ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.


The width, length, and thickness dimensions of bolster plates have been standardized for each bed size, as have the size
and location of T-slots, pressure pin holes, and holes for fastening to the bed. Standardization facilitates interchangeability
of dies between presses. Filler plates can be used either above or below the bolster to reduce the shut height of the press.
This is in addition to the normal slide adjustment.
Rolling bolster assemblies are made for some large straight-side presses for fast tooling change. Dies are set up on
an assembly outside the press. When a press run is finished, the punch and blankholder are undamped from the slides and
the assembly is moved out of the press. Then another assembly is moved into place, the punch and blankholder are
clamped to the sides, adjustments are made, auxiliary equipment is set up, and the press is made ready to run.
Speed change drives are used mostly to change the number of strokes per minute, but some drives also can be used to
change speeds during the press stroke for fast approach to the work, slower working stroke, and quick return. Changing
speed during the stroke permits an increase in production without increasing the working speed. Press builders commonly
supply charts that show the slide speed at any point on the press stroke.
In simple blanking operations the speed of the working stroke is not critical. In drawing and in some forming operations,
the plastic-flow characteristics of the material being formed impose specific speed limitations.
A two-speed drive is combined with clutching and braking in some presses. A clutch can have planetary gears for a two-
speed drive. Some two-speed drives have two flywheels with a common brake. With a two-speed gearbox and two speeds
from the clutch, a press can have four speeds.
Variable-speed drives may incorporate a speed change belt with adjustable cone pulleys connecting the motor to the
flywheel or a steplessly variable electric drive. The eddy current drive, originally developed for inching of mechanical
presses, also provides variable speed.
Shut height adjustment is provided in mechanical presses to change the distance between the slide and the bed to fit
dies of different sizes. Small, single-point presses have a screw arrangement to provide this adjustment. In heavier
presses, a gear drive makes it easier for the operator to move the massive slide. As press size increases, this gear drive is
motorized. Motorized slide adjustment is used also in many smaller presses. Air counterbalances on most large presses
relieve the load of the slide and die from the adjusting mechanism.
Some presses have dials that indicate the shut height in thousandths of an inch. If the dies to be used in the press are
similarly marked, die-setting time will be greatly reduced. Other presses have a motorized adjustment with a dial control.
The operator sets the desired shut height, and the slide automatically positions itself.
Counterbalances in press slides provide smooth cycling and reduce backlash and gear wear by:
• Counteracting the moving weight of slides, components, and die members attached to the slides
• Reducing the load on the press brake, thus providing faster stopping
• Taking up clearance on the main bearings, reducing the breakthrough shock for cutting operations
• Reducing backlash in the drive gearing
• Easing the adjustment of slides by reducing the load on the adjusting screws
Excessive counterbalance pressure can prevent the normal breathing of bearings and consequently prevent good
lubrication of the bearings.
Most presses manufactured with slide counterbalances use pneumatic cylinders as a means of counterbalance, although
springs have been used. To prevent too great an increase of pressure through the full range of press stroke, a surge tank is
used in conjunction with the cylinders. The tanks are of such a size that the pressure does not increase more than 20 to
25%. A pressure control valve allows the counterbalance pressure to be adjusted to take care of variation in die weights.
The counterbalance cylinder is attached to the press frame, and the cylinder rod to the press slide. Usually the cylinders
are attached to either the crown or the press uprights.
Presses and Auxiliary Equipment for Forming of Sheet Metal
Die Cushions
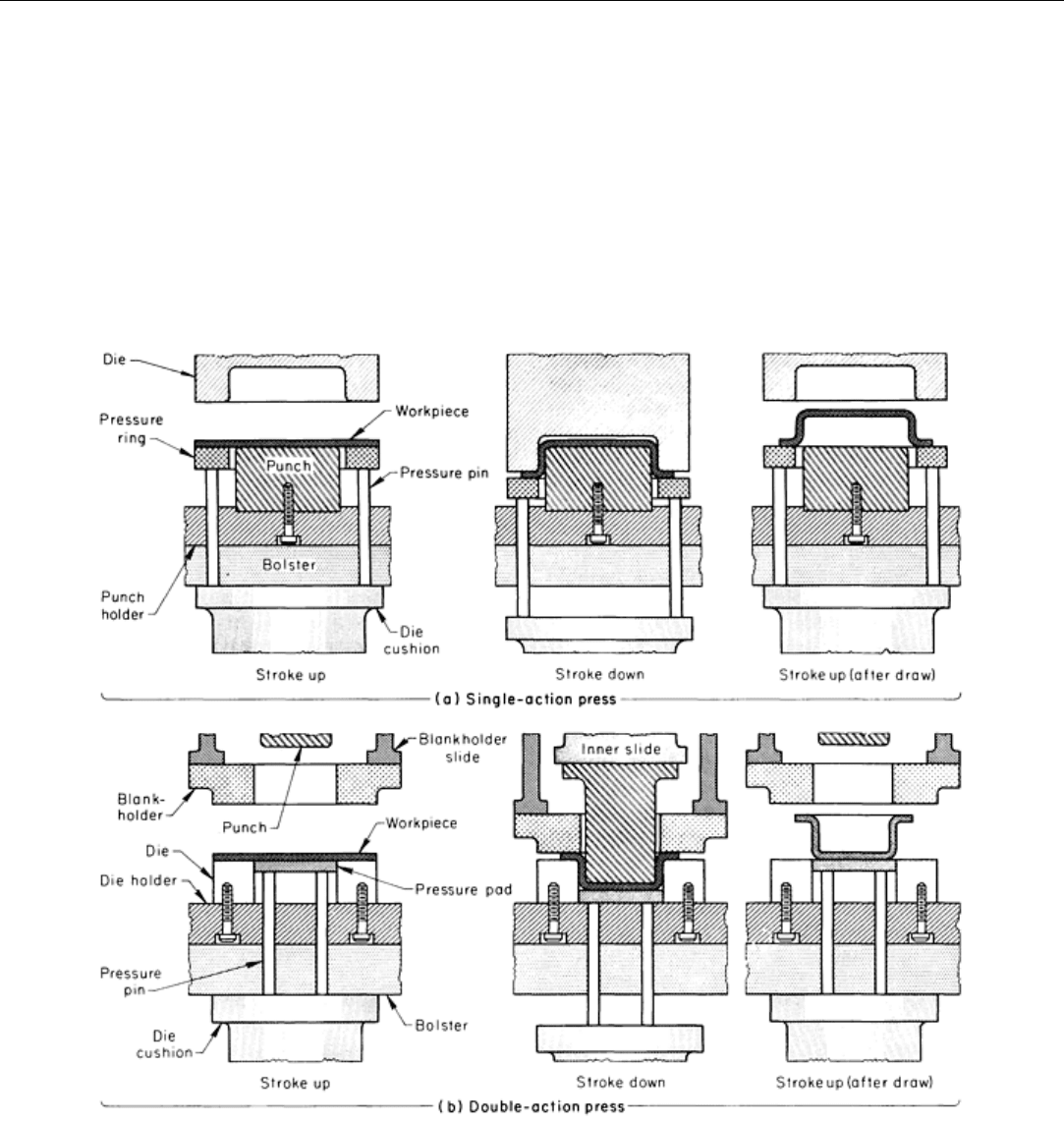
Die cushions, often referred to as pressure pads, are used to apply pressure to flat blanks for drawing operations. They
also serve as knock-out or ejection devices to remove stampings from the dies.
Single-action presses do not have an integral means for blankholding and require the use of cushions or other means of
applying uniform pressure to the blanks for drawing operations, except for shallow draws in thick stock. The most
common means of pressure control for drawing operations on single-action presses are pneumatic and hydropneumatic
die cushions. Figure 8(a) shows a single-action press set up for use with a die cushion.
Fig. 8 Setups incorporating die cushions in single-action and double-action presses.
Double- and triple-action presses feature integral blankholders and do not require cushions for drawing operations.
Cushions are sometimes employed on double-action presses, however (Fig. 8b), for ejection of triple-action draws, for
keeping the bottoms of the stampings flat or ensuring that they hold their shapes, or for preventing slippage while
drawing. For such applications, the cushions must be equipped with locking devices to hold the cushions at the bottom of
stroke for a predetermined length of the return stroke of the press slide.
Most die cushions are located in the press beds, but there are applications that require installation within or on the press
slides. In either case, the functions are similar, and the operations are the same. The recommended capacity of a die
cushion (the amount of force it is capable of exerting) is generally about 15 to 20% of the rated press force. Strokes of the
cushions are usually one-half the strokes of the press slides, but should not exceed bolster thickness less 13 mm ( in.).
Cushions with different strokes and higher capacities are available, but the size of the press bed opening limits the size,
type, and capacity of the cushions. Consideration must be given to the press capacity at the point at which the draw is to
begin, because the force and energy required to depress the cushion is added to that required to draw the stamping. As a
result, the force and energy needed for a high-capacity cushion may not leave enough for the operation to be performed.
In pneumatic cushions, the maximum pressure is controlled by the diameter and number of cylinders and the
available air pressure. Shop line pressure is generally used, but it is possible to use a booster or intensifier to increase the
air pressure. Most cushions are normally rated at a pressure of 690 kPa (100 psi), and it is generally recommended that the
pressure not exceed 1380 kPa (200 psi). Surge tanks, if required, must conform to local codes and are generally approved
for a maximum pressure of 860 kPa (125 psi).
A pneumatic die cushion for a single-point press normally uses one cylinder and one piston. Two or more cushions may
be stacked, however, when a high-capacity unit is required in a limited bed area in which vertical space is available. For
multiple-point presses, when the pressure pad area requirement is too large for one cushion, multiple cushions can be
arranged alongside one another. The cushions may be individually adjustable or tied together. A multiple-die cushion is
often preferable to a hydropneumatic die cushion because of the speed restrictions of the latter. Presses to be used with
progressive dies can be equipped with a cushion whose position may be changed from right to left in the press bed.
Hydropneumatic Cushions. These die cushions are used when higher forces are required or when space does not
permit the use of double- or triple-stage cushions. Hydropneumatic cushions are slower acting than the pneumatic
cushions; therefore, they are usually used on large presses and on slow presses. They can be adjusted to hold a large, light
blank for deep drawing or shallow forming or to grip heavy-gage material as tightly as is required for curved-surface or
flat-bottom forming.
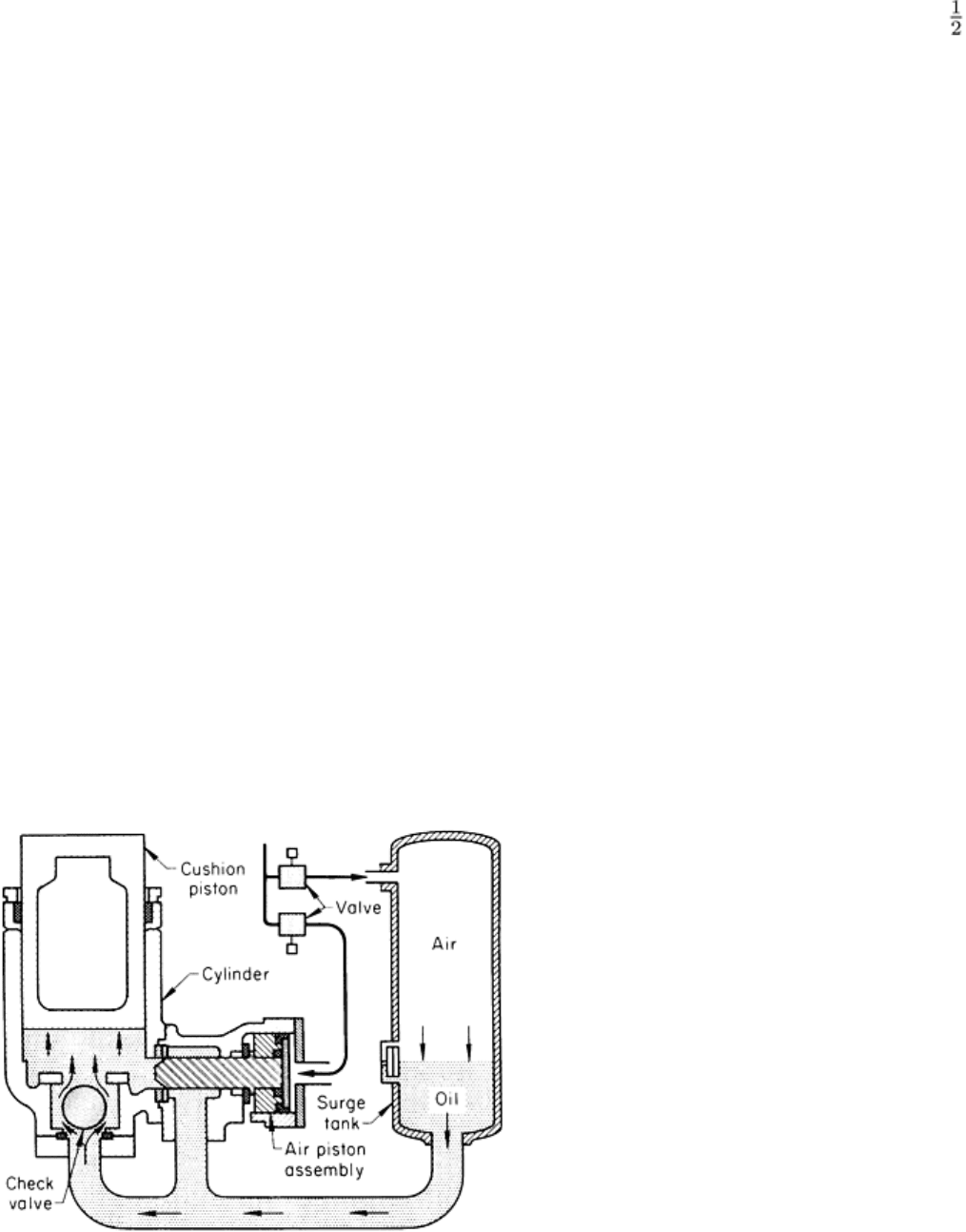
A typical hydropneumatic cushion is connected to a surge tank, as shown in Fig. 9. Two individually controlled air lines
are required: one connected to the operating valve of the cushion and the other connected to the top of the surge tank. The
air pressure supplied to the operating valve determines the capacity of the cushion on the downstroke. The pressure of the
air in the surge tank determines the stripping force available on the upstroke. The surge tank may be separate from or
integral to the cushion, depending upon the space available beneath the press bed.
The pressure of the air in the surge tank is transmitted
to the hydraulic fluid, which is free to pass upward
through the check valve and force the cushion piston
upward. Pressure is also exerted against the face of the
operating valve stem, but it is not sufficient to
overcome the opposing air pressure working on the
operating air piston.
When a downward force is applied to the cushion, the
check valve is immediately closed and the pressure of
the fluid that is trapped beneath the piston begins to
rise. When the pressure against the small face of the
operating valve stem reaches a predetermined point, it
exceeds the magnitude of the air pressure on the larger
area of the air piston and opens the operating valve. As
long as the cushion piston continues its downward
movement, the fluid beneath it is maintained under
constant pressure by the throttling action of the
operating valve; the additional fluid replaced by the
piston is forced through the valve to the surge tank.
Oil pressures are generally limited to about 6.9 MPa (1
ksi).
When the stroke has been completed and the downward force on the cushion piston is removed, the pressure of the fluid
beneath the piston is immediately lessened, reducing the air pressure on the air piston and thereby closing the operating
Fig. 9 Components and operating
principle of a
hydropneumatic die cushion.

valve. Fluid from the surge tank under pressure from the air behind it passes upward through the check valve and raises
the cushion piston to top stroke.
Presses and Auxiliary Equipment for Forming of Sheet Metal
Auxiliary Equipment
Most primary press operations are automated, so that equipment for feeding and unloading is used even for fairly short
runs. Hand feeding, with its attendant hazards, is often confined to secondary operations on partly completed workpieces.
Goals for planning automated operations should include:
• Maximum safety to the operator and to the equipment
• High or nearly continuous production
• Improved quality of the product and minimum scrap
• Reduction in cost of the finished parts
The shape and position of the part before and after each operation must be carefully studied to determine whether design
changes, such as adding tabs or extra stock to the blank, will facilitate handling.
Automatic handling equipment can be divided into the following categories: feeding equipment, unloading equipment,
and transfer equipment.
Coil-handling equipment moves coiled stock to the press area and uncoils it with a minimum of damage to the stock and
danger to the tools and operator. Reliable coil handling is important, because coil stock is being increasingly used to
supply material to presses.
Other auxiliary equipment discussed in this section includes lubricant applicators, straighteners, and revelers.
Press Feeds
Mechanical feeds are important for high production, combined operations, and operator and press safety. Some feeds
supply the presses with stock from a strip or coil; others feed blanks or partly completed workpieces. Either kind, with or
without auxiliary hand feeding, can be used with almost any kind of press. For progressive-die work, the feed length
should be accurate and should repeat within ±0.076 mm (±0.003 in.). The stock must advance accurately so that the pilot
pin can easily enter the piloting hole and position the strip. Too great a variation in feed length could result in distorted
pilot holes and scrap parts.
Feeds for coil stock feed the work metal from a coil to the press. Choosing the optimum type of feed depends mainly
on the type of press, strokes per minute, length of feed per stroke, accuracy needed, and the kind of strip (width,
thickness, stiffness, and surface condition). The two most common kinds of feeds are slide and roll feeds.
Slide feeds are made in a variety of sizes and capacities. The basic principle of a slide feed is the use of a feed block
that is moved between positive stops to advance the material the distance required at each stroke. Slide feeds are very
accurate and are particularly suitable for use with coil stock. When strip stock is used, the ends of the strip must be hand
fed into the press.
Some slide feeds are powered by the press through an eccentric mounted on the crankshaft extension (Fig. 10). The
eccentric can be a simple one-piece unit keyed to the crankshaft, or it can be adjustable to vary the feed in relation to the
rotation of the crankshaft. When changes in feed length are frequent, the adjustable type is usually warranted.
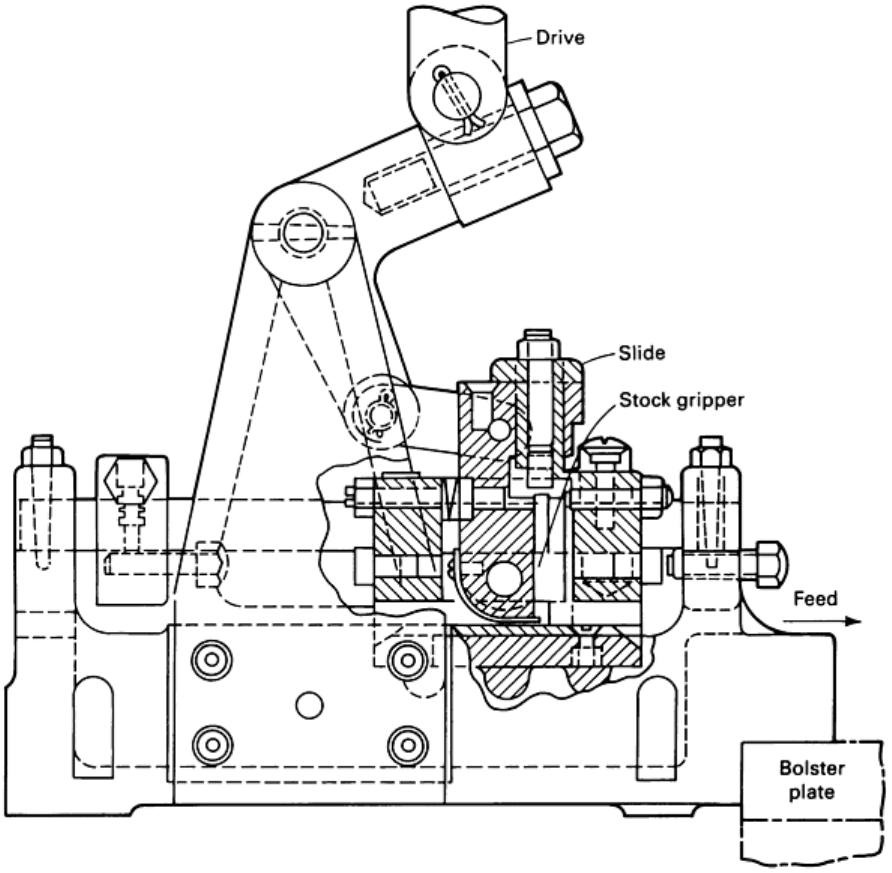
Fig. 10 Press-driven slide feed.
The feed block is mounted on hardened slides and either has a feed-blade holder with an adjustable feed blade (usually
carbide-tipped) or a pair of eccentric gripping cylinders. The material is gripped during the feed stroke and released on the
return stroke. Accurate control of feed length is obtained by the use of adjustable stops.
The direction of feed--left to right, right to left, or front to back--is governed by the location of the crankshaft extension
on the press and the arrangement of the die. A mechanical slide feed, feeding from left to right on a press with a front-to-
back crankshaft, can be provided by using an appropriate linkage. Slide feeds also can be powered by air cylinders or
cams on the press slide.
Roll feeds are available in sizes suitable for use with almost any width and thickness of stock and are used in every type
of presswork, from blanking to complex operations in progressive dies.
A roll feed essentially consists of a pair of rolls that can turn in one direction only. The rolls exert pressure on the stock by
the use of springs or some other device and are rotated by the motion of the press crankshaft.
Roll feeds are suitable for extremely thin material and material with highly polished surfaces. If hard chromium-plated
rolls are substituted for standard ground-steel rolls, polished surfaces will not be scored or marked during feeding.
Rubber-coated or plastic-coated rolls can be used on soft finished or prepainted stock.
There are two advantages to using roll feeds for feeding thin stock. With patterned rolls, a flange can be formed on a
waste edge of the stock as a stiffener. With a single-roll feed, the stock usually is pulled through the die.
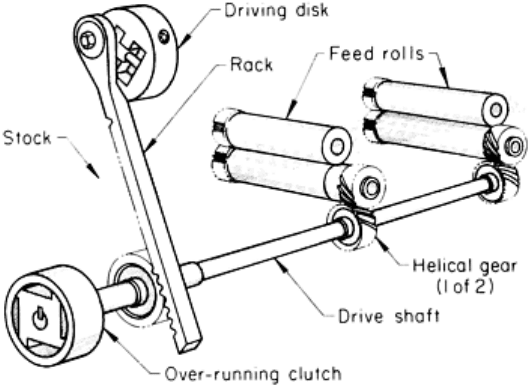
The best method of feeding extra-thin stock is the use of double-roll feeds (Fig. 11), in which roll feeds at each side of the
die are set so that the stock between them is always under slight tension. Double-roll feeds eliminate manual feeding of
end sections when strip stock is processed, and are suitable only when a substantial scrap skeleton remains.
Rack-and-pinion-actuated roll feeds are available in almost
all sizes but are used most in relatively heavy stamping and
drawing operations. In larger presses it is common to use
double-roll feeds of the rack-and-pinion type that are
attached to the press bolster.
Feeding of blanks or previously formed stampings to
presses is accomplished in several ways. Selection of a
specific method depends upon many factors, including
safety considerations, production requirements, and cost.
Manual Feeding. Feeding of blanks or stampings by
hand is still a common practice, but this method is
generally limited to low-production requirements which do
not warrant the cost of automatic or semiautomatic feeds.
Manual feeding, however, requires the use of a guard or, if
a guard is impossible, hand-feeding tools and a point-of-
operation safety device. The use of tools and a safety
device eliminates the need for the operator to place hands
or fingers within the point of operation and safeguards the
operator who inadvertently reaches into the point of
operation (see the section "Press Safety" in this article).
Chute Feeds. Simple low-cost chutes are often used for feeding small parts, with the blanks or stampings generally
sliding by gravity along skid rails in the bottoms of the chutes. Side members guide the workpieces, and rollers are
sometimes added to facilitate sliding. Production rates to 1800 parts per hour are not uncommon for gravity chute feeds.
Blanks or stampings are generally placed in the inclined chutes manually, but the setup can be automated by using
hoppers, prestacked magazines, or other means to supply the chutes. Windows are provided at the point at which the
workpieces enter the chutes when proper orientation is required.
Push feeds are used when blanks must be oriented in a specific relation to the die, or when irregularly shaped parts are
fed that do not slide down a chute and orient themselves properly in the die nest. Workpieces can be manually placed in a
nest in a slide, one at a time, and the slide pushed until the piece falls into the die nest. An interlock is generally provided
so that the press cannot be operated until the slide has correctly located the part in the die. Slide length should be
sufficient to allow placement of workpieces in the pusher slide nest outside a barrier guard enclosure. Strippers,
knockouts, or air can be used to eject finished parts from the die. In some cases, holes can be provided in the bottom
plates of the slides through which finished pieces fall on the return stroke of the pusher.
Transfer Feeds. In some automated installations, blanks are lifted one at a time from stacks by vacuum or suction cups
and moved to the die by transfer units. Separation of the top blank from a stack is usually done magnetically,
pneumatically, or mechanically. The top level of a stack can be controlled by a height detection system that regulates a
stack-elevating cylinder. Two or more stacks can be arranged to be automatically moved into the elevating station when
the previous stack has been used up.
Dial feeds are another method of feeding secondary operations that is being increasingly applied because of improved
safety provisions and increased productivity. Such feeds consist of rotary indexing tables having nests or fixtures for
holding workpieces as they are carried to the press tooling. Parts can be placed in the nests or fixtures at the loading
station (away from the point of operation) either manually or by other means, such as with the use of hoppers, chutes,
magazines, vibratory feeders, or robots. Dial feeds can be built into or added to presses.
Fig. 11 Components of a double-roll feed.
Industrial robots are being used extensively for press loading and other industrial applications. These mechanical
arms, manipulators, or universal transfer and positioning units are more sophisticated versions of the mechanical hands or
swinging arms long used for press loading and unloading (see the section "Press Unloading" in this article). The main
difference between these devices and true robots is that true robots can be programmed to perform different operations.
Various types of tooling can be attached to the arms to handle different sizes and shapes of workpieces. Not only do such
units increase safety, but they also substantially boost production rates. Robots are particularly suitable for low-volume
production requirements and for operations in which there are large differences in the size and geometry of the
workpieces to be handled.
Press Unloading
Methods used to unload stampings from presses vary depending upon workpiece size, weight, and geometry; production
requirements; material from which the stamping is made; press and die design; surface quality requirements; and safety
considerations.
Gravity and Air Ejection. Gravity is the simplest and least expensive method of unloading presses, but it is not
applicable for many operations. In some cases, dies can be designed so that the stampings fall through a hole in the press
bed. The use of open-back inclinable presses facilitates unloading by means of gravity when there are no holes in the
beds; stampings fall out of the open backs of the presses. When press inclination is not practical, chutes are sometimes
provided to carry the stampings away. Air ejection is still common for light-weight parts but is expensive and noisy.
Kickers, Lifters, and Shuttle Extractors. Kickers consist of pivoted levers, generally air actuated, that are mounted
in the dies and throw stampings out of the dies when the dies open. Lifters are similar devices, but simply move vertically
and require other means for stamping ejection. Pan shuttle-type extractors swing to and from the die area, catching
stampings as they are stripped from the punches or upper dies and dropping them outside the presses. Actuation of the
pans can be from either the press rams or the independent drives.
Mechanical hands, often called iron hands, are actuated by air or electrical mechanisms commonly used to remove
stampings from presses. Gripping fingers or jaws are mounted on arms that swing or reciprocate into the die area to lift
the stampings and place them on a mechanism for transfer to the next press or operation site. Standard units are available
as swing arm or straight-path types.
Interchangeable jaws or fingers are designed to grip the flanges of stampings. Vacuum cups or electromagnetic elements
are used in place of jaws or fingers for curved surfaces and fragile or easily damaged workpieces.
Industrial robots, discussed previously in this article, are also used for press unloading. An important advantage of
robots is their programmability to suit various workpieces and requirements.
Transfer Equipment
Several methods are used to automatically transfer stampings from press to press for high-production requirements. When
applicable, the use of chutes on which the stampings slide provides the lowest-cost method. Power-driven slat or belt
conveyors are commonly used. Adjustable-speed drives for the conveyors are often desirable to accommodate various
cycle times.
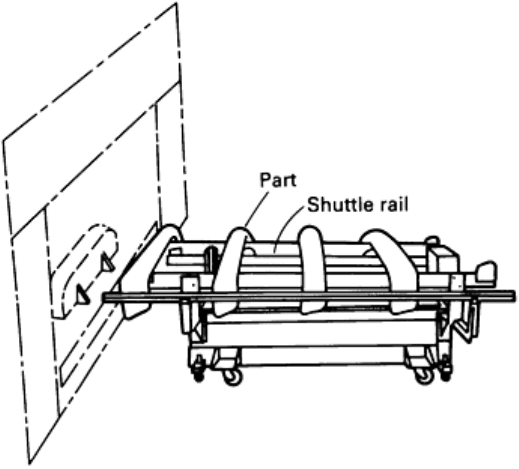
Shuttle-type transfer devices are extensively used. With some units, the stampings are pushed by reciprocating
fingers that extend and retract as required; other units use the lift-and-carry (walking-beam) method. Shuttle units are
driven by hydraulic, pneumatic, or electric power, or they are driven mechanically from the press. Adjustable side rails
are often provided to accommodate workpieces having different widths.
Lift-and-Carry Devices. One lift-and-carry device, which employs a parallelogram motion, is illustrated in Fig. 12.
Two rails move into slots milled in a die, rise vertically to lift a stamping from the die, retract and lower to deposit the
stamping on a set of idle rails, and return to pick up the next stamping. Each time the presses cycle, the stampings are
progressively moved from one press to the next. This type of transfer unit maintains full control of the stampings, from
unloading them from one die to loading them into the next die.
Turnover or turnaround devices are sometimes added
to transfer systems in order to change the positions of the
stampings as they pass from one press to another.
Turnaround devices generally consist of turntables that lift
the stampings, rotate them the required amount, and lower
them onto the transfer system. Turnover devices often have
one arm and use one or more vacuum cups. In operation, the
stamping is transferred to a position above the arm, the arm
is raised, the cup or cups engage the stamping, vacuum pulls
the stamping against the cups, and the arm rotates about
180°. At the end of the arm movement, the vacuum is
released, and the arm returns to its horizontal position. Other
devices are of the Ferris wheel type.
Industrial robots, electrically interlocked to two or more
presses, are also being used for the automatic unloading,
transferring, and loading of stampings. Advantages include
increased flexibility, with programmability permitting
different stampings to be produced over the same press line.
Computer Numerical Control (CNC). Transfer systems
controlled by programmable CNC units are available for
automating press lines. Such systems are independent of the
presses, can be adapted to stampings of all sizes, and are
easily reset. The transfer slides have integral drives, transfer level is programmable in three coordinates, and transfer rates
can be varied along certain sections. Grippers or suction cups are used to handle the stampings. Modular construction of
the CNC transfer units permits their use with conveyor belts, buffer storage devices, and turnover or turnaround units.
Stackers or conveyor loaders are often provided at the ends of the lines to stack or remove finished stampings that
are unloaded from the last press. Low-profile under-the-die conveyors are used for some applications.
Coil-Handling Equipment
Coil cradles, reels, uncoilers, re-coilers, and other types of coil-handling equipment are important to the successful
operation of a press.
Coil cradles may be either nonpowered or powered. In the nonpowered type, the stock is pulled from the coil by a
powered feed, a straightener, or pinch rolls, or by the equipment being fed.
A powered cradle is preferable for coils that weigh more than 900 kg (2000 lb) or when stock is going directly from the
reel to the press feed. In a powered cradle, the coil is supported by chain-driven or gear-driven rolls or by a driven
conveyor belt. The drive should be automatically self-equalizing to prevent skidding of the coil.
Coil cradles should have motors that can stand frequent starting of inert loads. A slack loop is created between the coil
and the straightener or feed devices by starting and stopping the motor intermittently on signal from a dancer roll, paddle,
or other control device. This intermittent operation may cause a standard motor to fail prematurely. With a variable time
delay (electronic or adjustable-cam), the motor can overrun to a controllable extent after the control has commanded it to
stop.
A variable-speed drive reduces the number of starts and stops, prolongs the life of the motor and drive, and often makes it
possible to match the speed of the cradle to that of the machine being fed. A clutch can be used so that the motor will run
continuously and the slat conveyor or rolls are driven only when stock is required.
Stock Reels and Uncoilers. Commercial stock reels can accept coils weighing as much as 22,700 kg (50,000 lb).
There are reels of the proper size and type for almost any pressworking application.
Fig. 12 Lift-and-carry transfer device for stampings.
Selection of a reel should be based on the maximum coil weight and the widths of stock to be unwound. It is better to
overestimate future requirements than to underestimate them and find out later that reel capacity limits improvement in
equipment and production methods.
Plain or nonpowered reels are usually adequate when the press feed or stock straightener has pinch rolls with enough
gripping power to pull the stock from the reel. When stock is going directly from reel to press feed, the reel should be
powered so that the feed does not have the job of both feeding the press and unwinding the coil. If the stock becomes taut
between the reel and the feed, the feed may start to advance and the stock may slip, resulting in a short feed length. If a
straightener is used between the press feed and the reel, a plain reel can be used. However, materials with low tensile
strength and lightweight materials should be unwound from a powered reel; otherwise, they might be stretched between
the reel and the feeding device.
Powered reels with variable speed and a loop control are preferred for a smooth operation. Noncontact sensor units, such
as photoelectric cells or proximity switches, on the loop control should be used for soft metals, polished surfaces, and
prepainted stock. These prevent damage inherent with contact-type (rolling or sliding) sensor units. Without powered
reels or loop control a sudden pull can cause the stock feed to slip and mark the work metal.
Other equipment useful for handling coil stock includes re-coilers, turnstiles, down-layers, coil cars, coil grabs, and
coil ramps.
Re-coilers are used for winding coil stock after slitting and for winding the scrap skeleton after pressworking.
Turnstiles (or horns) are two-arm or three-arm devices used to store coils temporarily before processing. In function, a
turnstile resembles a coil ramp. Turnstiles may be equipped with hydraulic push-off devices, which add to their speed and
efficiency.
Downlayers, sometimes called up-enders, are turnover devices for rotating the coil from a horizontal to a vertical
position.
Coil grabs, for use with cranes, are devices that can handle stock in the horizontal or vertical position. Some similar
devices are available for use with forklift trucks. Other devices will pick up a coil and change the position from horizontal
to vertical.
Coil ramps are inclined storage units for use with reels or cradles. Most coil ramps operate by gravity.
Other Auxiliary Equipment
Lubricant Applicators. In blanking or forming, a lubricant is usually applied to metal that is fed into the press from
coils. The lubricant can be swabbed or brushed onto the metal as it leaves the reel, but this is inefficient and wasteful and
produces inconsistent results. An automatic applicator improves efficiency and uniformity. The type of applicator used
depends on whether the lubricant is a powder or a liquid and, if a liquid, on its viscosity and flow characteristics. Roller
coating, drip feeding, and spraying are common. Information on these application methods, as well as on the types of
lubricants used, is available in the article "Selection and Use of Lubricants in Forming of Sheet Metal" in this Volume.
Straighteners have upper and lower rolls alternately mounted in a staggered position. The minimum number of rolls
that can be used is three; however, five-roll or seven-roll straighteners are most common for the usual range of stock
thickness. Straightening of stock less than 0.51 mm (0.020 in.) thick requires additional rolls; as many as 17 have been
used for some thin stock.
Some straighteners have a separate screw adjustment for each of the upper rolls; others have one adjustment for the entire
series of upper rolls. A straightener should not be overloaded. When stiff, thick metal is passed through a straightener
designed for thin metal, it may deflect the rolls permanently or break their shafts. Stiff, thick stock requires larger,
stronger rolls spaced well apart. Thin metal requires more straightening rolls than does thick metal. These rolls are usually
smaller in diameter and more closely spaced.
Stock straighteners are available in a wide range of capacities and speeds, with either powered or nonpowered
straightening rolls. Either the upper or lower set of rolls, or sometimes both sets, is powered. Nonpowered rolls can be

used when there is enough pulling or pushing force to get the stock through the rolls. Powered pinch rolls are used to push
or pull the stock through the straightener.
Thin stock requires more working to straighten than does thick stock. For this reason, two sets of pinch rolls are used, and
all straightening rolls are power driven. The speed of powered straighteners can be adjusted so that the material is
delivered by the rolls at the rate it is fed into the press plus 10%. The ideal condition is to have the stock run through the
rolls continuously, so that there are no breaks or bends in the stock when it is stopped on the rolls. When straighteners are
operated intermittently, breaks or bends occur in the stock and are almost impossible to remove.
Roller levelers, like straighteners, have staggered pairs of meshing rolls, but the rolls are smaller and more closely
spaced. All of the rolls are powered, and some of the upper and lower working rolls have backup rolls. Levelers with
backup rolls can impose strains on the metal to remove stack edges or a crowned center. More information on the use of
roller revelers is available in the article "Slitting and Shearing of Coiled Sheet and Strip" in this Volume.
Presses and Auxiliary Equipment for Forming of Sheet Metal
Presses for High Production
Mass-produced parts are often formed in presses that are made especially for high-production operation. High speed, or
the highest number of strokes per minute, is not the only factor in a high production rate. The capability of a press to run
continuously for several hours without full operator attention and with a minimum of wear and vibration contributes more
to high productivity than does running at high speed for a short period and then stopping for reconditioning of dies.
The more common types of high-production presses are discussed in this section.
Dieing machines, also known as die presses, are set up with conventional progressive dies for long-run operation.
These machines are used extensively for the blanking of laminations; however, drawing and forming can be done. The
height of the bed above the floor makes it easy to install stacking chutes for laminations and other parts.
Dieing machines are single-action underdrive presses. The drive mechanism for a dieing machine is located beneath the
press bed. Four guide rods from a guided lower crosshead pass up through bronze bushings in the bed and are fastened to
a platen to which the upper die half is attached. The lower crosshead is reciprocated by a crank-shaft through connecting
rods. By this action, the die halves are pulled together, rather than pushed together, as in a conventional press.
The size of the guide rods and bushings results in excellent die alignment and long die life. The underdrive construction
keeps the center of gravity of the press low. The progressive dies mounted in the machine are near eye level, and there are
no columns or side members to obstruct the operator's view. Ejection chutes for finished parts and scrap are
comparatively high above the floor so that containers are easy to position. Pneumatic cushions, fastened to the top of the
platen for better accessibility for service and adjustment, are used as strippers and blankholders.
Stock is fed through the guide rods with either single- or double-roll feeders. A scrap cutter can be mounted on the end of
the machine. Both devices are operated by the upper platen or by a power take-off on the end of the crankshaft.
Multiple-slide machines are fully automatic machines for mass production of small parts from metal strip or wire in
coil form. Detailed information on these machines is given in the article "Forming of Steel Strip in Multiple-Slide
Machines" in this Volume.
Transfer Presses. Performing multiple operations on a single press can increase productivity and decrease costs.
Transfer presses eliminate the need for secondary operations; annealing requirements between operations; and in-process
inspection, storage, and handling of workpieces.
Transfer presses should be considered whenever 4000 or more identical stampings requiring three or more operations are
needed daily. A total production run of 30,000 to 50,000 identical parts is generally economical between tooling changes.
Most transfer presses are designed to make more than one part, and they are often used for families of parts that are
similar in size, shape, and thickness. One press is being used to produce 22 different parts.
Stampings are being produced in a wide range of sizes and shapes. Any configuration that can be grasped by mechanical
fingers is suitable, and the parts do not have to be concentric. Practically any operation that can be done in any other press