ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.


can be performed on transfer presses. Typical operations include blanking, piercing, forming, trimming, drawing,
flanging, embossing, and coining.
Major users of transfer presses are the automotive and appliance industries. Automotive parts produced on these presses
include wheel covers, taillight assemblies, control and suspension arms, transmission parts, catalytic converters, and
timing-gear case covers. Appliance components include refrigerator, freezer, washer, and dryer parts.
Fine Blanking Presses. The fine blanking process, discussed in the article "Fine Edge Blanking and Piercing" in this
Volume, is generally performed in special triple-action presses designed specifically for the purpose. The presses are
available in a range of sizes varying in capacity from 220 to 22,000 kN (25 to 2500 tonf) or more.
Basic components of most fine blanking presses are the frame, upper and lower tables for supporting the tooling, a power
system, a stock feeder and lubricator, a control system, and a tool safety device. The frames are generally of welded plate
construction, with four-column or double-frame web design, but some smaller presses have single-casting frames. Most
fine blanking presses are designed for vertical operation of the ram, but horizontal presses are available. On vertical
presses, ram movement for shearing is usually upward, but some presses have a downward movement.
Flexible-Die Forming Presses. Forming, and sometimes blanking, with flexible dies (rubber pads or diaphragms
backed by oil under high pressure) is an economical method because it requires only half a die, and materials of different
thicknesses can be formed with the same tool. Also, one pad or diaphragm can be used to produce different workpieces,
thereby reducing tooling costs. No scratch marks are produced on the side of the blank facing the flexible die.
Another advantage of flexible-die forming is that localized stress concentrations are avoided because of the uniformly
distributed pressure achieved with a rubber pad or diaphragm and the gradual wrapping of the blank around the tool. A
limitation is that the process is slower than forming with mating die halves, thus sometimes restricting applications to
low-volume requirements. However, depending upon workpiece complexity and size, the method may be competitive for
part production runs to 20,000.
Flexible-die forming is used extensively by the aircraft and aerospace industries, as well as by other manufacturers with
low-volume requirements. The three major types of flexible-die forming are rubber pad, fluid cell, and fluid forming, all
of which are performed on either standard or special hydraulic presses. These processes are discussed in the articles
"Rubber-Pad Forming" and "Deep Drawing" in this Volume.
Presses and Auxiliary Equipment for Forming of Sheet Metal
Press Safety
The safest press is one operating continuously with a stock feeder and part unloader. This type of machine does not
require the full attention of an operator, and there is no need for him to reach into the danger area. Flywheels, gears, and
other moving parts likely to catch an operator or passerby are usually covered.
For hand feeding, shields should be interlocked with press controls, so that the press will not run unless the shields are in
place. The best practice is to make the guard or shield a part of the die, so that protection is automatically in place when
the setup is made or installed. Shields also can be attached to the press frame and adjusted for various kinds of work.
These guards should suit all the work done in the press, should be easy for the setup man to adjust, and should give the
operator an unobstructed view.
Usually, it is more difficult to guard hand-fed secondary operations, because the workpiece requires special handling.
However, if production rate and quantity warrant the expenditure, standard or special devices can replace hand feeding of
presses.
Available safeguards include barriers or interlocking guards that keep the operator away from danger, sweep and pulling
devices that push the operator's hands away, and devices that require both hands to trip the press. All safeguards should be
inspected and adjusted before and after every press run.
Important considerations in choosing safety devices are: number of operators at the press, size and type of press, size and
shape of workpieces, length of press stroke, and number of strokes per minute. Protective devices cannot do the job by
themselves; they should be used with a well-planned and strictly enforced safety program. More information on press
safety is available in the Selected References.
Presses and Auxiliary Equipment for Forming of Sheet Metal
Selected References
• H.R. Daniels, Mechanical Press Handbook, 3rd ed., Cahners Publishing, 1969
• N. Fisher, "Principles of Mechanical Power Presses," Technical Paper MF76-
285, Society of Manufacturing
Engineers, 1976
• "Guidelines to Safety and Health in the Metal Forming Plant," American Metal Stamping Association, 1982
• J.W. Hart, Safeguarding Metal Cutting Machines, Prof. Saf., Jan 1983, p 13-16
• R.G. Lown, "Hydraulic Presses in the '80s," Technical Paper MF82-
915, Society of Manufacturing
Engineers, 1982
• V.J. Mankowsky, "The Selection of Conventional Metal Forming Presses," Technical Paper MF69-
522,
Society of Manufacturing Engineers, 1969
• "Mechanical Power Press Safety Engineering Guide," PB80-
195340, National Technical Information
Service, Sept 1976
• "Power Press Safety Manual," 3rd ed., National Safety Council, 1979
• "Power Press Safety Manual," EP-233 (0382), Cincinnati Inc., 1982
• C. Wick, Power Press Safety, Manuf. Eng., Feb 1972, p 19-25; March 1972, p 16-21, April 1972, p 26-
29;
and May 1972, p 22-26
Selection of Material for Press-Forming Dies
Introduction
PRESS FORMING is a process in which sheet metal is made to conform to the contours of a die and punch--largely by
bending or moderate stretching, or both (see the Section "Forming Processes for Sheet, Strip, and Plate" in this Volume).
The suitability of a tool material for a press forming die is determined by the number of parts that can be produced using
that die. This number is in turn influenced by such process variables as size of the part, type and thickness of the metal
being formed, lubrication practice, quantity of parts needed, and the allowable variation in dimensions.
Selection of Material for Press-Forming Dies
Process Variables
Part Size. For small stampings, cast or plastic dies are uneconomical unless they are made from a model already
available and with only minor finishing operations required on the dies. When the cost of patternmaking is included, cast
or plastic dies are usually more expensive than are dies machined from other materials. The cost of the die material is
usually a small fraction of the total cost of dies for a small part, and the availability of material in such a size that would
minimize machining on the dies is usually a greater factor in cost than is any other.
As the size of the part increases, cost savings resulting from minimizing machining by the use of a casting close to final
size more than offsets the cost of a pattern. However, tool steel or carbide inserts must be used on high-production dies
subject to severe wear and galling. The selection of both the material and the locations of the inserts should be
conservative when it is important that production not be interrupted to alter the tooling. If tools can be taken out of
production, gray cast iron dies may be used, with the wear surface flame hardened and inserts added later if needed
because of wear on the critical surfaces.
Work Metal. High-hardness sheet metals wear dies more rapidly than do softer materials, but other factors, such as the
presence of scale on the surface of hot-rolled unpickled steels, cause two to five times more wear. However, scaled
surfaces cause less galling, which, on tool materials, may be an even more serious condition than wear, because galling or
"pickup" on a die causes frequent interruptions of production forming for reconditioning of the die.
Soft brass and aluminum cause less wear and galling than does carbon steel; stainless steels and heat-resistant alloys
cause more wear and galling. When galling is anticipated, it is desirable to use materials such as D2 tool steel that can be
treated subsequently, if necessary, to eliminate the difficulty. Possible treatments include chromium plating of any
hardened steel, the hardening of alloy cast iron, and the nitriding of tool steels such as A2 and D2, which are preferred for
nitriding because of the presence of nitride formers such as chromium and molybdenum.
Sheet Thickness. Thick sheets of any metal exert greater pressure on the dies than do thin sheets of the same metal.
Both abrasive wear and adhesion (galling) increase with increasing sheet thickness.
Lubrication Practice. In making parts at low and medium production (up to 10,000 pieces), it is often economical to
use lubricants. Lubrication is required when zinc alloy dies are used. However, the most effective lubricants are difficult
to apply and remove, and they add significantly to cost. Efficient application of lubricants is particularly difficult in high-
production operations in which presses are automatically fed. In such operations, it is often economical to use die metals
that are more costly but more resistant to galling in combination with the usually less-effective lubricants that can be
applied automatically. Examples of these materials are aluminum bronze, nitrided D2 tool steel, and carbide, which often
can be used for forming low-carbon steel with only mill-oil lubrication.
More information on lubricants is available in the article "Selection and Use of Lubricants in Forming of Sheet Metal" in
this Volume.
Quantity. The number of parts to be produced is an important factor in material selection for large dies in which the cost
of material is equal to or greater than the cost of machining. In smaller dies, the difference between the cost of the most
expensive and the cheapest steels is less important than the assurance of long life without the necessity for rebuilding
tools if the quantity should be increased above original expectations, or if the die material should prove to be inadequate.
However, for large dies, both the choice of tool material and the design of the dies depend on the number of parts to be
produced, particularly if it is more than 1000.
Adjustable inserts are often impractical for small dies. Therefore, for high-production dies working under severe wear
conditions and producing parts to close tolerances, it is often desirable to use a complete insert or to make the die of wear-
resistant material such as carbide or nitrided D2 tool steel.
Dimensional requirements of a part may have an important effect on the choice of tool material when the part is to
be finished without restriking. If the part is to be restruck, the material used in the restriking die is of less importance,
because it will usually be subjected to less wear than will the die that performs the primary operation. A major factor in
the choice between a wear-resistant material and a less costly and less wear-resistant material is the necessity for
maintenance during the production run.
Selection of Material for Press-Forming Dies
Materials, Die Wear, and Die Life
Table 1 lists the nominal compositions of the tool materials most often used for press forming dies. Tool materials are
usually selected on the basis of providing adequate die life at minimum cost. However, the final choice often depends on
availability rather than on a small difference in die life or cost.
Table 1 Tool materials commonly used for press forming dies
Material
Nominal composition
AISI tool steels
W1
Fe-1.0C
S1
Fe-0.50C-1.5Cr-2.5W
O1
Fe-0.9C-1Mn-0.5Cr-0.5Mo
A2
Fe-1C-5Cr-1Mo
A4
Fe-1C-2Mn-1Cr-1Mo
D2
Fe-1.5C-12Cr-1Mo-1V
D3
Fe-2.25C-12Cr
D5
Fe-1.5C-12Cr-1Mo-3Co
D7
Fe-2.35C-12Cr-1Mo-4V
M2
Fe-0.8C-4Cr-5Mo-6W-2V
M4
Fe-1.3C-4Cr-4.5Mo-5.5W-4V
Other ferrous alloys
Hot-rolled low-carbon steel
Fe-0.10 to 0.20C
Unalloyed cast iron, 185 to 225 HB
Fe-3C-1.6Si-0.7Mn
Alloy cast iron, 200 to 250 HB
Fe-3C-1.6Si-0.4Cr-0.4Mo
Cast high-carbon steel, 185 to 225 HB
Fe-0.75C
Cast alloy steel, 200 to 235 HB
Fe-0.45C-1.1Cr-0.4Mo
4140 alloy steel
Fe-0.4C-0.6Mn-0.3Si-1Cr-0.2Mo
4140 modified
Fe-0.4C-1.2Cr-0.2Mo-1Al
Nonferrous alloys
Zinc alloy (UNS Z35543)
Zn-4Al-3Cu-0.06Mg
Aluminum bronze (UNS C62500), 270 to 300 HB
Cu-13Al-4Fe
Nonmetals
Polyester-glass
50% polyester, 50% glass in the form of cloth, strand, or chopped fibers
Epoxy-glass
50% epoxy, 50% glass as above
Polyester-metal
Polyester reinforced with metal powder
Epoxy-metal
Epoxy reinforced with metal powder
Nylon-metal
Polyamide reinforced with metal powder
Polyester or epoxy-glass-metal Polyester or epoxy with both glass and metal as above
Die Life. Wear determines the useful performance of a press forming die. Total wear is primarily affected by the length
of the production run and the severity of the forming operation. This total wear may be produced by abrasion or adhesion
(galling), or both.
The amount of wear on a given die during forming is proportional to the total accumulated distance over which the sheet
metal slides against the die at a given pressure between the surfaces in contact. Thin, soft, or weak sheet metals exert the
least pressure and thus cause the least wear; thick, moderately hard or strong metals cause the most rapid wear. The rate
of wear for each combination of work metal and die metal may vary considerably depending on surface characteristics,
speed of forming, and die lubrication. In situations in which wrinkles form in the parts, high localized pressures develop
on the tools because of the ironing that takes place at these locations, and prohibitively high rates of abrasive wear and
galling are almost always encountered.
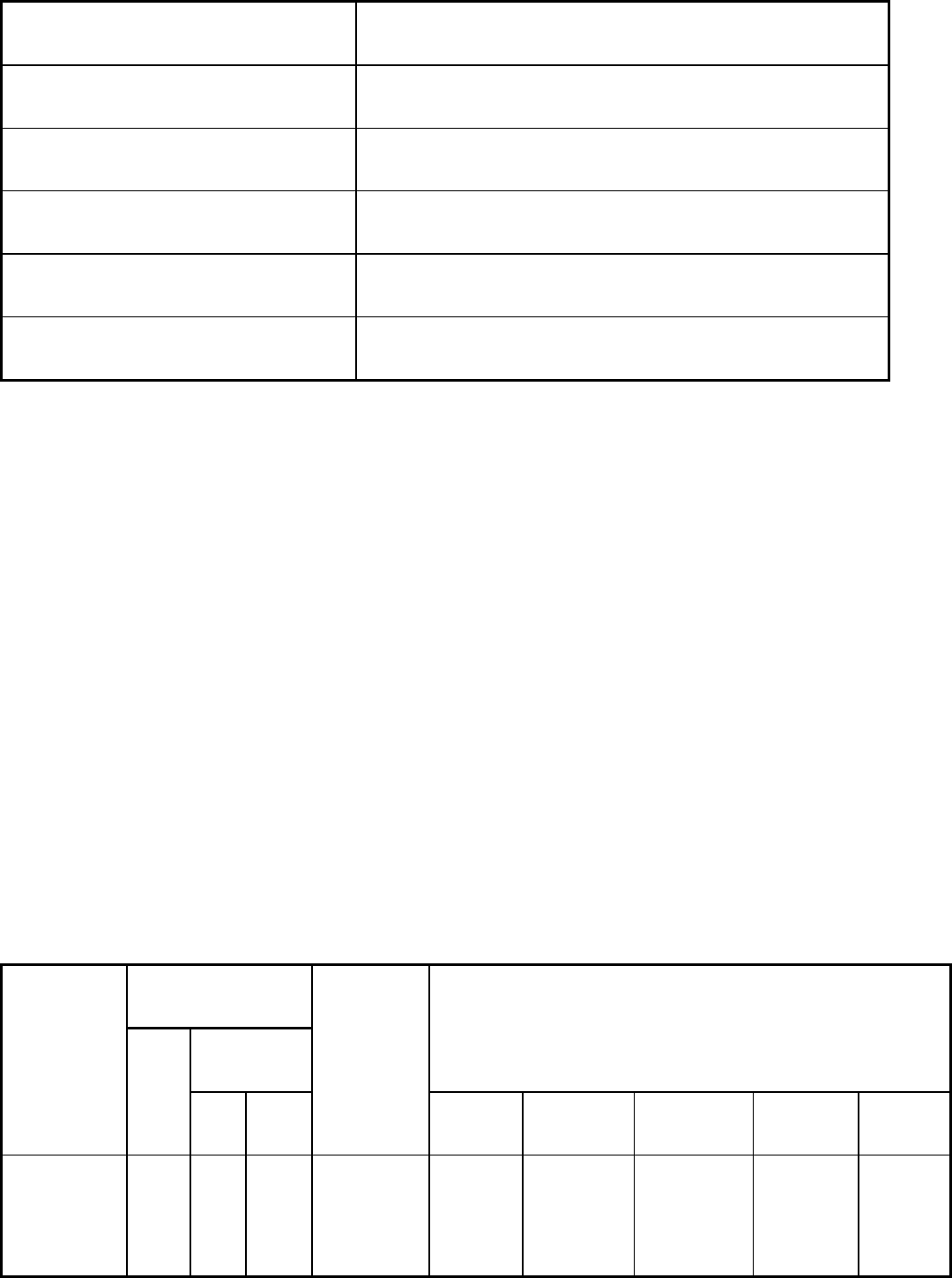
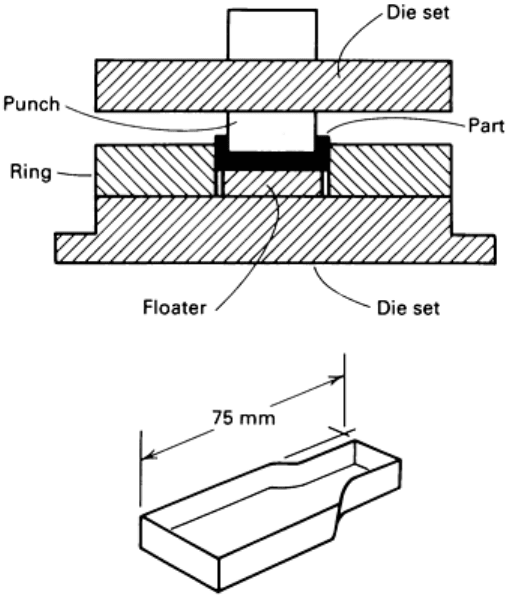
Typical Tool Materials. Tooling for the part shown in Fig. 1 consists of a punch and a lower die. In operation, the
punch pushes the blank through the lower die, which causes wear of the lower die. The metal closely envelops the punch,
with little sliding. In this situation, a punch generally produces about ten times as many parts as a lower die made of the
same material. However, at areas in which the part shrinks against the punch during forming, wear (and possibly galling)
of the punch surface occurs, particularly when the forming is done in single-action dies. For a small die and punch, the
cost of steel is of minor importance, and D2 tool steel may be used for production quantities as low as 10,000. If galling
occurs during preproduction trials, the tool can be nitrided. Typical materials for lower dies used in press forming small
parts similar to that shown in Fig. 1 are given in Table 2.
Table 2 Typical lower-die materials for forming a small part of mild severity from 1.3 mm (0.050 in.) thick
sheet
For die cross section and part shape, see Fig. 1.
Quality requirements
Tolerance
Lower-die materials
(a)
for total production quantity of:
Metal being
formed
Finish
mm in.
Lubrication
(b)
100 1000 10,000 100,000
1,000,000
Aluminum
alloy 1100,
brass, copper
(c)
None None
None Yes Epoxy-
metal,
mild steel
Polyester-
metal, mild
and 4140
steel
Polyester-
glass
(d)
, mild
and 4140 steel
O1, 4140
A2, D2
Aluminum
alloy 1100,
brass, copper
(c)
None ±0.1 ±0.004
Yes Epoxy-
metal,
mild and
4140 steel
Polyester-
metal, mild
and 4140
steel
Polyester-
glass
(d)
, mild
and 4140 steel
4140, O1,
A2, D2
A2, D2
Aluminum
alloy 1100,
brass, copper
(c)
Best ±0.1 ±0.004
Yes Epoxy-
metal,
mild steel
Polyester-
metal, mild
and 4140
steel
Polyester-
glass
(d)
, mild
and 4140 steel
4140, O1,
A2
A2, D2
Magnesium or
titanium
(e)
Best ±0.1 ±0.004
Yes Mild steel Mild and
4140 steel
A2 A2
A2, D2
Low-carbon
steel, to hard
None None
None Yes Mild and
4140 steel
Mild and
4140 steel
4140, mild
steel
chromium
plated, D2
A2
D2
Type 300
stainless, to
hard
None None
None Yes Mild and
4140 steel
Mild and
4140 steel
Mild and 4140
steel
A2, D2
D2
Low-carbon
steel
Best ±0.1 ±0.004
Yes Mild and
4140 steel
Mild and
4140 steel
Mild and 4140
steel
A2, D2,
nitrided D2
D2,
nitrided
D2
High-strength
aluminum or
copper alloys
Best ±0.1 ±0.004
No
(f)
Mild and
4140 steel
Mild and
4140 steel
Mild steel
chromium
plated and
4140
Chromium
plated O1,
A2
D2,
nitrided
D2
Type 300
stainless, to
hard
None ±0.1 ±0.004
Yes Mild and
4140 steel
Mild and
4140 steel
Mild steel and
4140
Chromium
plated O1,
A2
D2
Type 300
stainless, to
hard
Best ±0.1 ±0.004
Yes Mild and
4140 steel
Mild and
4140 steel
Mild steel
chromium
plated, D2
D2, nitrided
D2
D2,
nitrided
D2
Heat-resistant
alloys
Best ±0.1 ±0.004
Yes Mild and
4140 steel
Mild and
4140 steel
Mild steel
chromium
plated, D2
D2, nitrided
D2
D2,
nitrided
D2
Low-carbon
steel
Good ±0.1 ±0.004
No
(f)
Mild and
4140 steel
Mild and
4140 steel
Mild steel
chromium
plated
D2,
nitrided D2
D2,
nitrided
D2
(a)
Description of die materials is given in Table 1. When more than one material for the same conditions of tooling is given, the materials are
listed in order of increasing cost; however, final choice often depends on availability rather than on small differences in cost or performance.
When mild steel is recommended for forming fewer than 10,000 pieces, the dies are not heat treated. For forming 10,000 pieces or more, such
dies should be carburized and hardened. When 4140 is recommended for fewer than 10,000 pieces, it should be pretreated to a hardness of 28
to 32 HRC. Flame hardening of high-wear areas is recommended for quantities greater than 10,000 pieces.
(b)
Specially applied lubrication, rather than mill oil.
(c)
Soft.
(d)
With inserts.
(e)
Heated sheet.
(f)
Use lubrication to make 1 to 100 parts.
Fig. 1 Cross section of die used to form small part of mild severity. See Table 2 for typical die materials.
Tooling for the part in Fig. 2 consists of a punch, an upper die, and a lower die. Without the upper die, excessive
wrinkling would occur at the shrink flanges. As for the part shown in Fig. 1, a less wear-resistant material is required for
the punch and upper die than is needed for the lower die. Under conditions for which the tooling is typically made of tool
steel (see Table 3), the tooling is in the form of inserts in a lower die made of cast iron, as shown in Fig. 2, and the punch
is made of a cast tool steel such as D2. For example, a cast iron die with A2 or D2 inserts at points of greatest wear is
typical for production quantities of 10,000 to 100,000 pieces. When this part must be held to close tolerances over lengthy
production runs, type D2 tool steel inserts should be used at all surfaces subject to wear.
Table 3 Typical lower-die materials for forming a large part of mild severity from 1.3 mm (0.050 in.) thick
sheet
For die cross section and part shape, see Fig. 2.
Quality requirements
Tolerance
Lower-die materials
(a)
for total production quantity of:
Metal being
formed
Finish
mm in.
Lubrication
(b)
100 1000 10,000 100,000
1,000,000
Aluminum
alloy 1100,
brass, copper
(c)
None None
None Yes Epoxy-metal,
polyester-
metal, zinc
alloy
Polyester-
metal, zinc
alloy
Epoxy or
polyester-
glass
(d)
, zinc
alloy
Alloy
cast iron
Cast iron,
A2
(e)
Aluminum
alloy 1100,
brass, copper
(c)
None ±0.1 ±0.004
Yes Epoxy-metal,
polyester-
metal, zinc
alloy
Polyester-
metal, zinc
alloy
Alloy cast
iron
Alloy
cast iron
Alloy cast
iron
Aluminum
alloy 1100,
brass, copper
(c)
Best ±0.1 ±0.004
Yes Epoxy-metal,
polyester-
metal, zinc
alloy
Polyester-
metal, zinc
alloy
Alloy cast
iron
Alloy
cast iron
Alloy cast
iron, A2
(e)
Magnesium or
titanium
(f)
Best ±0.1 ±0.004
Yes Cast iron,
zinc alloy
Cast iron,
zinc alloy
Cast iron Alloy
cast iron
Alloy cast
iron, A2
(e)
Low-carbon
steel, to hard
None None
None Yes Epoxy-metal,
polyester-
metal, zinc
alloy
Epoxy-glass,
polyester-
glass, zinc
alloy
Epoxy or
polyester-
glass
(d)
, cast
iron
Alloy
cast iron
Type 300
stainless, to
hard
None None
None Yes Epoxy-metal,
polyester-
metal, zinc
alloy
Epoxy-glass
polyester-
glass, zinc
alloy
Epoxy or
polyester-
glass
(d)
, alloy
cast iron
A2
(e)
D2
(e)
Low-carbon
steel
Best ±0.1 ±0.004
Yes Zinc alloy Epoxy-glass,
polyester-
glass, zinc
alloy
Alloy cast
iron
D2,
nitrided
A2
(e)
D2,
nitrided
D2
(e)
High-strength
aluminum or
copper alloys
Best ±0.1 ±0.004
No
(g)
Zinc alloy Polyester-
glass, zinc
alloy
Alloy cast
iron
Alloy
cast iron
Nitrided
A2
(e)
,
nitrided
D2
(e)
Type 300
stainless, to
hard
None ±0.1 ±0.004
Yes Zinc alloy Zinc alloy Alloy cast
iron
D2,
nitrided
A2
(e)
D2
(e)
,
minded
D2
(e)
Type 300
stainless, to
Best ±0.1 ±0.004
Yes Zinc alloy Zinc alloy Alloy cast
iron
Nitrided
D2
Nitrided
D2
(e)
hard
Heat-resistant
alloys
Best ±0.1 ±0.004
Yes Zinc alloy Zinc alloy Alloy cast
iron
Nitrided
D2
Nitrided
D2
(e)
Low-carbon
steel
Good ±0.1 ±0.004
No
(g)
Zinc alloy Zinc alloy Alloy cast
iron
Nitrided
D2
Nitrided
D2
(e)
(a)
Description of die materials is given in Table 1. When more than one material for the same conditions of tooling is given, the materials are
listed in order of increasing cost; however, final choice often depends on availability rather than on small differences in cost or performance.
When mild steel is recommended for forming fewer than 10,000 pieces, the dies are not heat treated. For forming 10,000 pieces or more, such
dies should be carburized, and hardened. When 4140 is recommended for fewer than 10,000 pieces, it should be pretreated to a hardness of 28
to 32 HRC. Flame hardening of high-wear areas is recommended for quantities greater than 10,000 pieces.
(b)
Specially applied lubrication, rather than mill oil.
(c)
Soft.
(d)
With inserts.
(e)
Use as inserts in cast iron body.
(f)
Heated sheet.
(g)
Use lubrication to make 1 to 100 parts.
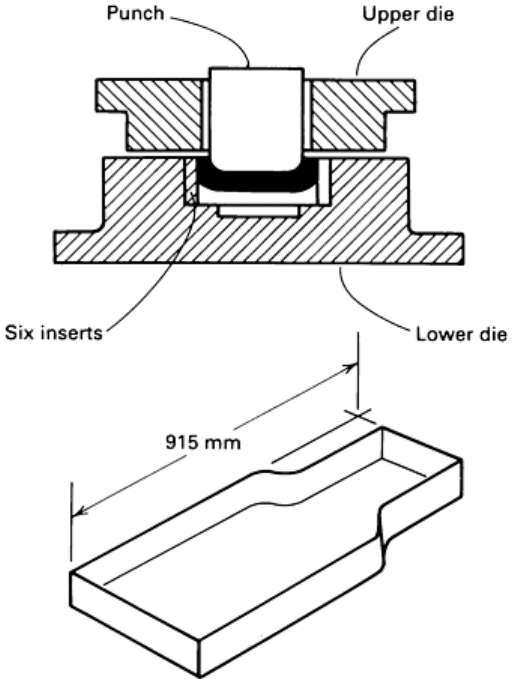
Fig. 2 Cross section of die used to form large part of mild severity. See Table 3 for typical die materials.
Typical lower-die materials for press forming large parts similar to that shown in Fig. 2 are given in Table 3. For
quantities of less than 100,000 pieces, the entire lower die is typically made of the material indicated in the selection
table, without inserts. The punch is made of a less wear-resistant material, which is usually the same as the lower-die
material in the first column to the left of the quantity being considered.
Tables 2 and 3 may be used to select lower-die materials for parts made of sheet thicker or thinner than the 1.3 mm (0.050
in.) thick sheet used in the tables, or for parts of greater or lesser severity than those shown in Fig. 1 and 2. For parts of
greater severity or sheet of greater thickness, use the die material recommended for the next greater production quantity
than the quantity actually to be made (the column to the right of the actual production quantity in the table). Similarly, for
parts of lesser severity or sheet of lesser thickness, use the die material recommended for the next lower production
quantity (the next column to the left of the actual production quantity).
Selection for Galling Resistance. As indicated previously, galling, which is cold welding of the metal being formed
to that of the dies, drastically reduces the number of parts that can be made using a particular set of dies. Galling is caused
by attempts to stretch sheet metal beyond practical limits, by inadequate lubrication, by poor tool fitting, or by rough
finishes on tool surfaces. Therefore, when galling is encountered, the tool fit and the thickness of the metal being formed
should first be checked to determine whether clearance is adequate. If clearance is considered adequate, lubrication
practice should be reviewed before considering a change in die materials. Galling is less likely to occur if the die
materials and the metal being formed are dissimilar in hardness, chemical composition, and/or surface characteristics. For
example, effective combinations are: aluminum bronze tools for forming carbon steel and stainless steel; tool steel tools
for forming aluminum and copper alloys; and carbide tools for forming carbon steel, stainless steel, and aluminum.
Aluminum bronzes have excellent resistance to galling and are desirable for dies in applications in which the best finish is
required on carbon steel or stainless steel parts. However, for medium-to-high production (10,000 to 100,000 parts), the
use of inserts permits easy reconditioning of worn tools.