ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

Chromium plating is used to extend the service lives of tool steel draw rings. On punches, the primary function of
chromium plating is to reduce frictional forces and to facilitate the removal of parts from the punch after the sidewalls
have been ironed tight to the punch. The improvement in punch life that results from chromium plating is usually
somewhat less than that attained by changing the punch material to the next best tool steel.
For successful tool performance, chromium plating must always be deposited on a surface harder than 50 HRC;
preferably, plating thickness should be 5 to 10 μm (0.2 to 0.4 mils) and never less than 2.5 μm (0.1 mil). This provides the
required hardness and reduction of friction without excessive spalling or chipping at corners. Chromium-plated dies
should be heated to 150 to 205 °C (300 to 400 °F) for a minimum of 3 h immediately after plating to minimize the
possibility of hydrogen embrittlement.
Combined operations have found increasing use over the past 30 years. The more popular combined operations
include one that combines drawing and coining and another that combines successive or tandem drawing (or ironing)
operations. This latter combination is called double drawing or double ironing. Advancements in combined operations
have paralleled advancements in die materials--for example, better selection of drawing steels as well as improvements in
the engineering and construction of tools and especially in surface treatments such as those using zinc phosphate with
emulsified soap.
These operations have increased production by doubling reductions and decreasing the number of operations, but at the
same time have required capital investment in larger presses. In addition, tool steels of greater resistance to compression
and heat have become necessary for drawing and ironing tools.
Double-drawing and double-ironing operations are successive operations in one tooling setup, with two dies placed in
tandem so that a punch forces the cup through one die and then directly through the second die while the cup is still warm
from deformation heating. The punches are longer than those used in conventional deep drawing and, because of their
slenderness, are preferably made of S1 tool steel. Die materials are much the same as in single operations, except that
selection is confined to tool steels such as A2 and D2 when temperatures are high in the second operation. These more
temper-resistant steels can better withstand the effects of the higher temperatures developed by increased plastic
deformation of the workpiece.
Cemented carbides. For long runs, cemented carbide inserts are widely used in deep-drawing dies. In dies up to 203
mm (8 in.) across for continuous production of over 1 million drawn parts, carbide has often proved to be the most
economical die material. Such dies have maintained size in drawing 500,000 parts with 60% reductions and have made as
many as 1 million parts with reductions greater than 40% when the steel to be drawn was surface treated with zinc
phosphate and soap. However, cemented carbide dies do not provide satisfactory service with inferior lubricants. In
addition, carbide dies are not superior to dies made of a tool steel such as D2 in complex deep-drawing operations (for
example, those that combine drawing with coining or forming and in which the reduction in drawing is greater than 40%).
The cemented carbides that are most often used for deep-drawing inserts are straight tungsten carbide grades, of normal
particle size, that contain about 9 to 10% cobalt or nickel binder. Steel-bonded carbides are also used for deep-drawing
tools.
Plastics are the most economical tooling materials for short runs especially when a prototype part is available as a
pattern for the lay-up of plastic-impregnated glass cloth facing, which is backed with chopped glass fibers impregnated
with 50% resin. Among resins, polyester, epoxy, phenolic resin, and nylon have been used. The plastic dies that exhibit
the longest life are those constructed so that the wearing surface is faced with glass cloth that has had most of the plastic
material forced out under pressure before and during curing. Except for very short runs, plastics should not be selected as
blankholder materials where burred edges of the blank slide over the plastic surface and produce severe wear or gouging.
Zinc Alloy Tools. Because they are relatively soft, zinc alloy tools should be used only in drawing (without ironing)
small quantities of large-diameter thin-wall parts. Zinc alloy tools work best for drawing well-lubricated stock into parts
305 mm (12 in.) or more in diameter under circumstances in which wrinkling is not likely to occur.
Selection and Use of Lubricants in Forming of Sheet Metal
Elliot S. Nachtman, Tower Oil & Technology Company
Introduction
LUBRICANTS AND LUBRICATION are relatively low-cost components of a metal-forming system, yet lubricants are
important and often indispensable for efficient forming of quality parts.
An overview of the interfacial interactions between a die and metal to be formed with the interposed lubricant film is
presented in this article. Lubricant mechanisms, chemistry, qualification testing, application methods, property test
methods, and some aspects of microbiology and toxicity are discussed, as are the increasingly important health and
economic implications of some recent laws and regulations dealing with metal-working lubrication. Much of the
discussion is relevant to metal-forming operations in general, although targeted at sheet metal forming operations. The
final sections deal with lubricant selection as influenced by the metal to be formed and particular sheet metal forming
operations.
Selection and Use of Lubricants in Forming of Sheet Metal
Elliot S. Nachtman, Tower Oil & Technology Company
Surfaces
In general, the specific characteristics of the surfaces of both the sheet and the dies make up the environment in which
sheet metal lubrication is considered. As such they provide the boundaries between which the lubricant must operate.
These surfaces are complex. The chemistry of the surface is not the same as the bulk chemistry of the sheet or tools. The
lubricant interacts with an oxide layer of varying complexity; various contaminants may infiltrate the oxide layer (oil,
gases, acids, rust preventives, and so forth); and the surface may be carburized or decarburized, nitrided or subjected to
some other surface treatment, or coated with a polymer or phosphate. Many other surface chemistry variations are
possible. Furthermore, the surface may have residual compressive or tensile stresses from prior processing. The fine
structure of the metal surface may also vary with prior history and be quite different from that of the bulk material. The
surface roughness also varies in many geometrically significant ways. Interposed between these non-homogeneous
surfaces is a lubricating film that may be quite complex in structure, activity, and wetting ability.
The complexity of the lubricant/metal interface fundamentally affects the lubricant performance by preventing galling or
wear of the tooling, as well as tearing, scratching, or imperfect forming to desired dimensions of the sheet metal.
Selection and Use of Lubricants in Forming of Sheet Metal
Elliot S. Nachtman, Tower Oil & Technology Company
Lubrication Mechanisms
In sheet metal forming, several different lubrication regimes have been identified. One or more of these regimes may be
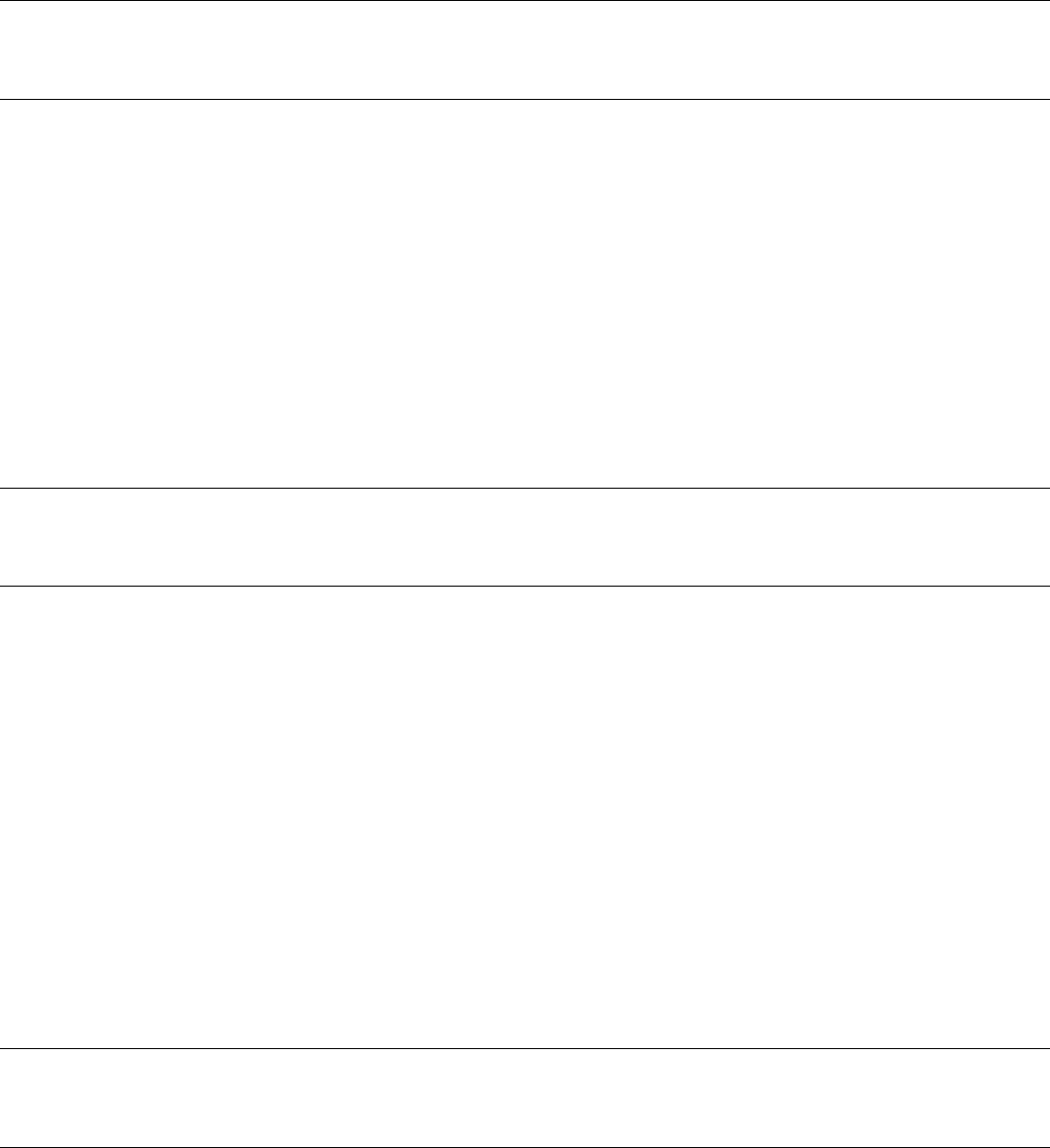
operational depending upon the sheet metal forming process. Figure 1 illustrates three of the lubrication regimes that are
discussed below.
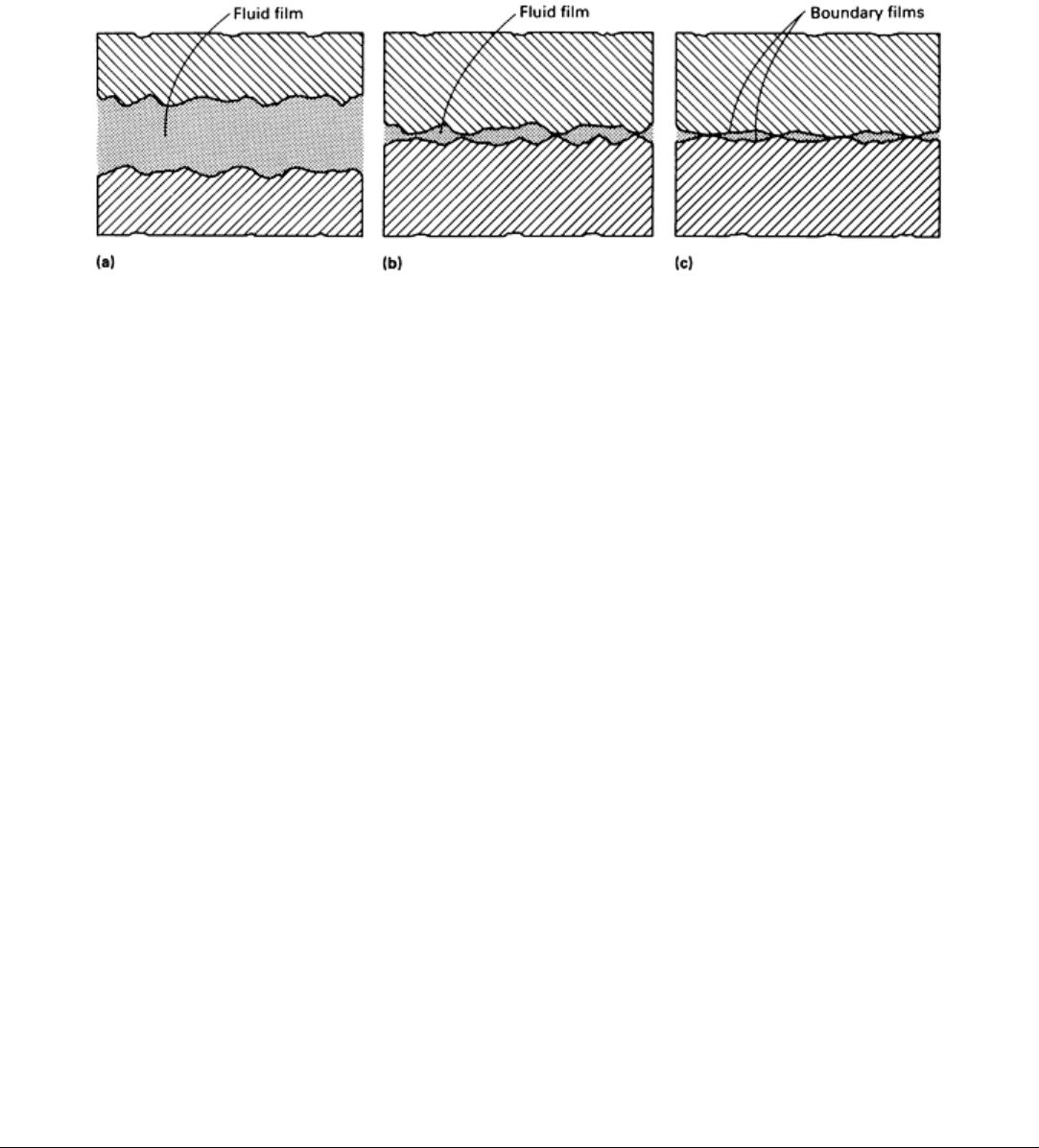
Fig. 1 Three lubrication regimes experienced in sheet metal forming. (a) Thick-film lubrication. (b) Thin-
film
lubrication. (c) Boundary lubrication.
Thick-film (hydrodynamic) lubrication (Fig. 1a) is the occurrence of a thick film of lubricant between tool and
workpiece that completely prevents metal-to-metal contact. In this regime, the bulk properties of the lubricant (viscosity)
and the mechanical system operating during deformation create the necessary conditions.
Thin-Film (Quasi-Hydrodynamic) Lubrication. The film between tool and workpiece is thinner, and some metal-
to-metal contact takes place (Fig. 1b). This regime, also called mixed lubrication, occurs in bar and wire drawing and less
frequently in sheet metal forming.
Boundary Lubrication (Fig. 1c). Physical adherence of the lubricant to the surface occurs, and relatively thin lubricant
films may be effective. Dependence on viscosity is lower, and chemisorption (chemical adherence of the lubricant to the
metal surface) becomes more important. The adherence and strength of the adsorbed film governs lubrication
effectiveness.
Extreme-Pressure Lubrication. The metal surfaces are chemically altered because of reaction between the lubricant
and the metal surface. These reactions often involve sulfur, chlorine, or phosphorus present in the lubricant reacting with
the metal surface to form sulfides, chlorides, or phosphides. These compounds may be very complex in composition.
Lubrication is provided because the films formed are low in strength and shear readily under deformation.
In solid-film lubrication, separation of tool and workpiece occurs by interposing a film consisting of molybdenum
disulfide, graphite, sodium carbonate, Teflon, nylon, and other solids in a carrier. These solids act to provide a
hydrodynamic film as long as they maintain surface integrity. The mechanism of solid-film lubrication is essentially the
same as that of thick-film lubrication (Fig. 1a), except that the lubricant is a solid substance.
More than one of these regimes may occur during sheet metal forming. Indeed, a single regime often cannot be effective
in providing the necessary film integrity between tool and workpiece. The specific regimes that are operational depend
upon the severity, temperature, and geometry of the deformation mode. Detailed information on lubricating mechanisms
is available in Ref 1 and 2.
References cited in this section
1.
J. Schey, Tribology in Metalworking, American Society for Metals, 1983, p 27-77
2.
E. Nachtman and S. Kalpakjian, Lubricants and Lubrication in Metalworking Operations,
Marcel Dekker,
1985, p 49-60
Selection and Use of Lubricants in Forming of Sheet Metal
Elliot S. Nachtman, Tower Oil & Technology Company
Lubricant Forms
The three principal fluids (water, oil, and synthetic) that comprise the primary ingredients of sheet metal forming
lubricants are combined with additives to achieve the desired operating characteristics. Table 1 lists the relative
effectiveness of four types of lubricants for various functions. Some of the more important additives used to achieve
particular lubricant characteristics are described in the section "Additives" in this article. However, it is first desirable to
discuss the various possible forms of the lubricant (solutions, emulsions, and pastes).
Table 1 Relative effectiveness of different types of lubricants for various functions
Relative effectiveness
(a)
Function
Compounded
oil
Oil-in-
water
emulsion
Semisynthetic
solution
Synthetic
solution
Provide lubrication at high pressure (boundary lubrication) 1 2 3
4
Reduce heat from plastic deformation (heat transfer) 5 2 2
1
Provide cushion between workpiece and die to reduce adhesion and pickup
(film thickness)
1 2 3
4
Reduce friction between die and workpiece and, thus, heat 1 2 2
1
Reduce wear and galling between tool and workpiece (chemical surface
activity)
4 3 2
1
Flushing action to prevent buildup of scale and dirt (fluid flow) 5 4 3
2
Protect surface characteristics; nonstaining 5 2 2
1
Minimize processing costs, welding, cleaning, and painting 5 2 2
1
Minimize environmental effect, air contamination, and water recovery 5 2 2 1
(a)
1, most effective; 5, least effective.
Solutions. A fluid in which all components are mutually soluble is a solution. All of the fluids mentioned may form
solutions, with soluble additives selected for their mutual solubility with the fluid and for their effect on properties. It is
common practice in the field to call water-base solutions synthetic fluids or lubricants; oil-base solutions are called
compounded oils; synthetic fluids that are compounded are also called synthetic lubricants. This shop language can be
misleading if not understood.
Aqueous solutions have the highest cooling capacity and tend to promote operational cleanliness. Resistance to biological
contamination is superior except for the possible formation of mold. Corrosion protection and operator skin inflammation
(dermatitis) are potential problems.
Compounded oils tend to have superior thick-film lubrication properties and resistance to biological attack. They also
provide good corrosion protection. On the other hand, workpiece cleanliness, cleaning of parts, welding, and higher end-
use cost may be problems.
Synthetic compounded lubricants have superior high-temperature properties, but much higher costs restrict their use in
forming operations.
Emulsions. A mixture in which one immiscible fluid is suspended in another in the form of droplets is called an
emulsion. The continuous phase in most sheet metal forming operations is water. The suspended phase is oil or a
synthetic fluid and may contain solid lubricants such as graphite, mica, or sodium carbonate. The continuous phase also
may contain additives. In all cases, however, stabilization of an emulsion requires one or more surface-active agents
(surfactants), finely divided solids, or special mixing techniques.
Surfactants such as fatty acids exist in an emulsion with the acid radical of the molecule preferentially soluble in the
water, and the organic, fatty portion of the molecule dissolved in the oil phase. In this way the surfactant acts as a glue
across the water/oil interface, thereby improving stability. This phenomenon is illustrated in Fig. 2, which shows the
emulsifier action of three different emulsion systems as droplets of oil are suspended in water. In Fig. 2(a), the surface-
active ingredients sodium cetyl sulfate and cholesterol are close-packed at the oil/water interface, thus producing an
excellent tight emulsion. In Fig. 2(b), the sodium cetyl sulfate and oleyl alcohol interact at the interface to form a poor, or
loose, emulsion. The effect of the surfactants is minimal in reducing the surface free energy of the oil droplets; therefore
emulsion stability is poor. Figure 2(c) illustrates an intermediate case, which may be desirable in some cases because
relatively large oil droplets occur, rather than the small droplets that are present in a tight emulsion. The presence of
larger oil droplets may benefit the performance of the lubricating film.
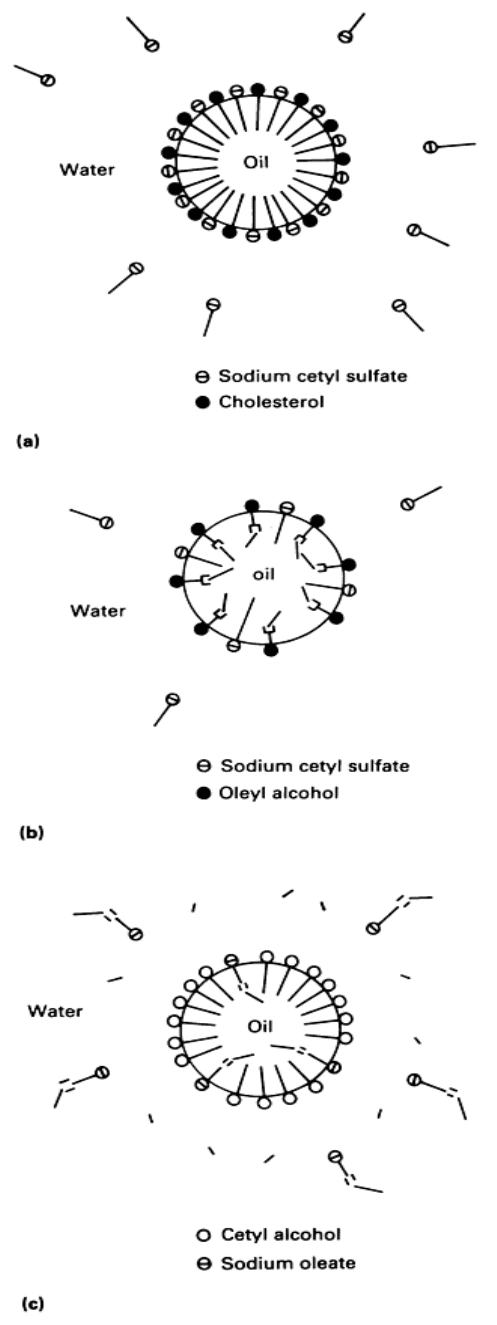
Fig. 2 Three types of emulsions seen in sheet metal
forming lubricants. (a) Excellent (tight) emulsion. (b) Poor
(loose) emulsion. (c) Intermediate case with poor emulsion stability.
A special case of emulsion is frequently used in sheet metal forming to take advantage of the cooling properties of water
and the lubricity of suspended oil. The particle size of the suspended oil is small enough that the lubricant concentrate,
even when water is added, remains clear rather than turning white or off-white, as is typically the case with an emulsion.
Emulsions generally are relatively easy to remove from parts and equipment. They provide superior cooling, but may be
more susceptible to biological contamination and have less effective lubricating and corrosion-preventive properties than
other lubricants.
Pastes, Suspensions, and Coatings. When difficult press work operations require film strength in excess of that
which is possible with solutions and emulsions, a paste, suspension, or coating may prove to be the best lubricant choice.
Pastes may be oil- or water-base, pigmented or nonpigmented. Pigments include talc, mica, or similar inactive but
effective high-strength barrier film formers. Sodium or potassium soaps are widely used in the production of all types of
pastes. Buildup of lubricant in the tooling and the necessary cleaning of workpieces are the main drawbacks of pastes.
Suspensions are frequently used to provide a desired barrier film. Fine particles of a solid, such as graphite, Teflon, or
clay, are suspended in a fluid carrier. Surfactants of an appropriate chemistry are generally required in order to provide
suspension stability. Stability and lubricant buildup on dies are potential problems during use.
Coatings applied to sheet metal surfaces--most often at the sheet or strip finish mill--have been used alone or as
undercoatings to lubricants applied at the press. Water-soluble polymers, phosphate conversion coatings, soap solutions,
and organic resins (either with or without other additives), are used to form the coating. Generally, coatings are applied by
dipping or spraying and then are heated to promote film formation and adhesion. Control of deposit thickness and
chemistry, as well as removal, may be operating problems during production.
Reference cited in this section
3.
Metalworking Lubrication,
S. Kalpakjian and S.C. Jain, Ed., American Society of Mechanical Engineers,
1980, p 53
Selection and Use of Lubricants in Forming of Sheet Metal
Elliot S. Nachtman, Tower Oil & Technology Company
Lubricant Chemistry
Tool life and part integrity are directly affected by lubricant choice. The mechanical and chemical properties of the
lubricant are influenced by operating conditions (temperature, pressure, geometry), as well as by the surface
characteristics of the tool and workpiece. Further, the lubricant chemistry has important implications with respect to
cleaning costs, welding integrity, corrosion of equipment and parts, recycling and disposal costs, and operator health and
safety.
Carriers (Bases)
The chemical components of the lubricant consist of a combination of a carrier (base) with various additives. Different
lubricants have different viscosities: fluids, solids, pastes, or gels may be used. Fluids are currently the most widely used
lubricants for sheet metal forming. Lubricating fluids are based on mineral oils or solvents, synthetic fluids, water, or
some combination of these.
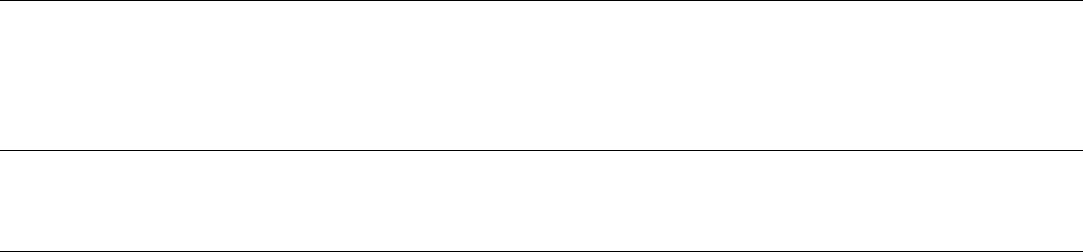
Oils. Mineral oils or solvents used as a base for lubricants result from fractional distillation of crude oil. The oils are
generally immune to biological attack, are readily recycled, have inherent lubricity and good metal-wetting
characteristics, and afford some metal corrosion protection. The viscosity of selected oil or solvents varies over a wide
range, as does the molecular structure (Fig. 3). The oils selected for use are complex organic compounds, as illustrated in
Fig. 1. The naphthenic oils (Fig. 1b) tend to be more reactive, while the paraffinic oils (Fig. 1a) are more oxidation
resistant.
Fig. 3
Molecular structures of four mineral oil carriers used in sheet forming lubricants. (a) Paraffinic. (b)
Napthenic. (c) Aromatic. (d) Alkylated aromatic. R, alkyl group.
Synthetic fluids with a specific molecular structure are becoming more widely used as lubricants. These fluids are
based on synthesized hydrocarbons (polyalphaolefins) and polybutane derivatives (Fig. 4). The polyalphaolefins are
similar to refined base oils in characteristics, but have superior resistance to oxidation. The polyglycols, polyolesters, and
dibasic acid esters have superior high-temperature stability; however, they are not as readily combined with desired
additives for corrosion protection or metalworking ability. Synthetic fluids are higher in cost than refined mineral oils.

Water. Because of the rising cost of refined mineral oil as well
as the intrinsically high cost of synthetic fluids, water as the base
fluid for sheet metal lubrication has become more widely used.
A whole new technology is developing using various forms of
water-base fluids (solutions, emulsions, gels, and pastes).
Of particular importance in the performance of water-base
lubricants is the superior heat transfer capability of water. The
sheet metal forming operation generates heat due to friction and
metal deformation; water is the most efficient fluid for
dissipating this heat.
Additives (Ref 4, 5)
Although uncompounded fluids may successfully serve as
lubricants in light sheet metal forming, other processing
requirements such as cleaning and corrosion protection may only
be satisfied by the addition of chemical additives. Further, in
difficult forming operations, additives must be used to provide
necessary film characteristics to prevent die-part welding. Some
common additives and their functions are discussed in this
section.
Emulsifiers are used to promote stable emulsions and in some
cases the cleanability of oils. Anionic and nonionic surfactants
are the preferred emulsifiers. Typical nonionic emulsifiers are
complex esters, fatty acids plus alcohols, monoglycerides, and
ethoxylated alcohols. Some anionic surfactants used are soaps of
long-chain fatty acids, alkyl aromatic sulfonates, and phosphate
esters. Soaps are the most widely used anionic emulsifiers, but they may react with hard water to form compounds that
can be difficult to remove from die or part surfaces.
Extreme-pressure (EP) additives are used when the fluid alone does not prevent excessive tool-part friction and
wear. The film formed by interaction of the EP additive and the metal surface is created through chemical reaction.
Sulfur-, chlorine-, or phosphorus-containing compounds react with the metal to form sulfides, chlorides, or phosphides.
These chemical compounds are relatively weakly bonded and fracture and slide easily under the conditions of forming,
providing a separating layer between tool and workpiece. Instability of the lubricant, as well as staining and corrosion,
may be encountered during use. Cleaning and welding may also be adversely affected.
Thickeners are used to alter the flow characteristics (viscosity) of the fluid lubricant. Flow characteristics are influenced
by temperature and pressure and affect lubricant performance. Organo-clays, polymers, natural gums, and metal
hydroxides are used to vary flow properties. Stability of the lubricant system and buildup on tooling may cause operating
problems.
Antimisting agents are used to reduce the incidence of airborne particles of the metalworking lubricant. Particularly in
the case of solvents or low-viscosity oils, air mists may form that are detrimental to health and may also cause equipment-
operating problems. To reduce mist formation, small quantities of polymers such as acrylates or polybutanes are added.
When contacted with polymer, the lubricant base builds larger particles so that they do not readily form a mist.
Passivators are added to reduce the activity of the metal surface in order to prevent staining, particularly of nonferrous
metals. Organic amines, sulfur, and nitrogen-containing compounds are used as passivators. Frequently, a so-called
passivator is used in conjunction with corrosion prevention additives such as complex borates to improve the performance
of each.
Antifoaming agents may be required to prevent foam formation if the lubricant is recirculated. Foaming is undesirable
because it may interfere with reservoir cleanup and fluid flow or complicate fluid application. In order to prevent foam
formation, the surface free energy of the film must be reduced. This may be achieved with a wide variety of additives,
Fig. 4
Molecular structures of three types of
synthetic fluids used as carriers for sheet forming
lubricants.
(a) Polybutene. (b) Ethylene glycol. (c)
Polyethylene glycol ether.
including silicones, amides, glycols, and fine particles of selected solids such as silica. The concentration of these agents
needed for effective foam control is low; however, monitoring concentration to maintain control may be a problem.
Solid lubricants are often suspended in oil- or water-base fluids for extremely heavy-duty forming of sheet metal.
These solids are graphite, carbonates, mica, Teflon, nylon, metal powders, and molybdenum disulfide. Buildup on tooling
and cleaning of workpieces are potential problems during operations with these suspended-solid lubricants.
Corrosion inhibitors are frequently added to both water- and oil-base lubricants to provide part protection during
processing and storage. Part corrosion may be a particularly difficult problem when water-base lubricants are used;
however, sulfonates, carboxylates, borates, and phosphonates have been successful in alleviating corrosion. In oil-base
lubricants, organic amines and sulfonates, as well as phosphates and unsaturated fatty acids, have been used successfully.
Toluyltriazole has been used successfully to protect copper sheet from staining and corrosion.
Antimicrobial agents may be required in order to prevent the growth of anaerobic or aerobic bacteria. Bacteria
frequently cause various operating problems (corrosion, odor, buildup of lubricant on workpieces, or emulsion instability)
in emulsions or solutions that contain oil and water. In solutions formulated with various chemical components, bacteria
will generally not be the problem; rather, formation of mold can cause malfunction of pumps and filters, and buildup on
tooling and workpiece surfaces. It may also alter the solution chemistry. Biocides are not required when lubricant
application does not involve repeated use or recirculation of the fluid. Care in handling as well as monitoring are
important if biocides are to be used safely and effectively.
References cited in this section
4.
E. Nachtman and S. Kalpakjian, Lubricants and Lubrication in Metalworking Operations,
Marcel Dekker,
1985, p 63-105
5.
J. Schey, Tribology in Metalworking, American Society for Metals, 1983, p 131-175
Selection and Use of Lubricants in Forming of Sheet Metal
Elliot S. Nachtman, Tower Oil & Technology Company
Lubricant Effectiveness
Selection of an appropriate lubricant for a specific sheet metal forming operation or for a series of different operations is
often a costly hit-or-miss proposition. There are, however, laboratory test procedures that can often reduce the possibility
of error.
Because of the difficulty of translating laboratory test results to an operating condition, several simulation tests have been
developed to screen lubricants for sheet metal forming. Small-capacity presses have been installed as test machines with
the ability to control speed of forming, metallurgy of tools and work metal, and lubricant application method.
Strip drawing through a wedge-shaped die on a tensile machine has been developed to measure lubricant effectiveness.
One end of the strip is gripped and pulled through the die. The die may also be modified in order to simulate drawing over
draw beads. In these tests, resistance to sliding is measured for different lubricants applied to the strip.
Standard deep-drawing tests, such as the Swift cup test, can also be used to measure lubricant effectiveness. Poor surface
finish, score marks, or splits are indications of unsatisfactory lubrication. More information on tests for measuring the
drawability of metals is available in the article "Formability Testing of Sheet Metals" in this Volume; Ref 6 and 7 include
more details on evaluation of lubricant effectiveness. The larger the blanks formed and the deeper the cup, the more
effective the lubricant film. A wide variety of punch and sheet metal geometry, size, and tool material can be used along
with the lubricant coating. The limiting draw ratio (LDR) depends on the draw ratio (DR), which is equal to the ratio of
the blank diameter to the punch diameter. For a given punch diameter, the greater the blank diameter, the more severe the
operation. The LDR is the maximum DR that results in a satisfactory cup.