ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

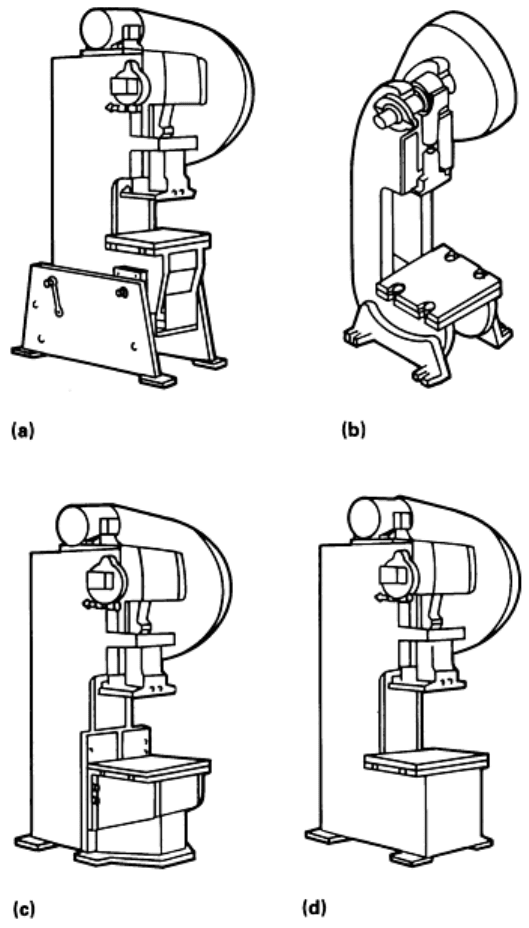
Fig. 4 Four types of gap-frame presses. (a) Open-back inclinable. (b) Bench press. (c) Adjustable-
bed
stationary. (d) Open-back stationary.
Workpieces usually are ejected through an opening in the press bed, or through the back of an open-back press. (A few
gap-frame presses with solid backs are in service, but solid-back presses are coming into increasing disfavor because
work cannot be ejected through the back of the press and because the design in general is less convenient than is the open-
back type).
Gap-frame construction has one disadvantage: The gap opens under load, thus causing angular deflection. (A straight,
vertical deflection would be less critical.) Gap deflection resulting from overload causes misalignment of punches and
dies, which is a major cause of premature die wear.
Tie rods extending from the top of the frame to the front corners of the bed can be used to minimize deflection. Because
the tie rods close the gap, the accessibility to the die area and the width of parts fed into the die are limited. Tie rods can
be removed for die setup.
Straight-side presses have a frame made up of a base, or bed; two columns; and a top member, or crown. In most
straight-side presses, steel tie rods hold the base and crown against the columns. Straight-side presses have crankshaft,
eccentric-shaft, or eccentric-gear drives (see the section "Slide Actuation in Mechanical Presses" in this article).
A single-action straight-side press is shown in Fig. 5. The slide in this illustration is equipped with air counterbalances to
assist the drive in lifting the weight of the slide and the upper die to the top of the stroke. Counterbalance cylinders
provide a smooth press operation and easy slide adjustment. Die cushions are used in the bed for blank-holding and for
ejection of the work.
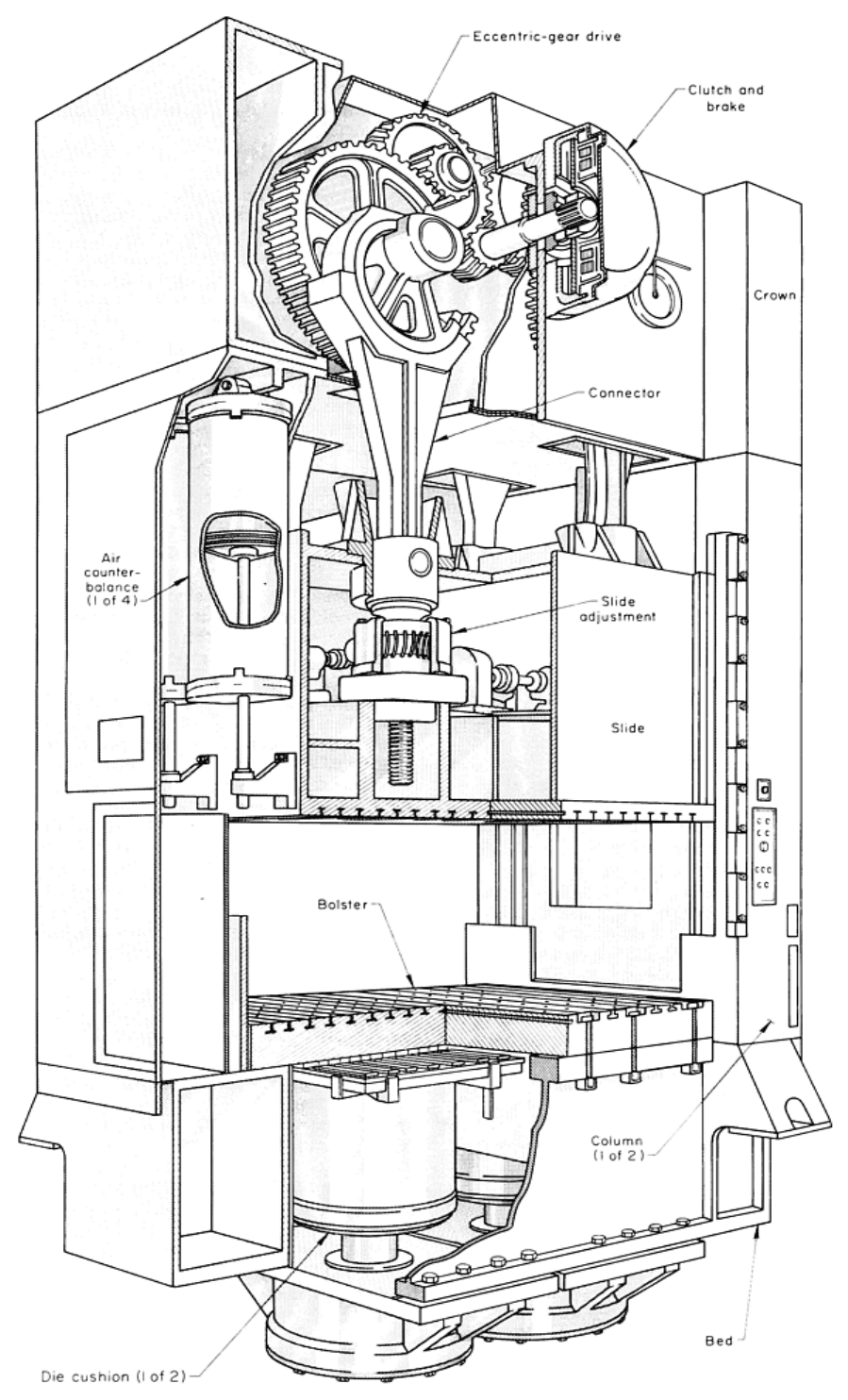
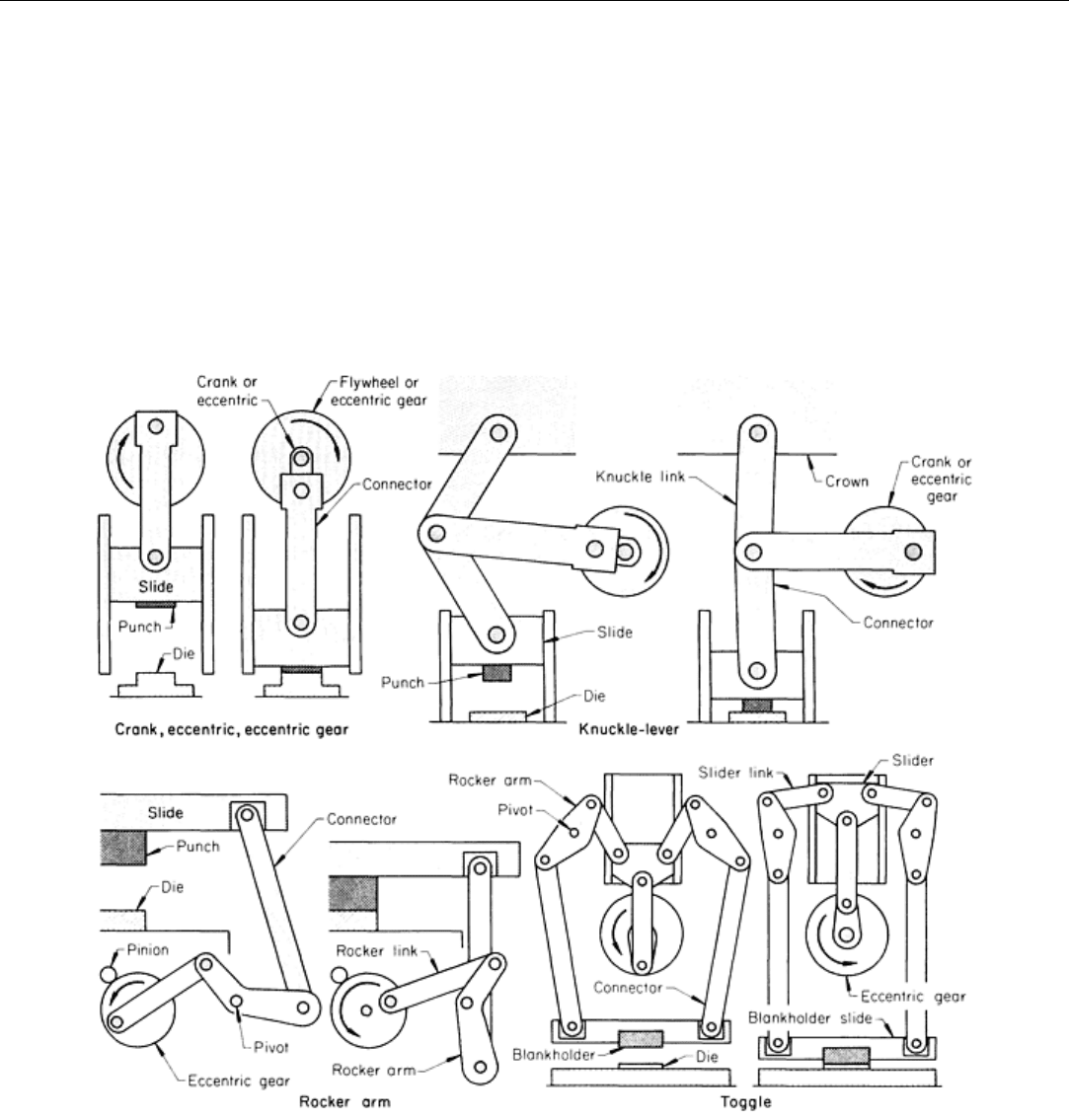
Fig. 5 Principal components of a single-action straight-
side mechanical press. The press shown has a large bed,
four-point suspension, and an eccentric drive with counterbalance cylinders. Slide adjustment is motorized.
The straight-side design permits the use of an endless variety of bed and slide sizes. Presses range from 180 kN (20 tonf)
capacity and a bed of 510 × 380 mm (20 × 15 in.), to 36 MN (4000 tonf) capacity with a bed as large as 915 mm (360 in.)
left-to-right by 455 mm (180 in.) front-to-back. The size and shape of the slide usually determine the number of points of
suspension, or connections between the main shaft and the slide, that are needed.
The straight-side design also can provide high pressures with minimum deflection. A straight-side press deflects less
under off-center loads than does a gap-frame press.
Presses and Auxiliary Equipment for Forming of Sheet Metal
Slide Actuation in Mechanical Presses
Rotary motion of the motor shaft on a mechanical press is converted into reciprocating motion of the slides by a
crankshaft, eccentric shaft, eccentric-gear drive, knuckle lever drive, rocker arm drive, or toggle mechanism, each of
which is discussed below.
Crankshafts. The most common mechanical drive for presses with capacities up to 2.7 MN (300 tonf) is the crankshaft
drive (Fig. 6). A crankshaft is used in both gap-frame and straight-side presses. The crank-shaft drive is used most often
in the single-suspension design, although some double-crank (two-point suspension) presses, particularly in the 900 to
1800 kN (100 to 200 tonf) range, also have crankshafts.
Fig. 6 Operating principles of various drive systems for mechanical presses.
The crankshaft imparts a sine-curve speed relation to the press slide. The stroke of a crankshaft-actuated press can be as
short as 25 mm (1 in.), in a small gap-frame press, or as much as 760 mm (30 in.), in a straight-side press. However, most
mechanical presses with longer strokes are actuated by an eccentric gear, because it provides greater strength. Crankshaft
drives are usually limited to strokes of 152 to 305 mm (6 to 12 in.).
The main advantage of a crankshaft-driven press is its lower cost, particularly when capacities do not exceed 2.7 MN (300
tonf).
Points of suspension refer to the number of connections between the slide and the actuating mechanism. Presses can have
single-point, two-point, or four-point suspension, depending on the number of points at which the slide is pushed or
pulled. The simplest mechanical presses have a pitman that connects the eccentric shaft or the crankshaft to the slide at
only one point.
Many wide mechanical presses are built with two-point suspension by connecting the slide to the crankshaft (or eccentric)
with two pitmans instead of one, for better distribution of force on the slide.
The largest straight-side mechanical presses usually have four-point suspension, for more uniform loading of large slides.
Four-point suspension is usually accomplished by two interconnected crankshafts or eccentrics and four pitmans; each
pitman is connected near a corner of the slide.
Hydraulic presses also can have one, two, or more points of suspension by operating the slide with as many rams as
desired.
Eccentric shafts are similar to crankshafts. The eccentric completely fills the space between the supporting bearings of
the press crown, thereby eliminating the deflection commonly caused by the unsupported portion where the crank cheeks
normally would be. Eccentric drives (Fig. 6) often are used in high-speed, short-stroke, straight-side presses with
progressive dies.
The height of the workpiece is the main limitation of the eccentric-shaft drive, because the stroke is always equal to twice
the eccentricity. When eccentricity is increased, the space available in the press crown determines the maximum stroke
that can be used. In most presses of this type, the maximum stroke is usually limited to 152 mm (6 in.). A few presses
have been built and used for high-speed operations in which strokes longer than 152 mm (6 in.) were needed. This was
accomplished in the press by balancing the eccentric shaft to minimize vibration.
Eccentric-gear drives (Fig. 6) are used almost universally for large, straight-side presses that operate at speeds under
50 strokes per minute. In place of a crankshaft, an eccentric is built as an integral part of the press drive gear. The
eccentric gear permits strokes as long as 1.3 m (50 in.); however, with such long strokes, speeds are usually only 8 to 16
strokes per minute. With the eccentric as part of the gear, accuracy of alignment of the slide is determined by accuracy
and alignment of the gears. In a two-point suspension, the parallel condition of the ram is determined by the alignment of
the driving gears. The principal advantage of the eccentric gear is that it permits greater torque loads at points above the
bottom of the stroke. It also permits multiple-point construction with greater versatility and range of stroke length than is
possible with a crankshaft.
The chief limitation of the eccentric-gear design is that it usually requires an overhung flywheel. In addition, a single-gear
eccentric press usually costs more than a crankshaft or eccentric-shaft press of equal capacity. A further limitation is that
eccentric-gear presses are more likely to stick at the bottom of the stroke than are crankshaft presses. Sticking is caused
by greater friction in the connector, which is inherent in the large-diameter eccentrics needed for an equal press stroke.
Sticking usually occurs during setup, if the press is moved slowly until the bottom of the stroke is reached. At this point, a
skilled setup man can usually detect whether the press is likely to stick.
Knuckle lever drives combine the motions of a crank and knuckle lever to drive the press slide (Fig. 6). Their use is
limited to operations such as coining or embossing, in which the work is done almost entirely at the bottom of a short
stroke. The knuckle lever mechanism permits large capacity in a relatively small press. High mechanical advantage is

inherent at the bottom of the stroke. These presses are rated to deliver full capacity at 1.6 to 6.4 MM ( to in.) above
the bottom of the stroke. The very quick increase in force as the slide nears the bottom of the stroke is the reason its
usefulness is limited to operations performed at the bottom of the stroke. Knuckle lever presses usually have capacities of
1.4 to 8.9 MN (150 to 1000 tonf).
Rocker arm drives apply crank or eccentric motion to a rocker arm that is connected to the press slide (Fig. 6). In this
mechanism, the linkage is driven by an eccentric gear and a connecting rod. The rocker arm drive is a variation of the
knuckle lever drive. However, a press with rocker arm drive is not limited to coining operations; it can also be used for
drawing or forming operations.
The rocker arm drive is used mainly in large-bed underdrive presses. The linkage operates from below the press bed and
pulls the slide into the work by a link running up through each of the press columns. In most rocker arm drives, the rocker
pin and the connecting eccentric pin do not stop in a vertical plane; thus, the load on the eccentric shaft is relieved at the
point of maximum load on the slide, and sticking at the bottom of the stroke is prevented. In addition, a high press
capacity is obtained because of the mechanical advantage.
Toggle mechanisms are the most widely used means of providing the second action in double-action mechanical
presses. The toggles operate an outer slide, which clamps the blank against the die, while the punch, operated by the inner
slide directly from the crankshaft, performs the draw operation. Principal components of a toggle mechanism are shown
in Fig. 6.
Presses and Auxiliary Equipment for Forming of Sheet Metal
Number of Slides
Mechanical (and hydraulic) presses have one, two, or three slides and are referred to as single-, double-, or triple-action
presses. Each slide can be moved in a separately controlled motion.
A single-action press has one reciprocating slide (tool carrier) acting against a fixed bed. Presses of this type, which
are the most widely used, can be employed for many different metal-stamping operations, including blanking, embossing,
coining, and drawing. Depending on the depth of draw, single-action presses often require the use of a die cushion for
blankholding. In such applications, a blankholder ring is depressed by the slide (through pins) against the die cushion,
usually mounted in the bed of the press (see the section "Die Cushions" in this article).
A double-action press has two slides moving in the same direction against a fixed bed. These slides are generally
referred to as the outer (blankholder) slide and the inner (draw) slide. The blankholder slide is a hollow rectangle, while
the inner slide is a solid rectangle that reciprocates within the blankholder.
Double-action presses are more suitable for drawing operations, especially deep drawing, than are single-action presses.
In single-action presses, force is required to depress the cushion. In double-action presses, the blankholder slide has a
shorter stroke and dwells at the bottom of its stroke before the punch mounted on the inner slide contacts the work. As a
result, practically the entire capacity of the press is available for drawing. Another advantage is that the four corners of
the blankholder are individually adjustable so that nonuniform forces can be exerted on the work when required. A
double-action press equipped with a die having an open bottom permits pushing the stamping through the die to perform
other operations, such as ironing, after drawing.
Deep-drawing operations and irregularly shaped stampings generally require the use of a double-action press. Most
operations performed on double-action presses require a cushion either for lift-out or for reverse drawing of the stamping.
A triple-action press has three moving slides: two slides moving in the same direction as in a double-action press and
a third, or lower, slide moving upward through the fixed bed in a direction opposite to the blankholder and inner slides.
This action permits reverse drawing, forming, or beading operations against the inner slide while both upper actions are
dwelling.
Cycle time for a triple-action press is necessarily longer than it is for a double-action press because of the time required
for the third action. Because most drawn stampings require subsequent restriking and/or trimming operations, which are
done in faster, single-action presses, most stamping manufacturers consider the triple-action press too slow.
Presses and Auxiliary Equipment for Forming of Sheet Metal
Press Accuracy
Suggested criteria for the accuracy of a press are:
• Maximum tolerances f
or parallelism between slide and bed; 0.08 mm/m (0.001 in./ft) at the bottom of
the stroke for all slides; 0.24 mm/m (0.003 in./ft) at midstroke for punch slides; and 0.4 mm/m (0.005
in./ft) at midstroke for blankholder slides
• Feed, if used, should be acc
urate within ±0.076 mm (±0.003 in.) at 23 m/min (75 ft/min) (see the section
"Press Feeds" in this article)
• Gib clearance should be set as close as required to do the job
Parallelism. In a single-point press, the slide guides basically determine parallelism of the slide face with respect to the
bed or bolster, both in the front-to-back and right-to-left directions. In a two-point press, slide guides determine
parallelism only in the front-to-back direction. Out-of-parallel conditions in the right-to-left direction because of faulty
adjusting-screw timing, variations in throw between the cranks or eccentrics, or bicycling (periodic tilting of the slide in
opposite directions) due to timing errors in the drive cannot be corrected by adjusting the slide guides.
In a four-point press, parallelism is determined strictly by the press-drive and adjusting-screw accuracy and timing. Out-
of-parallel conditions at midstroke, however, can be caused by improper centering of the slide guide adjustment.
Gib Clearance. Clearances between press slide guides and gibs are required to compensate for inaccuracies in
machining and in the throw and timing of two- and four-point presses, and to allow for expansion and contraction of the
guides and gibs. With the bronze-to-cast iron or cast iron-to-cast iron gibbing normally used, some slight clearances must
also exist for the oil or grease lubricant.
If sufficient clearance is not provided, excessive pressure on the guides occurs at some point during the stroke, resulting
in galling of the mating surfaces. The amount of clearance also affects the repetitive registry of punch with die. If the
clearance between punch and die is less than the clearance between the press guides, the punch can mount the die, thereby
causing premature wear. Clearance between the press guides also depends upon the length of the gibs. A reasonable
allowance can be 0.08 to 0.15 mm (0.003 to 0.006 in.), the exact amount varying with gib length. For high-speed presses,
the clearance between a gib-type guide and the press slide at normal operating temperature is generally no more than
0.038 mm (0.0015 in.).
Clearances between the mating surfaces of press guides can be reduced by using self-lubricating reinforced-phenolic
liners. The modulus of elasticity of this material is about that of steel. As a result, deformation of the liners due to the
inaccuracies discussed does not raise excessive compressive stresses in the liners, providing the liners are of sufficient
thickness.
Near-zero clearances can be achieved by using preloaded rolling-contact (ball or roller) bearing guides. When offset or
lateral loads are encountered, however, tending to cause the press slide to tilt, only a few rolling-contact members at the
top and bottom of the guides take the loads. As a result, stresses exerted on the balls or rollers can be very high.
Presses and Auxiliary Equipment for Forming of Sheet Metal
Press Capacity
Capacity, or rating, of a press is the maximum force that the press can apply. Hydraulic presses can exert maximum force
during the full press stroke. Mechanical presses exert maximum force at a specified distance above the bottom of the
stroke (usually 1.6 to 13.0 mm, or to in.), and the force decreases to a minimum at midstroke.
The tonnage rating of a press may have little relation to the bed area. This is especially true in the automotive and
appliance industries, where presses have large bed areas and die spaces but relatively low tonnage ratings. Coining
presses have small bed areas and high tonnage ratings.
Overloading of the press can cause damage to both the die and the press. Several devices based on the strain-gage
principle have been developed for accurately measuring the load on a mechanical press with a given die. Misfeeds or
double blanks are common causes of press overloading. Detectors built into the die stop the press before overloading
occurs.
The capacity of a mechanical press involves consideration of the frame capacity, drive capacity, flywheel energy, and
motor size.
Frame Capacity. The press frame must be able to work at its rating without deflecting beyond predetermined standard
limits. For general-purpose applications, the bed deflection should not exceed 0.17 mm/m (0.002 in./ft) between tie rod
centers (or per foot of left-to-right bed dimension on presses without tie rods) when the rated load is evenly distributed
over the middle 60% of the distance between tie rod centers (or of the left-to-right bed length). Slide deflection should not
exceed 0.17 mm/m (0.002 in./ft) between pitman centers when the rated load is evenly distributed between pitmans. Both
bending and shear deflections are considered. These specifications can be revised to suit more precise applications.
Drive capacity is the capacity a mechanical press develops through the gear train and linkage. The capacity can vary
because of the mechanical advantage developed by different types of press linkage, and generally is expressed in distance
above the bottom of the stroke.
Variation in the capacities of presses with eccentric-gear, crankshaft, or eccentric-shaft drive at any point in the stroke is
almost equal. However, the capacity decreases between the bottom of the stroke and mid-stroke. The capacity of both the
knuckle lever drive and the rocker arm drive, however, is much less above the point of rating on the stroke than is that of
the crank drives, because the knuckle lever drive loses mechanical advantage more rapidly than do crank drives. In
addition to loss in capacity, velocity of the slide in the knuckle lever drive and the rocker arm drive is considerably
greater at points high above the bottom of the stroke than is the case in the eccentric-gear or crankshaft drives.
Flywheel energy for a given job may be insufficient, although the press frame and shaft may be adequately strong. For
a greater working distance or for faster operation, more energy and power must be provided.
Blanking operations are completed in a brief portion of the press cycle. The flywheel instantly supplies practically all of
the energy required by its resistance to deceleration. The motor may take the remainder of the press cycle to restore lost
energy to the flywheel by bringing it back up to speed. Draw operations may take up to one-fourth of the press cycle.
For intermittent operation, 20% is arbitrarily considered the maximum the flywheel may be slowed when energy from it is
being used. For continuous operation, 10% is considered the limit, because of the short time available to restore lost
energy. The low-speed torque characteristics of the press drive motor greatly affect the amount the flywheel can be safely
slowed, because the ability of the motor to restore lost kinetic energy is a function of these characteristics.
The amount of energy, E, available at 10% slowdown can be calculated from the following equation:
(Eq 1)
where E is expressed in inch-tons, N is the rotary speed of the flywheel (rpm), D is flywheel diameter (inches), and W is
flywheel weight (pounds). The metric version of Eq 1 is:
(Eq 2)
where E is given in kilojoules, N remains rpm, D is given in meters, and W is expressed in kilograms.

If calculation indicates that the flywheel will not furnish the necessary energy, it may be necessary to increase the weight,
diameter, or speed of the flywheel, or to use different type of drive or motor.
To change the press speed, devices are used to change the speed of the flywheel. The energy of the flywheel is directly
proportional to the square of the flywheel speed of rotation. Therefore, the standard energy of a variable-speed press is
calculated at its slowest speed. The intended operating speed should be used in checking the suitability of a press for a
specific operation.
Motor Selection. The primary function of the main drive motor on most mechanical presses is to restore energy to the
flywheel. During flywheel slowdown, most of the energy is derived from the flywheel, with some contribution from the
motor. Following the working stroke, the motor must restore the energy expended by the flywheel while returning the
wheel to speed. If the capacity of the press is not adequate to satisfy the operation, slowdown of the flywheel during the
working portion of the stroke becomes excessive, resulting in overloading of the motor. Stoppage of the press can occur if
there is insufficient time between production strokes to permit recovery of flywheel speed.
When slowdown is rapid and the working stroke is long, it is desirable to use a high starting torque with relatively low
starting current, good heat-dissipating capacity, and sufficient slip (slowdown). The slip designation of a motor is the
amount of motor slowdown at rated full-load torque. Under conditions of moderate slowdown and short working strokes,
general-purpose motors can be satisfactorily used.
Many presses employ alternating current (ac) induction motors having slip ratings of 3 to 5%, 5 to 8%, or 8 to 13%, the
choice depending upon flywheel design, press speed, and other parameters. For short-stroke presses operating at speeds
above 40 strokes/min, general-purpose motors with a slip rating of 3 to 5% are often satisfactory. Motors with a slip
rating of 5 to 8% are often used for press speeds of 20 to 40 strokes/min. For long-stroke presses operating at speeds less
than 20 strokes/min high-slip (8 to 13%) motors are usually required.
Presses and Auxiliary Equipment for Forming of Sheet Metal
Clutches and Brakes in Mechanical Presses
Both clutches and brakes are essential to the operation of mechanical presses. No other part must work more perfectly if
the press is to operate successfully. The clutch must deliver and control the surge of force that is required to shape the
work metal. When the press runs continuously, the clutch transmits power from the flywheel to the main shaft. In a
single-stroke press, the clutch must accelerate the rotating parts of the drive from stop to full speed at each stroke of the
press. The brake must decelerate this moving mass in order to stop the slide at the end of each upstroke. The brake must
be large and efficient enough to stop the press in an emergency, or during inching.
Clutches and brakes in presses that are stopped at the end of each stroke need more maintenance than do those in presses
operating continuously or that are stopped only a few times a day.
Positive clutches are mainly used on presses of less than 900 kN (100 tonf) capacity. Positive clutches always are on
the main shaft and use pins, keys, or jaws to lock the shaft and flywheel together. They usually are engaged by a foot
treadle or an air cylinder.
Positive clutches can be engaged or disengaged only once during each press stroke. Usually a throw-out cam disengages
the keys, pins, or jaws near the top of the stroke. These clutches can be arranged for one-stroke or continuous operation.
Positive clutches accelerate the slide very rapidly, because there is no slip. Because they are shaft mounted, they have a
minimum mass to move.
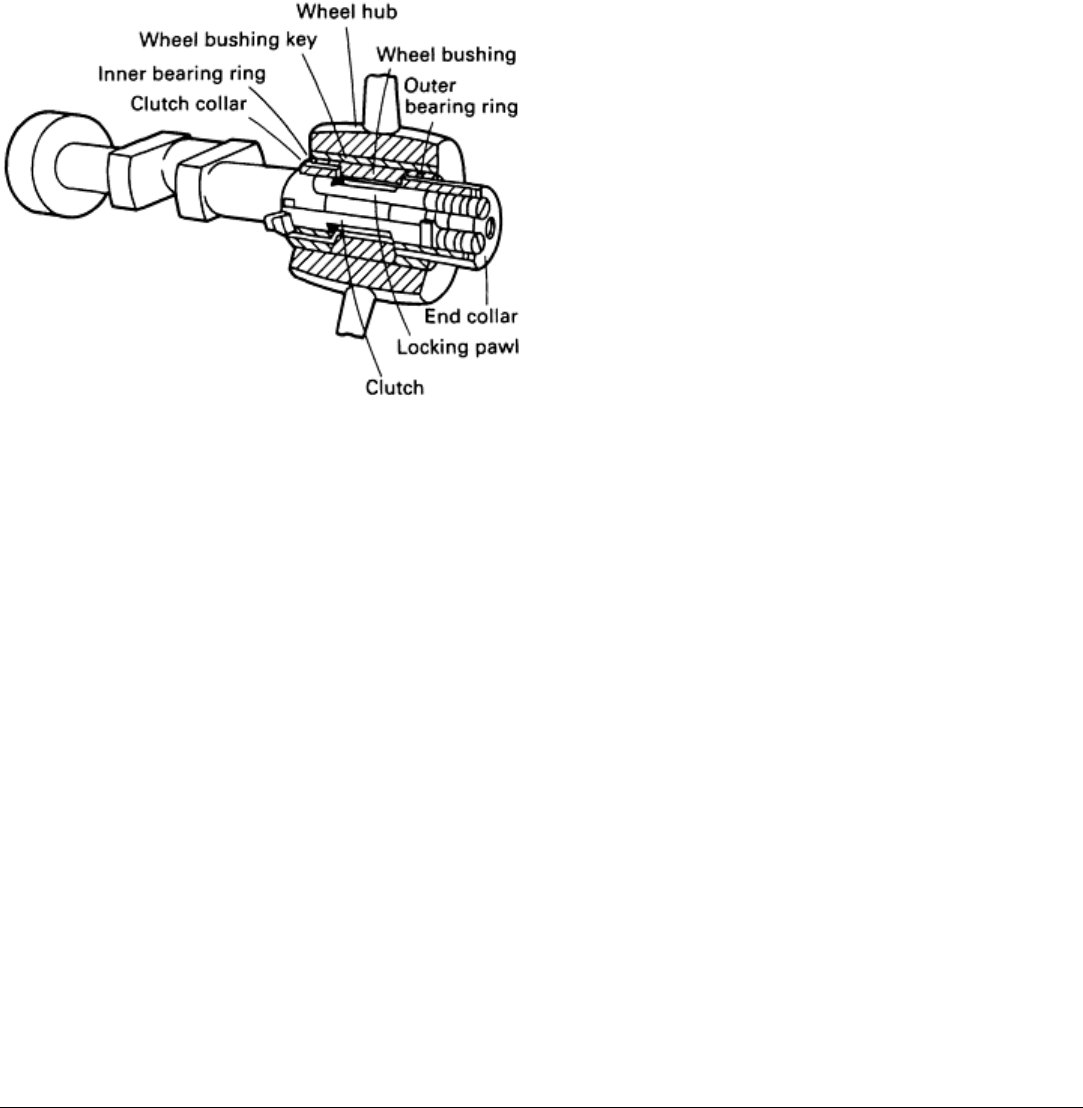
Mechanical positive clutches (Fig. 7) cost less than other types and are compact and easy to operate, but are limited in
many respects and usually require excessive maintenance. They are not recommended for one-stroke work, because wear
on the clutch would be severe.
Pneumatic positive clutches are much more efficient
than their mechanical counterparts. A pneumatic
positive clutch is usually a jaw clutch with 16 or more
points of engagement. The jaws are engaged by an air
cylinder or a diaphragm and are disengaged by
springs. No throw-out cams are used. The clutches
have electric controls like those used with friction
clutches. A press with a pneumatic positive clutch can
be used for a single stroke, operated continuously,
jogged in either direction, and stopped for
emergencies. The brake used with this type of clutch is
usually spring operated and air released as a fail-safe
measure.
Friction clutches are preferred to positive clutches
for most press applications. They are mounted on the
crankshaft, eccentric shaft, intermediate gear shaft, or
drive shaft, as shown in Fig. 2. The location of the
clutch brake unit is determined by factors such as press
size, press speed, type of clutch brake unit, and inertia
of the press drive.
Friction clutches allow the slides to be stopped or started at any point in the stroke. This makes setting and adjusting dies
convenient, especially in large presses. With a well-designed air friction clutch, sudden power failure causes the press to
stop immediately. Friction clutches using high-pressure oil or magnetic attraction have been employed to some degree.
Most friction clutches are air engaged and spring released. Brakes are spring engaged and air released. Some clutches are
combined with integral brakes; others are constructed as individual units for separate mounting. The brakes for presses
equipped with friction clutches are a drum type or single- or multiple-disk type and are operated in unison with the
clutches. Some designs use diaphragms or air tubes for actuation instead of pistons with packings.
One of the greatest advantages of friction clutches is their compatibility with electric and electronic controls. In this
respect, they are superior to the positive clutch, with the exception of the pneumatic type.
Eddy Current Clutches. A high degree of control over the press is the major advantage of eddy current clutches,
which are, in reality, press drives. Ram speed at any point on the stroke can be programmed.
Eddy current drives consist of a constant-speed flywheel, a variable-speed clutch-and-brake rotor, and a stationary brake
field assembly. The clutch-and-brake rotor is directly connected to the press drive shaft.
Clutching and braking are controlled by the current in the coils. In practice, the press drive is usually controlled
automatically to speed up the motion of the slide during the idle portion of the stroke, and to slow it down just before the
tooling contacts the work.
Presses and Auxiliary Equipment for Forming of Sheet Metal
Press Accessories
The setup and operation of a mechanical press are made more versatile through the use of built-in accessories. Included
are bolster plates, rolling bolster assemblies, speed change mechanisms, shut height adjusters, and slide counterbalances.
Bolster plates are used in most hydraulic and mechanical presses, between the bed and the die. They provide a flat
surface on which to mount the dies and can be remachined to remove nicks and worn areas. T-slots in the top surface
facilitate clamping of the die to the bolster plate. Clearance holes in the bolster plate permit pressure pins to extend from
the die cushion to the die. Some press beds have a large hole through the top surface for drop through of parts or for
mounting of die cushions. For this reason, bolster plates are thick, to minimize deflection and support the die properly.
When parts are ejected through the die, holes of the proper size and location are cut in the bolster.
Fig. 7 Mechanically actuated positive clutch mount
ed on
press crankshaft.