Yam, Kit L. (ed.). The Wiley encyclopedia of packaging technology
Подождите немного. Документ загружается.

where
B
D
1A
p L
2
P
4A
P
P
ð2Þ
and
D
1A
= diffusion coefficient of gas 1 in air (cm
2
s
1
)
L
l
= length of leak (cm)
L
p
= thickness of package (cm)
l = L
l
/L
p
dimensionless length of leak
d = d/L
p
dimensionless diameter of leak
k = proportionality factor to account for end correction
of diffusive path length (literature values ranges
from 0.5 to 0.11)
A
P
= surface area package wall (cm
2
)
n = number of leaks
The derivation of this equation may be found in the
original paper [1]. It is sufficient to mention here that
the equation is based on Fick’s law of diffusion, accounting
for both the gas leakage across small leaks and the gas
permeation across the package wall. The equation takes
the effects of the leak into account using an effective
permeability that depends on leak size, type of diffusing
gas, type of packaging material, and gas status around at
leak ends. The leaks are approximated as cylindrical pores
in the model. At l = 1, the leak is a pinhole; as l increases,
the leak is becoming a channel leak. At d = 0, there is no
leak; as d increases, the leak becomes bigger.
For a gas-sensitive food packaged with a permeable film,
P
eff
/P obtained from equation (1) may be used for correcting
the shelf life estimation for errors caused by leakage:
t
s;cor
t
s
¼
P
P
eff
ð3Þ
where t
s,cor
is the shelf life corrected for leakage and t
s
is the
shelf life in the absence of leaks.
APPLICATIONS OF PREDICTIVE EQUATION
Three practical cases are shown below to illustrate the
application of equation (1) to examine the significance of
leaks on a gas-sensitive food packaged in low-density
polyethylene (LDPE) or an aluminum film. P
eff
/P is used
to compare the barrier properties of packages with and
without leaks. The term (P
eff
/P1) represents the effect of
Case 1: Effect of Leaks on Water Vapor and Oxygen
Transport. This case compares the effect of leaks on water
vapor transport and oxygen transport through LDPE at
251C. An LDPE package with one leak (n = 1) was consid-
ered with a surface area A
P
of 500 cm
2
and a thickness L
p
of 25 mm. For water vapor transport, the permeability
P = 6.64 10
7
cm
2
s
1
, when the relative humidities in-
side and outside the package are 0% and 90%, respectively,
and diffusion coefficient D
1A
= 0.260 cm
2
s
1
. For oxygen
transport, P = 2.39 10
8
cm
2
s
1
and D
1A
= 0.203 cm
2
s
1
.
Packa
g
e wall
DesorptionDiffusionAdsorption
Figure 2. Mechanism of gas permeation.
0.00
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
0.10
0 5 10 15 20 25
δ (dimensionless diameter)
P
eff
/P −1
κ = 0.0
λ = 1.0
κ = 0.0
λ = 3.0
κ = 0.0
λ = 5.0
κ = 0.8 λ = 1.0
κ = 0.8 λ = 3.0
κ = 0.8 λ = 5.0
κ = 1.1 λ = 1.0
κ = 1.1 λ = 3.0
κ = 1.1 λ = 5.0
Figure 3. (P
eff
/P1) versus d with k and l as
parameters for water vapor transport
through LDPE at 251C. Simulations were
conducted using equation (1) with
P = 6.64 10
7
cm
2
s
1
, D
1A
= 0.260 cm
2
s
1
,
A
P
= 500 cm
2
, L
p
=25mm, and n =1.
548 GAS BARRIER PROPERTIES: EFFECTS OF SMALL LEAKS
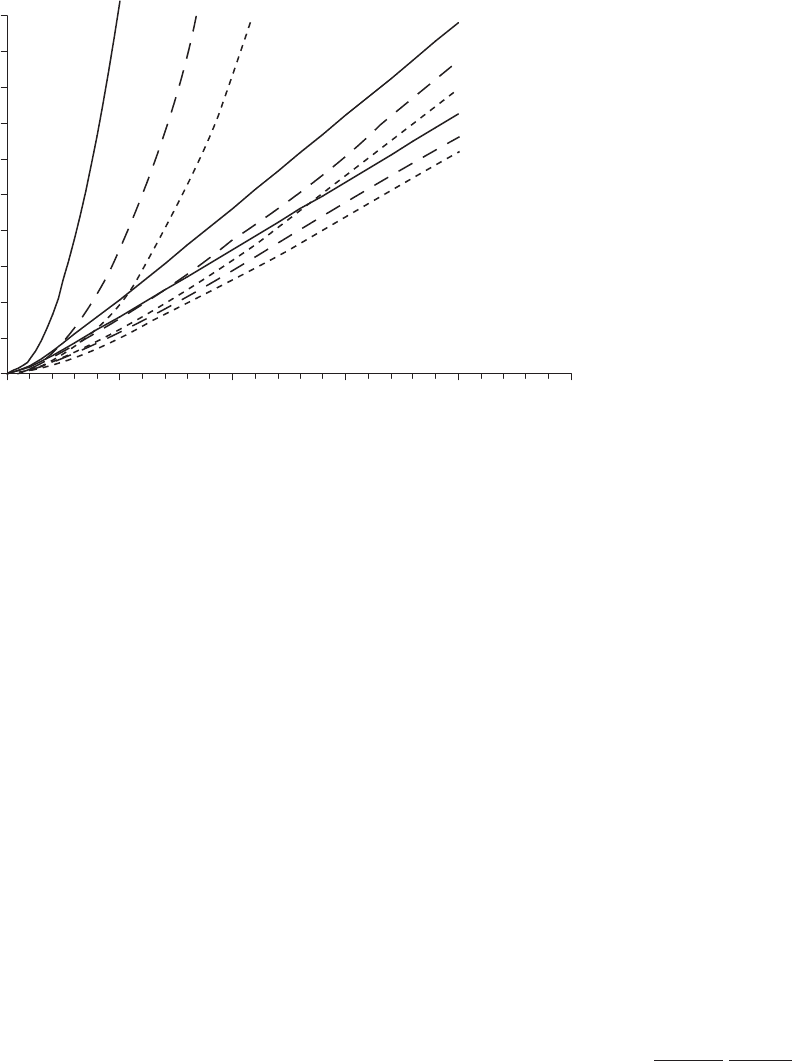
Figures 3, 4 show the plots of (P
eff
/P1) as a function of
dimensionless diameter d with k and l as parameters for
water vapor transport and oxygen transport, respectively.
In each figure, the range of d is between 0 (d = 0) and 20
(d = 500 mm). Three k values were selected; zero for the
case of no end correction, 0.8, and 1.1. At each k value,
three values (1.0, 3.0, and 5.0) for l were considered. The
leak is a pinhole when l = 1.0 and becomes a longer
channel leak as l increases. In Figures 2 and 3, three
bands of curves are observed; each band corresponds to a
value of k and the smaller variation within the curves of
each band is caused by the different l.
At any given k and l, the increase of (P
eff
/P1) with d is
steeper for oxygen (Figure 4) than for water vapor (Figure
3), which indicates that leaks have greater effects on
oxygen transport than on water vapor transport. This
observation can be explained by the fact that for LDPE
the value of D
1A
/P for oxygen is about 20 times larger than
that for water vapor, which makes the dimensionless
parameter B in Equation (1) about 20 times larger.
For an illustration of the effect of leaks on the shelf life
of foods, a moisture-sensitive food stored at 251C was
considered, packaged with a LDPE film that had a surface
area of 500 cm
2
, a thickness of 25 mm, and one pinhole
(n = 1 and l = 1). The relative humidities inside and out-
side the package were assumed to be 0% and 90%,
respectively. The calculations were carried out with
k = 0.8. For d = 100 mm(d = 4), the calculated P
eff
/
P = 1.015, which indicates the pinhole increases the water
vapor transport rate by 1.5%. For d = 300 mm(d = 12), the
calculated P
eff
/P = 1.052, and the increase is 5.2%. The
relative reductions in shelf life calculated using 100(1 P/
P
eff
) were 1.5% for d = 100 mm and 4.9% for d = 300 mm.
Under the given conditions, one pinhole does not seem to
be important for water vapor transport. However, if the
food is oxygen sensitive so that its shelf life depends on
oxygen transport, even a single pinhole becomes a serious
matter under the same conditions. For d = 100 and 300 mm,
the calculated P
eff
/P values were 1.318 and 2.133, and the
calculated shelf life reductions were 24% and 53%,
respectively.
Case 2: Effect of Leaks on High Gas Barrier Materials. An
inspection of equations (1) and (2) reveals that (P
eff
/P1)
is directly proportional to B and that B is inversely
proportional to the permeability P. Therefore, the relative
increase of the permeability caused by leaks (P
eff
/P1) is
inversely proportional to the permeability P of the mate-
rial. In other words, the better the gas barrier properties
of the material, the more significant the relative increase
of the permeability caused by leaks.
Aluminum is often considered as a gas-impermeable
material. A thin aluminum layer is often laminated or
metallized onto a plastic film for enhanced gas barrier
protection. However, the thin layer of aluminum is suscep-
tible to pinhole formation during the manufacturing process
and handling. In the following analysis, such a gas-imperme-
able material is considered in which pinholes are the only
means of oxygen transport. For a gas impermeable material,
P = 0, therefore, the effective permeability becomes:
P
eff
¼
D
1A
p l
2
P
4A
P
nd
2
l þk d
ð4Þ
Using the equation, a plot of P
eff
versus leak diameter d
(Figure 5) was constructed at different values of n and l for
oxygen transport through leaks for the gas-impermeable
material at 251C. A package with a surface area A
P
of
500 cm
2
and a thickness L
p
of 25 mm was considered and
the calculations were carried out with k =0.8. In the
same graph, the permeability of LDPE to oxygen at 251C
(P =2.3910
8
cm
2
s
1
) is shown. It can be observed that
even one pinhole (n =1, l = 1) with a diameter d =270mm
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
1.60
1.80
2.00
0 5 10 15 20 25
δ (dimensionless diameter)
P
eff
/P −1
κ = 0.0
λ = 1.0
κ = 0.0
λ = 3.0
κ = 0.0
λ = 5.0
κ = 0.8 λ = 1.0
κ = 0.8 λ = 3.0
κ = 0.8 λ = 5.0
κ = 1.1 λ = 1.0
κ = 1.1 λ = 3.0
κ = 1.1 λ = 5.0
Figure 4. (P
eff
/P1) versus d with k and l as
parameters for oxygen transport through
LDPE at 251C. Simulations were conducted
using equation (1) with P = 2.39 10
8
cm
2
s
1
and D
1A
= 0.203 cm
2
s
1
, A
P
= 500 cm
2
, L
p
=
25 mm, and n =1.
GAS BARRIER PROPERTIES: EFFECTS OF SMALL LEAKS 549
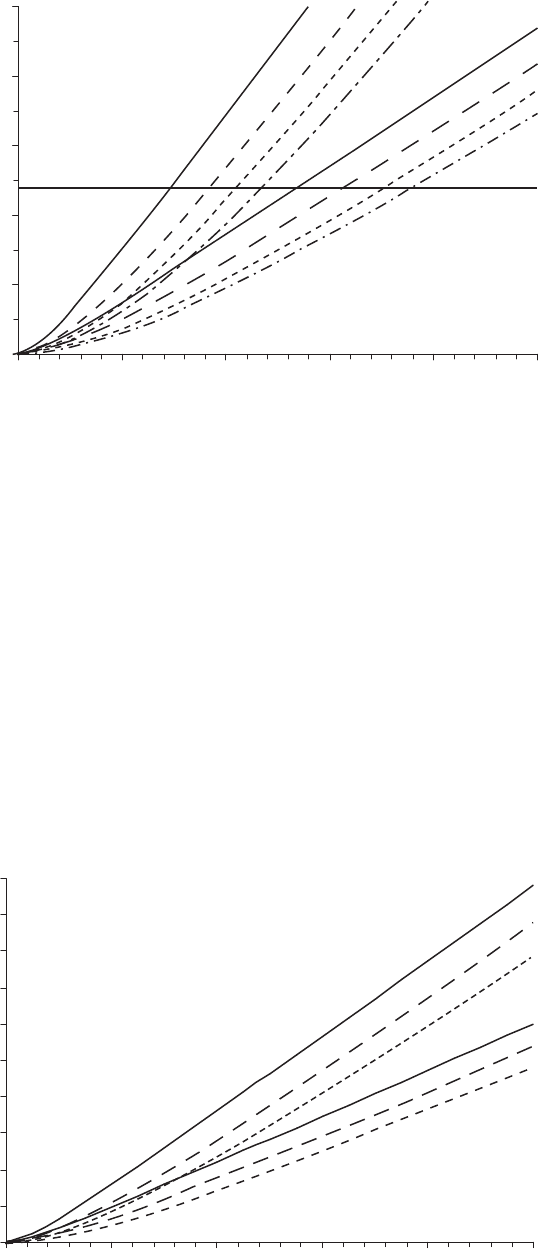
can make the otherwise impermeable material more
permeable than LDPE. Therefore, it is a waste of money
to use expensive high-barrier materials if not enough
attention is paid to ensure the package is leak free.
Case 3: Effect of Temperature on the Significance of
Leaks. (P
eff
/P1) varies with temperature because of the
temperature dependence of D
1A
and P in the dimensionless
parameter B (equation 2). This temperature effect is
illustrated next by considering oxygen transport through
LDPE at 251C and at 351C. A LDPE package with a surface
area A
P
of 500 cm
2
, a thickness L
p
of 25 mm, and one (n =1)
leak was considered. Calculations were carried out using
equation (1) with k = 0.8. At 251C, we already had
P = 2.39 10
8
cm
2
s
1
and D
1A
= 0.203 cm
2
s
1
. The perme-
ability of oxygen through LDPE at 351C was calculated
using the Arrhenius relationship with an activation energy
of 10 kcal/mole. The diffusion coefficient of oxygen in air at
351C was calculated using the Fuller–Schettler–Giddings
correlation and the D
1A
value at 251C. Thus at 351C,
P = 4.14 10
8
cm
2
s
1
and D
1A
= 0.215 cm
2
s
1
.
Calculations show that increasing the temperature
from 251Cto351C, P almost doubled whereas D
1A
in-
creases by only 6%, which results in a decrease of B from
8.34 10
2
to 5.10 10
2
. These calculations indicate that
the relative increase of the permeability caused by leaks
(P
eff
/P1), that is the leak effect, becomes less significant
as temperature increases, because the temperature de-
pendence of P is larger than that of D
1A
. This is illustrated
in Figure 6, where the slope of the curves in the plot of
(P
eff
/P1) versus leak diameter (d) is smaller at 351C than
at 251C.
0.00
0 100 200 300 400 500
1.00
2.00
3.00
4.00
5.00
d (leak diameter; μm)
P
eff
(x 10
−8
; cm
2
s
−1
)
n = 2
λ = 1.0
n = 2
λ = 3.0
n = 2
λ = 5.0
n = 2
λ = 7.0
n = 1
λ = 1.0
n = 1
λ = 3.0
n = 1
λ = 5.0
n = 1
λ = 7.0
LDPE
Figure 5. P
eff
versus leak diameter d at
different values of n and l for oxygen
transport through leaks for a gas-imperme-
able material at 251C. Simulations were
conducted using equation (4) with A
P
= 500
cm
2
, L
p
=25mm, and k = 0.8.
0.00
0 100 200 300 400 500
0.20
0.40
0.60
0.80
1.00
1.20
1.40
1.60
1.80
2.00
d (leak diameter; μm)
P
eff
/P −1
25°C
λ = 1.0
25°C
λ = 3.0
25°C
λ = 5.0
35°C
λ = 1.0
35°C
λ = 3.0
35°C
λ = 5.0
Figure 6. (P
eff
/P1) versus leak diameter
d at various values of l for oxygen transport
through LDPE at 251C and at 351C. Simu-
lations were conducted using equation (1)
with A
P
= 500 cm
2
, L
p
=25mm, n = 1, and
k = 0.8. P = 2.39 10
8
cm
2
s
1
and D
1A
=
0.203 cm
2
s
1
were used at 251C and
P = 4.14 10
8
cm
2
s
1
and D
1A
= 0.215 cm
2
s
1
were used at 351C.
550 GAS BARRIER PROPERTIES: EFFECTS OF SMALL LEAKS
BIBLIOGRAPHY
1. D. H. Chung, S. E. Papadakis, and K. L. Yam. ‘‘A Model
to Evaluate Transport of Gas and Vapors through Leaks,’’
J. Packag. Technol. Sci. 16, 77–86 (2003).
GAS PERMEATION OF PACKAGING MATERIALS
KIT L. YAM
Department of Food Science,
Rutgers University, New
Brunswick, New Jersey
INTRODUCTION
The transport of gas or vapor through a food package can
greatly influence the keeping quality of the packed food.
Oxygen ingress into the package can cause oxidation in
lipid foods (especially dehydrated meat, egg, cheese, as
well as foods cooked in frying oil) that leads to off-flavors,
loss of color, and reduction in nutrient value. Water vapor
infiltrating the package can cause moisture gain leading
to sogginess or microbial growth in food, while water
vapor escaping from the package can cause moisture loss
leading to undesirable textual changes in food. On the
contrary, there are occasions when the transport of gases
and vapors is desirable. In modified atmosphere packa-
ging of fresh produce, the exchange of oxygen, carbon
dioxide, and water vapor through the package is necessary
to accommodate the respiration and transpiration of
the still bioactive product and to maintain an optimum
gas composition in the package. In packaging of freshly
roasted coffee, degassing is necessary to prevent excessive
pressure buildup since the product still emits carbon
dioxide after packing.
There are two major mechanisms by which gas or vapor
may be transported through the package—permeation
and leak. Permeation involves the exchange of a gas or
vapor (also known as permeant) through a plastic film or
package wall. Leak involves the exchange of gas or vapor
through pinholes or channel leaks, to be explained at the
end of this article. Although permeation is the focus of this
article, it is important to realize that leakers from defec-
tive packages are often more influential than permeation
in determining the overall transmission rate (1).
Permeation and gas barrier are closely related terms.
Permeation is inversely proportional to gas barrier; for
example, a package which allows gas to permeate quickly
is a package of low gas barrier. To protect foods that are
oxygen- or moisture-sensitive, high-gas-barrier packages
should be used to retard the rate of permeation.
This article is limited to permeation in polymeric
packaging materials. It is important to mention that all
packaging polymers are permeable to gas and vapor to
various degrees. These polymers provide a wide range of
permeability for different applications. Hence the study of
permeation is important to ensure that adequate gas
barrier protection is provided for plastic pouches, plastic
containers, and other plastic packages. On the other hand,
glass and metal packaging materials are not permeable
and paper packaging materials (unless coated with barrier
layer) are too permeable. Unlike polymers, these materi-
als do not provide an opportunity for the designer to
optimize the barrier property for various applications.
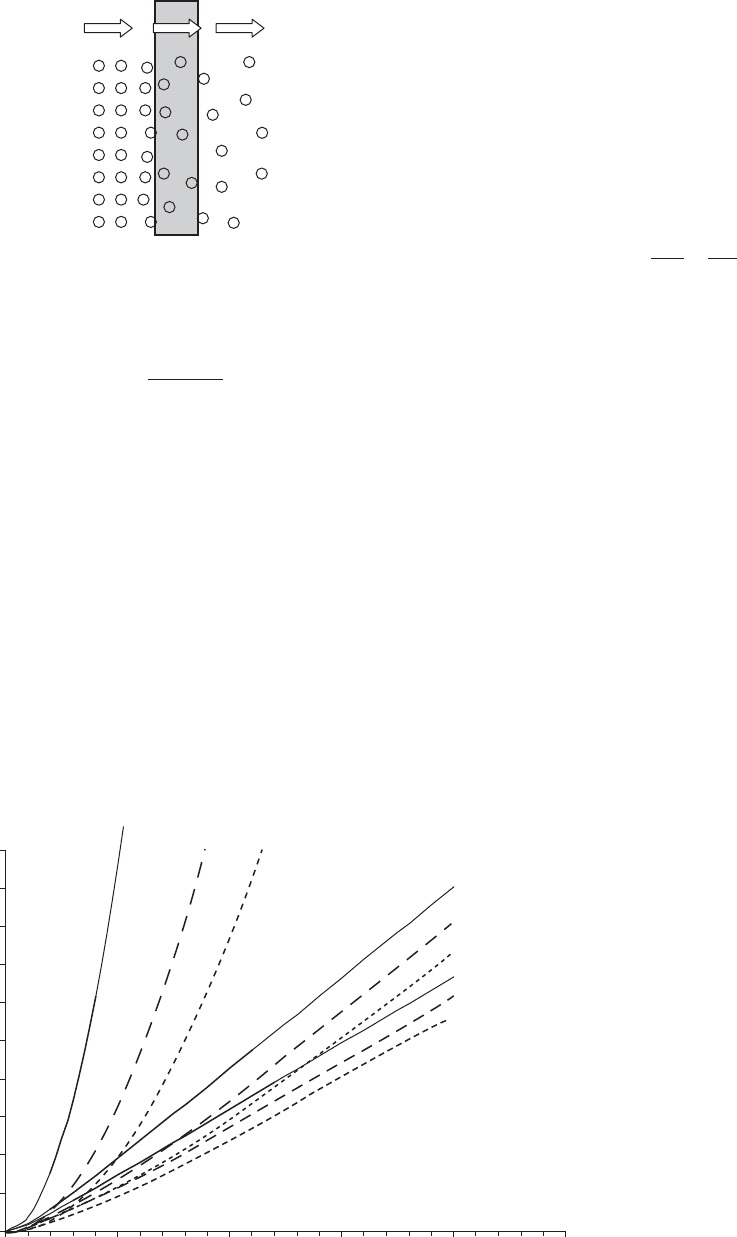
MECHANISM OF GAS TRANSPORT THROUGH
PERMEATION
Figure 1 shows that permeation of a permeant through a
polymer film (or a package wall) is driven by concentration
gradient in the direction from high to low concentration.
The mechanism of permeation consists of three sequential
steps: adsorption of the permeant onto the high concen-
tration side of the film surface, diffusion of the permeant
across the film, and desorption of the permeant from the
low concentration side of the film surface.
Diffusion is the movement of molecules from a region of
high concentration to a region of low concentration as a
result of intermingling of the molecules due to random
thermal agitation. The diffusion of a permeant through in
a polymer film may be described by Fick’s First Law:
J ¼D
dc
dx
ð1Þ
where J (mol cm
2
s
1
) is diffusion flux, D (cm
2
s
1
)is
diffusion coefficient (also called diffusivity), c (mol cm
3
)is
permeant concentration, and x (cm) is distance in the flow
direction. Since the increase in concentration is customa-
rily associated with the positive x direction, a negative
sign is needed in equation (1) to denote that diffusion is in
the negative x direction or toward a lower concentration.
Adsorption and desorption are related to the solution or
sorption behavior of the permeant molecules in the poly-
mer film, which is governed by the relative strengths of
interactions between permeant/permeant, permeant/poly-
mer, and polymer/polymer. The simplest or ‘‘ideal’’ sorp-
tion isotherm is expressed by Henry’s Law:
c
s
¼ S
p
ð2Þ
Permeant
molecules
Adsorption
Polymer film
Higher gas
concentration
Lower gas
concentration
Diffusion
Desorption
Figure 1. Permeation through a polymer film.
GAS PERMEATION OF PACKAGING MATERIALS 551
where c
s
is permeant concentration at the solid-phase film
surface (mol cm
3
), p (atm) is the partial pressure of the
permeant, and S is solubility coefficient (mol cm
3
atm
1
).
This provides a convenient means for estimating c
s
once p
and S are known.
Permeation Rate Equation and Its Physical Meaning
A useful equation to describe the gas permeation through
a polymer film at steady state is the permeation rate
equation:
Q ¼
PA
L
Dp ð3Þ
where Q is permeation rate, A is film surface area, L is
film thickness, and Dp is partial pressure difference of the
permant between the two sides of the film. The parameter
P is known as permeability, which is related to diffusion
coefficient and solubility coefficient as follows:
P ¼ DS ð4Þ
The derivation of the permeation rate equation may be
found elsewhere [2].
It is instructive to mention that gas permeation
through a polymer film, like water through a pipe or
electric current through a resistor, may be described by
the empirical relationship:
flow rate ¼
driving force
resistance
ð5Þ
Comparing this relationship with equation (3) indicates
that Q is the flow rate, the pressure difference Dp is the
driving force for permeation, and
resistance to permeation ¼
L
PA
ð6Þ
Gas permeation through a film may be compared to
water flow through a pipe connecting two water tanks of
different heights (Figure 2a). Intuitively, the water flow
rate is directly proportional to the difference between the
water levels (Dh) and inversely proportional to the pipe
resistance—this is consistent with equation (5). The pipe
resistance increases with the length and friction factor of
the pipe but decreases with its cross-sectional area. The
similarities are as follows: Water flow rate is similar to gas
permeation rate, water level difference between the two
tanks (Dh) is similar to pressure difference across the film
(Dp), cross-sectional area of pipe is similar to surface area
of film, length of pipe is similar to thickness of film, and
friction factor of pipe is similar to the inverse of perme-
ability of film.
Gas permeation is also similar to the flow of electric
current through a resistor (Figure 2b). The relationship
between electric current I, voltage V, and resistance R
across a resistor is described by Ohm’s Law:
I ¼
V
R
ð7Þ
which has the same form as equation (5). The total
resistance is equal to the sum of individual resistances
in series (Figure 3a):
R
T
¼ R
1
þ R
2
þ R
3
þ ð8Þ
Similarly, the total resistance in a multilayer film is
equal to the sum of resistances in individual layers. Since
the resistance to permeation for each layer is shown
earlier to be L=ð
PAÞ:
L
T
P
o
A
¼
L
1
P
1
A
þ
L
2
P
2
A
þ
L
3
P
3
A
þ ð9Þ
or
L
T
P
o
¼
L
1
P
1
þ
L
2
P
2
þ
L
3
P
3
þ ð10 Þ
where L
T
is total thickness,
P
o
is overall permeability, and
the subscripts 1, 2, 3 refer to the individual layers in the
film.
For example, consider a multilayer film constructed of 3
mil PP/0.5 mil PVDC/3 mil PP. Assume that the oxygen
permeabilities for the PP (polypropylene) and PVDC
(polyvinylidene chloride) layers are 150 and 1.2
(cm
3
mil)/(100 in.
2
day atm), respectively. The overall
oxygen permeability
P
o
of the film may be calculated
using Equation (10):
3 þ0:5 þ 3
P
o
¼
3
150
þ
0:5
1:2
þ
3
150
where the calculated
P
o
is 14.2 (cm
3
mil)/(100 in.
2
day
atm).
PERMEABILITY OF FOOD PACKAGING POLYMERS
Table 1 shows typical ranges of permeability values for
some common food packaging polymers. It can be seen
that polymers offer a wide choice of barrier properties,
Δh
Q
R
V
(b)(a)
I
Figure 2. (a) Flow of water through a pipe. (b) Flow of electric
current through a resistor.
(b)(a)
R
1
R
2
R
3
L
1
L
3
P
1
L
2
P
2
P
3
Figure 3. Resistance across (a) resistors in series and (b) a
multilayer film.
552 GAS PERMEATION OF PACKAGING MATERIALS
ranging from low oxygen barrier materials such as poly-
ethylene (PE) to high oxygen barrier materials such as
ethylene vinyl alcohol (EVOH). It is noted that polar
polymer such as EVOH deteriorates in gas permeability
under high relative humidity conditions.
Since the barrier protection against water vapor and
oxygen is most important to food, it is useful to compare
the oxygen permeability and water permeability together
for selecting packaging material. Figure 4 presents the
location of polymer material in a two-dimensional matrix
of oxygen and water vapor permeabilities. For designing
the packaging system for a certain food, its gas and
moisture permeabilities should be closely related to the
food’s sensitivity to oxygen and moisture.
FACTORS GOVERNING PERMEATION
The major factors governing permeability fall into three
categories: nature of polymer matrix, nature of permeant,
and ambient conditions. Understanding these factors is
helpful for selecting proper materials for barrier protec-
tion of food packages.
Nature of Polymer
Generally, the gas and vapor barrier of polymers is
improved with increasing polarity of certain types, regu-
larity of molecular structure, and close chain-to-chain
packing in the polymer matrix (3). As shown in Table 2,
polar functional groups such as OH, Cl, and CN decrease
O
2
and CO
2
permeabilities under dry conditions due to
strong polymer interactions. High polarity results in high
cohesive energy between the polymer chains and conse-
quently lower diffusion and permeability (4).
Figure 5 explains the effects of polymer interactions on
the diffusion path taken by the permeant. In situation (a),
such as for polyethylene, there is no or very weak inter-
action between the nonpolar polymer chains, and hence
the permeant molecule may diffuse through the polymer
matrix via a shorter and more direct path. In situation (b),
such as for EVOH, there are strong intermolecular inter-
actions such as hydrogen bonding between the polymer
chains. These strong interactions block the passage of the
permeant molecule, requiring it to diffuse in the polymer
matrix via a much longer path. The longer diffusion path
also causes the permeability to decrease.
Permeability also decreases with increasing crystal-
linity and molecular orientation in the polymer matrix,
since regions of crystallinity and molecular orientation are
obstacles to the passage of the permeant. Polymers with
regular molecular structure and close chain-to-chain
packing tend to have higher degrees of crystallinity and
Table 1. Permeability Values of Polymers
Polymer O
2
Permeability
a
CO
2
Permeability
a
Water Vapor Permeability
b
Polyethylene (PE)
Low density 300–600 1200–3000 1–2
High density 100–250 350–600 0.3–0.6
Polypropylene (PP)
Unoriented 150–250 500–800 0.6–0.7
Oriented 100–160 300–540 0.2–0.5
Polystyrene (PS) 250–350 900–1050 7–10
Poly(ethylene terephthalate) (PET) 3–6 15–25 1–2
Poly(vinyl chloride) (PVC)
Unplasticized 5–15 20–50 2–5
Plasticized
c
50–1500 200–8000 15–40
Poly(vinylidene chloride) (PVDC) 0.1–2 0.2–0.5 0.02–0.6
Ethylene vinyl alcohol (EVOH) 1.5–8
0% RH 0.007–0.1 0.01–0.5 —
100% RH 0.2–3 4–10 —
Ionomer 300–450 — 1.5–2
Nylon 6 2–3 10–12 10–20
PC 180–300 — 10–15
a
Unit in (cm
3
mil)/(100 in.
2
day atm) at 251C.
b
Unit in (g mil)/(100 in.
2
day) at 381C, 90% RH.
c
Values depend greatly on plasticizer content.
0
0
1
10
100
1000
0 1 10 100
Ionomer
LDPE
PC
PS
HDPE
PP (unoriented)
OPP
Nylon 6
PVC (unplasticized)
PET
PVDC
EVOH (100% RH)
EVOH (0% RH)
Water vapor permeability (g mil/100 in.
2
.
day) at 38°C, 90%
O
2
Permeability (cc mil/100 in.
2
.
day
.
atm) at 25°C
Figure 4. Oxygen permeability versus water vapor permeability.
GAS PERMEATION OF PACKAGING MATERIALS 553
are more easily oriented in molecular structure. Higher
crystallinity also lowers the solubility of permeant in the
polymer matrix and thus the permeability. Inclusion of
crystallites or inorganic platelets may also increase crys-
tallinity and lower permeation (5).
Permeability generally increases with addition of ad-
ditives, fillers, and plasticizers in the polymer matrix.
Inert fillers such as CaCO
3
and ceramic powder have
been used to increase the gas permeability of polyolefin
films for fresh produce packaging applications.
Nature of Permeant
Permeability also depends on molecular size of the per-
meant and its chemical affinity to the polymer matrix.
Larger permeant molecules generally have lower diffusiv-
ity and higher solubility compared to smaller molecules,
although solubility also depends on the chemical similar-
ity between the polymer and the permeant (6).
It is interesting to note in Table 1 that the values of CO
2
permeability are typically 3–7 times the values of O
2
permeability. How could the larger CO
2
molecule perme-
ate faster than the smaller O
2
molecule? The answer may
be found by recalling (equation (4)) that permeability is
the product of diffusion coefficient and solubility coeffi-
cient. While it is true that CO
2
diffuses slower than O
2
,
the solubility of CO
2
is much higher than O
2
; the combined
effect enables CO
2
to permeate faster than O
2
. Although
CO
2
molecules diffuse slower, there are more of them
diffusing through the polymer matrix.
Ambient Environment
The most important environmental factors are tempera-
ture and relative humidity. Temperature generally affects
gas permeability by following Arrhenius equation:
P ¼
P
o
exp
E
a
RT
ð11Þ
where
P
o
is pre-exponential factor, E
a
is activation energy,
R is gas constant, and T is absolute temperature.
As a rough estimate, a 101C increase in temperature
increases the permeability roughly by a factor of 2. How-
ever, the temperature dependence of permeability drasti-
cally changes at glass transition temperature; that is, the
activation energy changes around that temperature.
Many packaging plastics such as PET, PE, and PP show
the change of activation energy in a narrow temperature
range between 01C and 121C.
When water under high humidity is absorbed onto the
polymer and interacts with polar group to swell the poly-
mer structure, the gas permeability is greatly increased.
Moisture acts as a plasticizer in the polymer structure.
This kind of behavior is observed for PVOH, EVOH, and
nylon 6,6, but not for polar polymers such as PVDC and
PAN (Table 2). Moisture interacts differently with different
types of polymers: It is absorbed little onto nonpolar
polymers (PP) and certain types of polar ones (PVDC,
PAN) and thus does not affect the permeability. The inter-
action of the polymer with moisture can be seen by high
water vapor permeability for PVOH, EVOH, and nylon 6,6
(Table 2). Higher polarity of EVOH resulting with the lower
ethylene content increases the water vapor permeability,
which means increased sensitivity to moisture.
GAS TRANSPORT THROUGH LEAKS
Besides permeation, leak is also an important mechanism
of gas transport. Pinholes and channel leaks are two types
of leakers occasionally found in defective packages. Pin-
holes may be found on package walls—for example, on
very thin aluminum foils of less than 1 mil thick. Channel
leaks are minute channels that may found in defective
seal areas caused by improper sealing conditions. Since
channel leaks usually have larger depths than pinholes,
their leak rates may be much slower.
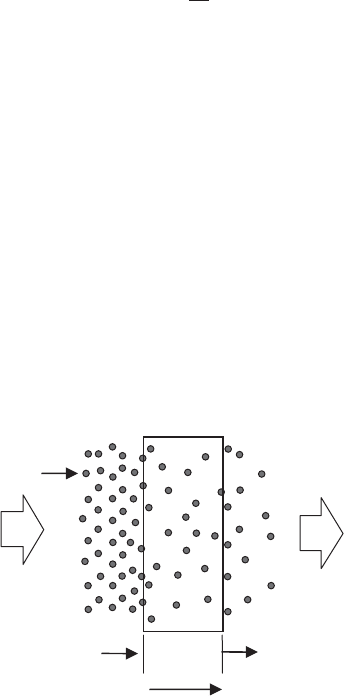
Figure 6 illustrates that the mechanism of gas trans-
port through a pinhole involves diffusion of gas molecules
through a column of stagnant air inside the pinhole.
Permeant molecule Permeant molecule
(a) No interactions
between
p
ol
y
mer chains
Longer diffusion path
(b) Strong interactions
between
p
ol
y
mer
Shorter diffusion path
Figure 5. Effect of interactions on diffusion paths.
Table 2. Gas or Water Vapor Permeabilities of Selected Polymers
Permeability for gas (cm
3
mil 100 in.
2
day
1
atm
1
) and Water Vapor (g mil 100 in.
2
day
1
atm
1
)
Polymer O
2
(Dry Condition) O
2
(Wet Condition: 80% RH) CO
2
(Dry Condition) H
2
O (381C, 90% RH) Functional Group
PVOH 0.02 7.00 0.06 10.00 –OH
EVOH 0.05 7.00 0.23 10.00 –OH
PVDC 0.08 0.08 0.30 0.05 –Cl
PAN 0.03 0.03 0.12 0.50 –CN
PET 5.00 5.00 20.00 1.30 –COO–
Nylon 6,6 3.00 15.00 5.00 24.00 –CONH–
PP 110.00 110.00 240.00 0.30 –CH
3
Abbreviations: PVOH, poly(vinyl alcohol); PAN, polyacrylonitrile; refer to Table 1 for others.
Source: From Halek and Garg (3) with kind permission of American Chemical Society.
554 GAS PERMEATION OF PACKAGING MATERIALS
Unlike permeation, the steps of adsorption and desorption
are not involved. Also, diffusion through leak occurs in air,
while diffusion in permeation occurs in solid. The diffusion
velocity in gases, liquids, and solids are generally in the
range of 0.00001, 0.5, and 10 cm/min, respectively—hence
the transport of gas usually occurs faster through leak
than permeation. Both channel leaks and pinholes should
be prevented since they can significantly compromise the
gas barrier of the package.
BIBLIOGRAPHY
1. D. H. Chung, S. E. Papadakis, and K. L. Yam, A model to
evaluate transport of gas and vapors through leaks. Packag.
Technol. Sci. 16, 77–86. 2003.
2. D. S. Lee, K. L. Yam, and L. Piergiovanni, Food Packaging
Science and Technology, CRC Press, Boca Raton, FL, 2008, pp.
85–86.
3. G. W. Halek and A. Garg, Fungal inhibition by a Fungicide
Coupled to an Ionomeric Film,’’ J. Food Safety 1989; 9(3), 215–
222 (1989).
4. B. Pascat, Study of Some Factors Affecting Permeability’’ in, M.
Mathlouthi, ed., Food Packaging and Preservation, Elsevier
Applied Science, London, 1986, pp. 7–23.
5. W. E. Brown, Plastic in Food Packaging, Marcel Dekker, New
York, 1992, pp. 292–396.
6. R. J. Hernandez, S. E. M. Selke, and J. D. Culter, Plastics
Packaging, Hanser Publishers, Munchi, Germany, 2000, pp.
313–352.
GLASS BOTTLE DESIGN AND PERFORMANCE
MICHAEL W. DAVIS
American Glass Research,
Butler, Pennsylvania
INTRODUCTION
Glass containers continue to be the preferred package for
a variety of foods and beverages (1). The reasons behind
the long-standing preference are numerous and include
that glass containers are made from raw materials that
are abundant and inexpensive. Glass containers are rigid
and can be easily transported, filled, and stored. They are
available in a variety of sizes, shapes, and colors (see
Figure 1). Products look better, taste purer, and are secure
when packaged in glass. Glass containers are 100% re-
cyclable and are environmentally friendly. Thus, glass
would appear to be the ideal packaging material. How-
ever, glass is heavy, adding cost to the delivered product.
Glass is also fragile and can fail without warning. Thus,
there are challenges for glass to remain competitive as a
packaging material.
Historically, glass bottles were designed to be heavy
and rugged. Conventional wisdom called for additional
glass to avoid performance issues. Prior to the 1960s, the
majority of the bottles were refillable items that were
comparatively heavy. At that time, energy and raw mate-
rial costs were low and the lack of major competition
suppressed the need for change. However, there were
two major events in the 1970s that significantly changed
the glass packaging industry. The first event was the
energy embargo (2) causing a huge spike in both manu-
facturing and transportation costs. The second event
was the introduction of the plastic beverage bottle to
the packaging market (3). Competition from a lighter
and compliant packaging material was a major threat to
market share. Thus, these two events forced the glass
packaging industry to consolidate; upgrading to newer
and more efficient plants while closing several of the older
and less efficient plants (4).
To reduce costs and improve efficiencies, larger and
faster IS-forming machines were needed. Changes in
forming technology provided the means for faster and
more efficient production of bottles. The faster machines
required changes in mold technology and cooling methods
(5). Improved surface treatments enhanced bottle surface
strengths (6). Thus, means for lighter, stronger, and more
competitive bottles were now available. However, lighter
bottles required more attention to detail since there was
(a) Pinhole (b) Channel leak
Seal
Package
Figure 6. Pinhole and channel leak.
Figure 1. Glass containers come in a variety of sizes, shapes,
and colors.
GLASS BOTTLE DESIGN AND PERFORMANCE 555
less glass to compensate for quality or performance re-
lated issues. Thus, a thorough understanding of the im-
portance of design on performance became critical.
COMPUTER MODELING
To aid in addressing these issues, various computer mod-
eling software packages are being used to develop and
analyze new designs (7). Computer-aided design and
modeling techniques have provided several important
and cost-saving innovations in bottle design. Concept
designs are easily created into three-dimensional models
(see Figure 2). Many programs offer photo-realistic images
to view the finished product, including colors, labels, and
closures. Bottle properties such as weight, capacity, head-
space, centers of gravity, and moments of inertia are easily
determined that once took several hours of manual calcu-
lations. Bottle prints including exact dimensions and
tolerances can be quickly created. Finite element analyses
can be used to determine the stress levels created in the
bottle to evaluate the performance of the design. Changes
such as reducing glass weight, redistributing the glass,
and/or modifying the shape can be readily made in the
computer model to ensure that the bottle design is strong,
safe, and capable of meeting modern packaging require-
ments without ever having to create a bottle. Thus,
computer-aided design and modeling techniques provide
the tools for a fast response to changing tastes and
demands in the marketplace.
MARKETING
The competition in the food and beverage industry con-
tinues to grow. Both existing and new products require
fresh packages with customer appeal and enhanced brand
recognition (see Figure 3). Glass container companies
have met these requirements by taking advantage of the
advances in both technology and marketing. Many exist-
ing and stock designs have been given a new and clean
look with creative labeling and other decorative treat-
ments. However, most new designs originate from unique
and different concepts that provide greater visibility and
maximize shelf appeal. Thus, it is the designer’s role to
convert the concept into a viable design without violating
the theme of the package.
REQUIREMENTS
The performance of the glass container is measured
against its intended usage. Often, the intended usage is
determined by the product and processing requirements. If
the container is expected to withstand internal pressure,
the shape, weight, and thickness distribution must be
selected to provide the safe performance for any internal
pressure applied to the bottle. If the product requires
special processing after filling, such as pasteurizing or
retorting, again, safe performance of the package is re-
quired for any loads that might be applied to the bottle. If
the container is expected to withstand a top load generated
during the capping process or during warehouse storage,
the design must exhibit a safe performance for vertically
applied loads. And finally, nearly all bottles are expected to
receive some level of impacts during the handling or
transport of the ware. As filling line speeds increase, safe
speeds and gentle handling will be required to achieve
good performance. Thus, a thorough understanding of the
various requirements is necessitated in order to achieve a
design which will exhibit good total performance.
Internal pressures can be generated in bottles either by
the product or during the filling process. Many products,
such as soft drinks, beers, champagnes and waters, have
Figure 2. Computer modeling being used to develop new
designs.
Figure 3. Labels and decorations promote customer appeal and
brand recognition.
556 GLASS BOTTLE DESIGN AND PERFORMANCE
carbon dioxide (CO
2
) dissolved into the product, mainly to
enhance the flavour and provide a pleasing sensory effect.
The amount of pressure is determined by the level of CO
2
gas and its temperature. With the exception of an inade-
quate headspace, the approximate pressure levels can be
determined from the universal gas laws and CO
2
solubi-
lity tables in water (8). Increases in CO
2
and/or tempera-
ture cause the pressure levels to increase.
Carbonation levels can vary widely. Beers typically
have 2.5 to 3.0 volumes of CO
2
, soft drinks have 3.0 to
5.0 volumes of CO
2
and champagnes have 5.0 to 7.0
volumes of CO
2
. Normal ranges in temperatures vary
from 31Cto51C during cold filling to over 601C during
pasteurization or retorting. A typical design pressure level
for a beer item during heat pasteurization is 7 bars,
whereas the design pressure level for a highly carbonated
soft drink item stored in an unvented automobile on a
sunny day is 10 bars. Thus, the design pressure will vary
with product type and process requirements.
Internal pressures can also be generated in bottles by
counter pressures applied during filling (see Figure 4).
The counter pressure is used to increase the production
speeds and to avoid excessive foaming. Although not
exceedingly high, counterpressure levels are typically set
in the 3- to 4-bar range. Internal pressures are also
generated in bottles during case packing when filled
bottles are dropped into cases. The energy of the falling
product is converted into a momentary surge pressure.
The surge pressure can be as high as 5 bars, depending on
the size of container and height of drop. Most bottles for
carbonated products have no problems with either coun-
terpressure or surge pressure loads. However, bottles for
noncarbonated products or nonround bottles with large
flat panels are usually not designed to withstand even
these lower pressure loads and may exhibit pressure-
related performance issues.
Following filling, bottles are sealed with closures
to preserve freshness and protect the product from con-
taminants. The product will dictate the type of closure
necessary to seal the container. For example, crown, twist-
crown, or ROPP (roll-on pilfer-proof) closures are necessary
for sealing bottles with carbonated products. Lug and/or PT
(press-on, twist-off) closures are commonly used with hot-
fill items that pull a vacuum when cooled. Screw-on, push-
in, or crimp-on closures are commonly used for normal seal
applications for wines, liquors, or other food products that
do not have pressure or vacuum requirements. In most
cases, top loads are required to form a seal between the
closure and the finish of the container. For normal seals or
vacuum closures, top loads rarely exceed 900 newtons.
However, for pressure seals, top loads applied to bottles
often exceed 4500 newtons. Again, the design load will vary
with product type and process requirements.
Top loads are also generated in stacked pallets of filled
containers in the warehouse (Figure 5). Generally, each
pallet is topped out at approximately 9 kilonewtons, and
they are usually stacked 3 pallets high. In a perfect
setting, the weight of the stacked pallets is evenly dis-
tributed over the bottles in the bottom row and, on
average, each bottle supports approximately 180 newtons.
However, storage settings are not perfect; floors are rarely
flat; stacking is often uneven; and as the weights shift, the
loads are no longer uniformly distributed. A rule of thumb
for determining the sustained top force in warehouse
storage is to introduce a factor of safety of 10 into the
calculations; that is, each bottle on the bottom row must
sustain a stacking force 10 times the normal perfect load.
Performance-related issues with warehouse stacking are
typically associated with nonpressure bottles and jars
where the shoulders have not been designed to withstand
much top loading.
Many food and beverages are heat-treated either prior
to or after filling. The purpose of the heat treatment is to
destroy microorganisms and bacteria that may spoil the
product or alter the flavor or appearance. This requires
that the product be exposed to a specific temperature for a
given length of time. The most common heat treatment of
product in a container is heat pasteurization, typically
used in the beer industry. After cold filling, bottle and
product are typically 51C when they enter the pasteurizer.
Figure 4. Counterpressures generated during filling.
Figure 5. Uneven loading in the pallet stacks.
GLASS BOTTLE DESIGN AND PERFORMANCE 557