ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

References cited in this section
6.
E. Nachtman and S. Kalpakjian, Lubricants and Lubrication in Metalworking Operations,
Marcel Dekker,
1985, p 107-115
7.
J. Schey, Tribology in Metalworking, American Society for Metals, 1983, p 197-220
Selection and Use of Lubricants in Forming of Sheet Metal
Elliot S. Nachtman, Tower Oil & Technology Company
Lubricant Application (Ref 8)
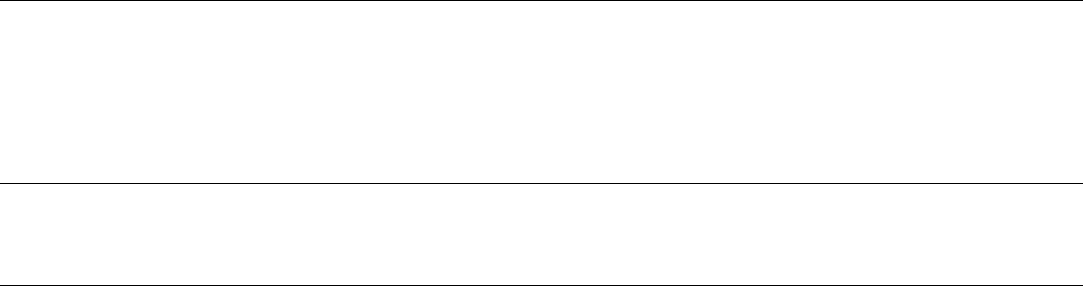
The method used to apply the forming lubricant directly influences handling, part quality, and direct costs, as well as
indirect costs (cleaning) and the metal forming operation itself. It is very important to deliver the appropriate volume of
lubricant to the right location with the correct velocity at the right temperature in order to achieve optimum lubrication.
Some of the more widely used application methods are discussed in this section.
Roller coating (Fig. 5a) is frequently used to coat strip before the strip enters the press. The strip passes through rollers,
either top and bottom rollers or one or the other, and is coated with lubricant. The lubricant is fed to the roller either by
dripping or by having the roller revolve, in a lubricant reservoir. The roller may be the same width as the strip and may be
made of various materials. Pressure on the rollers can be varied to control lubricant thickness.
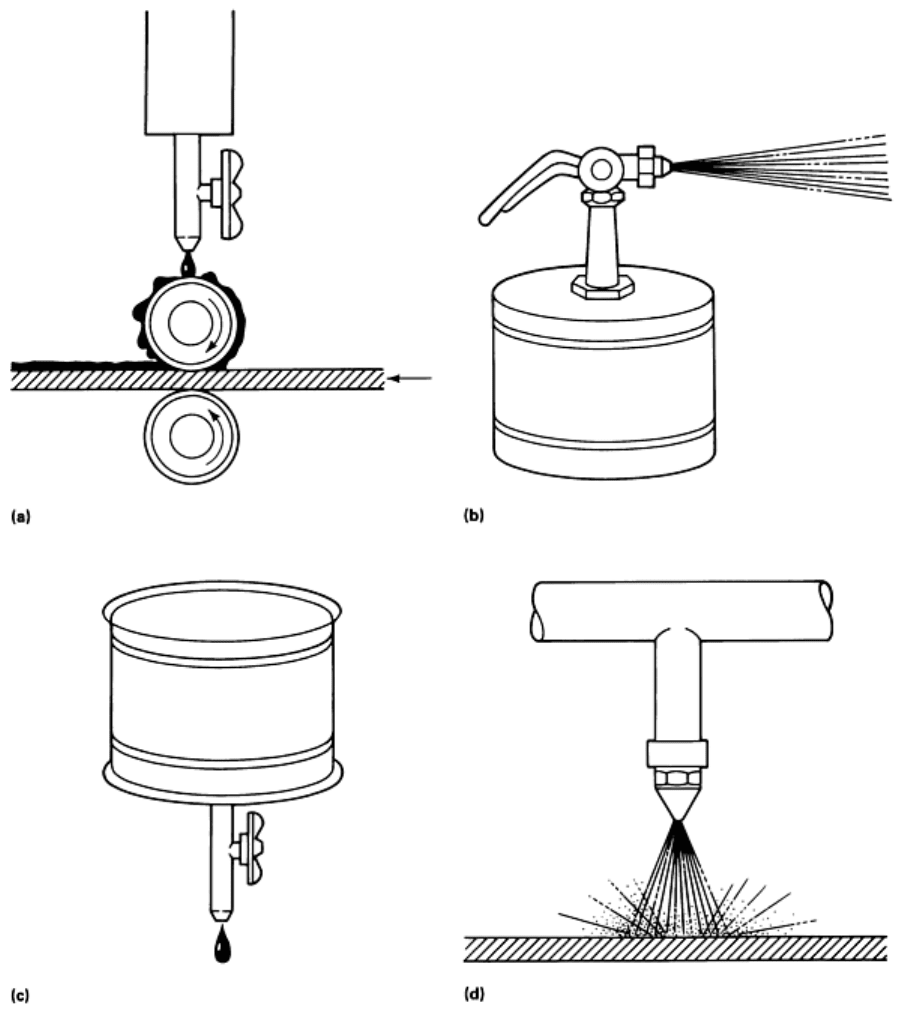
Fig. 5 Four common methods of
applying lubricants. (a) Roller coating. (b) Spraying (simple spray apparatus
shown here). (c) Drip application. (d) Recirculating flood.
Air or airless spray devices (Fig. 5b) are used to apply lubricant to preselected areas of the workpiece and/or tooling
at the required frequency. Generally, higher-viscosity lubricants are applied by airless spray rather than by air spray units.
Drip application to the workpiece (Fig. 5c) can be used effectively when parts are relatively small and the cost of
alternative application devices is not justified by the production demand. Heavy lubricants cannot be applied readily by
this method, nor can the geometry of application be tailored selectively.
Flood application methods (Fig. 5d) require suitable press modifications to provide for recirculation of the fluid.
Water-proofing to protect sensing elements must be provided for if a water-base fluid is used, and lubricant flooding must
be controlled to confine it to the press work area. Flooding can be very useful when cooling is desirable and debris must
be removed continually from the work area.
Reference cited in this section
8.
E. Nachtman and S. Kalpakjian, Lubricants and Lubrication in Metalworking Operations,
Marcel Dekker,
1985, p 117-123
Selection and Use of Lubricants in Forming of Sheet Metal
Elliot S. Nachtman, Tower Oil & Technology Company
Control of Lubricant Characteristics
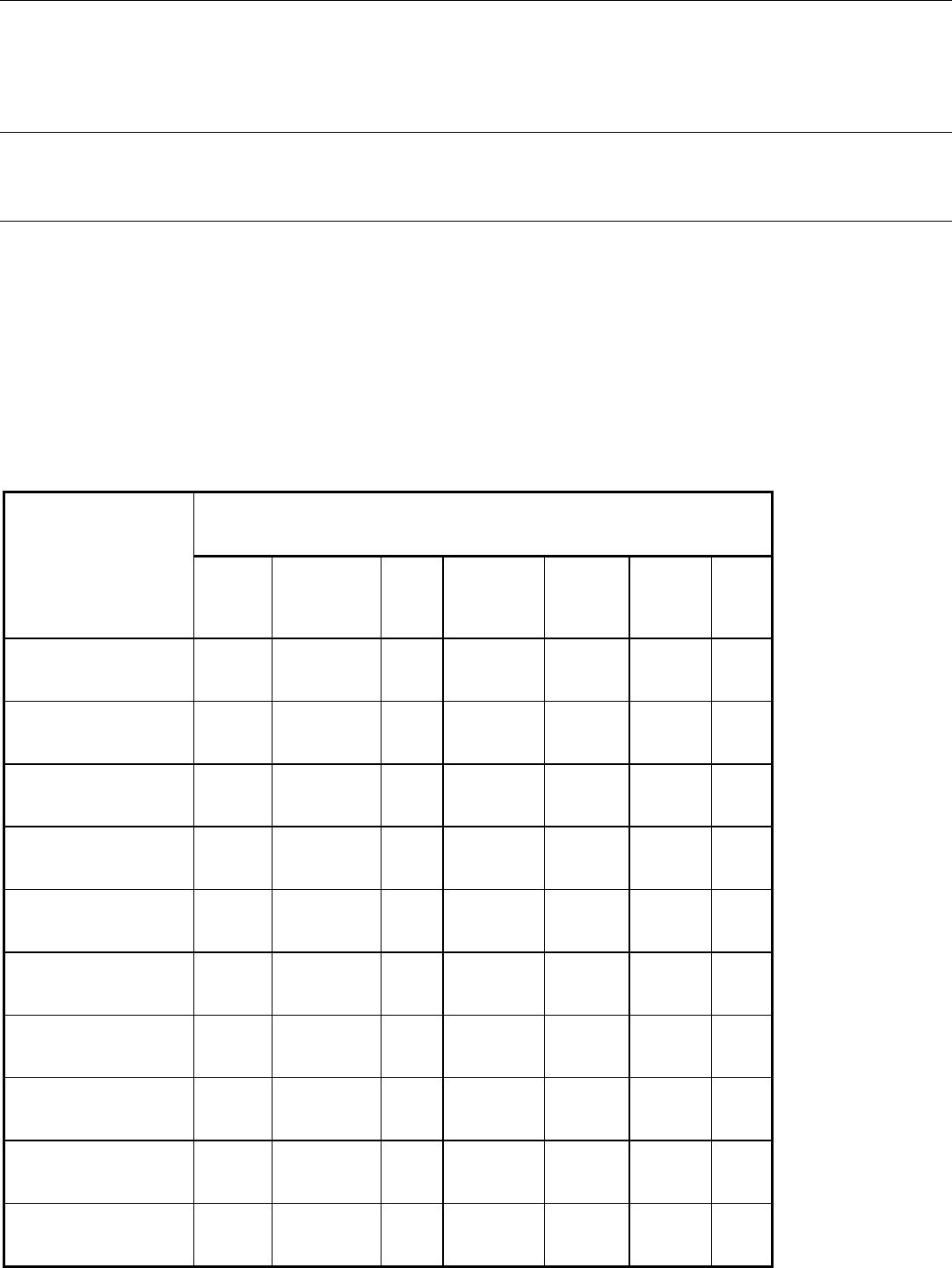
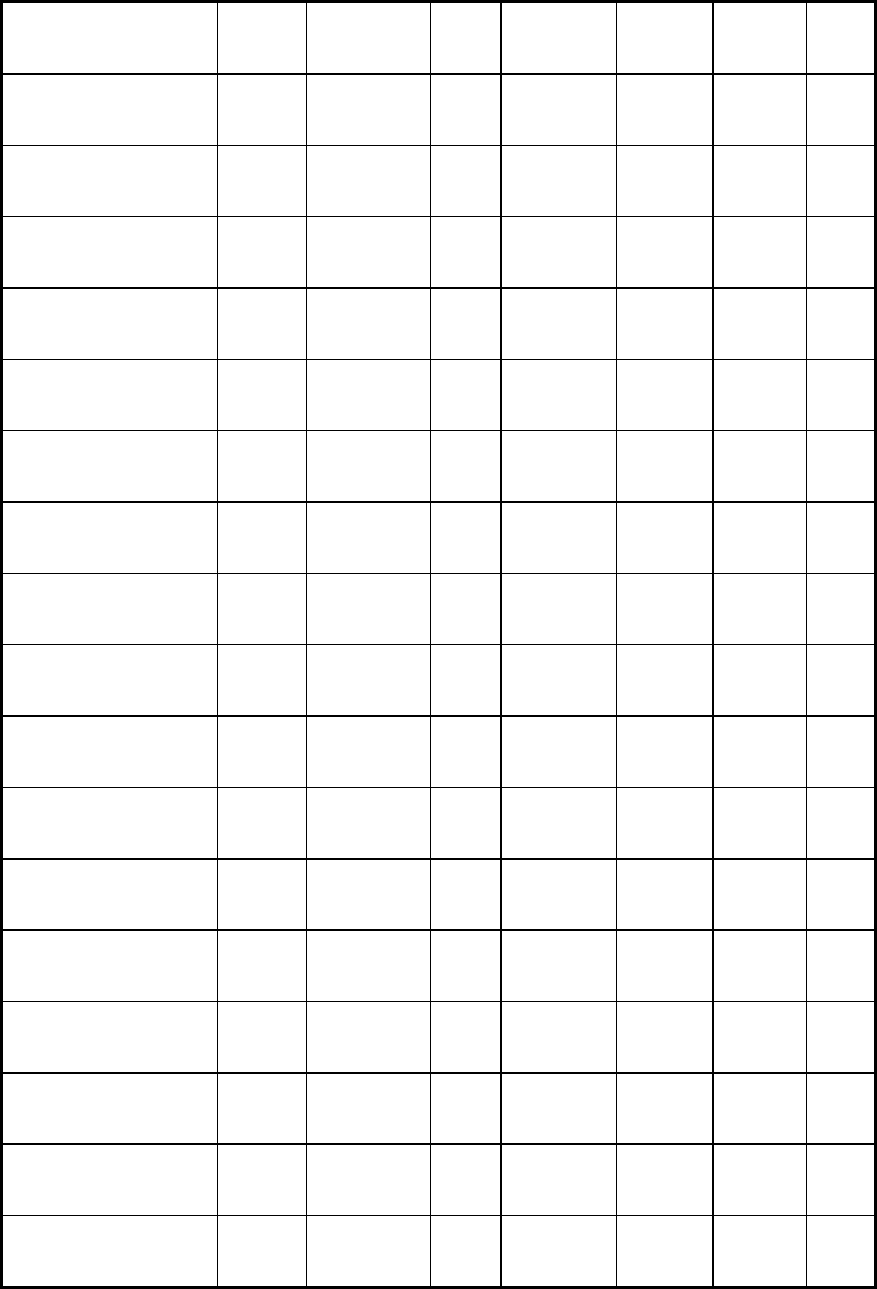
Maintaining the physical and chemical properties of lubricants is central to control of the sheet metal forming process
itself. Table 2 lists some important characteristics of metal-forming lubricants for which tests have been developed, and
the applicability of testing to various types of lubricants. Control methods developed under the aegis of the American
Society for Testing and Materials (ASTM) are widely used. Some of the ASTM test methods for important characteristics
are discussed below.
Table 2 Lubricant characteristics and their applicability to various types of lubricants
Lubricant system
Characteristic
Oil-base
Solvent-base
Solids
Water-base
emulsions
Solutions
(water)
Coatings
Pastes
Particulate concentration X X X
X
Emulsifier level X
Viscosity X X X
Sulfur concentration X X X X X
Chlorine concentration X X X X X
Particle size X X
Solids content X X X X X
X
Color X X X X
Saponification number X X X X
X
Evaporation X X
Flash point X X
Molybdenum disulfide X X
Graphite X
Carbonate X
Stearate X
Water content X X X X
X
Hard-water tolerance X X
Stability X X X X X
X
Bacteria, mold, fungus X X
X
Amine concentration X X
Phosphate concentration X X
Corrosion potential X X
X
pH X X
Conductivity X X
X
Concentration X X
Odor X X X X
Coating thickness X X X X
Foaming characteristics
X X
Viscosity (ASTM D 445, D 446, and D 88) is as important as any physical property of fluids used in sheet metal
forming. Viscosity control is based on the measurement of the time required for a lubricant to flow through a fixed orifice
at a controlled temperature.
Sulfur and chlorine (ASTM D 129 and D 808) are measured by carrying out a controlled combustion of a lubricant
sample in a so-called bomb. ASTM D 129 describes a technique used for sulfur, and ASTM D 808 describes the
appropriate technique for chlorine.

Corrosion potential can be very important in both evaluating the appropriateness of a specific lubricant, and for
purposes of corrosion control during continued use. The methods most commonly used, for example, ASTM D 130 for
copper-base metals and ASTM D 1748 for steel corrosion test strips, are based on the potential of water-lubricant
interaction with the metal surface in a controlled way. Immersion in the fluid at elevated temperatures or exposure of a
lubricant-coated strip in a humidity cabinet are techniques frequently used; they may be varied in many ways to attempt to
duplicate as closely as possible particular operating conditions.
Emulsion stability is often of importance in maintaining a reproducible and reliable parts production line. A common
method used to evaluate stability is ASTM D 1479, in which water available at the work site is used to make an emulsion.
The emulsion is then stored for a specified period of time and evaluated. The concentration of oil in the bottom portion of
the sample is a measure of the emulsion stability.
Fatty compounds are frequent components of a metal-forming lubricant. The test method ASTM D 94, using
saponification number as a basis for fat determination, may be used as long as the basic fat component is known.
Hydrogen ion concentration (pH) is important in water-base lubricants. Variation of pH can be an important
indication of fluid contamination or degradation due to biological or chemical reaction. Monitoring of pH on a regular
basis can serve as an important control of fluid properties in a manufacturing environment. The pH can be measured with
specially prepared pH paper or a pH meter.
Selection and Use of Lubricants in Forming of Sheet Metal
Elliot S. Nachtman, Tower Oil & Technology Company
In-Plant Control
Very important test procedures that do not require sophisticated laboratory facilities or highly skilled personnel are used
for in-plant control. Some of the test procedures useful for lubricant control in plants are discussed below.
Emulsion concentration is one of the most important characteristics of a lubricant in metalworking. Variation in
concentration occurs during use because of water evaporation, selective drag-out, and, frequently, lack of emulsion
makeup control. A number of control techniques can be used successfully in the plant. These include the use of titration, a
refractometer, and acid split.
Titration can be used to measure either emulsifier concentration or, in turn, emulsion concentration. Anionic emulsifiers
can be titrated by using a cationic material with an appropriate indicator. Water hardness effects on the titration must be
accounted for to improve the reliability of the titration.
A refractometer may be used to measure concentration. The refractive index of the emulsion or water-base solution
varies with concentration. Fluid compositions also vary; therefore, the refractive index must be calibrated for each fluid.
Fluid contamination can cause a false index reading and may prevent use of this measurement method.
Acid split is used to determine water concentration in an emulsion. The emulsion is split by using a strong salt solution
or acid. If oil (tramp or machine oil) enters the emulsion, then the acid split will reflect all the oil present, and thus
incorrect concentration values will be obtained.
Corrosion tests have been developed for measuring the possibility of change in this characteristic of a lubricant. A
plant procedure is based on taking pieces of sheet metal to be formed, coating them with the lubricant to be used, and
placing the specimen in a plant location most likely to encourage corrosion. Experience with a procedure standardized as
much as possible with respect to lubricant, metal, and environment can be useful for plant testing. Various tests using
metal coupons coated with lubricant and subjected to a high-humidity environment (humidity cabinet) can also be used.
Cast iron blocks and chips can be used for accelerated testing, using any of a number of procedures involving contact with
lubricant and subsequent aging in a selected room or plant environment.
Biological testing in the plant can be carried out to advantage if reasonable control of test conditions can be
maintained. Dip sticks have been developed that consist of a plastic substrate coated with a nutritive gel selected for
growth of either bacteria or mold, as desired. The method, though qualitative, is useful as a fluid control procedure in the
plant. References 9 and 10 contain more information on control of lubricant characteristics.
References cited in this section
9. C. Genner and E.C. Hill, Evaluation of the Dip Slide Technique for Cutting Oils, Tribology International,
Feb 1981, p 11-13
10.
E. Nachtman and S. Kalpakjian, Lubricants and Lubrication in Metalworking Operations,
Marcel Dekker,
1985, p 133-154
Selection and Use of Lubricants in Forming of Sheet Metal
Elliot S. Nachtman, Tower Oil & Technology Company
Lubricant Toxicity (Ref 11)
Because the environment, as well as the biochemical characteristics of the human body, are extremely complex, effects on
health in the workplace are difficult to isolate and measure. In general, exposure to sheet metal working lubricants may
result in dermatitis, acne, tumors, and pigment changes in the skin. All of these may occur also from exposure to other by-
products in the workplace, in the home, or in the environment in general.
Skin patch tests of a suspect material may reveal the potential for dermatitis. A small patch is coated with the material in
question and taped to the skin.
The Ames test, which measures the effect of a test material on bacteria, has been used as a screen for possible causes of
mutagenic effects in humans. Most materials which may cause mutagenic effects are not necessarily carcinogenic.
Evaluation of a metal-working fluid for its possible adverse biochemical effects should be a part of the lubricant selection
process. The recent requirement of a completed material safety data sheet (MSDS) on all chemicals and their mixtures can
serve as an important source of information for the screening procedure. Appropriate work practices and personal hygiene
can significantly reduce adverse biochemical effects.
Reference cited in this section
11.
E.O. Bennett, The Biology of Metalworking Fluids, Lubr. Eng., Vol 28 (No. 7), 1972, p 237-247
Selection and Use of Lubricants in Forming of Sheet Metal
Elliot S. Nachtman, Tower Oil & Technology Company
Microbiology of Lubricants
Microbiological contamination of lubricants can be a serious problem. When water is part of the composition of a
metalworking fluid, microbes can grow in the fluid, either deliberately or accidentally as a result of contamination.
Bacteria are the main problem in mineral-oil emulsions; in water solutions, molds and yeasts are the principal
microbiological contaminants. These microbes feed and grow on one or more of the lubricant constituents or
contaminants. If they grow by attacking a single constituent, the constituent can be so altered chemically in short order,
frequently as rapidly as in one day, that the lubricant no longer operates effectively as intended. An emulsifier may no
longer promote stable emulsification, a rust-preventive additive may no longer prevent rust formation, or a lubricity
additive may no longer provide an effective lubricant film.
Anaerobic bacteria, often present in fluids, operate in the absence of oxygen and cause the breakdown of sulfur
compounds in the fluid, creating the strong rotten-egg odor that may occur in the fluid reservoir. Aerobic bacteria grow in
the presence of oxygen and are the most aggressive in promoting overall chemical breakdown of the lubricant. Molds and
yeasts, when present, do not drastically degrade lubricant chemistry; they do, however, block filters, and may build up on
tools and generally have a disagreeable feet and appearance.
Bacteria and mold or yeast infestation of the lubricant may be controlled by appropriate formulation of the lubricant, use
of an effective biocide, pasteurization, and sometimes effective filtration. Good practices involving clean work habits and
avoidance of contamination of the fluids by plant dirt, food, and so forth, will contribute to longer life of fluids.
References 12, 13, and 14 contain more detailed information on the effects of microbiological contamination.
References cited in this section
12.
H.W. Rossmore, Antimicrobial Agents for Water-Based Metalworking Fluids, in
Proceedings of the 65th
Annual Meeting of the American Occupational Medical Association, April 1980, p 199-219
13.
E. Nachtman and S. Kalpakjian, Lubricants and Lubrication in Metalworking Operations,
Marcel Dekker,
1985, p 157-171
14.
E. Hall, How Bacteria Damage Lubricants, New Sci., Aug 1967, p 17
Selection and Use of Lubricants in Forming of Sheet Metal
Elliot S. Nachtman, Tower Oil & Technology Company
Environmental and Occupational Health Concerns
In recent years, concerns about the environment, health, and safety have led to the enactment and enforcement of a
number of laws and regulations. Some of the most important of these as they affect the use and disposal of sheet metal
forming lubricants are discussed below.
The Environmental Protection Agency (EPA) was established by the U.S. Congress to ensure protection of the
environment in which we live and work. Over the years, clean air and water have become a subject of increasing concern.
Several acts addressing these concerns have been passed, requiring enforcement by EPA. Some of the more important are:
•
The Toxic Substance Control Act, designed to regulate the manufacture, processing, distribution, use,
and disposal of chemicals. Materi
al Safety Data Sheets (MSDS) are required for all lubricants, with
information about the toxicity, handling, and safe disposal of such materials
•
The Clean Air Act, as amended in 1977, which specifically regulates the concentration of volatile
lubricant co
mponents in air. It established permissible concentrations that must not be exceeded in the
workplace
•
The Water Pollution Control Act regulates the passage of waste into the water supply. The condition,
type, and concentration of waste that may be permitt
ed to enter the water supply is established and
regulated. Disposal of lubricants, if it involves entry into a water system, must satisfy the appropriate
criteria for disposal
• The Resource Conservation and Recovery Act (RCRA) regulates hazardous waste man
agement and
disposal. Lubricants, if they contain hazardous components, are categorized as hazardous materials and
must be stored, transported, and disposed of as prescribed by regulation.
Appropriate records must
accompany each step, as regulated.
The Occupational Safety and Health Administration (OSHA) is concerned with safe working conditions in the
workplace. The impact of occupational safety and health legislation on lubrication as practiced in the workplace concerns
prevention of occupational illnesses due to hazardous or toxic chemicals. Companies are required to record all injuries or
illnesses as they occur. The relative toxicities of approximately 1500 chemicals found in the workplace are being
systematically established by OSHA. Regulation of these chemicals is occurring as appropriate information is developed.
Product liability is of increasing concern because of the exploding cost of defending a product liability case as well as
the bringing of nonmeritorious claims to court. At the same time, increasing attention has been paid to safer, better
products as well as a safer, better work and living environment. Lubricant manufacturers and users are faced with claims
for improper formulation, usage, and performance. Appropriate steps to anticipate and eliminate possible product liability
claims occupy increasing time and attention on the part of both the supplier and user of lubricants.
The laws and regulations described in this article illustrate only a few of the more important ones that govern and regulate
the use, disposal, and manufacture of sheet metal forming lubricants. New developments in lubrication technology will
surely be conditioned by this regulatory and liability environment.
Selection and Use of Lubricants in Forming of Sheet Metal
Elliot S. Nachtman, Tower Oil & Technology Company
Lubricant Selection
Selection of an appropriate lubricant for a specific sheet metal forming operation depends on a number of diverse criteria
that must be successfully satisfied:
• Effect of lubricant on the forming operation (effect on both tool wear and part tolerance and finish)
• Application method and efficiency thereof
•
Maintenance of lubricant performance, taking into account problems of recirculation, testing, and
disposal
• Corrosion of tooling, machine, and finished parts
• Cleaning
• Welding, painting, or coating of the work material
• Worker response
• Supplier support
• Toxicity and health
• Cost, including cost of lubricant and its effect on overall product cost
A wide variety of operations are commonly used to form parts from sheet metal. Blanking, piercing, ironing, forming,
drawing, fine blanking, and spinning are some of the operations that are used separately or in sequence to form parts, and
are discussed in other articles in this Volume. Unlike bulk deformation processes, the temperature increase in sheet metal
forming is generally low unless the complexity of deformation and/or the strength of the material is very high. Generally,
except in the case of ironing, sheet metal forming involves little or no thickness change. Deformation is generally biaxial
in the plane of the sheet. However, there can be considerable relative motion between tool and workpiece. Further, the
area of tool contact is often large. Surface finish and part tolerance depend on tool geometry and finish, speed and
temperature of deformation, the combination of forming steps required, and the choice and application of lubricant. Table
3 illustrates some of the types of lubricants used successfully in sheet forming of various metals at room temperature and
at elevated temperatures. The type of metal, complexity of part shape, part tolerance, and surface finish specifications all
influence the choice of lubricant. The more critical the operation, the more important the need for film strength and
adhesion of the lubricant film to the metal substrate. Further, there may be a need for increased film thickness.
Table 3 Lubricants for forming of specific sheet materials
Metal or alloy
Recommended lubricants for:
Cold forming
Hot forming
Aluminum alloys Synthetic solutions, emulsions, lanolin suspensions, water suspensions,
soap solutions, mineral oil plus fatty oils
Graphite suspension
Copper alloys Emulsions plus fatty oils, mineral oils plus fatty oils, soap suspensions,
water suspensions, tallow suspensions, synthetic solutions
Pigmented pastes, graphite suspensions
Magnesium alloys
Solvent plus fatty compounds, mineral oils plus fatty compounds
Graphite plus molybdenum disulfide,
soap plus water, tallow plus graphite
Nickel, nickel-
base alloys
Emulsions, mineral oils plus EP additives, water plus chlorine
additives, conversion coatings plus soap
Graphite suspension, molybdenum
disulfide suspension, resin coating plus
salts
Refractory metals
and alloys
Copper plating
Molybdenum disulfide, graphite
suspension
Carbon and low-
alloy steels
Emulsions, soap pastes, water, fatty oils plus mineral oils, polymers,
conversion coating plus soap, molybdenum disulfide or graphite in
grease, synthetic solutions
Graphite suspension
Stainless steels Fatty oils plus mineral oil, water, polymers, conversion coating plus
soap, mineral oil plus EP additives, pigmented soaps
Graphite suspension
Titanium,
titanium alloys
Water, pigmented soaps, polymers, conversion coating plus soap Graphite and molybdenum disulfide
suspension
The relationship of many process variables, including speed of operation; tool geometry; number and severity of discrete
forming operations; worker exposure to lubricant; fluid makeup; circulation, recycling, and disposal; and the effect of the
lubricant film on subsequent operations such as welding, cleaning, and plating influence the choice of lubricant. A simple
recommendation based on material, tooling, and process may prove to be far from optimum; many other factors can and
should influence lubricant choice.
Nevertheless, in order to give some background information that may provide guidelines in the selection of a lubricant, a
number of processes applied to various sheet materials relative to the choice of an appropriate lubricant will be discussed
below.
Forming of Carbon and Low-Alloy Steels
A wide range of lubricants are successfully used to form steel sheet. The speed of operation and resulting temperature, as
well as thickness of stock and complexity of shape, influence lubricant choice. Oil-, solvent-, and water-base fluids, as
well as pastes and gels, may be effective, depending on operating conditions.
Blanking and Piercing. Straight oil, compound oil, or emulsions with sulfur, chlorine, and/or fatty esters are used for
most operations. Solutions may be used when the operation is less severe.
Coining. Because die buildup must be prevented, light oils straight or compounded with fatty additives or chlorine-
containing additives are used. Water-base solutions may be effective when formulated with alkanolamides, fatty esters,
and/or long-chain derived fatty acid soaps.
Other Operations. Compression, tension, binding, or shearing forces may occur during forming on a particular part;
therefore an appropriate choice of lubricant viscosity and chemistry varies widely from part to part, depending on part
configuration. Essentially all classes of lubricants have been successful. Generally, however, the present emphasis is on
formulating solutions or emulsions that prevent galling or tearing of the sheet metal.
Multislide Forming. Light compounded oils and water-base emulsions and solutions with chlorine and fatty additives
are used successfully. Care must be taken to prevent buildup on the dies and corrosion of machine or formed parts when
water-base lubricants are used.
Deep Drawing. Progressive- and multiple-die sets are being used more and more frequently, and thus carry-through of
the lubricant becomes more and more important. Multiple-die lubrication sites to provide die lubrication at succeeding
stations may be an alternative method for ensuring adequate lubrication. Compounded oils and emulsions or pastes are
being used successfully. Chlorinated compounds and fatty esters are commonly chosen additives. Soap-base lubricants
are also applied frequently and successfully.
Spinning. Both lubrication and cooling are important effects provided by appropriate lubricant choices. Water-base
emulsions and solutions containing chlorinated or sulfochlorinated additives and/or fatty esters are used. Nonpigmented
water-base pastes are also effective.
Roll Forming. Water-base emulsions and solutions have been used to form both bare and coated steel. In the case of
galvanized steel, white rust can be a problem if water-base lubricants are used and not properly applied and removed.
Solvent-base fluids are often the preferred lubricant, particularly when minimal residue is important. Light oils may also
be used, both compounded and uncompounded with chlorinated compounds, soaps, or fatty esters.
Forming of Stainless Steels
In general, stainless steels are more difficult to form than carbon or low-alloy steels because of their higher strength. Care
must be taken in the choice of chemically reactive lubricants containing sulfur or chlorine. Furnace treatments should be
carried out on formed parts after removal of the lubricant film. Sometimes this step may be avoided if high molecular
weight polymers or complex fats are used in lubricant formulation.
Blanking and Piercing. Solutions and emulsions containing sulfur and/or chlorine are particularly effective for
lighter-gage material. Oils compounded with sulfur and/or chlorine are effective in heavier-gage material.
Multiple-Slide Forming. Oil- and water-base fluids are successfully used. Recently, solutions with complex esters and
fatty compounds have been used, successfully eliminating cleaning of parts before use.
Deep Drawing. Because of the high work-hardening characteristics of some stainless steels and attendant high die
pressure and temperatures, oils with extreme-pressure additives such as sulfur, chlorine, and phosphorus are most often
the lubricants selected. Pigmented and nonpigmented pastes are often used with or without extreme-pressure additives.
Roll Forming. Thin-gage sheet may be formed by application of solvent-base as well as water-base fluids at the roller.
Thicker material and/or more complex shapes, on the other hand, require oils or emulsions compounded with fatty oils,
extreme-pressure additives, and soaps.
More information on forming of stainless steel sheet is available in the article "Forming of Stainless Steel" in this
Volume.
Forming of Heat-Resistant Alloys
In general, heat-resistant alloys (complex iron-, nickel-, and cobalt-base materials) as a class use lubricants that are
suitable for stainless steel. Cobalt-base alloys are particularly difficult to form into sheet because of their high strength
and relative inertness. Care must be taken to avoid embrittlement by sulfur diffusion in nickel-base alloys. Pigmented
lubricants are difficult to remove after forming, and this may discourage their use. More information on forming of heat-
resistant alloy sheet is available in the article "Forming of Heat-Resistant Alloys" in this Volume.
Blanking and Piercing. Soap-base oils and emulsions are used with and without chlorinated additives. Wax and
polymer additives may be used if the blanking step is complex.