Yu W., LaBoube R.A. Cold-Formed Steel Design
Подождите немного. Документ загружается.

DESIGN EXAMPLES 245
b. Effective Area A
e
at stress F
n
i. Effective Width of Compression Flange
S = 1.28
E
f
= 1.28
29,500
10.455
= 67.992
0.382S = 22.301
w
t
= 2.415/0.105 = 23 < 60 OK
Since w/t > 0.328S, use Eq. (3.81) to compute
the adequate moment of inertia of the edge stiffener
I
a
as follows:
I
a
= 399t
4
w/t
S
− 0.328
3
= 399(0.105)
4
23
67.992
− 0.328
3
= 5.3 × 10
−8
in.
4
The above computed value s hould not exceed the
following value:
I
a
= t
4
115(w/t)
S
+ 5
= (0.105)
4
115(23)
67.992
+ 5
= 0.0053 in.
4
Therefore, use I
a
= 5.3 × 10
−8
in.
4
For the simple
lip edge stiffener,
D = 0.81 in.
d = 0.5175 in.
d
t
=
0.5175
0.105
= 4.929
By using Eq. (3.83), the moment of inertia of the
full edge stiffener is
I
s
=
1
12
d
3
t =
1
12
(
0.5175
)
3
(
0.105
)
= 0.00121 in.
4
From Eq. (3.82),
R
I
=
I
s
I
a
=
0.00121
5.3 × 10
−8
= 2.283 × 10
4
> 1.0
Use R
I
= 1.0. The effective width b of the compres-
sion flange can be computed as follows:
D
w
=
0.81
2.415
= 0.335
From Eq. (3.84),
n =
0.582 −
w/t
4S
=
0.582 −
23
4 × 67.992
= 0.497 > 1/3
Use n = 0.497. Since 0.25 <D/w<0.8and
θ = 90
◦
, from Table 3.5,
k =
4.82 −
5D
w
(R
I
)
n
+ 0.43
= [4.82 − 5(0.335)](1)
0.497
+ 0.43 = 3.575 < 4.0
Use k = 3.575 to compute the effective width of the
compression flange: From Eqs. (3.41)–(3.44),
λ =
10.52
√
3.575
(23)
10.455
29,500
= 0.241 < 0.673
and b = w = 2.415 in. The flange is fully effective.
ii. Effective Width of Edge Stiffeners
w
t
=
0.5175
0.105
= 4.929
λ =
10.52
√
0.43
(
4.929
)
10.455
29,500
= 0.149 < 0.673
d
s
= d = 0.5175 in.
Based on Eq. (3.79), the reduced effective width of
the edge stiffener is
d
s
= R
I
d
s
=
(
1
)(
0.5175
)
= 0.5175 in.
The edge stiffener is fully effective.
iii. Effective Width of Web Element
w
t
=
7.415
0.105
= 70.619 < 500 OK
λ =
10.52
√
4.0
(
70.619
)
10.455
29,500
= 0.699 > 0.673
ρ =
1 − 0.22/0.699
0.699
= 0.980
b = ρw =
(
0.980
)(
7.415
)
= 7.267 in.
iv. Effective Area A
e
A
e
= 1.553 − (7.415 − 7.267)(0.105) = 1.537 in.
2
c. Nominal Load P
n
Based on Flexural Buckling
P
n
= A
e
F
n
= (1.537)(10.455) = 16.069 kips
4. Computation of P
n
Based on Distortional Buck-
ling. The nominal load P
n
for distortional buckling can
be computed according to Section C4.2(b) of the North
American Specification. Following the procedure illustrated
246 6 COMBINED AXIAL LOAD AND BENDING
in item 5.II of Example 5.2, the computed rotational stiff-
nesses are as follows:
k
φfe
= 1.069 in.-kips/in.
k
φwe
= 0.782 in.-kips/in.
k
φ
= 0
˜
k
φfg
= 0.0286 (in.-kips/in.)/ksi
˜
k
φwg
= 0.0162 (in.-kips/in.)/ksi
From Eq. (5.69), the elastic distortional buckling stress is
F
d
=
k
φfe
+ k
φwe
+ k
φ
$
k
φfg
+
$
k
φwg
=
1.069 + 0.782 + 0
0.0286 + 0.0162
= 41.32 ksi
The distortional buckling load is
P
crd
= A
g
F
d
= (1.553)(41.32) = 64.17 kips
The yield load is
P
y
= A
y
F
y
= (1.553)(50) = 77.65 kips
Based on Eq. (5.62),
λ
d
=
P
y
P
crd
=
77.65
64.17
= 1.100 > 0.561
From Eq. (5.61), the nominal axial load for distortional
buckling based on Section C4.2(b) of the North American
Specification is
P
n
=
1 − 0.25
P
crd
P
y
0.6
P
crd
P
y
0.6
P
y
=
1 − 0.25
64.17
77.65
0.6
64.17
77.65
0.6
(77.65)
= 53.81 kips
Since the above nominal axial load for distortional buckling
is greater than the nominal axial load for flexural buckling
computed in item 3.c, flexural buckling controls. Therefore,
use P
n
= 16.069 kips for evaluating the combined compres-
sive axial load and bending.
5. Selection of Design Equations
c
P
P
n
=
(1.80)P
16.069
=
P
8.927
Assume that
c
P/P
n
> 0.15. Use Eqs. (6.53) and (6.54)
to determine the allowable load P .
6. Application of Eq. (6.53 )
a. Computation of M
ay
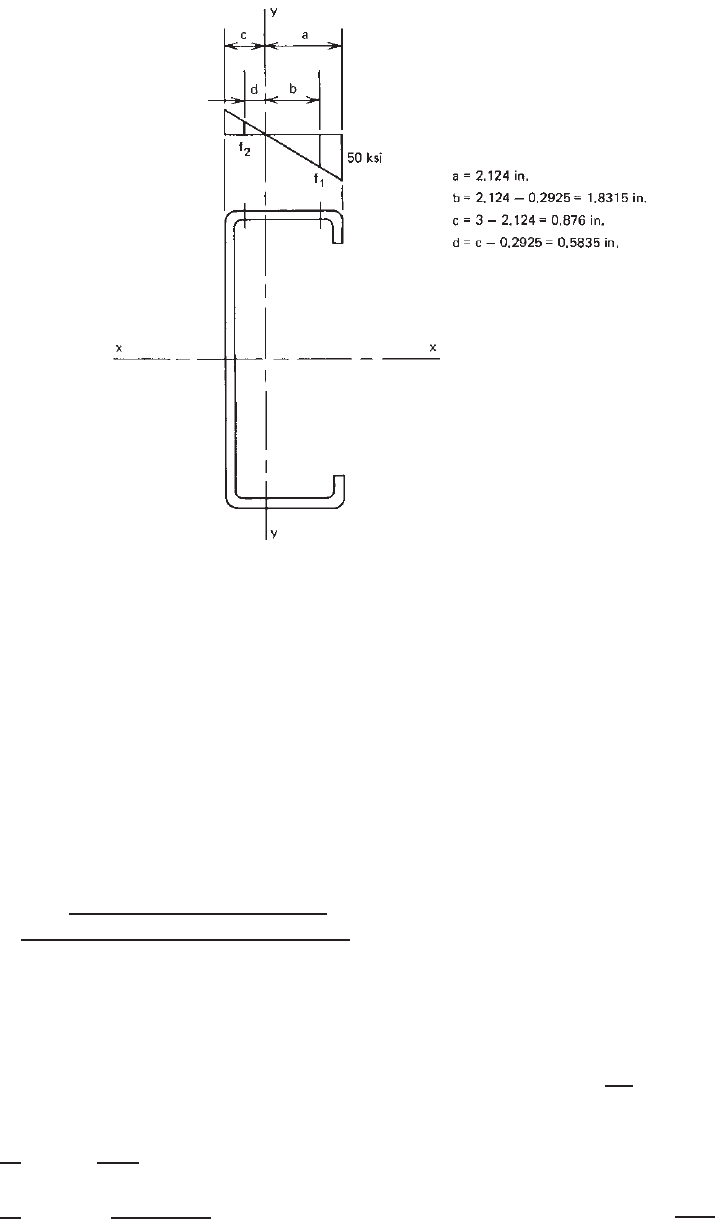
i. Section Strength Based on Initiation of Yielding.
Assume that the maximum compressive stress f =
F
y
= 50 ksi occurs in the extreme fiber of edge
stiffeners and that both flanges are fully effective,
as shown in Fig. 6.14. For edge stiffeners,
λ =
1.052
√
0.43
(
4.929
)
50
29,500
= 0.326 < 0.673
b = w = 0.5175 in.
To check if flange is fully effective. From Fig. 6.14,
f
1
= 50
1.8315
2.124
= 43.114 ksi (compression)
f
2
= 50
0.5835
2.124
= 13.736 ksi (tension)
ψ =
"
"
"
"
f
2
f
1
"
"
"
"
=
13.736
43.114
= 0.319
k = 4 + 2(1 + ψ)
3
+ 2(1 + ψ)
= 4 +2(1.319)
3
+ 2(1.319) = 11.222
λ =
1.052
√
11.222
(
23
)
43.114
29,500
= 0.276 < 0.673
b
e
= w = 2.415 in.
Since h
0
/b
0
= 3.0/0.81 = 3.70 < 4, use Eq.
(3.55a),
b
1
=
b
e
3 + ψ
=
2.415
3.319
= 0.728 in.
Since ψ>0.236, b
2
= b
e
/2 = 2.415/2 =
1.2075 in.,
b
1
+ b
2
= 0.728 + 1.2075 = 1.9355 in.
Because the computed value of b
1
+ b
2
is
greater than the compression portion of the flange
(1.8315 in.), the flange is fully effective.
In view of the fact that all elements are fully
effective, the section modulus relative to the extreme
compression fiber is S
e
= S
y
(for full section) =
0.844 in.
3
:
M
ny
= S
e
F
y
= 0.844(50) = 42.2in.-kips
for section strength
ii. Lateral–Torsional Buckling Strength. According to
Eq. (4.69), the elastic critical lateral–torsional buck-
ling stress for bending about the centroidal axis
perpendicular to the symmetry axis for a singly
symmetric channel s ection is
F
e
=
C
s
Aσ
ex
C
TF
S
f
j + C
s
j
2
+ r
2
0
σ
t
σ
ex
DESIGN EXAMPLES 247
Figure 6.14 Stress distribution in flanges.
where C
s
= –1
A = 1.553 in.
2
(see item 1)
σ
ex
= 100.418 ksi (see item 3.a.ii)
σ
t
= 12.793 ksi (see item 3.a.ii)
j = 4.56 in. (see item 1)
r
0
= 3.97 in. (see item 1)
C
TF
= 1.0 [see Eq. (4.71)]
S
f
= S
y
= 0.844 in.
3
(see item 1)
Substituting all values into the equation for F
e
,
the elastic critical buckling stress is
F
e
=
(−1.553)(100.418)
[
4.56
−
4.56
2
+ 3.97
2
(12.793/100.418)]
(1)(0.844)
= 39.744 ksi
0.56F
y
= 0.56(50) = 28 ksi
2.78F
y
= 2.78(50) = 139 ksi
Since 2.78F
y
>F
e
> 0.56F
y
, use Eq. (4.64a) to
compute F
c
,thatis,
F
c
=
10
9
F
y
1 −
10F
y
36F
e
=
10
9
(50)
1 −
10 × 50
36 × 39.744
= 36.141 ksi
Following the same procedure used in item 5.a.i,
the elastic section modulus of the effective section
calculated at a stress of f = F
c
= 36.141 ksi in the
extreme compression fiber is
S
c
= S
y
= 0.844 in.
3
M
n
= S
c
F
c
= 30.503 in.-kips for lateral-torsional
buckling strength
iii. Controlling Nominal Moment M
ny
. Use the smaller
value of M
n
computed for section strength and
lateral–torsional buckling strength, that is,
M
ny
= 30.503 in.-kips
b. Computation of C
my
. Based on Eq. (6.60),
C
my
= 0.6 − 0.4
M
1
M
2
= 0.6 − 0.4(−1.0) = 1.0
c. Computation of α
y
. Using Eq. (6.57),
α
y
= 1 −
c
P
P
Ey
248 6 COMBINED AXIAL LOAD AND BENDING
where
c
= 1.80
P
Ey
=
π
2
EI
y
K
y
L
y
2
=
π
2
(
29,500
)(
1.794
)
(
14 × 12
)
2
= 18.507 kips
α
y
= 1 −
1.80P
18.507
= 1 − 0.0973P
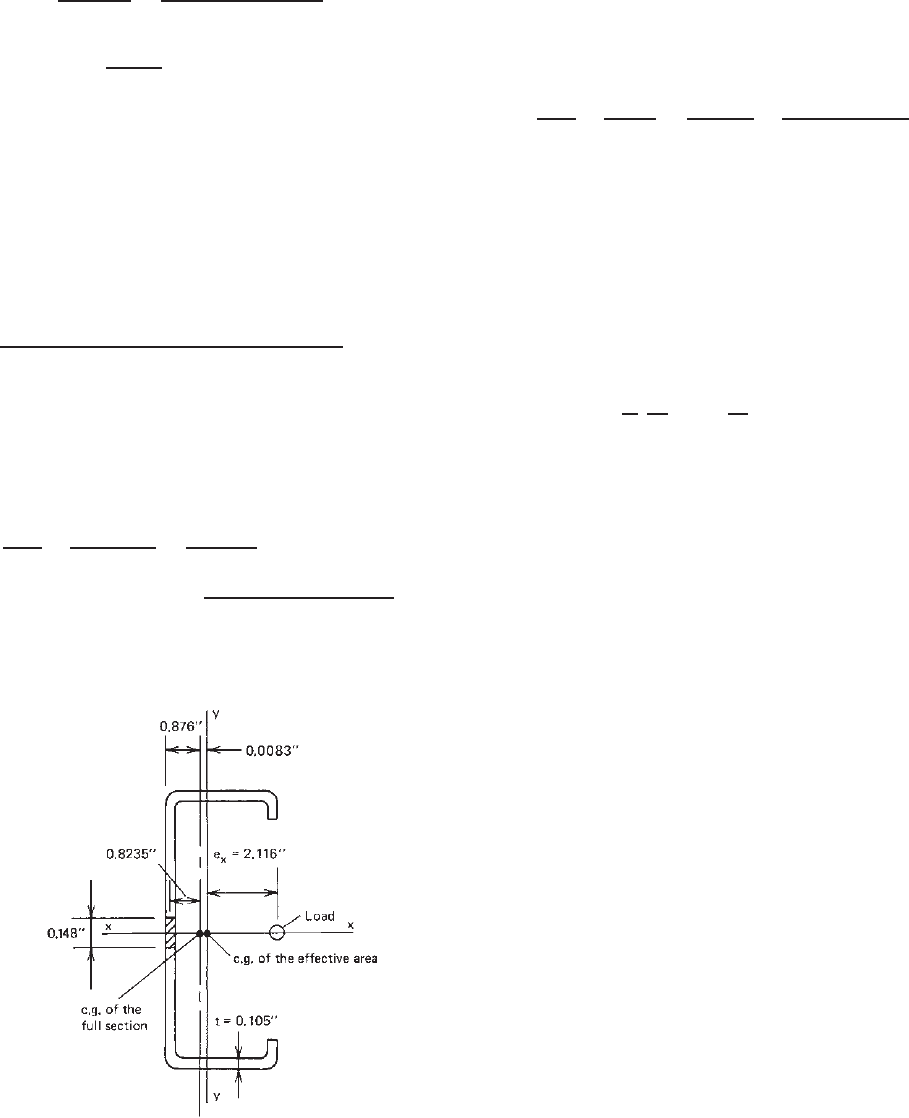
d. Eccentricity of Applied Load Based on Effective Area. In
the given data, the eccentricity e
x
= 2.124 in. is relative
to the centroid of the full section. However, in the
calculation of item 3.b.iv, it was found that for the web
element the effective width b of 7.267 in. is less than
the flat width of 7.415 in. The effective area was found
to be 1.537 in.
2
For this reason, the actual eccentricity
is reduced slightly in Fig. 6.15. The movement of the
centroid can be computed as follows:
[(7.415 − 7.267)(0.105)][0.876 − 0.0525]
1.537
=0.0083 in.
The eccentricity relative to the centroid of the effec-
tive section is
e
x
= 2.124 − 0.0083 = 2.116 in.
e. Allowable Load P Based on Eq. (6.53 ). Using Eq.
(6.53),
c
P
P
n
+
b
C
my
M
y
M
ny
α
y
=
(
1.80
)
P
16.069
+
1.67
(
1
)
(2.116)P
(
30.503
)(
1 − 0.0973P
)
= 1.0
P = 3.48 kips
Figure 6.15 Movement of the centroid.
7. Application of Eq. (6.54 )
a. Computation of P
no
.ForKL/r = 0, F
n
= F
y
= 50 ksi.
Using the same procedure illustrated in item 3,
A
e
= 1.141 in.
2
P
n0
= A
e
F
n
= 1.141(50) = 57.05 kips
b. Allowable Load P Based on Eq. (6.54 )
c
P
P
n0
+
b
M
y
M
ny
=
(1.80)P
57.05
+
(1.67)(2.116)P
30.503
= 1.0
P = 6.78 kips
8. Allowable Load P . Based on Eqs. (6.53) and (6.54),
the allowable load P is 3.48 kips, which is governed by the
stability requirement.
6.6 SECOND-ORDER ANALYSIS
Sections 6.3–6.5 dealt with the traditional effective length
method for the design of cold-formed steel beam–columns.
For this method, the required strengths P , M
x
,andM
y
for ASD and P,M
x
, and M
y
for LRFD and LSD are
determined from the first-order analysis of the undeflected
geometry of elastic structure. In the interaction equations
provided in Section C5.2 of the North American Specifica-
tion, moment magnification factors are used to account for
the effect of loads acting on the deflected shape of a member
between joints (P –δ effects). This method also accounts
for the effects on the sidesway stability of unbraced frames
using the effective length factor K .
In the early 2000s, Sarawit and Pekoz conducted an
extensive study on industrial steel storage racks sponsored
at Cornell University by the Rack Manufacturers Insti-
tute and the American Iron a nd Steel Institute.
1.346, 6.39, 6.43
It was shown that the second-order analysis gives more
accurate results than the e ffective length approach. Subse-
quently, on the basis of the research findings of Sarawit
and Pekoz and the AISC Specification,
1.411
the 2007 edition
of the North American Specification added Appendix 2 to
cover the second-order analysis approach as an alternative
method to determine the required strengths of members for
beam–column design by using Section C5.2 with the values
of K
x
,K
y
,α
x
,α
y
,C
mx
,andC
my
equal to 1.0.
As specified in Section 2.2.2 of Appendix 2, the second-
order analysis shall consider both the effect of loads acting
on the deflected shape of a member between joints (P–δ
effects) and the effect of loads acting on the displaced
location of joints in a structure (P– effects) using the
applicable load combinations according to Sections 3.3.1.2,
3.3.2.2, or 3.3.3.2 of this volume. For the ASD method, the
second-order analysis shall be carried out under 1.6 times
the ASD load combinations (Section 3.3.1.2 of this volume)
ADDITIONAL INFORMATION ON BEAM–COLUMNS 249
and the results shall be divided by 1.6 to obtain the required
strengths at allowable load levels.
According to Section 2.2.2 of Appendix 2, the second-
order analysis can be carried out either on (i) the out-of-
plumb geometry without notional loads or on (ii) the plumb
geometry by applying notional loads or minimum lateral
loads at each framing level for the gravity loads applied
at that level. Based on Section 2.2.4 of the Appendix, the
notional load can be determined as follows:
N
i
= (1/240)Y
i
(6.67)
where N
i
= notional lateral load applied at level i
Y
i
= gravity load from LRFD or LSD load
combination (Section 3.3.2.2 or 3.3.3.2 of
this volume) or 1.6 times the ASD load
combination (Section 3.3.1.2 of this volume)
applied at level i
In Eq. (6.67), the notional load coefficient of 1/240 is based
on an assumed initial story out-of-plumbness of
1
/
2
in. in 10
ft.
6.43
If a different assumed out-of-plumbness is justified,
the Appendix permits the use of an adjusted notional load
coefficient to be a value not less than 1/500.
For using the second-order analysis, the flexural and axial
stiffnesses shall be reduced in accordance with Section
2.2.3 of Appendix 2 by employing the reduced modulus of
elasticity E
*
in place of E as follows for all members whose
flexural and axial stiffnesses are considered to contribute to
the lateral stability of the structure:
E
∗
= 0.8τ
b
E (6.68)
where τ
b
= stiffness reduction factor to account for
inelastic softening under high compressive
load
= 1.0 for αP
r
/P
y
≤ 0.5
= 4[αP
r
/P
y
(1 − αP
r
/P
y
)]forαP
r
/P
y
> 0.5
in the above equations
P
r
= required axial compressive strength (factored
axial compressive force)
P
y
= member yield strength (=AF
y
,whereA is the
full unreduced cross-sectional area)
α = 1.6 (ASD)
= 1.0(LRFDandLSD)
In cases where flexibility of other s tructural components
such as connections, flexible column base details, or hori-
zontal trusses acting as diaphragms is modeled explicitly in
the analysis, the stiffnesses of the other structural compo-
nents shall be reduced by a factor of 0.8.
If notional loads are used, in lieu of using τ
b
< 1.0
where αP
r
/P
y
> 0.5, τ
b
= 1.0 shall be permitted to be used
for all members, provided that an additional notional load
of 0.001Y
i
is added to the notional load computed from
Eq. (6.67).
In checking the beam–column strength (resistance) by
Section C5.2 of the North American Specification, the
following design considerations should be given
1.346
:
1. Magnification of moments does not need to be
included since the s econd-order analysis gives the
magnified moments.
2. The nominal axial strength should be determined
with an effective length factor equal to 1.0 because
the frame stability is considered by the second-order
analysis.
3. The nominal axial and flexural strengths used in the
interaction equations do not need to be calculated
based on the reduced value of E.
For the application of design rules provided in
Appendix 2 of the Specification for the design of cold-
formed steel beam–columns, see Example III–11 of the
2008 edition of the AISI Cold-Formed Steel Design
Manual.
1.349
6.7 ADDITIONAL INFORMATION
ON BEAM–COLUMNS
For additional information on beam–columns, the reader is
referred to Refs. 6.7–6.35, 5.103, 5.135, and 6.37–6.43.
CHAPTER 7
Closed Cylindrical Tubular
Members
7.1 GENERAL REMARKS
The design of square and rectangular tubular sections
as flexural and compression members is discussed in
Chapters 3 to 6. This chapter deals with the strength of
closed cylindrical tubular members and the design practice
for such members used as either flexural or compression
members.
Closed cylindrical tubular members are economical
sections for compression and torsional members because
of their large ratio of radius of gyration to area, the same
radius of gyration in all directions, and the large torsional
rigidity. In the past, the structural efficiency of such tubular
members has been recognized in building construction.
A comparison made by Wolford on the design loads for
round and square tubing and hot-rolled steel angles used
as columns indicates that for the same size and weight
round tubing will carry approximately 2
1
2
and 1
1
2
times
the column load of hot-rolled angles when the column
length is equal to 36 and 24 times the size of the section,
respectively.
7.1
7.2 TYPES OF CLOSED CYLINDRICAL TUBES
The buckling behavior of closed cylindrical tubes, which
will be discussed later, is significantly affected by the shape
of the stress–strain curve of the material, the geometric
imperfections such as out of roundness, and the residual
stress. It would therefore be convenient to classify tubular
members on the basis of their buckling behavior.
In general, closed cylindrical tubes may be grouped as
(1) manufactured tubes and (2) fabricated tubes.
7.2
Manu-
factured tubes are produced by piercing, forming and
welding, cupping, extruding, or other methods in a plant.
Fabricated tubes are produced from plates by riveting,
bolting, or welding in an ordinary structural fabrication
shop. Since fabricated tubes usually have more severe
geometric imperfections, the local buckling strength of
such tubes may be considerably below that of manufac-
tured tubes.
Manufactured structural steel tubes include the following
three types:
1. Seamless tubes
2. Welded tubes
3. Cold-expanded or cold-worked tubes
For the seamless tubes, the stress–strain curve is affected
by the residual stress resulting from cooling of the tubes.
The proportional limit of a full-sized tube is usually about
75% of the yield stress. This type of tube has a uniform
property across the cross section.
Welded tubes produced by cold forming and welding
steel sheets or plates have gradual-yielding stress–strain
curves, as shown in Fig. 2.2 due to the Bauschinger effect
and the residual stresses resulting from the manufacturing
process. The proportional limit of electric resistance welded
tubes may be as low as 50% of the yield stress.
Cold-worked tubes also have this type of gradual yielding
because of the Bauschinger effect and the cold work of
forming.
7.3 FLEXURAL COLUMN BUCKLING
The basic column formulas for elastic and inelastic buck-
ling discussed in Chapter 5 [Eqs. (5.3a) and (5.7a)] are
usually applicable to tubular compression members having
a proportional limit of no less than 70% of the yield stress.
For electric resistance welded tubes having a relatively low
proportional limit, Wolford and Rebholz recommended the
following formulas on the basis of their tests of carbon steel
tubes with yield stresses of 45 and 55 ksi (310 and 379 MPa
or 3164 and 3867 kg/cm
2
)
7.3
:
σ
T
= F
y
1 −
2
3
√
3
F
y
π
2
E
KL
r
for
KL
r
≤
3π
2
E
F
y
(7.1)
σ
e
=
π
2
E
(KL/r)
2
for
KL
r
>
3π
2
E
F
y
(7.2)
where F
y
, E, K ,andL are as defined in Chapter 5. The
radius of gyration r of closed cylindrical tubes can be
computed as
r =
D
2
o
+ D
2
i
4
R
√
2
(7.3)
251
252 7 CLOSED CYLINDRICAL TUBULAR MEMBERS
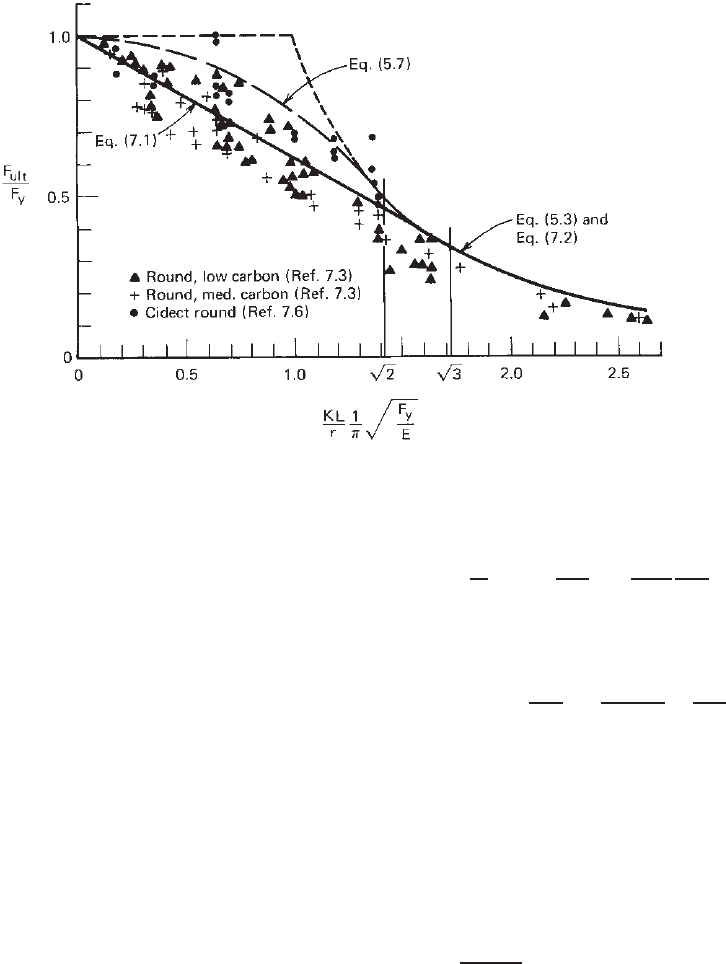
Figure 7.1 Test data for column buckling of axially loaded cylndrical tubes.
3.84
where D
o
= outside diameter
D
i
= inside diameter
R = mean radius of tube
The correlation between the test results and Eqs. (5.3),
(5.7), (7.1), and (7.2) is shown in Fig. 7.1.
3.84,7.4,7.5
Also
shown in this figure are the test data reported by Zaric.
7.6
Because closed cylindrical tubes are commonly used in
offshore structures, extensive analytical and experimental
studies of the strength of tubular members have been made
by numerous investigators throughout the world.
7.7–7.15
7.4 LOCAL BUCKLING
Local buckling of closed cylindrical tubular members can
occur when members are subject to
1. Axial compression
2. Bending
3. Torsion
4. Transverse shear
5. Combined loading
Each item will be discussed separately as follows.
7.4.1 Local Buckling under Axial Compression
When a closed cylindrical tube is subject to an axial
compressive load, the elastic stability of the tube is more
complicated than is the case for a flat plate. Based on
the small-deflection theory, the structural behavior of
a cylindrical shell can be expressed by the following
eighth-order partial differential equation
7.16
:
∇
8
ω +
1
D
∇
4
N
x
∂
2
ω
∂x
2
+
Et
DR
2
∂
4
ω
∂x
4
= 0 (7.4)
where
∇
8
ω =∇
4
(∇
4
ω)
∇
4
ω =
∂
4
ω
∂x
4
+ 2
∂
4
ω
∂x
2
∂y
2
+
∂
4
ω
∂y
4
(7.5)
and
x = coordinate in x direction
y = coordinate in tangential direction
ω = displacement in radial direction
N
x
= axial load applied to cylinder
t = thickness of tube
R = radius of tube
E = modulus of elasticity of steel, =29.5 ×
10
3
ksi (203 GPa or 2.07 × 10
6
kg/cm
2
)
D =
Et
3
12(1−μ
2
)
μ = Poisson’s ratio, =0.3
See Fig. 7.2 for dimensions of a closed cylindrical tube
subjected to axial compression.
For a given closed cylindrical tube the buckling behavior
varies with the length of the member. For this reason, from
the structural stability point of view, it has been divided into
the following three categories by Gerard and Becker
7.16
:
1. Short tubes, Z< 2.85
2. Moderate-length tubes, 2.85 < Z < 50
3. Long tubes, Z > 50
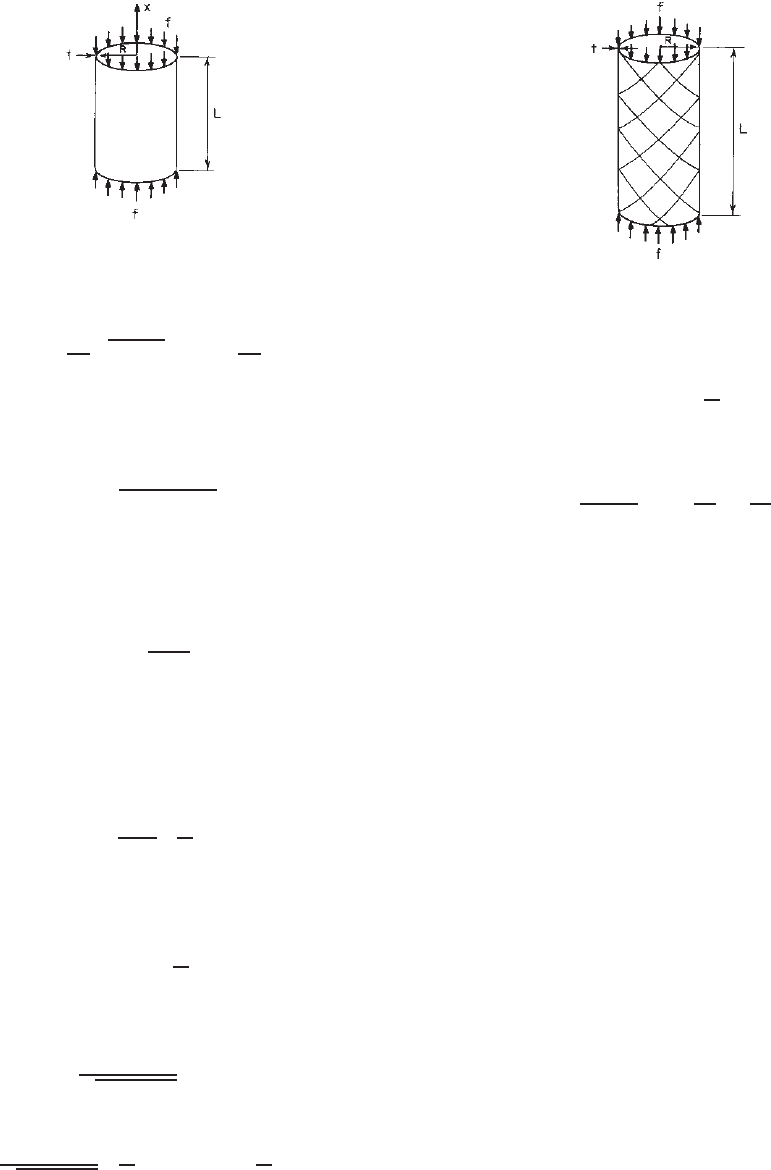
LOCAL BUCKLING 253
Figure 7.2 Cylindrical tube subjected to axial compression.
Here
Z =
L
2
Rt
1 − μ
2
= 0.954
L
2
Rt
(7.6)
For very short tubes (i.e., the radius of the tube is
extremely large compared with its length), the critical local
buckling stress is
f
cr
=
π
2
E(t
2
/12)
(1 − μ
2
)L
2
(7.7)
which is identical with the Euler stress for a plate strip of
unit width.
For extremely long tubes, the tube will buckle as a
column. The critical buckling load is
P
cr
=
π
2
EI
L
2
(7.8)
where I is the moment of inertia of the cross section of the
tube,
I = πR
3
t (7.9)
Therefore, for long tubes the critical buckling stress is
f
cr
=
π
2
E
2
R
L
2
(7.10)
Moderate-length tubes may buckle locally in a diamond
pattern, as shown in Fig. 7.3. The critical local buckling
stress is
f
cr
= CE
t
R
(7.11)
According to the classic theory (small-deflection theory)
on local buckling, the value of C can be computed as
C =
1
3(1 − μ
2
)
= 0.605 (7.12)
Therefore
f
cr
=
E
3(1 − μ
2
)
t
R
= 0.605E
t
R
(7.13)
Whenever the buckling stress exceeds the proportional
limit, the theoretical local buckling stress is in the inelastic
Figure 7.3 Local buckling of moderate-length tubes.
range, which can be determined by
f
cr
= aCE
t
R
(7.14)
Here a is the plasticity reduction factor,
7.2
a =
1 − μ
2
1 − μ
2
p
1/2
E
s
E
E
t
E
1/2
(7.15)
where μ = Poisson’s ratio in the elastic range, =0.3
μ
p
= Poisson’s ratio in the plastic range, =0.5
E
s
= secant modulus
E
l
= tangent modulus
E = modulus of elasticity
Results of numerous tests indicate that the actual value
of C may be much lower than the theoretical value of 0.605
due to the postbuckling behavior of the closed cylindrical
tubes, which is strongly affected by initial imperfections.
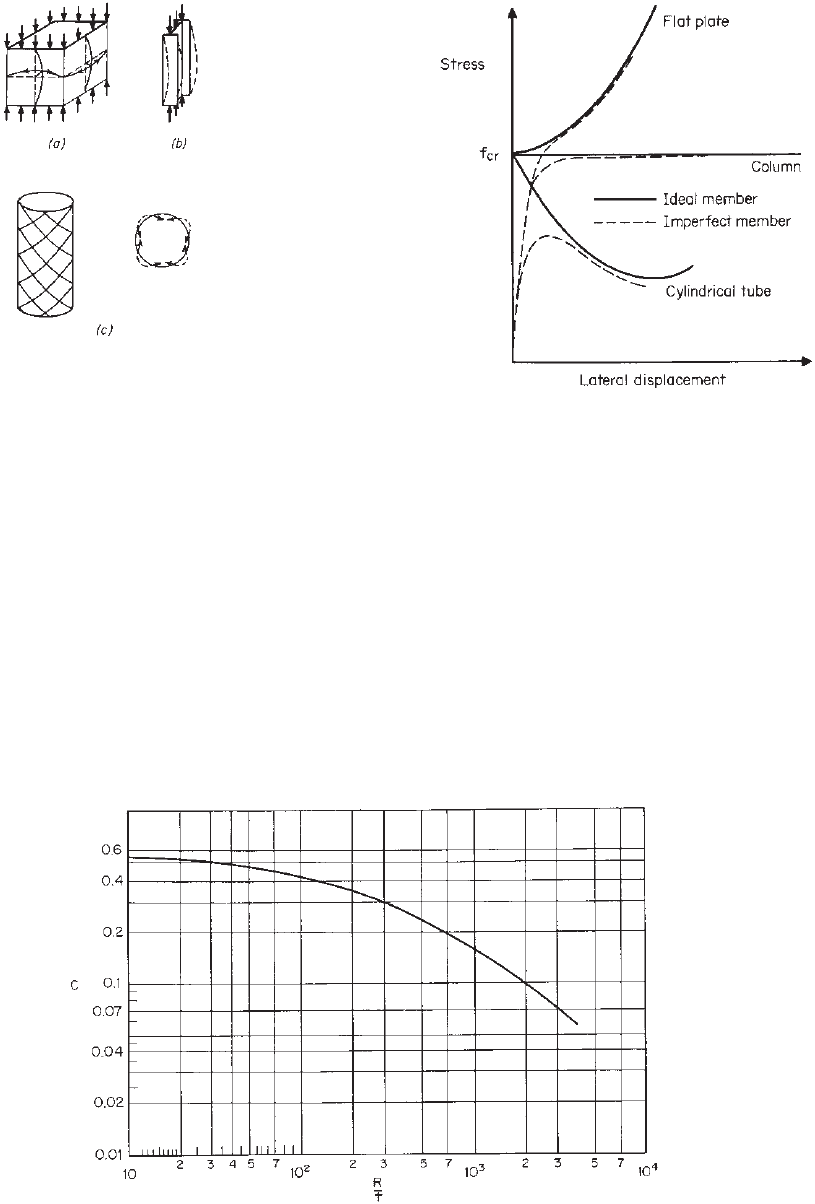
The postbuckling behavior of the three-dimensional
closed cylindrical tubes is quite different from that of
two-dimensional flat plates and one-dimensional columns.
As shown in Fig. 7.4a, the flat plate develops significant
transverse-tension membrane stresses after buckling
because of the restraint provided by the two vertical edges.
These membrane stresses act to restrain lateral motion, and
therefore the plate can carry additional load after buckling.
For columns, after flexural buckling occurs, no significant
transverse-tension membrane stresses can be developed to
restrain the lateral motion, and therefore, the column is free
to deflect laterally under critical load.
For closed cylindrical tubes, the inward buckling causes
superimposed transverse compression membrane stresses,
and the buckling form itself is unstable. As a consequence
of the compression membrane stresses, buckling of an
axially loaded cylinder is coincident with failure and occurs
suddenly, accompanied by a considerable drop in load
(snap-through buckling).
254 7 CLOSED CYLINDRICAL TUBULAR MEMBERS
Figure 7.4 Buckling patterns of various structural components.
Since the postbuckling stress of a closed cylindrical tube
decreases suddenly from the classic buckling stress, the
stress in an imperfect tube reaches its maximum well below
the classic buckling stress (Fig. 7.5).
On the basis of the postbuckling behavior discussed
above, Donnell and Wan developed a large-deflection
theory which indicates that the value of C varies with the
R/t ratio as shown in Fig. 7.6, which is based on average
imperfections.
7.17
In the past, the local buckling strength of closed c ylin-
drical tubes subjected to axial compression has been
studied at Lehigh University,
7.18–7.20
the University of
Alberta,
7.21
the University of Tokyo,
7.22
the University of
Toronto,
6.30
and others.
7.11–7.15,7.31
The test data obtained
Figure 7.5 Postbuckling behavior of flat plates, columns, and
cylindrical tubes.
7.16
from previous and recent research projects have been used
in the development and improvement of various design
recommendations.
1.4,7.23–7.25
7.4.2 Local Buckling under Bending
The local buckling behavior in the compression portion of
a flexural tubular member is somewhat different compared
with that of the axially loaded compression member. On the
basis of their tests a nd theoretical investigation, Gerard and
Becker
7.16
suggested that the elastic local buckling stress
for bending be taken a s 1.3 times the local buckling stress
Figure 7.6 Local buckling imperfection parameter versus R/t ratio.
7.16