ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

Spinning. Chlorinated additives in an oil base as well as in emulsions containing fatty esters are effective. Soap-base
pastes are also often chosen for application.
Forming of Refractory Metals and Alloys
Although warm or hot forming of materials such as molybdenum, tungsten, tantalum, niobium, and their alloys is often
required, room-temperature deformation is successfully carried out using metal coatings with auxiliary lubricant
application.
Drawing. Fluorinated complex polymers are used to form tantalum; graphite in fat has been used for forming niobium.
Both metals may be formed at room temperature.
Spinning. Room-temperature spinning of niobium has been carried out using molybdenum disulfide in oil or graphite in
a soap-base paste.
Forming of Aluminum and Aluminum Alloys
Aluminum and aluminum alloy sheet may be stained or corrosion may occur through the improper choice of lubricant.
Aluminum oxides build up during forming and may necessitate cleaning of both parts and equipment. The lubricant may
contribute to undesirable buildup. Lubricant chemistry differs from the chemistry used in formulating lubricants for steel
and refractory metals or high-temperature alloys.
Blanking and Piercing. Oils or compounded oils of light viscosity are used. Fatty esters and chlorinated compounds
are the compounding additions frequently chosen. Fatty compounded emulsions as well as soap-base solutions are also
effective. Oxide deposits may be a problem with some compounded oils and emulsions.
Roll Forming. Solvent-base lubricants containing fatty esters as well as emulsions and solutions are frequently used
lubricants. Light viscosity oils also may be used; however, oxide buildup on the rolls can be a problem. Soap-base
lubricants are used if care is taken to prevent soap deposits.
Deep Drawing. Viscosity and lubricity are critical attributes of lubricants. Water-base fluids may be used if appropriate
fatty additives and/or soap additives are used to provide the required barrier and lubricity. Oils of varying viscosity or dry
soap films may be used for more difficult draws. Pastes that are soap- and fat-base have been applied successfully.
Progressive draws involving multiple steps frequently should provide lubrication at more than one station.
Spinning. Waxes and soaps are effective lubricants. Colloidal graphite suspended in an oil carrier is also used
successfully. Cleaning can be difficult depending on the severity of the spinning operation.
Forming of Copper and Copper Alloys
Staining and/or corrosion of these metals in their forming is of particular concern. Lubricants chosen must be formulated
to prevent both from taking place.
Multislide Forming. Soap- and fat-containing oil and/or water-base lubricants are effective. Solvent-base lubricants
containing a fatty ester or an inhibited chlorine-containing compound may be used.
Roll Forming. All classes of lubricants using fatty compounds and/or soap-base additives are used successfully in water,
oil, or solvent fluids.
Deep Drawing. Depending on severity of draw, oil- or water-base lubricants in fluid or paste form may be effective.
Soap and fatty compounds, as well as inhibited chlorine-containing compounds, are commonly used additives.
Forming of Magnesium Alloys
Magnesium alloys are most often formed warm or hot. Forming at these elevated temperatures is not normally required
for other metals of industrial importance.
Drawing. At temperatures to approximately 120 °C (250 °F), soap-base lubricants, fatty esters, polymer additives in oil
and water, and pastes formulated with chlorinated additives are successful lubricant systems. At temperatures in excess of
120 °C (250 °F), the choice of lubricant is restricted to synthetic fluids formulated with soap, fatty esters, and/or
chlorinated compounds. Above 230 °C (450 °F), graphite and/or molybdenum disulfide in various carriers are preferred.
Spinning. At elevated temperatures, the synthetic fluids compounded with graphite and/or molybdenum disulfide are
applied. Water carriers for the solid lubricants may be preferred to reduce the occurrence of smoke and the possibility of
fire.
Forming of Nickel and Nickel-Base Alloys
These metals are difficult to wet with lubricants; thus heavy-duty lubricants with exceptional film-priming characteristics
are necessary for effective lubrication. On the other hand, lubricants containing sulfur, chlorine, or solid additives such as
zinc oxide or lead carbonate can, if not removed from the nickel surface, can cause embrittlement of the metal.
Shearing, Blanking and Piercing. Oils incorporating sulfur- or chlorine-containing additives may be used. Water-
base lubricants of similar composition may be applied if they are removed as soon as possible after forming to prevent
embrittlement. Fatty esters and polymers have grown in application as components of formulated lubricants.
Deep Drawing. Soap-base pastes as well as oils with fatty esters, amides, and/or sulfur and chlorine additives have
been used. Emulsions fortified with amides and polymers also have been formulated and applied.
Spinning. Pigmented pastes and chlorinated wax in oils are successful lubricants. Plain waxes and soaps are frequently
important components of these lubricants.
Forming of Titanium Alloys
Galling of titanium alloys is a particular problem because of the affinity of the metal for die materials. Notch sensitivity
and embrittlement may also lead to splitting or cracking of formed parts. Cold and warm forming may be carried out with
suitable films designed to prevent metal-to-metal contact. Frequently, overlays of steel sheet or plastic sheet are used with
an auxiliary lubricant.
Deep Drawing. Overlays are often used with oil-base lubricants formulated with chlorinated waxes. Oxidized or
phosphated coatings are successful in relatively severe drawing operations at elevated temperatures. Graphite and/or
molybdenum disulfide in oil may be used.
Roll Forming. Oils compounded with sulfurized or chlorinated fats are used. Oil- or water-soluble polymers may also
be added. Chlorinated waxes, high molecular weight waxes, or polymers soluble in oil may be effective for relatively
moderate deformation.
Spinning. Colloidal graphite and/or molybdenum disulfide blended in oil may be used at temperatures up to
approximately 205 °C (400 °F). Chlorinated wax and/or sulfurized fat in oil also may serve as lubricants. At higher
temperatures, fillers such as bentonite or mica with graphite and/or molybdenum disulfide formulated into a grease are
used successfully.
Forming of Platinum-Group Metals
Surface contamination due to metal contact at surfaces with iron or other metals may adversely affect surface integrity
and electrical resistivity. Separation of tool and workpiece by an appropriate lubricant film is critical. Platinum and
palladium can be formed by most standard sheet metal forming operations (blanking, piercing, and deep drawing). Cold
welding of the workpiece to the tooling must be avoided, and therefore continuous lubricant films are important in
operation. Many of the lubricants used for forming copper alloys may also be used for forming platinum and palladium.
Rhodium and iridium are more difficult to form, and ruthenium and iridium are extremely difficult to form.

Selection and Use of Lubricants in Forming of Sheet Metal
Elliot S. Nachtman, Tower Oil & Technology Company
References
1. J. Schey, Tribology in Metalworking, American Society for Metals, 1983, p 27-77
2. E. Nachtman and S. Kalpakjian, Lubricants and Lubrication in Metalworking Operations, Marce
l Dekker,
1985, p 49-60
3. Metalworking Lubrication,
S. Kalpakjian and S.C. Jain, Ed., American Society of Mechanical Engineers,
1980, p 53
4. E. Nachtman and S. Kalpakjian, Lubricants and Lubrication in Metalworking Operations,
Marcel Dekker,
1985, p 63-105
5. J. Schey, Tribology in Metalworking, American Society for Metals, 1983, p 131-175
6. E. Nachtman and S. Kalpakjian, Lubricants and Lubrication in Metalworking Operations,
Marcel Dekker,
1985, p 107-115
7. J. Schey, Tribology in Metalworking, American Society for Metals, 1983, p 197-220
8. E. Nachtman and S. Kalpakjian, Lubricants and Lubrication in Metalworking Operations,
Marcel Dekker,
1985, p 117-123
9. C. Genner and E.C. Hill, Evaluation of the Dip Slide Technique for Cutting Oils, Tribology International,
Feb 1981, p 11-13
10.
E. Nachtman and S. Kalpakjian, Lubricants and Lubrication in Metalworking Operations,
Marcel Dekker,
1985, p 133-154
11.
E.O. Bennett, The Biology of Metalworking Fluids, Lubr. Eng., Vol 28 (No. 7), 1972, p 237-247
12.
H.W. Rossmore, Antimicrobial Agents for Water-Based Metalworking Fluids, in
Proceedings of the 65th
Annual Meeting of the American Occupational Medical Association, April 1980, p 199-219
13.
E. Nachtman and S. Kalpakjian, Lubricants and Lubrication in Metalworking Operations,
Marcel Dekker,
1985, p 157-171
14.
E. Hall, How Bacteria Damage Lubricants, New Sci., Aug 1967, p 17
Press Bending of Low-Carbon Steel
Introduction
PUNCH PRESSES are used for bending, flanging, and hemming low-carbon steel when production quantities are large,
when close tolerances must be met, or when the parts are relatively small. Press brakes are ordinarily used for small lots,
uncritical work, and long parts.
To estimate the press capacity needed for bending in V-dies, the bending load in tons can be computed from:
where L is press load (in tons of force), l is length of bend (parallel to bend axis) (in inches), t is work metal thickness (in
inches), k is a die-opening factor (varying from 1.2 for a die opening of 16t to 1.33 for a die opening of 8t, S is tensile
strength of the work metal (in tons of force per square inch), and s is width of die opening (in inches).
For U-dies, the constant k should be twice the values given above. Bending of flanges with wiping dies is discussed in the
section "Straight Flanging" in this article. The characteristics of the various presses commonly used for forming sheet
metal are summarized in the article "Presses and Auxiliary Equipment for Forming of Sheet Metal" in this Volume.
Press Bending of Low-Carbon Steel
Bendability and Selection of Steels
Figure 1 shows the types of bends for which the standard AISI tempers of cold-rolled carbon steel strip are suited. Stock
of No. 1 temper is not recommended for bending, except to large radii. Stock of No. 2 temper can be bent 90° over a
radius equal to strip thickness, perpendicular to the rolling direction. Stock of No. 3 temper can be bent 90° over a radius
equal to strip thickness, parallel to the rolling direction; it can also be bent 180° around a strip of the same thickness when
the bend is perpendicular to the rolling direction. Stock of No. 4 or No. 5 temper can be bent 180° flat on itself in any
direction. The No. 5 temper stock may develop stretcher strains and should not be used if these markings are
objectionable.
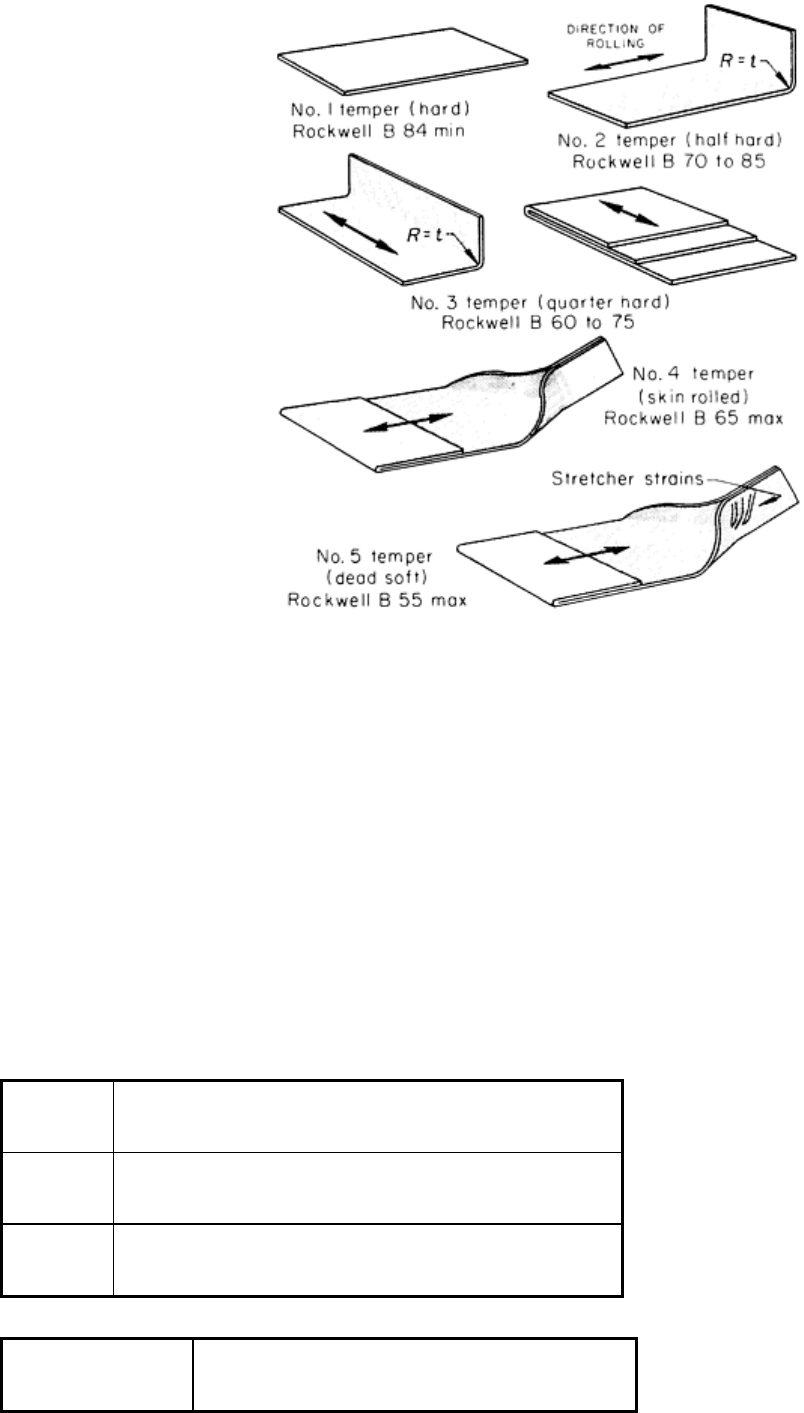
Fig. 1 The most severe bend that can be tolerated by each of the standard tempers of cold-
rolled carbon steel
strip. Stock of No. 1 (hard) temper is sometime
s used for bending to large radii; each lot should be checked for
suitability, unless furnished for specified end use by prior agreement. Hardnesses shown are for steel containing
0.25% C (max) in the three hardest tempers and 0.15% C (max) in the No. 4 an
d 5 tempers. Hardness for No.
1 temper applies to thicknesses of 1.8 mm (0.070 in.) and greater; for thinner sheet, hardness would be a
minimum of 90 HRB.
Table 1 shows the effect of carbon content of some grades of carbon steel strip and sheet on bend radius in standard bend
tests. Table 2 shows the effect of quality or temper on minimum bend radius of 1008 or 1010 steel sheet. Table 1 in the
article "Press Forming of High-Carbon Steel" in this Volume shows the effect of composition on minimum bend radius
by comparing the minimum radii for common grades of carbon and low-alloy steels.
Table 1 Bending limits for hot-rolled commercial-quality carbon steel strip and cold- or hot-
rolled carbon
steel sheet
If greater ductility is needed, drawing quality or physical quality steel can be used.
Carbon, %
Bending limit
0.15 or less
180° bend flat on itself, in any direction
0.15-0.25 180° bend around one thickness of the material, in any direction
Table 2 Minimum bend radii for 1008 or 1010 steel sheet
Quality or temper
Minimum bend radius, mm (in.)
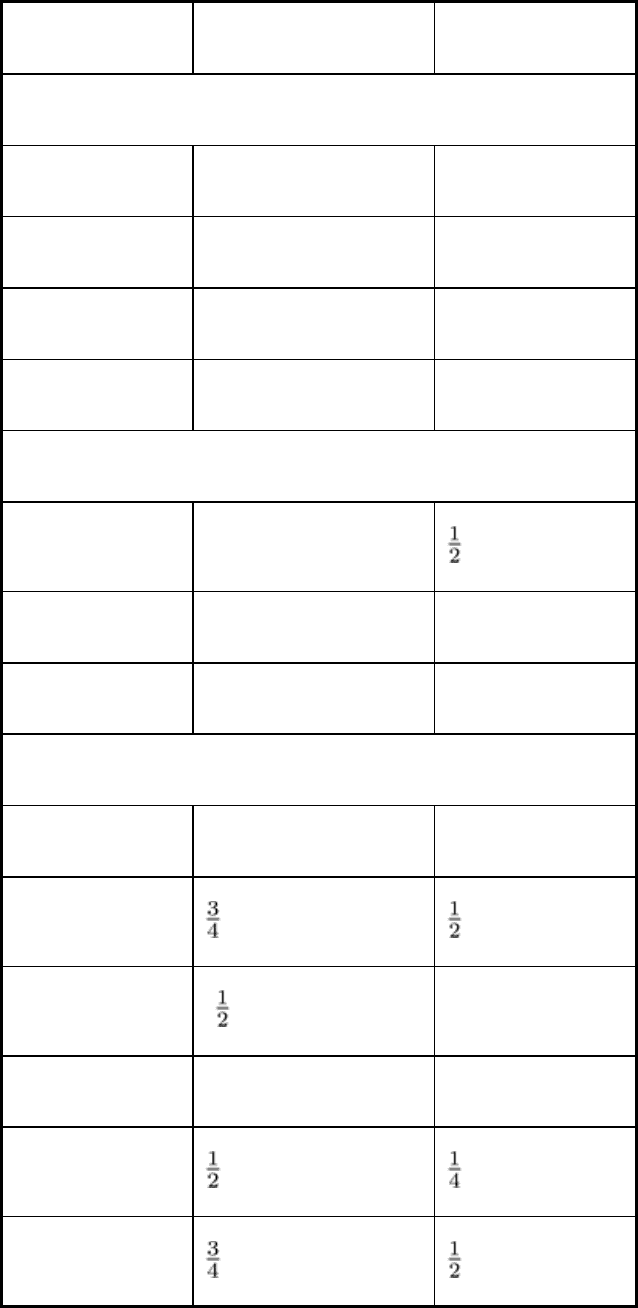
Parallel to rolling direction
Across rolling direction
Cold rolled
Commercial 0.25 (0.01)
0.25 (0.01)
Drawing, rimmed 0.25 (0.01)
0.25 (0.01)
Drawing, killed 0.25 (0.01)
0.25 (0.01)
Enameling 0.25 (0.01)
0.25 (0.01)
Cold rolled, special properties
Quarter hard
(a)
1t
(b)
t
Half hard
(c)
NR
(d)
1t
Full hard
(e)
NR
NR
Hot rolled
Commercial, mm (in.)
Up to 2.3 (0.090)
t t
Over 2.3 (0.090)
1 t
1t
Drawing, mm (in.)
Up to 2.3 (0.090)
t t
Over 2.3 (0.090)
t t
(a)
60-75 HRB.
(b)
t, sheet thickness.
(c)
70-85 HRB.
(d)
NR, not recommended.
(e)
84 HRB minimum
Press Bending of Low-Carbon Steel
Minimum Bend Radius
Minimum bend radii are limited by angle of bend, length of bend, material properties, condition of the cut edge
perpendicular to the bend line, and orientation of bend with respect to direction of rolling. Minimum bend radii are larger
for a larger angle of bend.
Parts in which the length of the bend (direction parallel with the bend axis) exceeds eight times metal thickness have a
fairly constant minimum bend radius. When the bend length is less than eight times metal thickness, the bend radius
generally must be greater.
The temper of the metal affects the minimum bend radius (Fig. 1). Steel in the higher tempers (low hardness and high
ductility) can be bent 180° to a sharp radius without cracks or tears. Bend radii can usually be smaller for bends made
across the rolling direction than for bends made parallel to it. However, examples in this article demonstrate that sharp
bends are often made parallel to the rolling direction.
Effect of Edge Condition. When bending low-carbon steel, the condition of the edge perpendicular to the bend axis
has little effect on the minimum bend radius. Steels that are susceptible to work hardening or hardening by heating during
gas or electric-arc cutting may crack during bending because of edge condition. For these steels, it is often necessary to
remove burrs and hardened edge metal in the bend area to prevent fracture. Edges can be prepared for bending by
grinding parallel with the surface of the sheet and removing sharp corners in the bend area by radiusing or chamfering.
If the burr side is on the inside of the bend, cracking is less likely to occur during bending. This is important on parts with
small bend radii in comparison with the metal thickness and on parts with metal thickness greater than 1.6 mm ( in.),
because fractures are likely to start from stress-raising irregularities in the burr edge if it is on the outside of the bend.
Effect of Metal Thickness. Minimum bend radii are generally expressed in multiples or fractions of the thickness of
the work metal. On parts that require a minimum flange width or a minimum width of flat on the flange, stock thickness
will limit both of these dimensions. If thickness is not critical in the design, the use of thinner stock can make the bending
of small radii and narrow flanges feasible.
Carbon Steels. Table 2 lists minimum bend radii for 1008 or 1010 hot- and cold-rolled steel sheet in each of the
available qualities. Bend radii for higher-carbon steels and two low-alloy steels are given in Table 1 in the article "Press
Forming of High-Carbon Steel" in this Volume.
As suggested by Table 2 in this article, the quality of steel has a major influence on the minimum bend radius that can be
made in it. This is especially true of hot-rolled steel, for which, according to Table 2, a change from commercial quality to
drawing quality reduces minimum bend radius by 33 to 50%. Low-carbon steels of commercial quality differ in
bendability, as indicated in Table 3, which is for typical commercial-quality steels suitable for 90 and 180° bends.
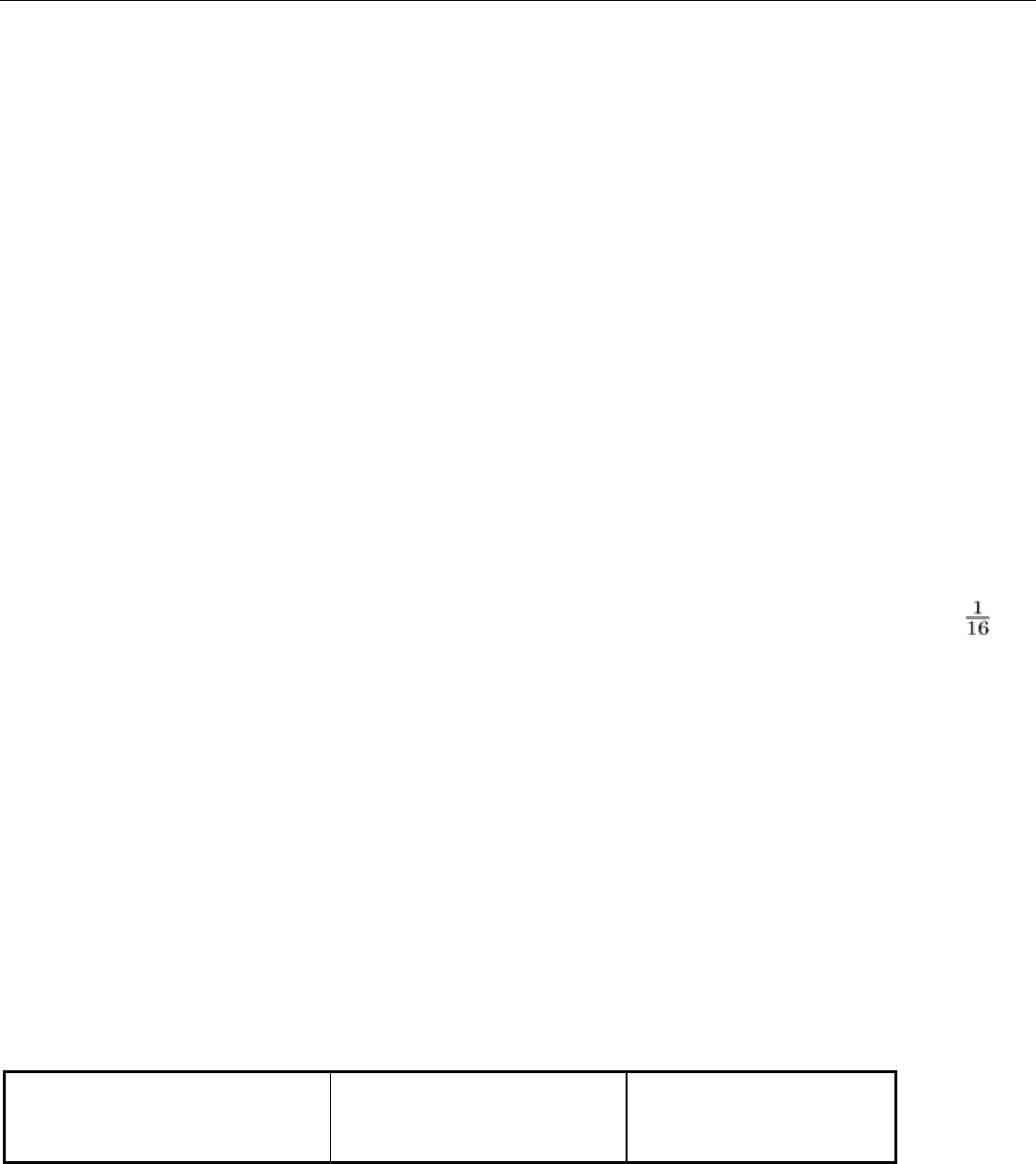
Table 3 Suitability of commercial-quality low-carbon steel sheet for bending
Class and hardness of steel, and
bending conditions
90° bends
180° bends
Cold-rolled steel up to 1.6 mm (0.062 in.) thick
Suitable commercial-quality steels 1008 or 1010, rimmed, temper passed
1008 or 1010, rimmed, annealed
Maximum HRB hardness 80
(a)
65
Minimum bend radius 1t
0.25 mm (0.01 in.)
Hot-rolled steel up to 6.4 mm (0.250 in.) thick
Suitable commercial-quality steels
(b)
1008, 1010 Up to 1030 1008, 1010
Up to 1015
Maximum HRB hardness
(c)
68 80 68
72
Minimum bend radius
Sheet up to 2.3 mm (0.090 in.) thick
t
1 t
1t
1 t
Sheet 2.3-6.4 mm (0.090-0.250 in.) thick
1t 2t
1 t
2t
(a)
For 90° bends made across the direction of rolling. The acceptable maximum hardness for 90° bends parallel with the direction of rolling is 70
HRB.
(b)
Rimmed or capped.
(c)
Can be met on hot-rolled unpickled steel or steel pickled in sheet form. Hardness values will be higher on mill-pickled hot-rolled coil. With
higher hardness values, somewhat larger bend radii will sometimes be required.
High-strength low-alloy steels, because of their higher yield strength and lower ductility, are more difficult to bend
than plain carbon steels--requiring more power, greater bend radii, more die clearance, and greater allowance for
springback. It may be necessary to remove shear burrs and to smooth corners in the area of the bend. Whenever possible,
the axis of the bend should be across the direction of rolling. If the bend axis must be parallel with the rolling direction, it
may be necessary to use cross-rolled material, depending on the severity of the bend.
All high-strength low-alloy steels are not equal in formability; however, for the more readily formable grades and the
quenched-and-tempered grades, the minimum bend radii in the following table are recommended:
Steel thickness
(t), mm (in.)
Minimum bend radius for steel
with minimum yield strength,
MPa (ksi), of:
310 (45)
345 (50)
Up to 1.6 ( )
t
1t
1.6-6.4 ( - )
1t
2t
6.4-13 ( - )
2t 3t
These minimum bend radii are for bending with the bend axis across the rolling direction. The use of smaller bend radii
increases the probability of cracking. Hot bending is recommended for thicknesses greater than 13 mm ( in.).
Hot bending is necessary when the product shapes are too complex or when bend radii are too small for cold forming. The
high-strength low-alloy steels can be successfully hot bent at temperatures as low as 650 °C (1200 °F); however, when
maximum bendability is needed, temperatures of 845 to 900 °C (1550 to 1650 °F) are recommended. Cooling in still air
from these temperatures returns the material nearly to the as-rolled mechanical properties.
Press Bending of Low-Carbon Steel
Orientation of Bend
Ordinarily, it is better to orient a part on the stock so that bends are made across the rolling direction. Sharper bends can
be made across than can be made parallel with the rolling direction, without increasing the probability of cracking the
work metal (Fig. 1 and Table 2).
When bends are to be made in two or more directions, the piece can sometimes be oriented in the layout such that none of
the bends is parallel with the rolling direction. In some applications, however, as in that described in the following
example, there is no practical way to avoid making bends parallel with the rolling direction. This example demonstrates
approximate limits for bending parallel with the rolling direction. A choice must be made in orientation to favor one or
another consideration. For example, a blank can be oriented in a strip for economy and the least possible scrap. It can be
oriented so that the grain direction will reinforce the metal that receives maximum stress in service. Alternatively, it can
be oriented so there is no end-grain runout on a wear surface. In any of these cases, orientation may not be optimal for
bending.
Example 1: Bending Parallel with Rolling Direction.
Conflicting demands called for a choice in the orientation of the blank for the can-opener blade shown in Fig. 2. Because
an orientation that would favor the bends would have meant a cross-grain surface on the cutting edge, with consequent
poor wearing quality, the blank was oriented so that the grain favored the cutting edge, and the bends were made nearly
parallel with the direction of the rolling.

Fig. 2 Can-
opener blade that was bent parallel with the direction of
rolling in o
rder to promote long service life of the cutting edge.
Dimensions given in inches.
To ensure that the stock would withstand the three sharp-radius 90° bends, the steel specification called for stock that
would withstand a 180° bend both parallel with and across the direction of the rolling. Steel that could be oil hardened
was specified in order to limit distortion during subsequent heat treatment. A modified 1023 steel (with 0.85 to 1.15%
Mn) met all of the requirements. The stock was 50 mm (2 in.) wide cold-rolled strip 1.1 mm (0.045 in.) thick. A No. 2
finish was specified to minimize the amount of polishing or burnishing before plating.
The blade was made in a 12-station progressive die, run in a 670 kN (75 tonf) mechanical press. Operations performed in
the die included:
• Pierce four holes (one in the scrap area served as a pilot hole)
• Notch outline of part
• Coin cutting edge
• Emboss center hole
• Form bends
• Cut off
The die was made of D2 tool steel, except at station 12 (bending and cutoff), for which the die material was C-5 carbide at
71 HRC. The die life per grind was 300,000 pieces. Mineral oil was the lubricant.
The production rate was 4500 pieces per hour. Annual production was 8 million pieces, in 700,000-piece lots. After
forming, the part was oil hardened, barrel finished in oil and sawdust, and bright nickel plated.
Orientation of bends with respect to the grain affects not only the severity of bend that can be made but also the
service life of that bend. This is demonstrated in the following example.
Example 2: Bending Across the Rolling Direction.
Vibration of an internal combustion engine frequently caused failure of the fuel tank bracket shown in Fig. 3. The bracket
broke at the upper bend, where a comparatively narrow tab attached the tank to the engine head. To eliminate premature
failure at this bend, a reinforcing strip 2.8 mm (0.109 in.) thick was welded to the back of the upper bend at the narrowest
section of stock, where the bracket overhung the engine head (Section A-A, Fig. 3). To reinforce the bracket and reduce
vibration, the front leg, which was flattened back (bent 180°) was spot welded to the tank cradle in two spots (Section B-
B, Fig. 3). The bend at the 19 mm ( in.) wide tab, the 180° bend at the front, and the bend on the reinforcing strip were
all made perpendicular to the rolling direction.