ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

Nitriding minimizes or prevents galling of dies made of alloy steels or alloy tool steels (such as A2 or D2) that contain
chromium and molybdenum. However, the nitrided surfaces may spall off at radii smaller than about 3.2 mm ( in.),
especially from dies having very complex contours.
Hard chromium plating usually eliminates galling of mild steel, alloy steel, and tool steel dies, and it is often used for
severe duty. For operations involving high local pressures, hardened alloy steels or tool steels are less likely to yield
plastically and cause cracking of the hard chromium plating. With dies for complex parts, hard chromium plating may
spall off at radii smaller than about 6.4 mm ( in.).
For some press forming operations, dies made from tool steels other than those discussed above may be desirable. For
example, shock-resistant tool steels such as S1, S5, and S7 may be used for die components subjected to severe impact in
service. H11 and H13, possibly nitrided for greater wear resistance, also may be used for such components. In press
forming operations requiring significantly greater wear life than is routinely attained with D2 or nitrided D2, it may be
necessary to specify a more wear-resistant cold work tool steel such as A7, D3, D4, or D7, or a high-speed steel such as
M2, M4, or T15. Cost generally determines the desirability of changing to an alternative material, although toughness
may also be a determining factor. Costs to be considered include not only material costs but also tool fabrication costs and
the cost of periodic resharpening.
Other Tool Materials. Significant advances have been made in recent years in the area of tool steels made by powder
metallurgy (P/M) techniques. For example, P/M high-speed steels, hot isostatically pressed to full density, offer greater
ease of fabrication and significantly improved toughness compared to conventional ingot-cast steels of the same
compositions. New grades that could not have been produced economically by conventional steelmaking practices have
been introduced through the use of powder metallurgy. One such alloy is Crucible CPM 10V (Fe-2.45C-5.0Cr-9.75V-
1.25Mo), which is an air-hardened cold-work tool steel designed specifically for tooling applications requiring long wear
life and good toughness. This material can be a cost-effective alternative to carbide in applications in which breaking or
chipping of carbide is a problem or in which the full potential of carbide is either not realized or not required. More
information on these materials is available in the article "Particle Metallurgy Tool Steels" in Powder Technologies and
Applications, Volume 7 of the ASM Handbook.
When maximum resistance to galling and wear is required, cemented carbides have traditionally been recognized as the
ultimate tooling materials. However, because of the high cost of these materials and their tendency to be brittle in service,
carbides are frequently used only for inserts in critical die areas. These inserts are usually made of a straight grade of
tungsten carbide containing about 6% cobalt binder, but higher cobalt contents can be specified to provide greater shock
resistance. The more recently developed steel-bonded carbides offer greater ease of fabrication and very often can be
demonstrated to be cost-effective substitutes for the more costly cemented carbides with cobalt binder.
These materials use tool steel or stainless steel matrices filled with titanium carbide at volume fractions ranging from 15
to 45%. Several grades are available.
Selection of Material for Deep-Drawing Dies
Introduction
DEEP DRAWING is a process in which sheet metal is formed into round or square cup-shaped parts by making it
conform to a punch as it is drawn through a die (see the article "Deep Drawing" in this Volume). In conventional deep
drawing, successive draws are made in the same direction. The types of dies and other tooling used for conventional deep
drawing are illustrated in Fig. 1.
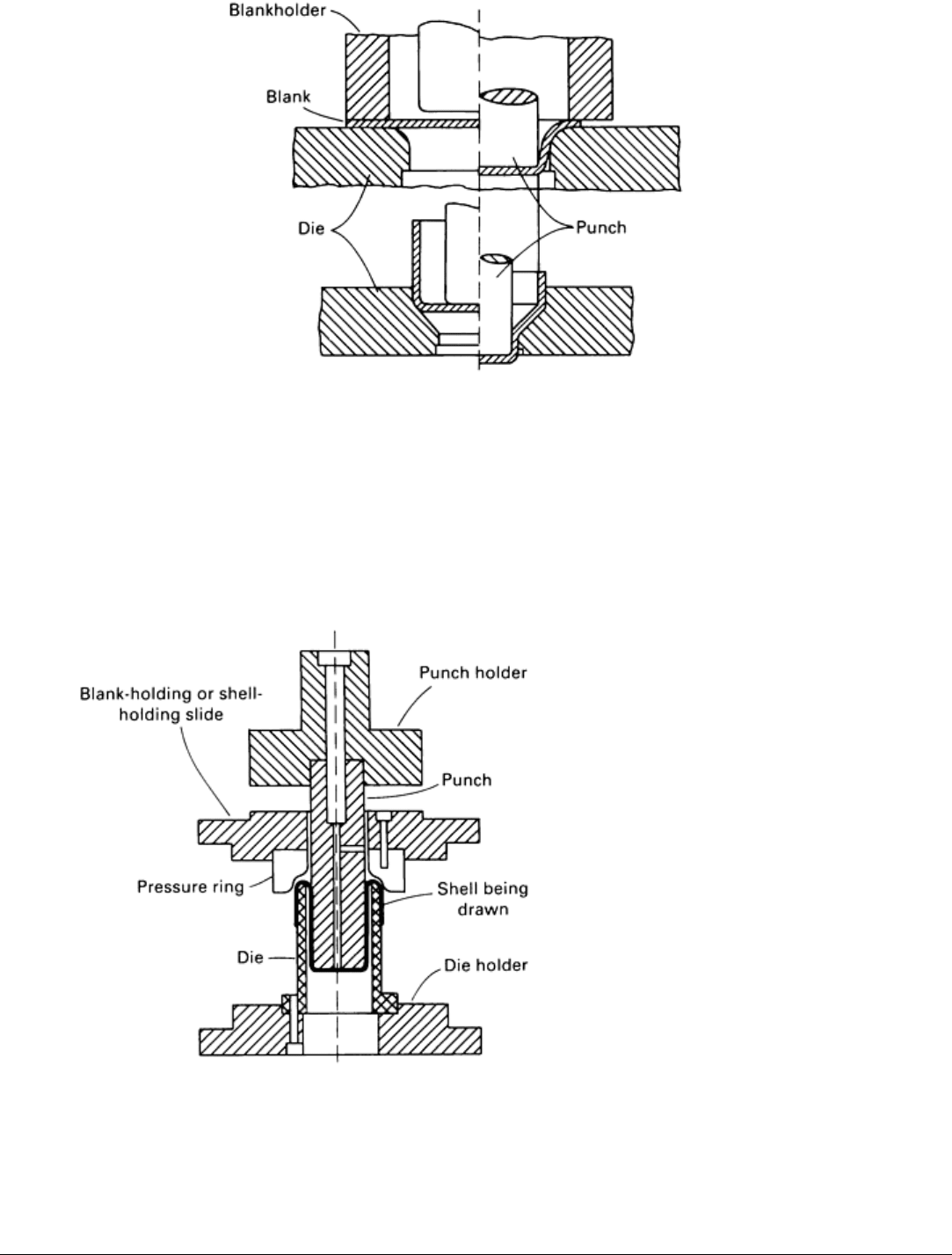
Fig. 1 Schematic showing tools used for the first draw (top) and the first redraw (bottom) in deep drawing.
It is sometimes necessary for redrawn shells to have a wrinkle-free sidewall of uniform thickness or a section in the
bottom of the cup that is sharply raised, usually by forming in two operations. Such operations are difficult, impossible, or
uneconomical to perform by conventional single-action drawing, but they are easily done by reverse redrawing. Figure 2
shows typical tooling for the reverse redrawing of thin-wall shells.
For economical manufacture, a drawn
part should always be produced in the
fewest steps possible. Ironing (that is,
thinning the walls of the part being drawn
by using a reduced clearance between
punch and die) is almost universally used
in multiple-operation deep drawing.
Ironing helps to produce deep draws and
uniform wall thickness in the fewest
operations. Each operation is designed
for maximum practical reduction of the
metal being drawn. Accordingly, the
information given in this article is based
on ironing reductions near the maximum
of about 35%.
The selection of material for a drawing
die is aimed at production of the desired
quality and quantity of parts with the
least possible tooling cost per part. In
small dies (for example, those for making
parts up to 75 mm, or 3 in., across),
performance is the primary consideration.
Material cost is a minor factor because
the cost of even the more highly alloyed
tool steels is probably less than 5% of the total die cost. In dies for parts larger than about 203 mm (8 in.), material cost is
more important, and in a die for a 305 mm (12 in.) part, it may amount to nearly one-half the total die cost, even when the
tool consists of a tool steel insert in a flame-hardened alloy cast iron die.
Selection of Material for Deep-Drawing Dies
Fig. 2 Typical tooling used for the reverse redrawing of thin-wall shells.
Die Performance
The performance of a drawing die is determined by the total amount of wear (abrasive and adhesive) that occurs during a
production run. The wear of a given die material is largely determined by its hardness, type and thickness of the sheet
metal being drawn, sharpness of die radii, lubrication, and construction and surface finish of the die. The amount of wear
on die radii can vary by a factor of 20 between the sharpest and most liberal radii. In drawing square cups, the formation
of wrinkles at the corners, accompanied by high localized pressures, may produce prohibitively high rates of wear.
Lubrication. Correct lubrication of the sheet metal is essential if friction, wear, and galling are to be held to the lowest
possible levels during deep drawing. In fact, deep drawing is impossible if the sheet metal is not lubricated. In actual
practice, die materials are selected after trials using one or more candidate production lubricants. If excessive wear or
galling occurs, a better lubricant is usually applied. For extremely difficult draws, the best lubricants are usually applied at
the outset.
Table 1 lists typical lubricants used for different work metals and severities of drawing. Lubricants are marketed under
proprietary names, but any supplier of lubricants can recommend commercial compounds fitting the descriptions given in
Table 1. More information on lubrication in sheet forming is available in the article "Selection and Use of Lubricants in
Forming of Sheet Metal" in this Volume.
Table 1 Typical lubricants for deep drawing
When more than one lubricant is given, they are listed in order of increasing effectiveness.
Metal being
drawn
10% or less Severity of drawing 25%
average
50% or more
Aluminum and
aluminum
alloys
Straight mineral oil, 100 SUS
viscosity(a); mineral oil with
approximately 10% lard oil
Straight mineral oil, 200-250
SUS viscosity
(a)
; mineral oil with
approximately 15% lard oil
Mineral oil with extreme-pressure additives--
sulfur and others; coating of soap or wax
dried on blanks (or shells) prior to drawing
(or redrawing)
Copper and
copper alloys
5% soap solution; lard and soap
emulsion
10% soap solution with stearic
or oleic acid; lard oil and
mineral oil with stearic acid
Lard oil blended with 50% mineral oil,
coating of soap or wax dried on blanks or
draws prior to draw or redraw
Carbon steel Mineral oil, 250-350 SUS
viscosity
(a)
; 5% soap solution
Emulsions of lard oil, mineral
oil, and sulfonated oils
Phosphate coating impregnated with dried
soap or wax
Stainless steel Castor oil and soap emulsion Castor oil with fillers, such as
mica or zinc oxide
Boiled linseed oil with mica or lithopone;
phosphoric acid etch with dried soap or wax
film
(a)
Saybolt universal seconds at 40 °C (100 °F)
Selection of Material for Deep-Drawing Dies
Materials for Specific Tools
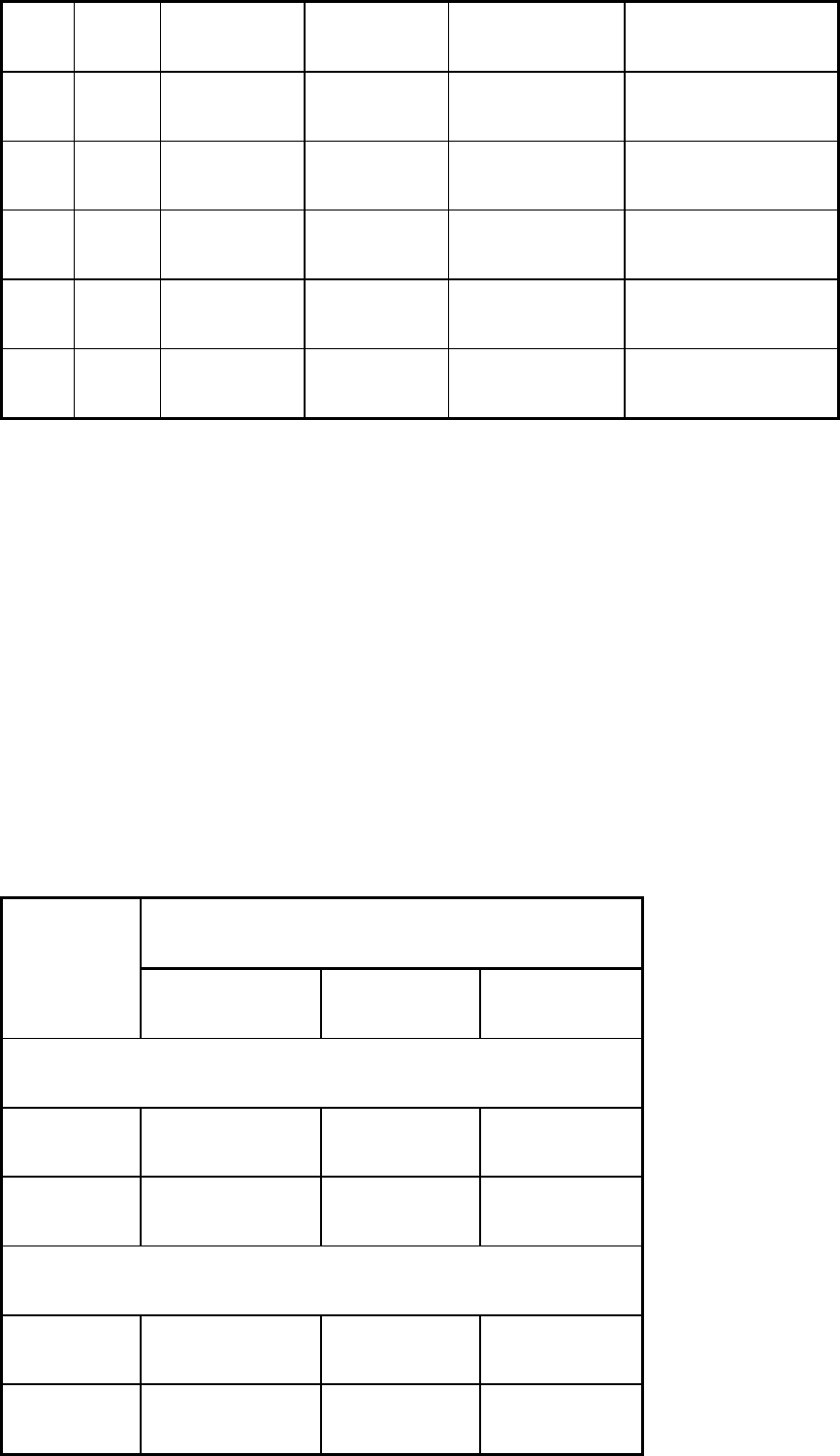
Draw Rings. Table 2 lists typical materials for draw rings (both dies and backup rings) used in drawing and ironing
cups of various diameters and lengths. The data in Table 2 are for round and square cups drawn from stock 1.6 mm (0.062
in.) thick in three typical production quantities. Similar data for a large square cup and a large pan are also provided.
Design dimensions for all seven parts referred to in Table 2 are given in Fig. 3. The square parts have liberal corner radii
consistent with favorable die life.
Table 2 Typical materials for draw rings used in the drawing and ironing of round and square parts
See Fig. 3 for part designs and overall dimensions.
Total number of parts to be drawn
Metal to be drawn
10,000 100,000
1,000,000
Cups up to 76 mm (3 in.) across, drawn from 1.6 mm (0.062 in.) sheet (parts 1, 2, and 3)
Drawing-quality aluminum and
copper alloys
W1; O1 O1; A2
A2; D2
Drawing-quality steels W1; O1 O1; A2
A2; D2
300-series stainless steels W1 chromium plated; aluminum
bronze
Nitrided A2; aluminum bronze
Nitrided D2 or D3;
cemented carbide
Cups 305 mm (12 in.) or more across, drawn from 1.6 mm (0.062 in.) sheet (parts 4 and 5)
Drawing-quality aluminum and
copper alloys
Alloy cast iron
(a)
Alloy cast iron
(a)
; A2 inserts
(b)
A2 or D2 inserts
(b)
Drawing-quality steels Alloy cast iron
(a)
Alloy cast iron
(c)
; A2 inserts
(b)
A2 or D2 inserts
(b)
300-series stainless steels Alloy cast iron
(d)
; aluminum
bronze inserts
(b)
A2 or aluminum bronze inserts
(b)
Nitrided A2 or D2 inserts
(b)
Square cups similar to part 6, drawn from 1.6 mm (0.062 in.) sheet
Drawing-quality aluminum and
copper alloys
(e)
W1 O1; A2
A2; D2
Drawing-quality steels
(e)
W1 O1; A2
A2; D2; nitrided A2 or D2
300-series stainless steels
(f)
W1; aluminum bronze Nitrided A2; aluminum bronze
Nitrided A2 or D2
Large pans similar to part 7, drawn from 0.8 mm (0.031 in.) sheet
Drawing-quality aluminum and
copper alloys
Alloy cast iron
(a)
Alloy cast iron
(a)
; A2 corner
inserts
(b)
Nitrided A2 or D2 inserts
(b)
Drawing-quality steels Alloy cast iron
(a)
Alloy cast iron
(a)
; A2 corner
inserts
(b)
Nitrided A2 or D2 inserts
(b)
300-series stainless steels Alloy cast iron
(d)
; aluminum Nitrided A2 or aluminum Nitrided A2 or D2 inserts
(b)

bronze bronze inserts
(b)
(a)
Wearing surfaces flame hardened.
(b)
In flame-hardened alloy cast iron.
(c)
Quenched and tempered for part 4; flame hardened for part 5.
(d)
Flame hardened on wearing surface to not over 420 HB.
(e)
For drawing aluminum, copper, and steel, the tool material would be used as corner inserts.
(f)
For drawing stainless steel, inserts would be used for all wear surfaces.
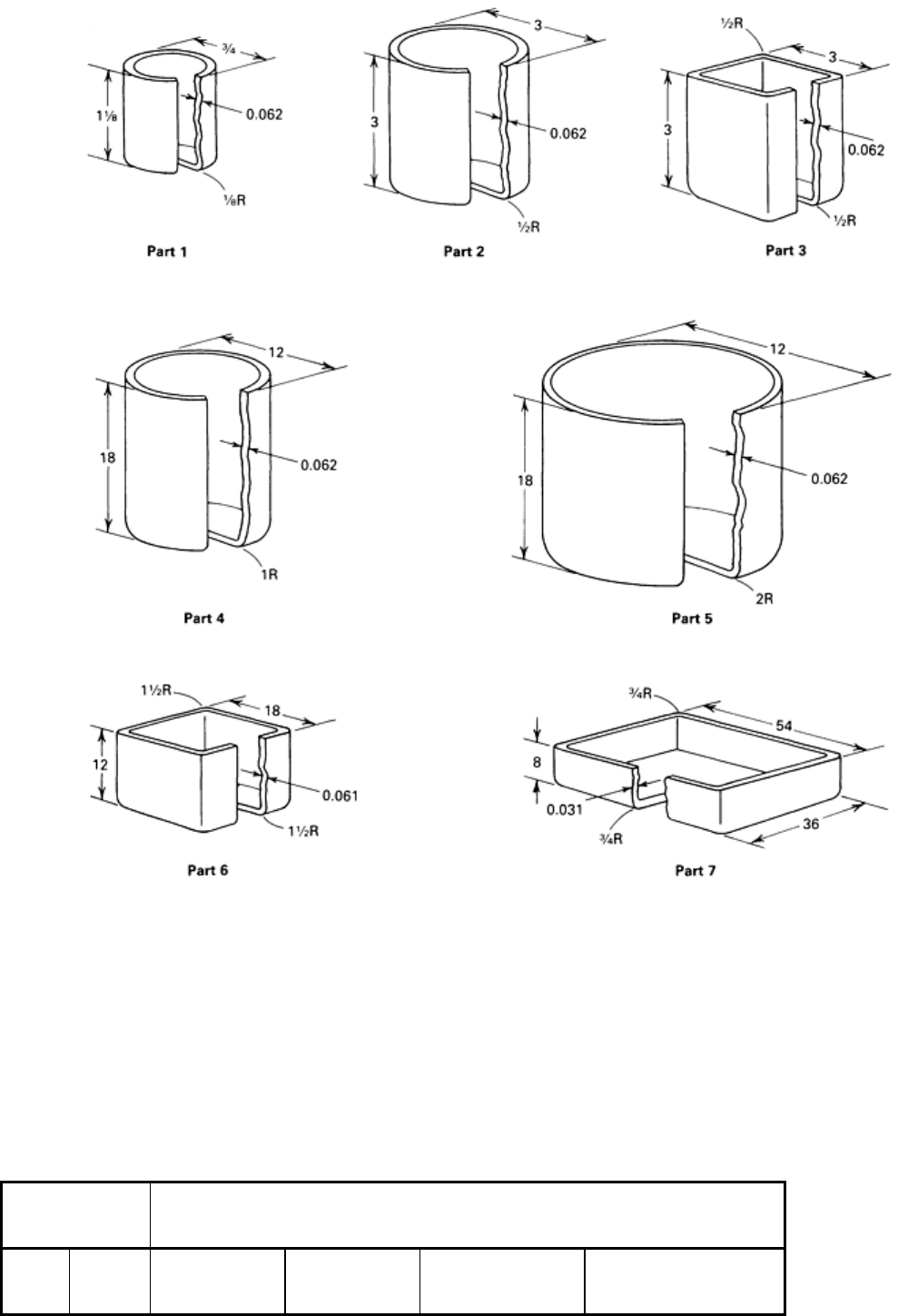
Fig. 3 Seven typical deep-drawn parts. Corner rodii comply with standard commercial practice. Table 2
lists
typical die materials used for drawing parts of similar configuration. Dimensions given in inches.
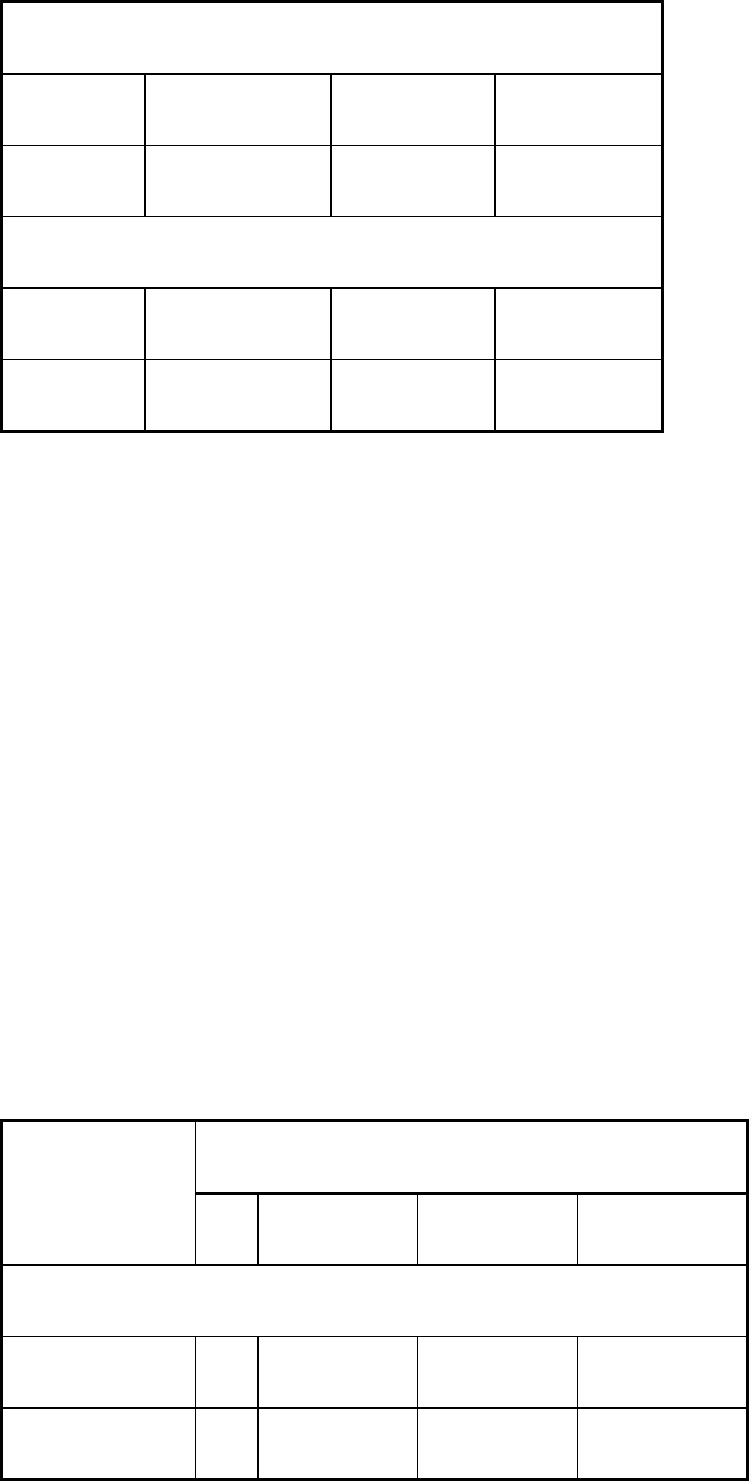
Table 3 indicates the effect on material selection of changing the thickness of the sheet metal being drawn. Tool materials
of increasingly greater wear resistance are required as the thickness of the work metal or the total quantity of parts is
increased.
Table 3 Typical materials for draw rings used in making part 4 from flat-rolled steel of six thicknesses
See Fig. 3 for part design and overall dimensions.
Thickness of steel
Total number of parts to be drawn
mm in. 1,000 10,000 100,000
1,000,000
0.4 0.015 Alloy cast iron
(a)
Alloy cast iron
(a)
Alloy cast iron
(a)
Alloy cast iron
(b)
, O1, A2
0.8 0.031 Alloy cast iron
(a)
Alloy cast iron
(a)
Alloy cast iron
(b)
A2, D2
1.6 0.062 Alloy cast iron
(a)
Alloy cast iron
(b)
Alloy cast iron
(b)
, A2
A2, D2
3.2 0.125 Alloy cast iron
(b)
Alloy cast iron
(b)
A2, D2
D2
6.4 0.250 A2 A2 D2
D2
12.7 0.500 A2
(c)
A2
(c)
D2
(c)
D2
(c)
Note: Where tool steels are recommended, they are used as inserts in flame-hardened alloy cast iron.
(a)
Flame hardening not necessary.
(b)
Wearing surfaces flame hardened.
(c)
In drawing 12.7 mm (0.500 in.) plate with A2 or D2 inserts, press speed is slower than for thinner stock, and the plate is phosphate coated.
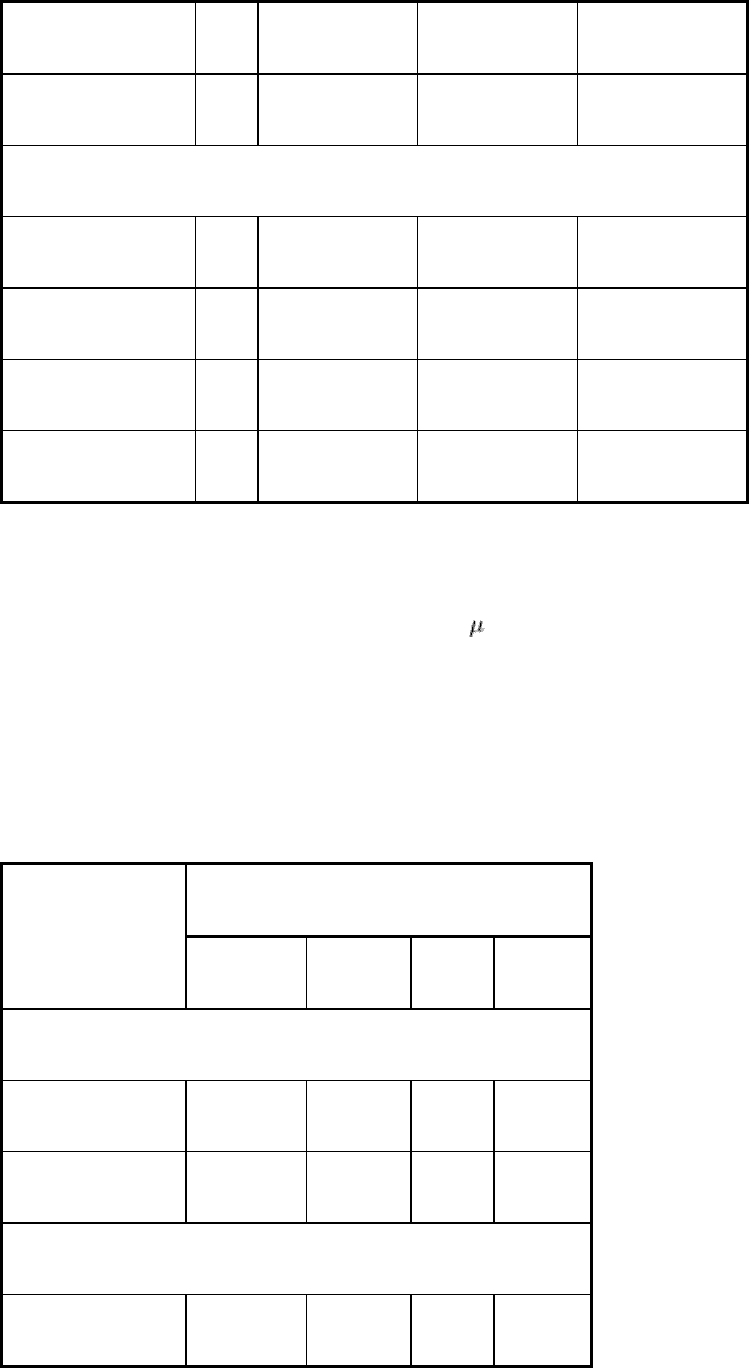
Punches and Blankholders. Typical materials for punches and for blankholders or shellholders are listed in Table 4.
These materials are for punches and blankholders used in drawing and ironing round and square steel cups similar to parts
2 through 7 in Fig. 3.
Table 4 Typical materials for punches and blankholders
See Fig. 3 for part designs and overall dimensions.
Total number of parts to be drawn
Die component
10,000 100,000
1,000,000
For round steel cups such as part 2
Punch
(a)
Carburized 4140; W1
W1; carburized S1
A2; D2
Blankholder
(b)
W1; O1 W1; O1
W1; O1
For square steel cups such as part 3
Punch
(a)
Carburized 4140; W1
W1; carburized S1
A2; D2
Blankholder
(b)
W1; O1 W1; O1
W1; O1
For round steel cups such as parts 4 and 5
Punch
(a)
Alloy cast iron
(c)
O1
(d)
A2
(c)
; D2
(c)
Blankholder
(b)
Alloy cast iron
(c)
Alloy cast iron
(e)
O1; A2
For square steel cups such as parts 6 and 7
Punch
(a)
Carburized 4140
(f)
W1; O1
(d)
Nitrided A2; D2
(d)
Blankholder
(b)
Alloy cast iron
(c)
W1; O1 O1; A2
(a)
Chromium plating is optional on punches to reduce friction between part and punch and therefore facilitate removal of the part. Cast iron,
however, should not be plated.
(b)
Also applies to shellholder and blankholder.
(c)
Flame hardening not necessary.
(d)
The punch holder is flame-hardened alloy cast iron with a nose insert of the indicated tool steel.
(e)
For part 4, this blankholder is quenched and tempered; for part 5, it is flame hardened.
(f)
The punch holder is alloy cast iron with a nose insert of the indicated steel.
More wear-resistant materials are required not only for the tools used in drawing and ironing harder or thicker stock or for
those used for longer runs but also for tools used to achieve greater percentages of reduction during ironing. Table 5 lists
typical tool steels used in punches and dies for short-, medium-, and long-run production at four levels of reduction in
ironing. Typical materials for punches and dies used in the reverse redrawing of steel cups are listed in Table 6.
Table 5 Typical tool steels for punches and dies to iron soft steel sheet at various reductions
Total quantity of shells
(a)
to be ironed
Ironing reduction, %
1000
10,000 100,000
1,000,000
Ironing punches
(b)
Up to 25 W1 O1 A2
A2; S1 carburized
25-35 W1 A2 A2; S1 carburized
D2
35-50 A2 A2; S1 carburized
D2
D2
Over 50 D2 D2 D2
D2
Ironing dies
Up to 25 W1
(c)
O1 O1
D2
25-35
(d)
W1
(c)
O1 D2
D2
35-50
(d)
O1 D2 D2
D2
Over 50
(d)
D2 D2 D2 D2
(a)
Steel sheet up to 75 HRB, or softer metals.
(b)
All tool steel punches should be plated with chromium 5-10 m (0.2-0.4 mils) thick for easier removal of the part from the punch.
(c)
W1 is quenched on the inside and tempered to a minimum of 60 HRC for these applications.
(d)
Draw rings must be inserted in shrink rings for ironing at reduction greater than 25% and for quantities of more than 10,000 parts.
Table 6 Typical punch and die material for the reverse redrawing of steels
Total quantity of parts
(a)
to be redrawn
Die component
1000 10,000 100,000
1,000,000
Small thick-wall cups
Die and pressure ring
O1 O1
(b)
A2
(c)
D2
(c)
Punch
(d)
4140, 6150 O1, A2 D2
D3
Medium and large thin-wall cups
Die and pressure ring
1018
(e)
, 4140
4140
(f)
, O1
A2
(c)
D2
(c)

(a)
No specific finish or tolerance requirements.
(b)
Dies are polished and chromium plated.
(c)
A2 and D2 should be nitrided.
(d)
All punches used for making more than 1000 pieces should be heat treated to 60-62 HRC, polished, and chromium plated.
(e)
Carburized, hardened, and polished to a fine finish.
(f)
4140 or 6150 can be used if carburized and highly polished.
Selection of Material for Deep-Drawing Dies
Combatting Specific Service Problems
Wear (most notably galling) is the most common sign of deterioration in deep-drawing tools. Wear can be reduced by
selecting a harder and more wear-resistant material, by applying a surface coating such as chromium plating to the
finished tools, or by using a surface treatment such as carburizing or carbonitriding. The following sections in this article
are intended to supplement the basic information given in Tables 2, 3, 4, 5, and 6.
Galling. The typical causes of galling of deep-drawing tooling are:
• Attempts to stretch sheet metal beyond practical limits
• Poor tool fit-up, with poor alignment or insufficient die clearance for the sheet thickness
• Excessive wrinkling
• Insufficient or otherwise inadequate lubrication
•
Use of tool steels that are susceptible to galling without applying a surface coating to the tools or using a
lubricant of superior lubricating qualities
• Rough finishes on tool surfaces
For short runs, dies made of carburized hot-rolled steel or hardened alloy steel will often produce parts equal in quality to
those drawn over most tool steel dies. Exceptions may be encountered in ironing to severe reductions or in drawing
metals that tend to gall, such as austenitic stainless steels. These exceptions may be of little consequence, however,
because tool steel dies may also become galled under the same circumstances. The longest die life can be expected when
die surfaces have a very fine finish, with final surface scratches parallel to the direction of drawing. Die materials can be
selected for resistance to galling on the basis of the following two criteria.
First, for parts drawn from carbon steel or nonferrous alloy sheet, the die material can be selected without regard to
galling, and then, as a finishing operation, the punch and die should be either nitrided or chromium plated. If a tool steel
such as A2, D2, D3, or D4, which contain chromium and molybdenum, has been selected, the smoothly ground tools
should be nitrided and then polished or buffed.
Second, for parts drawn from stainless steel or from high-nickel alloy steel, the draw ring material with the best resistance
to galling is aluminum bronze. The second choice is D2, D3, or D4, smoothly ground, nitrided, and polished. The third
choice is alloy cast iron, quenched and tempered to 400 to 420 HB.