Yam, Kit L. (ed.). The Wiley encyclopedia of packaging technology
Подождите немного. Документ загружается.

The combination is quenched in heated water until the
product achieves a temperature of approximately 601C
and then held at the elevated temperature for 6 minutes.
The heated bottle and contents are then cooled in stages.
The entire heat process takes approximately 20 minutes.
It is not the rapid heating of the container that is cause for
concern but rather it is the sudden cooling of the contain-
er’s outer surface. To ensure good thermal performance, a
limit on the level of the down shock is required.
Finally, nearly all bottles will receive impacts during
their intended usage regardless of whether they are
pressure, nonpressure, or vacuum items. Although impact
loading is the most commonly applied load, it is perhaps
the least understood. Of all the major loads applied to a
container, the applied forces created during an impact will
be mostly dependent on the properties of the container. In
fact, for a given striking velocity, the impact forces will
increase with increasing mass and contact stiffness (9).
The stiffness or rigidity of the container will vary with
impact location and design, while the mass will be depen-
dent on the weight of the container and product (if filled).
In general, the stiffness will be higher at the shoulder
and heel contact points than in the sidewall. This is due to
complex curvature of the shoulder and heel design. The
sidewall, which is cylindrical in shape, is far more flexible
and exhibits a lower stiffness. Basic design parameters,
such as body diameter and wall thickness, will also affect
the stiffness. Decreasing body diameter and increasing wall
thickness will increase the stiffness. The total mass will
obviously be higher in filled bottles than in empty ones.
Similarly, the mass will be greater in larger capacity bottles
than in smaller ones, and the mass of refillable bottles
will be greater than for nonrefillable bottles. Thus, higher-
impact forces will be created in filled versus empty, in larger
versus smaller capacity, and in refillable versus nonrefill-
able ware. The performance requirements for impact load-
ing will vary with bottle size, design, and usage.
The maximum striking velocity that a container can
survive greatly depends on the forces created during an
impact. Again, these forces depend on the container size
and shape and the location of the impact site. Such
information is useful in selecting belt speeds and equip-
ment settings in handling and transport of the ware.
Differences in expected impact forces are the reasons
that empty ware is transported faster than filled ware,
small capacity ware is transported faster than larger
capacity ware, and lightweight nonrefillable bottles can
be transported faster than heavier refillable bottles. As
demands for improving efficiencies increase, knowledge of
safe handling and transport speeds will be critical for
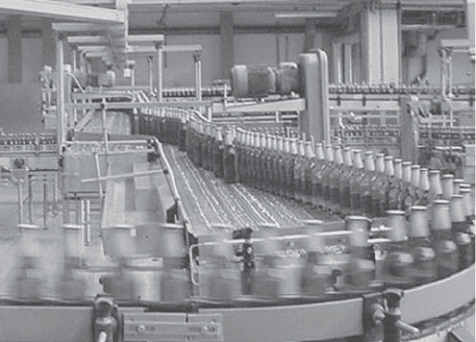
achieving good line performance (see Figure 6).
STRENGTH OF GLASS
The strength of pristine glass is considerably higher than
any other packaging material. However, design strengths
are compromised because glass is susceptible to surface
damage and prone to static fatigue (10). Surface damage
in glass bottles can result from the manufacturing process
or it can be created by mechanical contact during
handling, filling, or distribution of ware. The damage
creates stress concentrators in the surface, and any in-
crease in severity of the damage results in lower surface
strengths. Various strengths exist for different parts of the
bottle. Also, strengths for momentary loading, such as for
impacts during handling, are significantly different than
those for long sustained loads, such as pressures produced
by a carbonated product. Thus, in order to achieve light
and efficient designs without compromising performance,
an understanding of the surface strengths of a glass
container is critical.
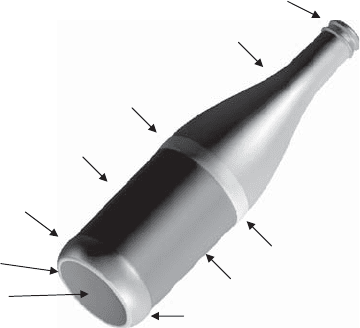
There are natural contacts or ‘‘touch’’ points on the
outer surface of a glass bottle where the majority of
handling damage is generated. These regions include the
shoulder contact, heel contact, and bearing surface. Each
of these regions will exhibit lower surface strengths
according to the degree of damage sustained. Noncontact
regions on a glass bottle are generally protected from
mechanical damage and will exhibit higher surface
strengths. These regions include the shoulder, neck,
heel, and bottom. The parts of the bottle are illustrated
in Figure 7.
The degree of damage created during handling is also
strongly related to the market. For the nonrefillable
market, the degree of handling is limited by the single
trip through the process. In addition, surface treatments
are applied to the outer surface of bottles as a thin metal
oxide film that is overcoated with a polyethylene, oleic, or
stearate compound. These surface treatments increase the
lubricity and scratch resistance of the bottles (11). With
limited handling and protected outer surfaces, the bottles
exhibit higher surface strengths that can be utilized for
lightweighting purposes.
For the refillable market, the degree of handling ex-
tends over multiple trips, with most refillable bottles
surviving 25 trips or more. Obviously, the degree of
handling damage is significant from repeated usage as
evidenced by the visible wear bands created at the touch
points. Although surface treatments have been used on
refillable bottles, their effectiveness is lost following 3 to 5
trips due to the caustic washes employed between cycles.
Once the surface treatments have been removed, the
Figure 6. High-speed transport of filled bottles.
558 GLASS BOTTLE DESIGN AND PERFORMANCE
bottles will then again become susceptible to scuffing,
resulting in lower surface strengths. It is noteworthy
that some limited success has been achieved with scuff-
free coatings applied to refillable ware (12) that is paving
the way for lightweight returnable bottles.
The strength of the outer surface of bottles can also be
affected by the presence of labels or decorations and may
need to be taken into account in the evaluation of the
design. Shrink wrap labels that encapsulate the bottle can
protect the outer surfaces from handling damage that
may, in turn, result in higher surface strengths. Applied
Ceramic Labels (ACLs) are silk-screened ceramic paints
that are fired onto the glass surface and become a perma-
nent part of the bottle. The strength of the labeled glass
depends on the voids and cracks in the ceramic label
which can lower the glass strength. Although the ACL
label was cost effective when applied on heavier refillable
bottles, its strength lowering characteristics can limit the
degree of light-weighting in nonrefillable ware. Also,
frosted surfaces, which are created with an acid etch or
sandblasting, exhibit a pitted surface. These processes
remove the surface treatments, and the pitted surfaces
become more prone to handling damage.
Also, the strength of the inside surface of a container is
significantly higher than the outer surface. This is due to
its pristine nature and lack of any mechanical contact.
However, there are differences in inside surface strengths
that depend on the manufacturing process. The inside
surface of blow-and-blow ware is stronger than that for
either press-and-blow or NNPB ware. Air is used to create
the internal cavity of the parison for blow-and-blow ware,
whereas the metal plunger used to create the internal
cavity of the parison in either the press-and-blow or
NNPB process can deposit small foreign particles into
the molten glass surface. These particles, often referred
to as ‘‘black specks,’’ can act as stress concentrators and
lower the strength of the glass. Thus, these differences
must be taken into account when evaluating the design for
performance.
Although glass is considered to be chemically inert,
freshly formed surface flaws will react chemically with
moisture in the environment. This reaction will cause
stressed cracks to grow slowly, which in turn lowers the
breaking strength of the glass. This slow crack growth
mechanism is commonly referred to as ‘‘static fatigue’’ and
is responsible for delayed failures, such as pasteurization
or warehouse breakage. Because of its chemical nature,
increases in either moisture content or temperature will
accelerate this process. Thus, wetted glass is weaker than
dried glass and hot glass is weaker than cold glass.
When the flaws are only momentarily stressed, such as
during an impact, there is very little time for any reactions;
and thus little, if any, crack extension or strength loss occurs .
However, when flaws are subjected to sustained stresses,
such as those produced by a carbonated product stored
inside a beverage bottle, there is ample time for cracks to
react and extend, provided that the stress levels are suffi-
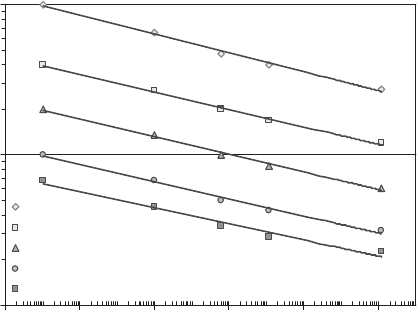
ciently high. The time-to-failure depends on the initial flaw
size and level of stress (see Figure 8). In general, as the
stress levels increase, times-to-failure decrease. Also, as the
initial flaw size decreases, times-to-failure increase when
subjected to the same stress level. Nevertheless, if the length
of the extending flaw becomes critical, spontaneous failure
can occur without warning. A thorough and prudent design
review takes these factors into account to avoid any issue
involving static fatigue .
PERFORMANCE
The first step in evaluating the performance of the design
is to gather the facts. Identifying the product and any
special characteristics will dictate which load types will be
applied to the bottle. It is important to identify the
magnitude of each load type, since it may change depend-
ing on product, processing, or warehouse conditions. It
is important to identify the duration in which loads will
be applied to account for differences in static fatigue
strengths. Identifying the intended market is also impor-
tant because strength and weight requirements for refill-
able markets are distinctly different from nonrefillable
markets. Determine whether any special labels will be
applied that might alter the performance characteristics—
for example, shrink wraps or ACLs. And finally, determine
the manufacturing process that will be used to produce
the bottle since it may affect glass weight, thickness
distribution, and inside surface strength. This informa-
tion will help determine the targeted weight, strength
Finish
Neck
Shoulder
Sidewall
Heel
Bearing Surface
Bottom
Touch Point
Touch Point
Recessed Label Panel
Figure 7. Parts of a bottle.
GLASS BOTTLE DESIGN AND PERFORMANCE 559
criteria, and complexity of modeling. Furthermore, this
information is necessary to establish the criteria against
which the design is judged for acceptable performance.
The next step is to create a computer model of the
design. This can be achieved by various methods. How-
ever, the outer surface profile is usually predefined with
all the drawing parameters listed on a bottle print. These
profiles may be completely new or a modification to a
preexisting design. In most cases, the profiles can be
directly imported into the model software from a CAD
drawing file. Otherwise, the outer surface is manually
created to match the concept drawing. The inside surface
is initially created by using thicknesses that are equal
to industry minimum specifications in the sidewall and
bottom regions. Adjustments to these thicknesses may
become necessary following the analysis. Some software
packages will automatically define the inside surface from
simulations of the glass-blowing process (13). In addition
to glass weight, other bottle properties, such as overflow
capacity, percent headspace, tip angle, and centers of
gravity, are readily determined in the solid model. Any
changes to the geometry of the bottle can be quickly made
with these software packages to correct for any deficien-
cies with bottle properties and/or weight.
The third step is to select and construct the appropriate
finite element model for determining the stress distribu-
tion resulting from applied loads. There are generally two
types of finite element models used to evaluate the per-
formance of the design. An axisymmetric model can be
used if the bottle is round and the applied loads are
axisymmetrically applied, such as pressure or top loading.
Such models are easily created and greatly reduce compu-
tational time. However, if the bottle is nonround or the
loading is nonaxisymmetric, such as impact, a three-
dimensional model is necessary. To reduce the size of the
three-dimensional model and the computational time,
axes of symmetry are often used. In most cases, either
half-bottle or quarter-bottle symmetry will suffice.
Once the model is selected and the boundary conditions
are set, mainly for axes of symmetry, the loads are applied
to either individual nodes (special locations on the model)
or to surfaces. For internal pressure loading, the inside of
the bottle is defined as a surface over which the pressure is
uniformly applied. In the case of impact or vertical load-
ing, individual forces are applied to the impact site or
along the sealing surface in the finish region of the bottle,
respectively.
The magnitude for the load is usually set to one. Thus,
for pressure, the load is 1 bar. For top loading, the total
load is 1 newton and for thermal shock, the temperature
difference is 11C. The corresponding stress results are
then indexed per unit load. Since glass is linearly elastic,
the total stress can simply be determined by multiplying
the stress index by the actual load. This approach also
conserves time and effort. For example, the stress distri-
bution plot shown in Figure 9 corresponds to a 12-oz long-
neck beer bottle subjected to a unit internal pressure load.
It is obvious that the stresses are not uniformly distrib-
uted throughout the bottle but vary from location to
location. In general, regions of the bottle most susceptible
to pressure performance problems are the contact points
where the strengths are the lowest. Regions of maximum
stress in the noncontact region are also susceptible to
performance problems; however, the surface strengths are
higher. This also includes the inside surface where surface
strengths are the highest.
Because these results are indexed, the total stress
generated from the counter filling pressure during heat
pasteurization and/or during storage in a warehouse can
be easily determined in spite of the fact that the pressure
levels and durations are different. The pressure levels are
determined from the (filling) machine settings or from the
expected carbonation levels and temperatures in the
pasteurizer or warehouse. The strength criteria are de-
termined from the durations of the loads and locations on
the bottle. Thus, one analysis is quickly turned into three
evaluations. The performance is determined by ensuring
that the stress levels do not exceed the expected strengths
in the various areas of the container for each of the load
conditions.
This same bottle will require a sealed closure for the
carbonated product. In general, the applied top force will
cause a compression or shortening of the bottle. Even
though glass does not break in compression, two bands of
tensile stress are generated at the touch points. As illu-
strated in Figure 10, one band is at the shoulder contact
1,000
10,000
100,000
1.E-04 1.E-02 1.E+00 1.E+02 1.E+04 1.E+06
log (t, sec)
log (S, psi)
Inside B & B
Inside NNPB
Non-Refillable Outside
Refillable Outside
Mild Abrasions
Figure 8. Approximate fatigue strength of soda lime container
glass.
560 GLASS BOTTLE DESIGN AND PERFORMANCE
and extends upward into the shoulder. The other band is
at the heel contact and it extends into the lower heel.
Since the results in Figure 10 are indexed, the total stress
can be determined by multiplying the index values by the
expected top loads. In the case of the capper, the indices
are multiplied by the total capping force. In the case of
warehouse storage, the indices are multiplied by the
enhanced stacking force. The strength criteria are deter-
mined from the durations of the loads and locations on
the bottle. Thus, one analysis is quickly turned into two
evaluations. Again, acceptable performance is determined
by ensuring that the stress levels do not exceed the
expected strengths in the various areas of the container.
An example of where the stresses are not axisymme-
trically distributed is shown in Figure 11, where an impact
is delivered to the heel contact of a supported 12-oz
long-neck beer bottle. In this case, a three-dimensional
model with quarter symmetry is employed due to the
bottle and loading conditions. There are three types of
stress generated during an impact (14). The first and by
far the largest are the contact or Hertzian stresses. These
stresses are localized and created on the outer surface at
the impact site. They are mainly dependent on the hard-
ness and geometry of the contacting object (15). The
second highest stress is the flexure stress, which occurs
on the inside surface at the impact site. These stresses are
also localized and become more of a performance-related
issue with NNPB or Press & Blow ware due to the lower
inside surface strengths. The third and lowest of the three
stresses are the hinge stresses as shown in the figure.
They occur on the outer surface and away from the impact
site. For the heel impact, there are hinges on either side of
z
y
Max Principal
3.5
3
2.5
2
1.5
1
0.5
0
Figure 10. Vertical load stress indices
in a 12-oz long-neck beer bottle (psi/lb
f
).
z
y
Max Principal
42
36
30
24
18
12
6
0
Figure 9. Internal pressure stress in-
dices in a 12-oz long-neck beer bottle
(psi/psi).
GLASS BOTTLE DESIGN AND PERFORMANCE 561
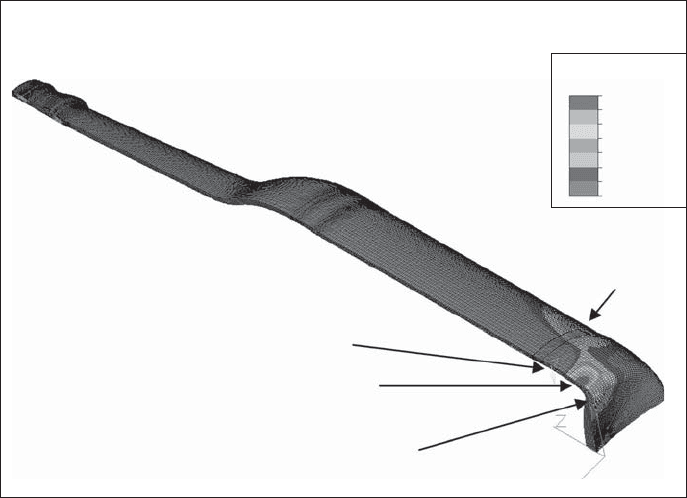
the impact site. There are also heel hinges that occur
directly beneath the impact site, which often extend
downward into the bearing surface where the surface
strength are lower.
As shown in Figure 11, the results are also indexed.
However, the unit force is taken as a unit striking velocity,
where the results are expressed for a filled bottle striking
a rigid object. As such, the performance of the bottle is
measured against a severe trade impact. The maximum
striking velocity that filled containers can survive is then
determined by dividing the expected impact strengths by
the various stress indices for the severe impact loading.
Such information is useful in selecting belt speeds and
equipment settings in the handling and transport of the
ware. Alternatively, if the transport velocities in a filling
line are known, the total stresses generated in the filled
bottle subjected to a severe impact can be determined by
multiplying the stress indices by the line velocity. Again,
acceptable performance is determined by ensuring that
the stress levels do not exceed the expected strengths in
the various areas of the container.
Obviously, total performance is dependent on the in-
dividual performances for the various loading conditions.
To ensure that the design will be a safe package for the
consumer, the stresses generated for all of the various
loads at all locations in the bottle must be less than the
expected surface strengths associated with the glass bot-
tle. If any of the stresses equal or exceed the surface
strengths, the entire design is then considered question-
able or unacceptable until all of the performance criteria
are met for the expected usage. Modifications to the design
are then necessary to lower the stresses into an acceptable
range. This may involve adjusting the thickness distribu-
tion by moving glass into more sensitive regions without
changing the glass weight. It may involve altering the
shape of the shoulder or heel of the bottle without
violating the theme of the package. Finally, the suggested
or targeted weight may simply be insufficient, and addi-
tional glass has to be added to the design. Whatever
approach is taken, the goal is still to offer the consumer
an appealing and safe container package.
MODIFICATIONS
Failure to meet a performance requirement is no reason to
abandon a design. One of the advantages of computer
modeling is the ease and quickness of changing a design.
However, to utilize the efforts of marketing research in
developing the look and feel of the concept design, changes
must be made thoughtfully so that the theme or flavor of
the design, which is often used for brand recognition, is
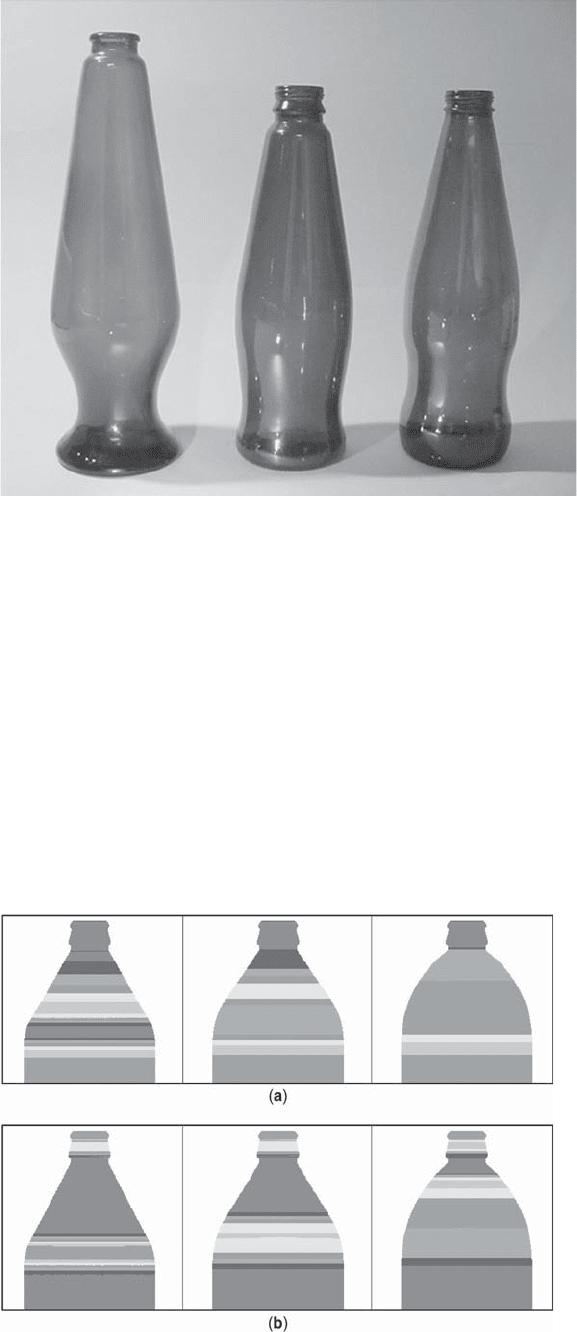
maintained. Consider the changes made to the Michelob
bottle as shown in Figure 12. When viewed together, the
changes may not appear as modest; however, these design
changes occurred over a 30-year span. However, during
that time, 127 g of glass were removed from the original
design, making today’s bottle a true lightweight. Even at a
lighter weight, the design has better performance char-
acteristics than the original design due to computer
modeling and evaluation. It is worth noting that the shape
still exhibits the long tapered neck and pinched waist
associated with the original Michelob bottle style.
Obviously, all designs cannot afford 30 years to evolve
into high-performance lightweight bottles. With markets
and tastes rapidly changing, responses must be quick and
direct. The quickest approach to improve a design’s per-
formance is to shift glass into sensitive regions without
changing the total glass weight. No changes are required
to the outer surface, leaving the theme of the design
untouched. By keeping the weight fixed, there are no
changes to overflow capacity or head space with only
Max Principal
126
108
90
72
54
36
18
0
Side
Hinge
Impact Site
Heel Hinge
Bearing Surface
Hinge
Figure 11. Heel impact stress indices
in a 12-oz long-neck beer bottle (psi/ips).
562 GLASS BOTTLE DESIGN AND PERFORMANCE
slight changes occurring in the center of gravity and tip
angle. This obviously requires removing glass from other
areas of the container. In many designs, the bases are
under designed while the upper shoulder and neck regions
are over designed. Thus, shifting glass from the neck and
shoulder regions into the base is often recommended. In
fact, a study by Davis and Shott showed that the shift in
glass into the lower heel region is one of the best ways to
enhance the pressure performance of lightweight glass
bottles (16).
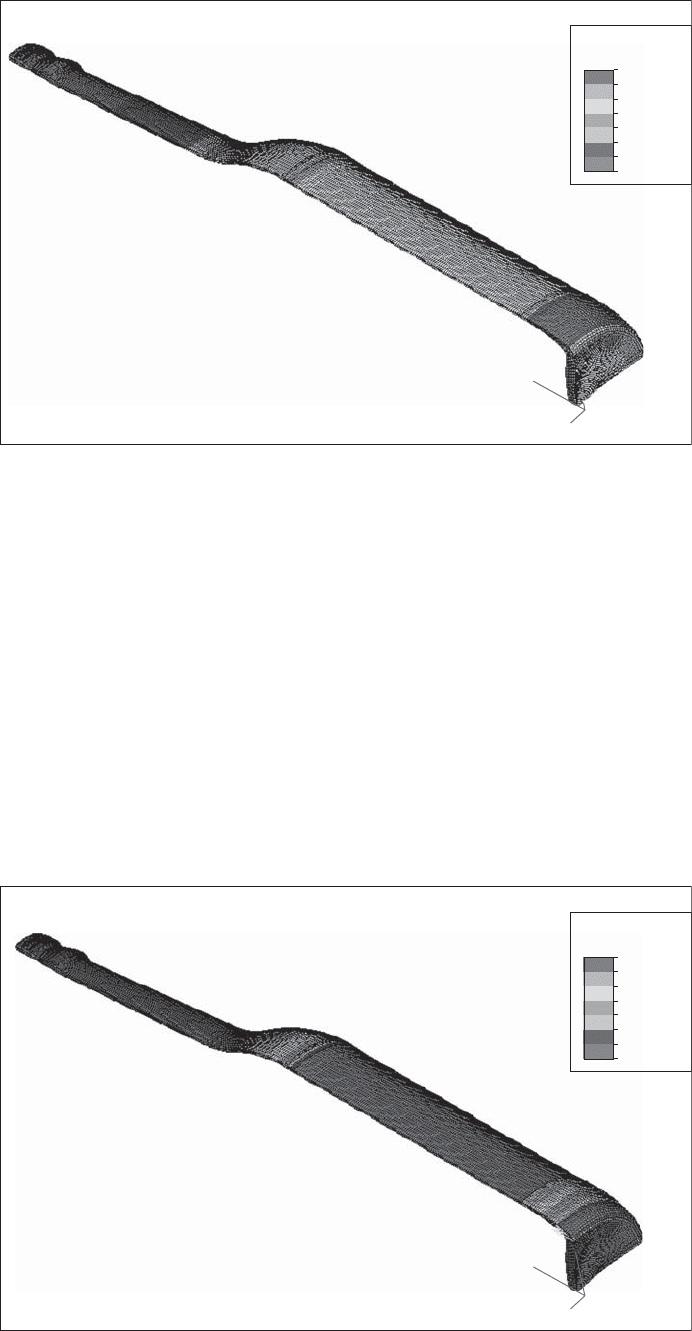
Improvements to the performance of a design can also
be achieved by changing its shape. However, in many
instances, shape changes in the design can lead to com-
promise. For example, the effect of increasing the contact
radius of a simple shoulder design is shown in Figure 13
where the conical shape is transformed into a rounded or
bulb-like design. The stress distribution plots in the upper
half of the figure show that for internal pressure, stress at
the shoulder contact increases with increasing shoulder
contact radius. Also, the maximum stress in the shoulder
region decreases as the shoulder contact radius increases.
If the shoulder contact stress is too high, reducing the
radius will help lower its value. Keep in mind that as the
shoulder contact radius is reduced, the maximum stress in
the shoulder is also increasing. Thus a compromise may be
needed on the radius change in order to maintain both
levels of stress in an acceptable range.
There may be other compromises to consider. The
results for the same shoulder contact radius changes for
vertical loading are shown in the lower half of the figure.
Figure 12. Evolution of the Michelob bottle.
Figure 13. Effect of shoulder shape on bottle perfor-
mance: (a) Internal pressure (4–18 psi/psi) and (b) vertical
loading (0–1.4 psi/lb).
GLASS BOTTLE DESIGN AND PERFORMANCE 563
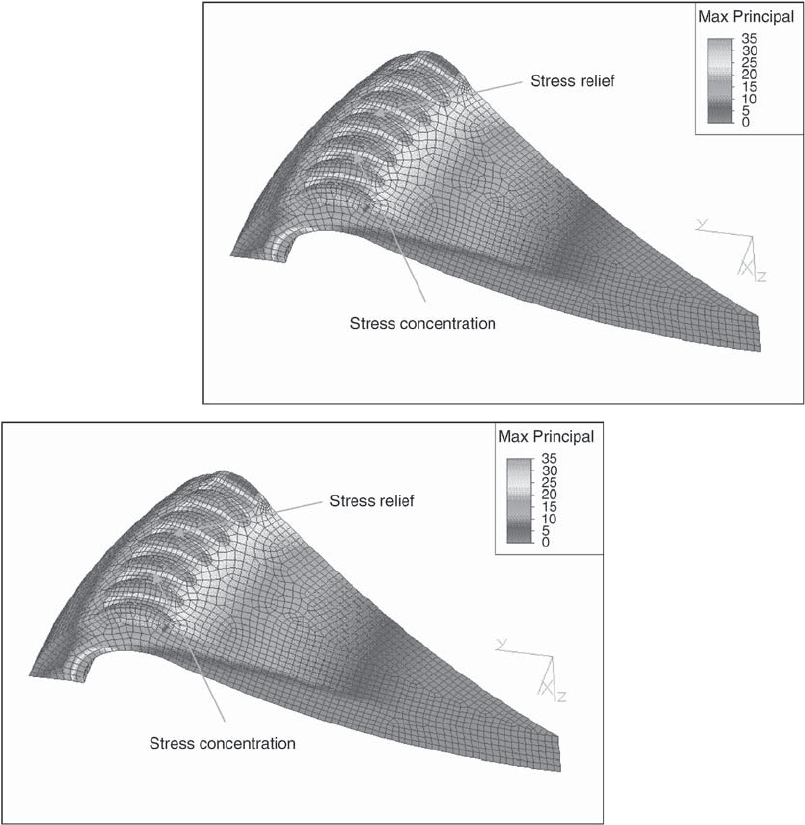
These results are opposite to those found for internal
pressure loading. As the shoulder contact radius in-
creases, the stress at the shoulder contact decreases while
the maximum stress in the shoulder region increases.
Thus, while making shape changes to the design, it is
important to consider the effect of any shape change on
the stresses created by all of the applied loads, thus
preventing the introduction of a new issue while attempt-
ing to resolve another. Similar compromises may be
required when altering the push-up, heel contact height
or toe-in of the design.
Lightweighting is perhaps the most important innova-
tion in keeping glass packaging competitive. The rules for
performance of lightweight designs are no different; stres-
ses generated from the applied forces must not exceed
the surface strengths. However, as glass is removed from
the design, the stresses will increase with decreasing wall
thickness and there will be a limit to lightweighting when
the surface strengths of the bottle are exceeded. Addi-
tional lightweighting can only then be achieved by redu-
cing stresses and/or increasing design strengths. Attempts
have been made to increase strengths by tempering glass
bottles (17) or enhancing the surface strengths with
acrylate coatings (18).
The design strength can also be enhanced through
creative design methods. Since the design strength is
dependent on the degree of handling abuse, containers
can be designed to focus the handling damage to lower
stressed regions and protect the higher stressed regions
from handling abuse. Including recessed label panels in a
bottle design will help protect both the label and the side-
wall from normal bottle-to-bottle handling damage. Having
a higher design strength in the sidewall paves the way for
removing glass in this region. In fact, the most efficient
place to remove glass is from the sidewall. The recessed
label panel also focuses any handling damage at the
shoulder and heel touch points where the stresses decrease
with increasing label panel depth (19). Also, including
knurling on the bearing surface in the design concentrates
any handling damage to the knurl tips. The knurls act as
stress relievers, exhibit lower stresses, and protect the base
glass from becoming damaged (see Figure 14).
Figure 14. Effect of bearing surface knurling on
bottle performance (psi/psi).
564 GLASS BOTTLE DESIGN AND PERFORMANCE
CONCLUSION
The glass container industry has come a long way since
the wake-up call of the 1970s. Following an initial decline
in the market, the industry has stabilized. In fact, the
industry has been steadily growing (1). Today, nearly 300
billion containers are produced worldwide on an annual
basis. This is due in part to the numerous new designs and
markets. However, a weight reduction of more than 30%
in the past 20 to 30 years has led glass packages to be
economical and competitively priced. The task of achiev-
ing lightweight containers was not straightforward, and
many factors had to be taken into consideration. Invest-
ments into technology for improved melting, forming, and
coating were required. This provided larger and more
efficient furnaces. Larger and faster IS forming machines
that utilized the NNPB technology replaced the smaller,
less efficient machines. Improvement to the surface treat-
ment technology provided higher design strength. Invest-
ments into new equipment, plants, and warehouses were
necessary. However, it is unlikely that the successes in the
glass container industry could have been achieved without
the understanding of the importance of design on
performance.
ACKNOWLEDGEMENTS
Special thanks to the Glass Packaging Institute for the
photographs in Figures 1, 2, 3, and 12, and as well as
to William Slusser for his insightful comments and
discussions.
BIBLIOGRAPHY
1. Glass Packaging Essentials, A Multimedia Resource, 2nd
edition, Glass Packaging Institute, Alexandria, VA, 2004.
ohttp://www.gpi.org/education/materials/>.
2. Glass: Clear Vision for a Bright Future, U.S. Department of
Energy, April, 1996; ohttp://www1.eere. energy.gov/industry/
glass/pdfs/glass_vision.pdf>
3. A. L. Griff, in The Wiley Encyclopedia of Packaging Technol-
ogy, John Wiley & Sons, New York, 1986, pp. 121–124.
4. J. L. Pellegrino, Energy and Environmental Profile of the U.S.
Glass Industry, U.S. Department of Energy, April 2002;
ohttp://www1.eere.energy.gov/industry/glass/pdfs/
glass2002profile.pdf>
5. R. Chinella, Glass Industry April, 14 (1990).
6. V. H. Rawson and G. Turton, Glastech. Ber. 46, 28 (1973).
7. algor.com/news, December 4, 2003; ohttp://www.algor.com/
news_pub/news_releases/2003/agr /default.asp>
8. B. Moody, Packaging in Glass, Hutchinson London, 1977 pp.
361–363.
9. M. W. Davis, Glass Technology 34(4), 163–165 (1993).
10. R. E. Mould, Fundam. Phenom. Mater. Sci. 4, 119 (1967).
11. H. P. Williams, Glass Technol. 16(2), 34 (1975).
12. H. B. Lingenberg, Brauwelt 135(26), 1283 (1995).
13. ‘‘IFORM,’’ Rockfield Software Ltd. Technium, Swansea, SA1
8PH, West Glamorgan, U.K.
14. M. W. Davis, Int. Glass J. 99, 42–46 (1999).
15. A. P. Boresi, O. M. Sidebottom, F. B. Seely, and J. O. Smith,
Advanced Mechanics of Materials, 3rd edition, John Wiley &
Sons, New York, 1978, pp. 581–627.
16. M. W. Davis, and A. R. Shott, Glass June 221–222 (1995).
17. C. E. Mongan, Jr., U.S. Patent 2338071 (to Hartford Empire
Co.) 1943.
18. Pennekamp, Glass Industries, January, 32 (1999).
19. M. W. Davis, and A. R. Shott, Glastech. Ber. 66(9), 221–226
(1993).
GLASS BOTTLE DESIGN AND PERFORMANCE 565

H
HAZARD ANALYSIS AND CRITICAL CONTROL
POINTS
BARBARA BLAKISTONE
National Fisheries Institute,
McLean, Virginia
YUHUAN CHEN
Grocery Manufacturers
Association, Washington, D.C.
ORIGIN AND HISTORY OF HACCP
Concepts underlying the Hazard Analysis and Critical
Control Point (HACCP) system originated in the 1960s
to establish risk in quality assurance systems of the
National Aeronautics and Space Administration (NASA)
(1). The concept was presented to the public at the 1971
National Conference on Food Protection (1, 2). The Pills-
bury Company, in response to the food safety require-
ments imposed by NASA for space foods produced for
manned space flights, pioneered using HACCP principles
for food protection and published the first text on the
subject in 1973 (3). While interest was strong in the early
1970’s, HACCP was not widely incorporated into the food
industry, in part due to lack of guidance and difficulties
industry encountered in implementation. The 1970s were
a decade of trial, error, and debate between the regulatory
agencies and industy. However, in 1985 a Subcommittee of
the Food Protection Committee of the National Academy
of Sciences (NAS) resolved the frustrations of all with a
report (An Evaluation of the Role of Microbiological
Criteria for Foods and Food Ingredients) that included a
strong endorsement of HACCP as a preventive system for
control of microbiological hazards (4). As a result of this
recommendation, the National Advisory Committee on
Microbiological Criteria for Foods (NACMCF) was formed
in 1987 to advise the Secretaries of Agriculture, Com-
merce, Defense, and Health and Human Services (5). In
1989 NACMCF published its first major document even-
tually entitled HACCP Principles for Food Production (6),
which was updated in 1992 and published as an article
with the title ‘‘Hazard Analysis and Critical Control Point
System’’ (7). Another revision of the document took place
in 1997, and the document was published in 1998 as an
article with the title ‘‘Hazard Anlaysis and Critical Con-
trol Point Principles and Application Guidelines’’ (8).
The NACMCF documents have formed the basis for
HACCP application in the United States. On the interna-
tional level, the Codex Alimentarius Committee on Food
Hygiene has worked in concert with the NACMCF to
develop HACCP principles and guidelines for application
worldwide. In 2003, Codex adopted the latest version of its
HACCP document (9), which shares many similarities
with the 1997 NACMCF document. The NACMCF docu-
ments were used by the USDA Food Safety and Inspection
Service (FSIS) in promulgating HACCP regulations for
meat and poultry products (10) and by the Food and Drug
Administration (FDA) in promulgating HACCP regula-
tions for seafood products (11) and for juice products (12).
The first commodity to be regulated by HACCP was
seafood based on final regulations published in the
Federal Register on December 18, 1995, which became
effective on December 18, 1997. The regulations require
processors of fish and fishery products to have on file a
HACCP plan for their operations. Based on the final
regulations, FDA publishes Fish & Fishery Products
Hazards & Controls Guidance every two to three years
(13). A new Seafood Hazards Guide is expected in 2008
which will include a number of additions and modifica-
tions, a few of which are expected to be:
. Addition of a chapter on post-harvest processing
technologies (i.e., hydrostatic pressure, Individually
Quick Frozen (IQF) with extended cold storage, mild
heat, and irradiation) affecting pathogen survival in
mollusks.
. Information will be detailed on time–temperature
indicators (TTIs) and how they must function.
. Implementation of HACCP comments from the Sea-
food HACCP Alliance for Education and Training
based on their program for the seafood industry
and federal, state, and local inspectors.
. More guidance on how to address allergens.
. Recommendations on calibration of temperature-sen-
sing devices.
HACCP CONCEPT
HACCP is a preventive system for assuring the safe
production of foods. It is based on a common-sense applica-
tion of technical and scientific principles to the food
production process and system of distribution. The princi-
ples of HACCP are applicable to all phases of food produc-
tion, including basic agriculture, food preparation and
handling, food processing, food packaging, food service,
distribution systems, and consumer handling and use.
The most basic concept underlying HACCP is the
prevention of occurrence of hazards rather than the
inspection of finished products for the hazards. A grower,
processor, or distributor, when they have gathered suffi-
cient information concerning that segment of the food
system, should be able to locate where and how a food
safety problem may occur. If the ‘‘where’’ and ‘‘how’’ are
known, prevention is simplified. A HACCP program deals
with control of food safety hazards originating from the
ingredients, product processing, and packaging. The goals
of the program are to make the product safe to consume
and
be able to prove that the product presents minimum
risk
to consumers.
The where and how are included in the
HA (hazard analysis) part of HACCP. The focus on control
of processes and conditions is included in the second
567