-
ture differential, important in the preheating operation,
is also critical in cooling. The water-spray temperature
should be no more than 751F (241C) less than the product
temperature. Often the cooler is designed such that cold
water enters the discharge end of the cooler and is
transported to the infeed end. Thus, the water is warmed
as it cools the product throughout the cooler, which
prevents thermal shock glass breakage while minimizing
energy cost. The product temperature at the end of the
cooler is usually 90–1101F (32–431C). The final vacuum
depends on the viscosity characteristics of the product
and on the size of the headspace, but usually it is 16–22 in.
Hg (41–56cm Hg).
As mentioned, barbecue sauce is not cooled after filling.
Products such as this are packed in corrugated shipping
containers, palletized, and cooled over several days in
normal warehouse storage. As containers in the center of
the pallet are insulated by the product stacked on the
outside, top, and bottom, they may cool at a much slower
rate than product on the outside. To reduce the variation
in cooling rates, pallet patterns with ventilation chimneys
are used to facilitate heat removal from the center of the
pallet.
As hot-filled glass jars and bottles contain a vacuum,
they must be handled carefully after cooling. Glass con-
tainers, particularly those filled with highly viscose pro-
ducts, break as a result of a phenomenon commonly
known as ‘‘water hammer’’ breakage, which occurs when
a glass jar or bottle containing a vacuum is dropped or
otherwise impacted. On impact, a vacuum bubble forms
and collapses quickly. This results in the creation of a
hydraulic action that concentrates forces on any defect in
the container causing breakage (5).
Care must be taken to properly adjust drop case pack-
ers to prevent water-hammer breakage. Corrugated ship-
ping containers are designed to cushion the bottom of
glass jars and bottles to minimize the impact of dropping.
Partitions are used to minimize glass-to-glass impact. See
also Glass container design.
PLASTIC PACKAGES
Historically, the hot-fill process has required packages
that can withstand the hot-fill temperatures and are
sufficiently rigid to withstand the vacuum developed after
cooling without paneling or otherwise distorting. Until
recently, these packaging material requirements have
limited the use of materials for hot-fill packages to metal
and glass. During the 1980s, packaging material and hot-
fill technology developments occurred that allowed the use
of, not only lightweight aluminum cans as already dis-
cussed, but also plastics (6).
Many plastic package technologies were developed in
the 1980s that resulted in the commercialization of sev-
eral hot-fill plastic packages that replaced traditional
glass or tinplate packages. These technologies included
plastic squeeze bottles with dispensing closures for
ketchup and barbeque sauce, plastic table-ready bowls
with peelable membrane seals for fruit sauces, plastic cans
with double-seamed metal ends for a variety of products,
and clear plastic bottles for fruit juices, juice drinks, and
isotonic sport drinks (see also Blow molding).
Poly(Ethylene Terephthalate). The late 1970s and most
of the 1980s was an era of rigid plastic food-packaging
development. Nearly all the major U.S. packaging compa-
nies were actively developing plastic packaging tech-
nologies. Several Japanese and European packaging
companies were also focusing their research and develop-
ment
activities on rigid
plastic package developments for
food and beverages. In the mid-to-late 1970s, polyethylene
terephthalate (PET) was commercialized for carbonated
soft-drink bottles. The initial application was the 2-L
carbonated soft-drink bottle. Carbonated soft drinks con-
tain preservatives and, thus, are cold-filled. They require
a high gas-barrier to retain CO
2
but do not require the
high heat resistance or physical strength necessary for
hot filling. PET, as used in soft-drink bottles, softens at
temperatures too low for hot filling or retorting. However,
the success in the market of PET soft-drink bottles proved
the consumer acceptance of plastic, and it confirmed the
business potential that supported other major plastic food
and beverage R&D programs.
Acrylonitrile. At the same time as PET was being
developed for cold fill, another plastic resin—acrylonitrile
(AN)—was under development for food and beverage
packaging. Although AN, like PET, was clear and provided
an adequate gas barrier for carbonated soft drinks and
oxygen-sensitive foods and beverages, it had a signifi-
cantly higher melting point and, thus, could be hot-filled
and potentially even retorted. In the 1970s, AN was test-
marketed for carbonated soft drinks. In addition, several
hot-fill containers were developed and test-marketed. A
squeeze bottle with a dispensing closure and an induction
aluminum-foil seal was test-marketed with barbeque
578 HOT-FILL TECHNOLOGY

sauce. At least two fruit-juice processors introduced into
test markets apple- and cranberry-juice products in
5
1
2
¼ fl ¼ oz (162.6-mL) AN cans with seamed-on metal
ends. Several other developments were under way. In
1977, the U.S. Food and Drug Administration FDA banned
the use of nitrile polymers in direct contact with beverages
because of the potential migration of AN monomer from
AN packages into beverages and the possibility that it
could be a carcinogen. AN was reapproved in 1984 with
limitations (7).
Polypropylene. Polypropylene containers were also
being developed for food and beverage applications in
this period. Polypropylene can be thermoformed or extru-
sion blow-molded and, thus, made into bowls, tubs, and
bottles. It has a high melting point and, thus, is well suited
for hot-fill applications. Polypropylene is not crystal-clear,
like PET and AN, but it is semiclear (contact-clear). The
oxygen-barrier properties of the polypropylene are rela-
tively poor. This limited polypropylene’s application to
foods and beverages, until coextrusion technology was
developed in the 1980s to allow the addition of small
amounts of high-barrier materials to polypropylene
packages. Coextrusion technology resulted in the produc-
tion of multilayer extrusion, blow-molded bottles
and thermoformed containers containing 5 to 7 layers.
Figure 2 shows a typical 6-layer, hot-fillable, high-oxygen-
barrier polypropylene container. The inner and outer
layers consist of virgin polypropylene. Ethylene—vinyl
alcohol (EVOH) is used in the middle layer to provide a
high-oxygen barrier. Polypropylene regrind is incorpo-
rated to use the scrape generated in the extrusion blow-
molding process. Two adhesive tie layers are required for
proper bonding of the EVOH to the polypropylene. Con-
tainers made of this material are hot-fillable, are abuse-
resistant, and provide a high-oxygen barrier and contact
clarity. In the 1980s, several food processors modified
traditional hot-fill processes to allow conversion to poly-
propylene/EVOH containers from glass and tinplate. Ex-
amples include 4-oz apple-sauce cups as well as 12–16-oz
cranberry-sauce containers, ketchup and barbecue sauce
bottles, and some fruit-juice containers. Most of these hot-
fill packages were sealed with heat-sealed or induction-
sealed aluminum-foil laminates.
Heat-set PET. Polypropylene/EVOH co-extrusions pro-
vide an excellent hot-fill food and beverage packaging
material with the possible shortcoming, for some products,
of a lack of glasslike clarity. Although PET provides the
clarity of glass, it was not hot-fillable until advances in
injection blow-molding technology were made in the mid-
1980s. Heat-setting technologies were pioneered, primar-
ily by the Japanese, in the early-to-mid-1980s. More
advances were made shortly thereafter by U.S. PET bottle
manufacturers in conjunction with global injection and
blow-molding equipment suppliers. The first commercial
application of hot-fillable PET bottles, technologically
possible because of the heat-setting process, were for fruit
juice and juice drinks. In September 1985, 64-fl-oz (1.89-L)
heat-set PET bottles were commercially introduced with a
line of cranberry-juice drink products using the Japanese
technology. Shortly thereafter, U.S. bottle manufacturers
commercialized alternative thermally stable technologies
for PET, and the commercial use spread beyond fruit
juices and juice drinks to isotonics. Ketchup also con-
verted from contact-clear polypropylene/EVOH bottles to
hot-fillable PET/EVOH.
Heat-set, or otherwise thermally stable, PET provides
an adequate oxygen barrier for many products, excellent
abuse resistance, good recyclability characteristics, hot
fillability up to 180–1851F (82–851C), and the clarity of
glass. By the mid-1990s, hot-fillable PET became a pre-
valent and popular packaging material for several cate-
gories of hot-filled foods and beverages (e.g., fruit juices,
juice drinks, isotonics, and ketchup) that traditionally
were packed in glass.
SUMMARY
In summary, hot-fill p rocessing and packaging is a basic
traditional method of preserving high-acid foods and
beverages. It has been practiced since the early days
of commercial food processing and before that in home
canning. It is one of the food-processing technologies
that has allowed nu tritious foods to be available year-
round in all parts of the nation. H istorically, its appli-
cation has been limited to rigid metal and glass
container s.
However, technological development of new materials,
new package manufacturing processes, and hot-fill meth-
ods in the 1980s have resulted in the commercialization of
a variety of new hot-fill packages that provide the product
protection benefits of metal and glass with additional
consumer benefits.
BIBLIOGRAPHY
1. N. N. Potter, Food Science, 4th edition, AVI Publishing, West-
port, CT, 1986, pp. 297–298.
2. Ibid., pp. 172–189.
3. Thermal Processes for Low-Acid Foods in Metal Containers,
Bulletin 26-L, 12th edition, National Food Processors Assoc.,
Washington, DC, 1982, pp. 22–56.
4. Ref. 1, p. 197.
Figure 2. A typical hot-fillable polypropylene/EVOH/polypropy-
lene bottle.
HOT-FILL TECHNOLOGY 579
5. J. F. Hanlon, Handbook of Package Engineering, 2nd edition,
Technomic Publishing, Lancaster, PA, 1992, pp. 9–11.
6. R. A. Bourque, ‘‘Hot Fill and Aseptic Packaging,’’ Food PLAS
VI-89 Conference Proceedings, Hoboken, NJ, Plastics Institute
of America, Stevens Institute of Technology, 1989.
7. R. Juran, Modern Plastics Encyclopedia, Vol. 64, No. 10A,
McGraw-Hill, New York, 1988, pp. 34.
General References
M. Bennion, The Science of Food, Harper and Row, New York,
1980.
O. R. Fennema, M. Karel, and D. B. Lund, Principles of Food
Science, Part II, Physical Principles of Food Preservation,
Marcel Dekker, New York, 1975.
580 HOT-FILL TECHNOLOGY
I
INDICATING DEVICES
DEE LYNN JOHNSON
3 M Company
One summer in the 1930s, Eastman Kodak Co. received a
telegram from the Kitt Observatory in Arizona stating
that a shipment of photographic plates had no light
sensitivity. Each of these plates was developed completely
and was uniformly black. A new set of plates was carefully
packed and shipped to the remote observatory. Again, all
of the plates were black when developed. A well-respected
Pinkerton guard accompanied the next shipment. He
never let the box of plates out of his sight, and the mystery
was solved at a small siding in Arizona. The rail clerk
received the box clearly marked ‘‘FRAGILE GLASS
PLATES,’’ and methodically opened the box, took out
each plate in the bright afternoon sun, removed the black
paper cover, and examined each one. ‘‘All in perfect shape,’’
he said to the guard as he rewrapped the plates and
returned them to the carton.
A shipper must know what happens to a package after
it leaves the shipping room, but it is impossible to send a
security guard with every carton. Instead, a variety of
indicating devices have become the security guards for the
packages.
Perishable products may speak for themselves by their
physical condition or their odor. Damage to other products
from inappropriate handling may not be evident until
actual use. As an example, whole blood stored below
501F (101C) is stable for months. If the temperature rises
above that point for 20 min, however, enzymatic changes
could occur that would make it life threatening if trans-
fused. The potency of vaccines is lost by exceeding critical
temperatures; an even greater hazard may result by
presuming that it is effective. Because microcircuits are
sensitive to mechanical shock and electrical potential,
individual components and wired circuits must be
monitored.
TIME AND TEMPERATURE INDICATORS
The fully integrating monitoring device can indicate the
temperature gradient to which it has been exposed, as
well as the amount of time that it has been at that
temperature. Many inventors and their companies have
focused on developing such devices, which operate on the
following principles: physical change, chemical change,
electrochemical indication, electromechanical indication,
electronic readout, and others. The devices monitor per-
ishable foods such as fish, fruit, and vegetables, as well as
pharmaceuticals and vaccines. Table 1 lists the U.S. Food
and Drug Administration’s (FDA) temperature limits for
various biological preparations.
Indicators that show time only are also available in
many styles. These are used primarily on shipping con-
tainers, not on consumer packages. Life-dated products,
such as photographic film and some foods, can have
greatly extended salable time by refrigerated storage.
A time indicator would benefit the manufacturer and
retailer as well as the consumer.
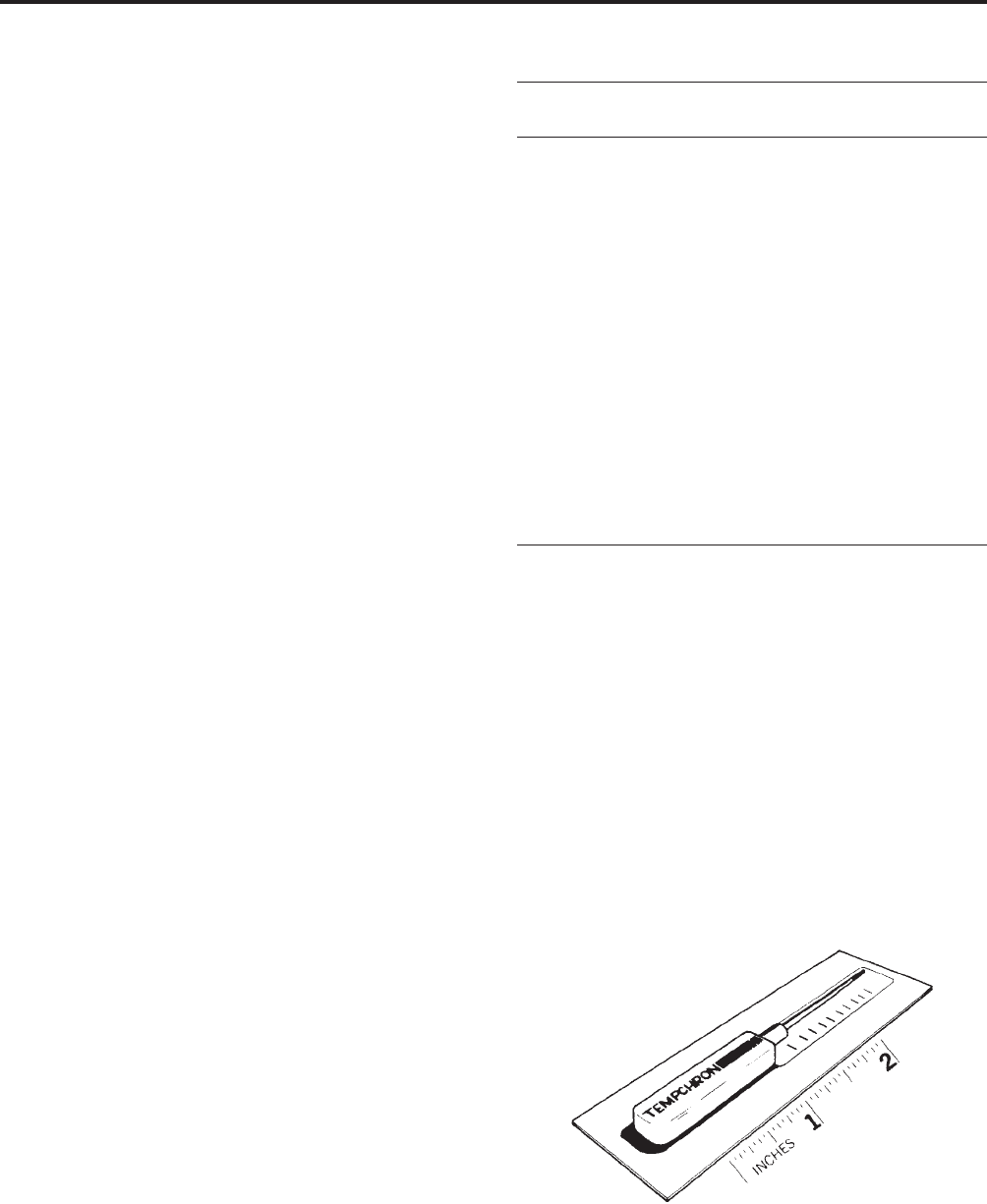
The Andover Laboratories manufactures a time–tem-
perature integrator called the Tempchron, which is for-
merly known as the Ambitemp (see Figure 1), which
functions with a fluid that has a specific melt temperature
for the product to be monitored. This device can be
described as an integrator because it provides information
Table 1. Biologics, Shipping Temperatures
a
Product
Maximum
Temperature, 1F(1C)
Cryoprecipitated antihemo-philic factor
b
o0(18)
Measles, mumps, and rubella virus
vaccine, live
o50 (10)
Measles and rubella virus vaccine, live o50 (10)
Measles-smallpox vaccine live o50 (10)
Measles virus vaccine, live, attenuated o50 (10)
Mumps virus vaccine, live o50 (10)
Poliovirus vaccine, live, oral, type 1 o32 (0)
Poliovirus vaccine, live, oral, type 2 o32 (0)
Poliovirus vaccine, live, oral, type 3 o32 (0)
Poliovirus vaccine, live, oral, trivalent o32 (0)
Red blood cells,
b
frozen o(85) (65)
Red Blood cells,
b
liquid 34–50 (1–10)
Rubella and mumps virus, live o50 (10)
Rubella virus vaccine, live o50 (10)
Single-donor plasma,
b
frozen o(18)
Smallpox vaccine, liquid o32 (0)
Source plasma
b
23 (5)
Whole blood
b
34–50 (1–10)
Yellow fever vaccine o32 (0)
a
Ref. (1).
b
Human.
Figure 1. Integrated time–temperature indicator. The Temp-
chron (Andover Laboratories) uses the melt temperature of the
product to be measured. To convert in. to cm, multiply by 2.54.
581
on the multiple of the time and temperature, giving a
readout in degree minutes that can be interpreted from a
chart. A wide range of temperatures can be monitored by
selection of the liquid that is to be frozen in the tube.
Figure 2 shows an interesting concept of a time–tem-
perature integrator (TTI) that was at one time manufac-
tured by Honeywell Corp. This device, comprised an
electrolytic battery that was activated by breaking an
ampul of electrolyte between copper and cadmium strips.
An electrochemical color reaction that was accelerated at
higher temperatures ensued.
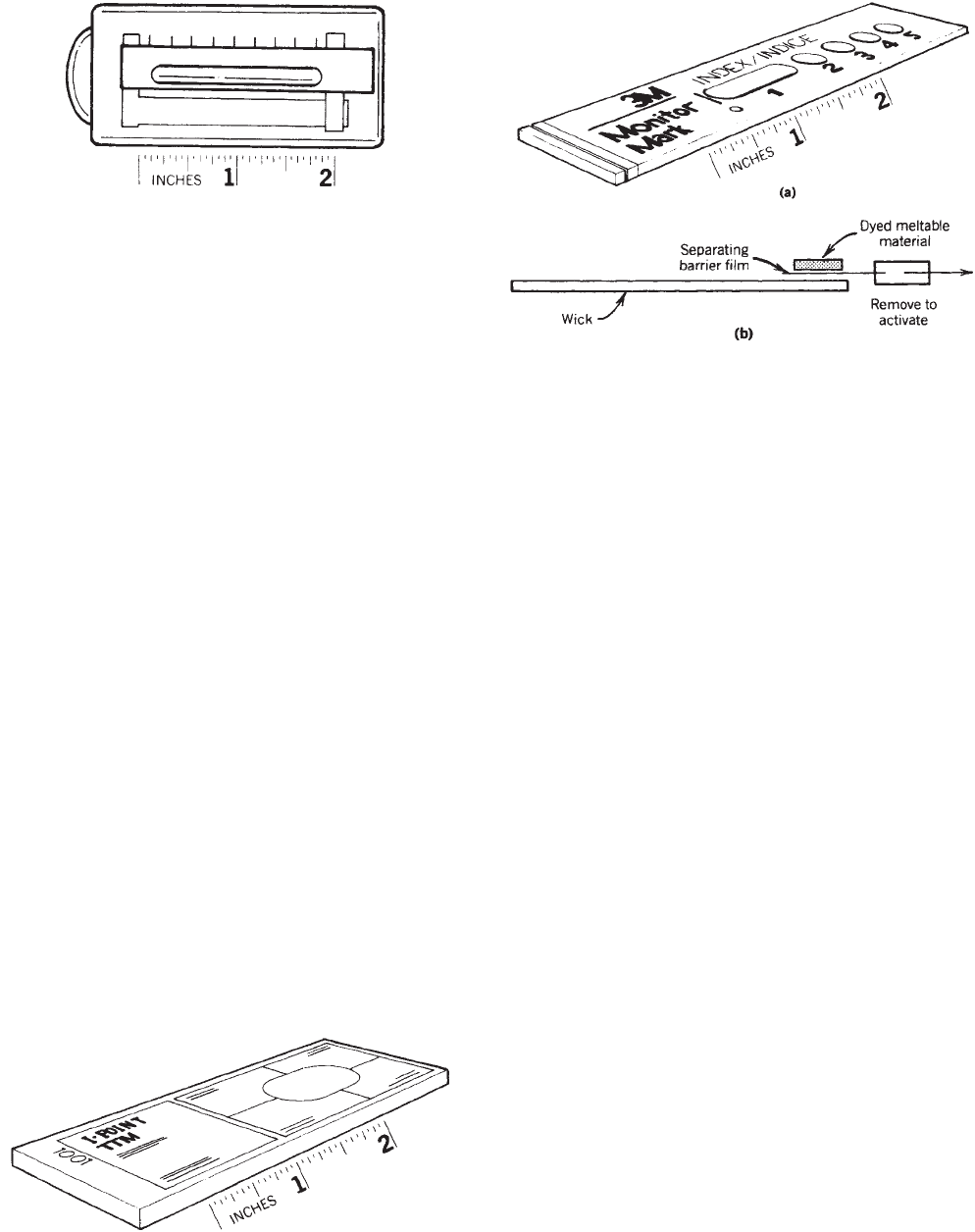
Kokum Chemical in Malmo, Sweden, manufacturers a
time–temperature monitor (TTM) that uses an enzyme to
bring about a color change. This product (see Figure 3),
the I-Point TTM, is intended to match the enzyme reac-
tions of the product it is monitoring. A progression of color
changes occurs.
Another time–temperature integrator functions by the
use of a selective gas-absorption plastic membrane and
leuko (colorless) dyes that are sensitive to oxygen (2). The
leuko dye is converted to the colored form inside the pouch
in proportion to the rate of oxygen penetration through
the membrane and the time. The rate of penetration of the
oxygen through the membrane is also related to the
temperature. The storage life of foods for emergency
survival has been studied as a function of the tempera-
tures at which they were stored. With the accurately
calibrated barrier films (see the Barrier polymers article)
now available, this may prove a valuable area of
investigation.
Allied Chemical Co. has a patent (3) on work in which
combinations of conjugated acetylene compounds
irreversibly change color when heated. After finalizing
the above design, the Program for Appropriate Technology
in Health (PATH) in Seattle, WA., has marketed a product
called the PATHmarker, which indicates the change in
color.
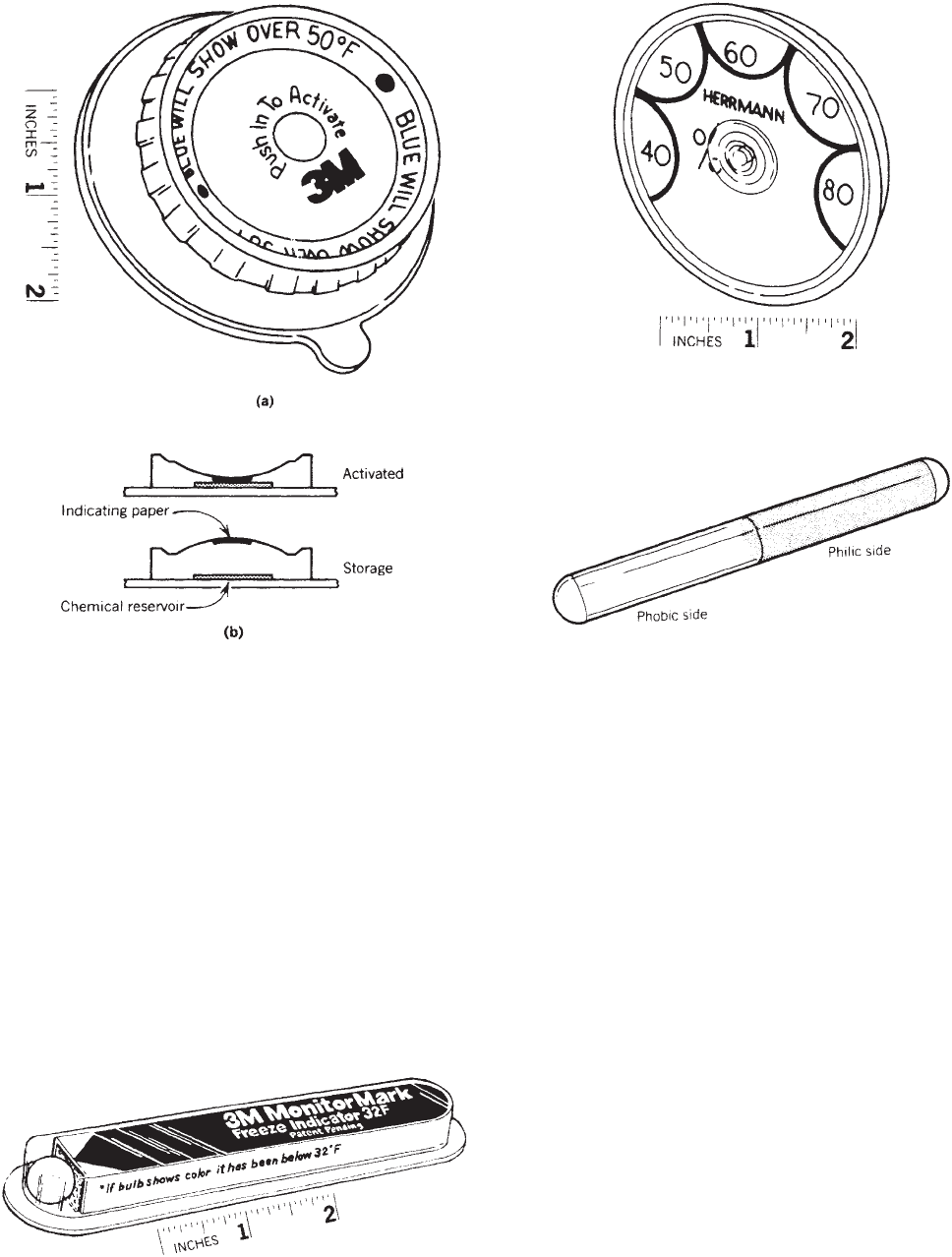
There are two patents (4, 5) for time–temperature
integrators under the name Monitor Mark [see Figure
4(a)]. In this product, a dyed meltable solid travels down a
porous wick when heated above its melting point. The
time interval is a function of the travel of the color down
the wick. The device is activated by removal of a barrier
film that is positioned between the wick and the meltable
solid [see Figure 4(b)]. The product is available in several
response temperature ranges.
The Therma-Gard recorder (Impact-O-Graph Corp.)
monitors temperatures on a cassette and functions for
30 days. The TSI International Corp. has introduced a
recorder that operates for up to 90 days in the indicating
range of 20 to 1001F(29 to 301C).
Two workers (6), following the lead of another (7), have
fabricated two styles of electronic recorders with built-in
memories (see Figure 5); however, they are not commer-
cially available. Workers at 3 M Co. have invented a
Thermal History Indicating Device (THID)*. Another
product that interfaces with a computer for its readout
is the Tattletale thermograph (Onset Computer Co.) (see
Figure 6). This thermograph reports temperature transi-
ents to a memory and can be programmed to record at 5-s
intervals for 5.5–6-h intervals for 32 mo. The functional
temperature range is 41 to 1851F(41 to 851C).
TEMPERATURE INDICATORS
Temperature-measuring devices are numerous. In the
simplest form, a sphere of ice is frozen with one half clear
and the other red (see Figure 7). If the product thaws, the
Figure 3. The I-Point TTM (Kokum Chemical) is an integrating
time–temperature monitor utilizing enzyme-produced color
change. To convert in. to cm, multiply by 2.54.
Figure 4. (a) The Monitor Mark Time Temperature Tag (3 M
Co.), an integrator available in many temperature ranges. To
convert in. to cm, multiply by 2.54, (b) Cross section.
Figure 2. Integrated time–temperature indicator. The TTI (Hon-
eywell Corp.) used an ampul of electrolyte between metal plates.
To convert in. to cm, multiply by 2.54.
* The author and F. R. Parham, 3 M Co., Saint Paul, MN, have
been active in microprocessor monitors.
582 INDICATING DEVICES
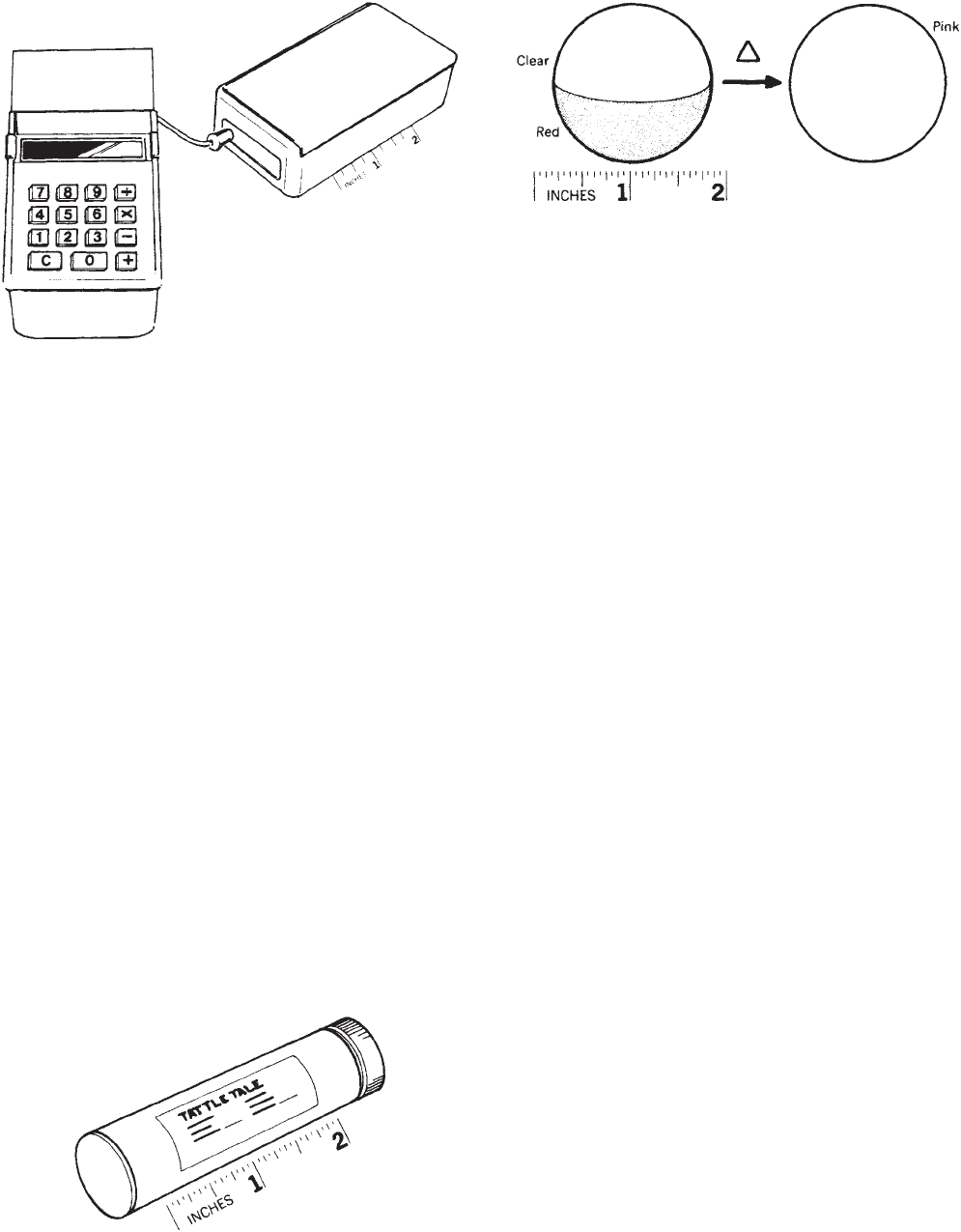
sphere becomes pink. High-technology temperature indi-
cators include thermistors, circuits, and liquid-crystal
displays (LCD).
Most temperature indicators depend on a chemical
color change. These compact units provide direct, reliable
information on the temperature to which the product was
exposed. They are widely used for materials with critical
temperatures such as pharmaceutical and biological pre-
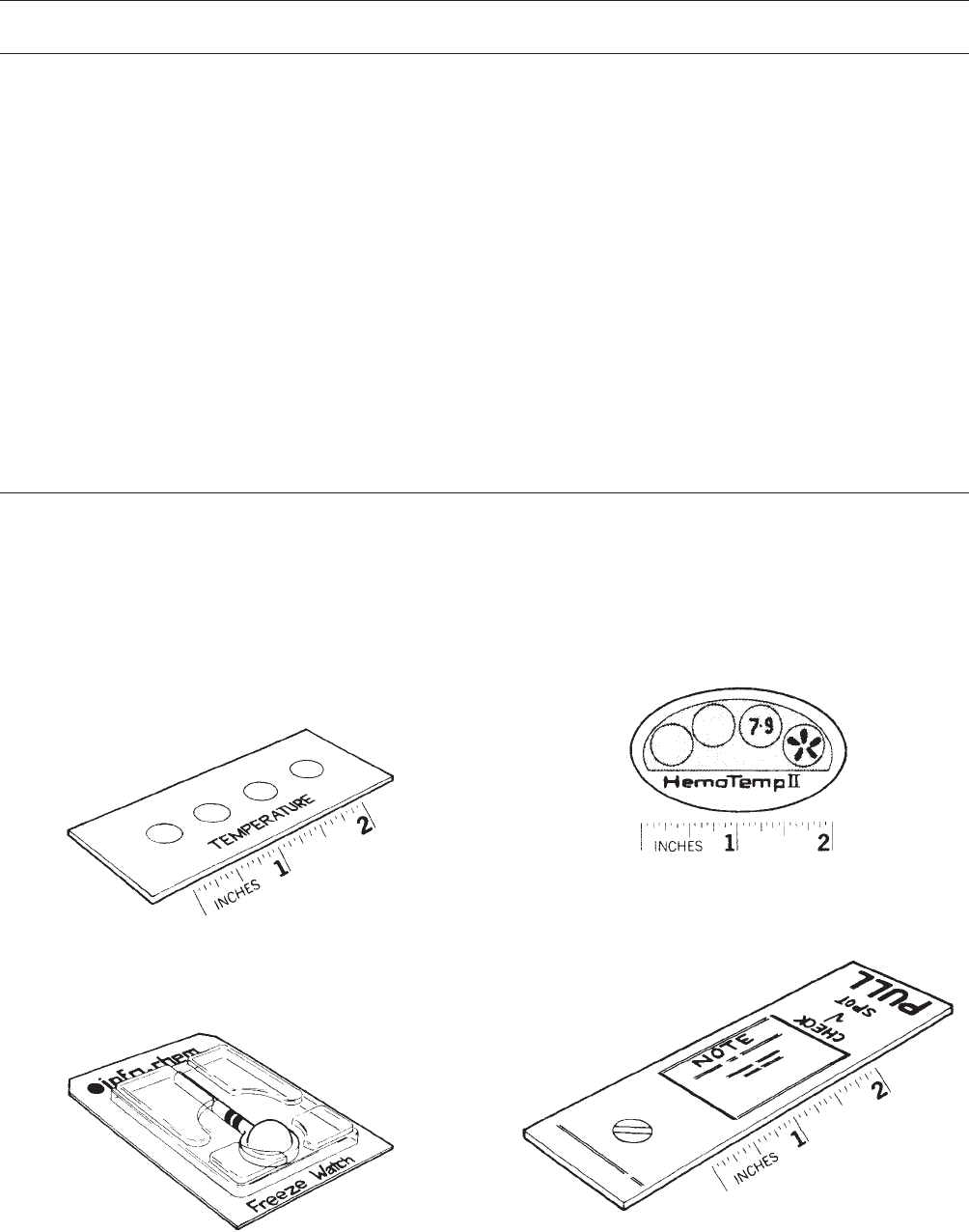
parations (Table 1) and fresh and frozen fish. Table 2 lists
some of these indicators; Figure 8 is representative of
these devices.
There are two other types of indicators not listed in
Table 2: the Criti-Temp (Schobl Enterprise, Inc.), which is
a bimetallic spring-loaded monitor, and the Precision
Digital Thermometer (TSI International Corp.), which
functions from a thermistor to give a temperature display.
FREEZE AND THAW INDICATORS
The main purpose of the indicators listed in Table 2 is to
show a response to a rising temperature well above room
temperature. Devices to indicate temperatures near the
freezing point of water require special design because they
must be unbroken before use and function at low
temperatures.
Akzo N.V. of the Netherlands has exerted a strong
influence in the monitor area through its subsidiary,
Organon, heir to the BMS disposable-thermometer tech-
nology, and through its Info-Chem Protective Products
Division. Info-Chem manufactures the Thaw-Watch and
the Freeze-Watch. These products utilize an ampul filled
with a colored fluid. Freezing breaks the ampul, which
spills the contents onto a paper indicator (see Figure 9).
Biosynergy, Inc. manufacturers a liquid crystal Hemo-
Temp II for use on blood-collection bags. This device, after
being frozen, indicates the temperature of the blood (see
Figure 10).
The Check-Spot (Check-Spot, Inc.) (8) functions at
3–321F(16 to 01C) and is based on a solid emulsion
(see Figure 11).
The Monitor-Mark Button (3 M Co.) [see Figure 12(a)]
operates by means of a meltable, dyed compound con-
tained in a porous reservoir. In the inactivated form, a
domed indicator paper is separated from the reservoir by a
small distance. When the dome is pressed, the two mate-
rials come in contact, allowing wicking to occur when the
melt temperature is reached [see Figure 12(b)]. This
product has many different applications, including irre-
versible monitoring of bags of whole blood. The specifica-
tions for blood banking have been outlined (9).
Other styles of freeze indicators are manufactured by
3 M Co. (10–12), including the Monitor-Mark Cold Side
Indicator, model 32F (see Figure 13). When temperatures
fall below 321F(01C), there is an irreversible color change.
In the past, the irreversible warmup indicator (IWI), was
manufactured by Artech Corp. (13).
HUMIDITY INDICATORS
Many items are sensitive to moisture in ways that are
irreversible. Simply drying out or humidifying does not
restore the original function, and the damage that may
have occurred during shipping or storage may not be
evident to the recipient. To protect the manufacturer
and the customer, humidity changes must be monitored.
A humidity monitor based on a color change is available
from Herrmann Chemie and Packmittel (see Figure 14).
A U.S. patent has been granted for a time/history
humidity indicator (14). This device comprises a salt
Figure 5. Electronic recorder (6, 7). To convert in. to cm, multi-
ply by 2.54.
Figure 6. Tattletale thermograph electronic recorder (Onset
Computer Corp.). To convert in. to cm, multiply by 2.54.
Figure 7. Thaw indicator. Half-colored sphere of ice becomes
homogeneous when thawed. To convert in. to cm, multiply by 2.54.
INDICATING DEVICES 583
that absorbs moisture from the air, a water-soluble dye,
and an absorbent material. After activation by removal of
a barrir film, the dissolved dye migrates into the absor-
bent material as the humidity increases. This product
resembles the product shown in Figure 4.
GRAVITATIONAL-FORCE INDICATORS
Gravity is a useful force in packaging because it keeps
containers in place. Many times the normal force of
gravity may be applied to a product in shipping and
Figure 10. HemoTemp II (Biosynergy, Inc.). To convert in. to cm,
multiply by 2.54.
Figure 9. Freeze-Watch (Info-Chem Protective Products).
Figure 11. Check-Spot (Check-Spot, Inc.). To convert in. to cm,
multiply by 2.54.
Figure 8. Temperature indicator representative of devices listed
in Table 2. To convert in. to cm, multiply by 2.54.
Table 2. Color-Change Temperature Indicators
Product Name Company and Location
Temperature Range,
1F(1C)
Celcistrip Solder Absorbing Technology (Agawan, MA) 104–465 (40–240)
105–500 (40–260)
Thermomarkers W. H. Brady Co. (Milwaukee, WI) 100–500 (40–260)
Tesa-Temperatur Indikatoren,
irreversible
Biersdorf AG (Hamburg, Germany) 175–360 (80–180)
Thermolabel Paper Thermometer Co. (Greenfield, NH) 140–180 (60–81)
Tattleherm Everest Interscience (Tustin, CA) 100–500 (40–260)
Reatec MRC Corp. (Wayne, PA) 100–420 (40–213)
Template Wahl Corp. (Los Angeles) 100–1000 (40–590)
Telatemp Telatemp Corp. (Fullerton, CA) 100–350 (40–155)
Thermo Strip Archie Soloman and Associates (Roswell, CA) 219–435 (103–220)
Thermindex Thermindex Chemicals and Coatings, Ltd. (Missisauga,
Ontario, Canada)
100–500 (38–260)
OmegaLabels Omega Engineering (Los Angeles) 100–400 (40–202)
Hermet Markal Co. (Chicago) 100–500 (40–260)
Temp Tabs Jardine Engineering (Hong Kong) 100–900 (40–500)
Celsipoint Signalarm, Inc. (Springfield, MA) 100–500 (40–260)
Templilabel
Temp-Alarm
Templistik Big Three Industries, Inc. (South Plainfield, NJ) 125–750 (50–395)
Thermax Thermagraphics Measurements, Ltd. (Chicago, IL) 150–400 (65–200)
T-Dot Westemp Instruments Co. (Cardiff, CA) 100–400 (40–200)
584 INDICATING DEVICES
handling. This abusive treatment can cause hidden da-
mage. The Hump-Gard (Impacto-Graph Corp.) is a 30-day
monitor for the high G forces encountered in railroad
shipping.
The Shockwatch is a compact device for measuring
high gravitational forces (15). The active element is a
capillary tube with surface-energy differences in each end
(see Figure 15). A colored fluid is placed in the -philic end,
and when forces exceed a predetermined value, the liquid
is forced into the -phobic end where it is visible. Once
distributed by 3 M Co., it is now available from Media
Recovery Co.
This article has discussed only a few of the hundreds
of indicating devices available
w
. A low cost indicator
is still needed, preferably one that could be imprinted
as part of the label of consumer products such as frozen
foods.
BIBLIOGRAPHY
D. L. Johnson, ‘‘Indicating Devices’’ in The Wiley Encyclopedia of
Packaging Technology, 1st ed., 3 M Company, pp. 400–406.
Cited Publications
1. Fed. Reg. 39(219) (Nov. 12, 1974).
2. K. H. Hu, Food Technol. 26, 56 (Aug. 1972).
3. U.S. Pat. 3,999,946 (Dec. 28, 1976), G. N. Patel (to Allied
Chemical Co.).
4. U.S. Pat. 3,954,011 (May 4, 1976), W. Manske (to 3 M Co.).
5. U.S. Pat 3,962,920 (June 15, 1976), W. Manske (to 3 M Co.).
6. A. J. C. Carselidine and R. R. Weste, CSIRO Food Res. Q. 36,
41 (1973).
Figure 15. Capillary tube of Shockwatch.
Figure 12. (a) Monitor-Mark Button (3 M Co.). To convert in. to
cm, multiply by 2.54. (b) Cross section.
Figure 14. Humidity indicator (Herrmann Chemie and Pack-
mittel of Sod-Chemie AG). To convert in. to cm, multiply by 2.54.
Figure 13. Monitor-Mark Freeze Indicator 32F (3 M Co.). To
convert in. to cm, multiply by 2.54.
w
W. Manske, 3 M Co., Saint Paul, Minn., has a working file of over
255 U.S. patents on Indicating Devices.
INDICATING DEVICES 585
7. M. J. M. Van’t Root, Proceedings of the 13th Congress on
Refrigeration, Washington, DC, Vol. 4, pp. 445–451.
8. U.S. Pat. 2,971,852 (Feb. 14, 1961), J. Schulein (to Check-Spot,
Inc.).
9. B. A. Myhre, Quality Control in Blood Banking, Wiley, New
York, 1976, pp. 168, 169.
10. U.S. Pat. 4,132,186 (Jan. 7, 1979), W. Manske (to 3 M Co.).
11. U.S. Pat. 4,457,252 (July 3, 1984), W. Manske (to 3 M Co.).
12. U.S. Pat. 4,457,253 (July 3, 1984), W. Manske (to 3 M Co.).
13. Product literature, Artech Corp., Falls Church, VA.
14. U.S. Pat. 4,098,120 (July 4, 1978), W. Mansek (to 3 M Co.).
15. U.S. Pat. 4,068,713 (Jan. 17, 1978), U.R. Rubey (to Detectors,
Inc.).
INJECTION MOLDING FOR PACKAGING
APPLICATIONS
LARRY PASCUCCI
Negri Bossi Inc., Mississauga,
Ontario, Canada
The art of making a form out of a crude mold dates back
centuries in the civilization of mankind. In the 20th
century the technology of mold-making and materials
science in the production of plastic forms evolved together
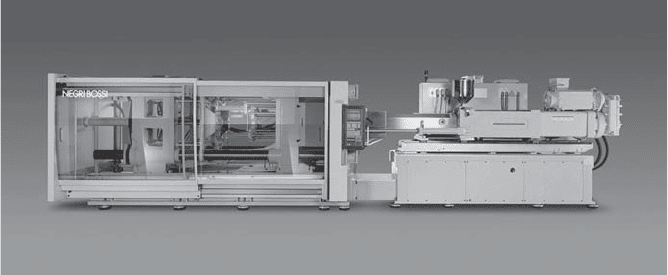
with the invention of the injection molding machine (see
Figure 1). Manually operated at first, the injection mold-
ing machine evolved into a fully automatic machine cap-
able of faster and faster ‘‘cycle times’’ in the production of
plastic parts. This article will take you into the 21st
century and explain the art, science, and technology of
today’s injection molding technology.
This article consists of the following sections:
The Process of Thermoplastic Injection Molding
The Thermoplastic Injection Mold
The Thermoplastic Injection Molding Machine
Automation for Injection Molding Machines
Monitoring and Servicing the Machinery
THE PROCESS OF THERMOPLASTIC INJECTION
MOLDING
There are two types of injection molding processes. The
most predominant is thermoplastic molding, which con-
sists of injecting melted/heated plastic resin that must be
‘‘cooled’’ by the mold to solidify. The second process
involves a thermoset material that requires a ‘‘heated’’
mold to solidfy. The machinery is essentially the same for
both processes except for the control of the heating or
cooling phases of the material processed. This article will
concentrate on the thermoplastic molding process that is
most common for packaging applications.
Thermoplastic material in the form of small ‘‘pellets’’
(resin) each about the size of a small pea are placed into a
conical steel ‘‘hopper’’ ready to be fed by gravity into the
‘‘injection unit’’ of an injection molding machine. The
pellets are then drawn through a ‘‘feed throat’’ into a
horizontally mounted ‘‘screw ‘‘which revolves at a certain
speed, driven by an electric or hydraulic motor. The
screw resides in a ‘‘barrel’’ that is heated on its outer
perimeter by electric ‘‘heater bands.’’ As the screw rotates
it mixes and induces work energy into the resin and
together with the heated barrel melts the plastic. The
plastic resin is conveyed to the front of the screw down its
shaft. At this point, ‘‘injection’’ into the mold is ready to
take place.
The mold is clamped in the vice-like grip of the machine
ready to keep the mold closed under extreme injection
pressures that can climb to 30,000 pounds-per-square-
inch (psi) or more. The screw, on commands given by a
central computer that directs all machine functions, then
bolts forward to inject the melted resin into the mold. A
device on the end of the screw called a ‘‘check valve’’ stops
the plastic from backing up into the screw during
injection.
Controlled screw speed, injection velocity, and melt
pressure are crucial to making a quality finished part.
The mold is cooled via water channels to solidify the
thermoplastic resin. When the plastic part cools and
‘‘sets,’’ the mold is opened by the injection molding ma-
chine and the part is ‘‘ejected’’ by the action of both mold
and/or machine. At this point the part is left to free-fall to
a conveyor that guides the part out of the machine or
an automated robot enters and extracts the part for
Figure 1. This modern 700-ton clamp
force injection molding machine illustrates
a HYBRID machine design. Electric screw
drive with Hydro-Toggle clamp. PC-based
control and DIGITAL Canbus architecture.
(Photo courtesy of Negri Bossi.)
586 INJECTION MOLDING FOR PACKAGING APPLICATIONS
packaging or any downstream handling requirements.
This point in the process now defines the ‘‘cycle’’
completed.
Let’s review the sequences in a more detailed way:
The first molding sequence is to ‘‘plasticize’’ the solid
thermoplastic pellet into a hot molten condition. The
second is ‘‘mold-close,’’ where the machine clamps the
mold under high forces to withstand the opening forces of
high injection pressure. The third is ‘‘injection forward,’’
where the screw bolts forward to inject the molten
thermoplastic resin into the mold and ‘‘hold’’ the injection
forward while the part is cooling. The fourth is ‘‘part
cooling,’’ where the mold via water-cooled channels cools
the thermoplastic part to solidify it. The fifth is ‘‘mold
open’’ as the mold opens to ready the part for extraction.
The sixth is ‘‘part ejection,’’ where the machine and/or
mold ejects the part either by free-fall or into the clutch
of a robot’s grip. The final stage is the to repeat the
‘‘cycle’’ to produce another thermoplastic part(s). To sum-
marize: the seven stages in the cycle of thermoplastic
injection molding are:
1. Plasticize or melt the thermoplastic into a molten
state.
2. Close the mold under high force to withstand high
injection pressures.
3. Inject the thermoplastic into the mold under high
speed and pressure and ‘‘hold’’ the injection forward
while cooling.
4. Cool the part by extracting heat by a water cooled
mold
5. Open the mold to ready part extraction.
6. Eject the part into free-fall or automated robot
removal.
7. Repeat the ‘‘cycle’’ to produce another part(s).
THE THERMOPLASTIC INJECTION MOLD
The mold design has a tremendous impact on system
productivity and product quality, and therefore on the
overall economics of the injection-molding operation. The
design of a mold is heavily influenced by characteristics of
the part. A thorough understanding of the various mold
classifications is also critical in the specification of the
right type of mold best suited to your application. The
mold classifications section of this article identifies each
mold type and the criteria for each.
Most injection-molded parts for packaging have rela-
tively large length-to-thickness (L:T) ratios. The length is
defined as the maximum flow length in the cavity and is
measured from the point where plastic enters the mold to
the furthest point it travels. The thickness is the average
wall thickness of the part. Early molds had L:T ratios of
up to 200:1, but today they can be as high as 500:1. For
such thin-wall parts, design emphasis must be placed on
the hot runner system, part ejection, mold cooling, align-
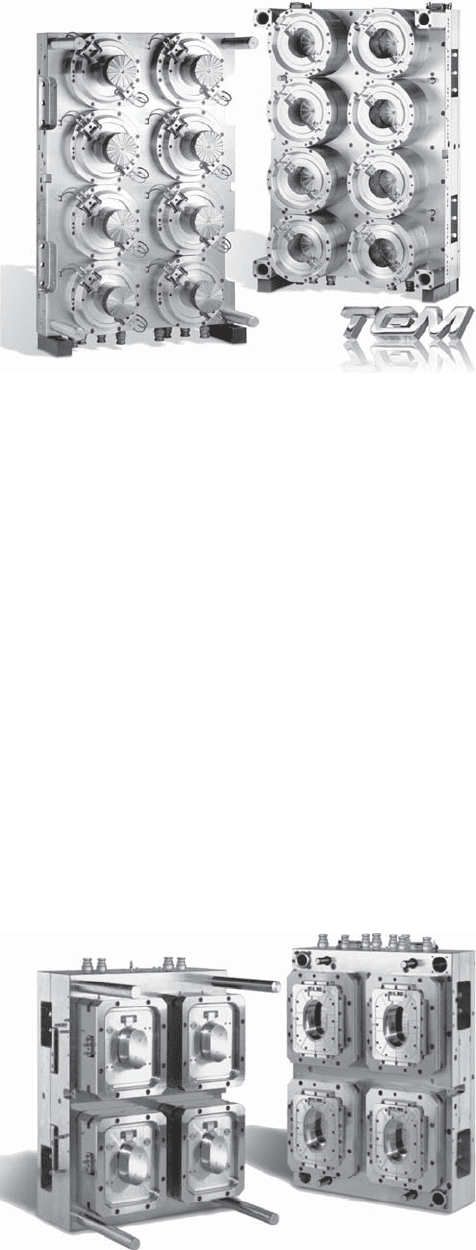
ment, and mold material selection. A typical mold for
thin-walled containers is shown in Figure 2 (also see
Figure 3).
Mold Classifications
Molds are classified into different SPI (Society of Plastic
Industry) mold categories based on expected mold lifetime
measured in cycles. The different classifications dictate
significant differences in mold design and material which
will impact tooling costs. It is important to review and
identify the production requirements when specifying the
type of mold to be constructed. See Table 1.
Operation. As the mold closes, the cores and cavities
are aligned by some form of tapered mating interface.
Plastic melt (i.e., melted resin), is injected by the injection
unit of the molding machine into the sprue bushing and
forced through a network of flow channels called the
runner system. In Figure 2, the runner system is heated
by electric heaters, hence the term ‘‘hot runner.’’ The hot
runner system maintains and controls the temperature of
Figure 2. An eight cavity thin-walled container mold with hot
runner technology. The part is a one-gallon paint can. (Photo
courtesy of Top Grade Molds.)
Figure 3. A four cavity thin-walled mold with hot runner tech-
nology. The part is a tamper-evident container. (Photo courtesy of
Top Grade Molds.)
INJECTION MOLDING FOR PACKAGING APPLICATIONS 587