Heidersbach R. Metallurgy and Corrosion Control in Oil and Gas Production
Подождите немного. Документ загружается.

CORROSION CONTROL 129
cially available comparators used for this purpose.
Comparisons are made with a specially constructed
magnifying glass that allows comparison of the surface
in question with four different grades of surface prepa-
ration. Other methods of surface - profi le determination
include the use of replica tape for making a negative
image of the surface in question. A soft plastic tape with
a hard backing is applied to the area in question. After
the tape is removed, the profi le of the tape replica is
measured using a specially calibrated microscope.
14,25 – 30
Coating inspectors also use visual photographs avail-
able from NACE and SSPC to document the surface
conditions to be expected after wet abrasive blasting or
water jet cleaning.
31,32
The appearance of grit - blasted surfaces will vary
depending on the specifi c grit used and the steel sub-
strate in question. It is often advisable to prepare a fi eld
sample for referee purposes prior to starting a surface
preparation project. This fi eld sample, representative of
the agreed - upon surface cleanliness for the project, may
be a plate of metal or a part of the structure. These
prepared areas can then be used as reference by the
contractor and the inspector. It is important that the
surface be preserved in its “ as agreed ” condition until
the project is completed.
Inspection Before and During Coating Application
Application equipment and methods need to be
inspected prior to and during painting operations. This
includes making sure that pigments are stirred and sus-
pended in the vehicle, proper mixes of two - component
paints are maintained, and so on. New low - VOC paints
make coating application more diffi cult and harder
to apply.
Pigments need to be stirred and suspended in the
vehicle. Proper operation of all equipment must be
insured so that the coating will be delivered in the
appropriate manner.
The newer low - VOC paints make coating application
more diffi cult and increase the need for better coatings
inspection.
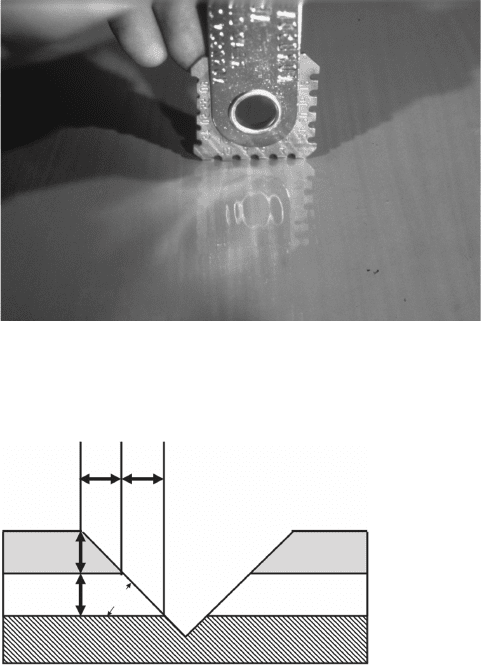
Wet fi lm thickness is normally determined manually
by inserting a special tool into the wet fi lm as shown in
Figure 6.11 . The notches between the teeth on this tool
have various depths, and the wet fi lm thickness is deter-
mined as the midpoint between the last coated notch
and the next deeper notch. Once the thickness is mea-
sured, the wet fi lm will usually fl ow back and cover the
tooth marks. The dry fi lm thickness can be estimated by
knowing the percent solids in the paint, and corrective
action can be taken to reapply more paint or reduce the
application rate as needed. Thin fi lms will not provide
adequate coverage, and many thick fi lms will not cure
correctly. If a more precise measurement is necessary,
eccentric roller gages, lens gages, or needle micrometers
can be used.
33
Inspection after Application The most common tests
applied to dry fi lms are thickness and adhesion
measurements.
Magnetic thickness gages are usually used for dry -
fi lm thickness determinations on steel substrates. They
need to be calibrated, and they are less accurate on
curved surfaces or thin (sheet vs. plate) carbon steels.
34,35
They usually cannot be used on most stainless steels
with the exception of the low - alloy 13 - chrome martens-
itic stainless steels used for pipelines and similar appli-
cations, where they must be specially calibrated to
compensate for the reduction in magnetic alpha ferrite
in the metal.
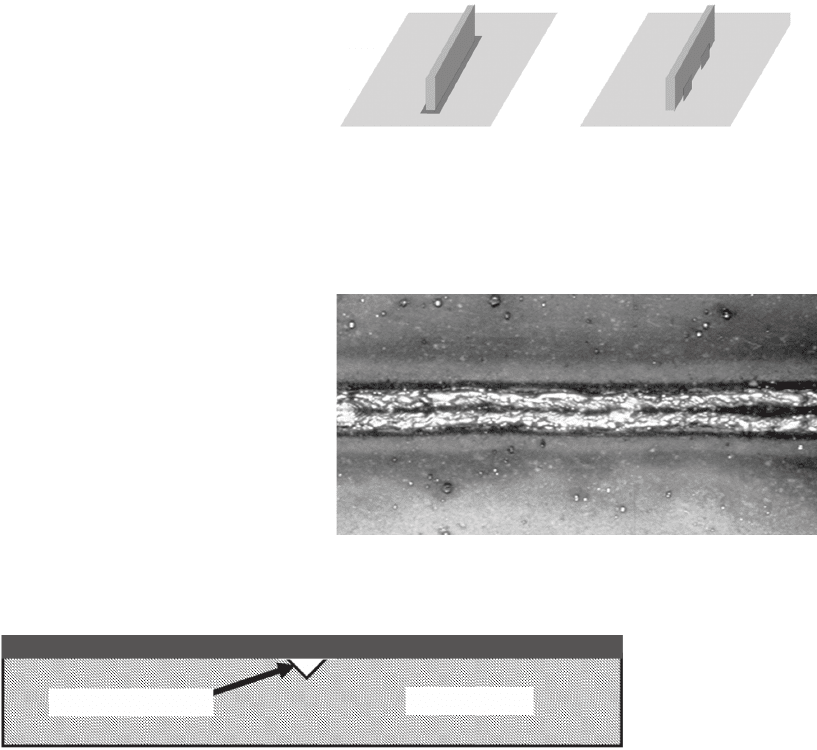
Nondestructive magnetic measurements can be con-
fi rmed by destructive tests, which are also used in cases
of disputes. The most common destructive test uses a
Tooke gage, which measures the exposed cut coating
after it has been cut with a special scribe.
36
The exposed
cut surfaces, shown in Figure 6.12 , are viewed under a
Figure 6.11 Wet - fi lm step or notch gage applied to a newly
painted surface. Photo courtesy of NACE International,
reproduced with permission.
Figure 6.12 Cross section of a coating cut for Tooke gage
measurement of dry fi lm thicknesses.
A = A′ tan 45° = A′
tan
45° = 1
45°
A
B
B′A′
Top Coat
Primer
Steel Substrate
c06.indd 129c06.indd 129 10/29/2010 10:35:43 AM10/29/2010 10:35:43 AM

130 METALLURGY AND CORROSION CONTROL IN OIL AND GAS PRODUCTION
special magnifying glass, and the thickness of the cut
edges are calibrated on the instrument.
Adhesion tests are nondestructive tests often per-
formed on dry fi lms in accordance with a variety of
international standards.
37 – 39
Coating holidays are defects (usually holes, which
may be microscopic) in the coating that expose the
underlying metal to the corrosive environment. They
are normally detected using electrical holiday detector.
An electrode is passed over the surface being inspected
and, as it passes over a defect, the system passes current
between the electrode and the metal being inspected.
40
The operator can then mark the holiday for repair. This
is shown in Figure 6.13 . While Figure 6.13 shows the
inspection of an internal coating in a large diameter
pipe, the same procedure is used on structural metal,
pipeline exteriors, and any steel structure coated with a
nonconductive coating system. Holiday detectors must
be selected for the appropriate application, as high -
voltage detectors used on thick - fi lm exterior pipeline
coatings would damage thinner coatings, and the lower -
voltage instruments used for thin fi lms would not pen-
etrate thicker, more resistant coatings.
40,41
Any defects noted during surface preparation, appli-
cation, or after fi lm drying should be noted and remedi-
ated before the next step in the coatings or construction
process.
Weather Conditions Weather conditions must be
measured before coatings operations can begin. Table
6.11 shows the conditions where condensation will form
on a metal surface depending on the metal temperature,
air temperature, and relative humidity. NORSOK speci-
fi es that no fi nal blast cleaning or coating applications
TABLE 6.11 Relative Humidity and Surface Condensation Temperatures on Uninsulated Metal Surfaces
42
Metal Surface
Temp.
Surrounding Air Temperature ° F
40 45 50 55 60 65 70 75 80 85 90 95 100 105 110 115 120
3 5 ° F 6 0 3 3 1 1
4 0 6 9 3 9 2 0 8
4 5 6 9 4 5 2 7 1 4
5 0 7 1 4 9 3 2 2 0 1 1
5 5 7 3 5 3 3 8 2 6 1 7 9
6 0 7 5 5 6 4 1 3 0 2 1 1 4 9
6 5 7 8 5 9 4 5 3 4 2 5 1 8 1 3
7 0 7 9 6 1 4 8 3 7 2 9 2 2 1 6 1 3
7 5 8 0 6 4 5 0 4 0 3 2 2 5 2 0 1 5
8 0 8 1 6 6 5 3 4 3 3 5 2 9 2 2 1 6
8 5 8 1 6 8 5 5 4 6 3 7 3 0 2 5
9 0 8 2 6 9 5 8 4 9 4 0 3 2
95 % of Relative Humidity 83 70 58 50 40
100 84 70 61 50
105 85 71 61
110 85 72
115 86
120
Reprinted with permission from NACE.
R. Baboian, NACE Corrosion Engineer ’ s Reference Book , 3rd edition, NACE International, Houston, TX, 2002, p. 74, reprinted with permission.
Figure 6.13 Electrical holiday testing in the interior of a
large - diameter water pipe.
11
. Photo courtesy of NACE
International, reproduced with permission.
c06.indd 130c06.indd 130 10/29/2010 10:35:44 AM10/29/2010 10:35:44 AM
CORROSION CONTROL 131
can be conducted if the relative humidity is greater than
85%, the steel temperature is less than 3 ° C (5 ° F) above
the dew point, and coating applications and curing tem-
peratures must be above freezing for both air and metal
temperatures.
7
This Norwegian standard is primarily
intended for the cold and humid conditions found in the
North Sea and nearby construction yards. NACE rec-
ommends air temperatures above 5 ° C (40 ° F) and rela-
tive humidities of 85%. Some paints can be applied at
lower temperatures and moisture - cured urethane
coating systems may be used at higher humidities.
12
Coatings must always be applied in accordance with the
manufacturer ’ s recommendations, and some coatings,
for example, epoxies, may require higher temperatures
for proper curing.
Areas of Concern and Inspection Concentration
This section is intended to illustrate a number of prac-
tices necessary to insure successful coatings applica-
tions, inspection, and repair. In any structure there are
areas where coatings surface preparation, application,
and repair are more diffi cult. There are also regions on
a structure where corrosion damage, if encountered, will
be more signifi cant than the unsightly damage else-
where on the same structure. These are areas that can
sometimes be remediated prior to coating. If they
cannot, then special attention must be paid during all
phases of a coating project, as well as during operations
when the diffi cult/critical areas should require addi-
tional emphasis.
Key Features that Should be Remediated Before
Coating There are certain features, perhaps structural
defects, on structures that should be removed before
surface preparation and coating application. Several of
these are shown in Figures 6.14 – 6.17 . These features
should be removed or minimized before surface prepa-
ration begins; otherwise, they will lead to premature
coatings failures.
43
Skip welds are often applied to hold equipment in
place during construction and usually supply adequate
strength for structural purposes. Unfortunately, if they
are not sealed using continuous sealing welds, they allow
crevices to form. This is a major problem for any struc-
Figure 6.14 Skip welds versus continuous welds. Drawing
courtesy NACE International, reproduced with permission.
Continuous weld Skip weld
Desirable Special attention required
Figure 6.15 Weld splatter. Drawing courtesy NACE Inter-
national, reproduced with permission.
Figure 6.16 Gouge with bridged - over coating subject to moisture accumulation and
corrosion.
Bridaged-over gouge
Steel substrate
Coating
ture intended for immersion service, but crevices allow
moisture to collect and create corrosion problems even
in atmospheric exposure. The sealing welds do not need
to be strong, because this could cause metal distortion,
as shown in Figure 4.22 , but they should be water tight
and inspected to insure that no cracks or crevices remain.
Welds should be ground smooth and weld splatter
should be ground fl at so that it does not cause thin
layers or bare spots in the coating.
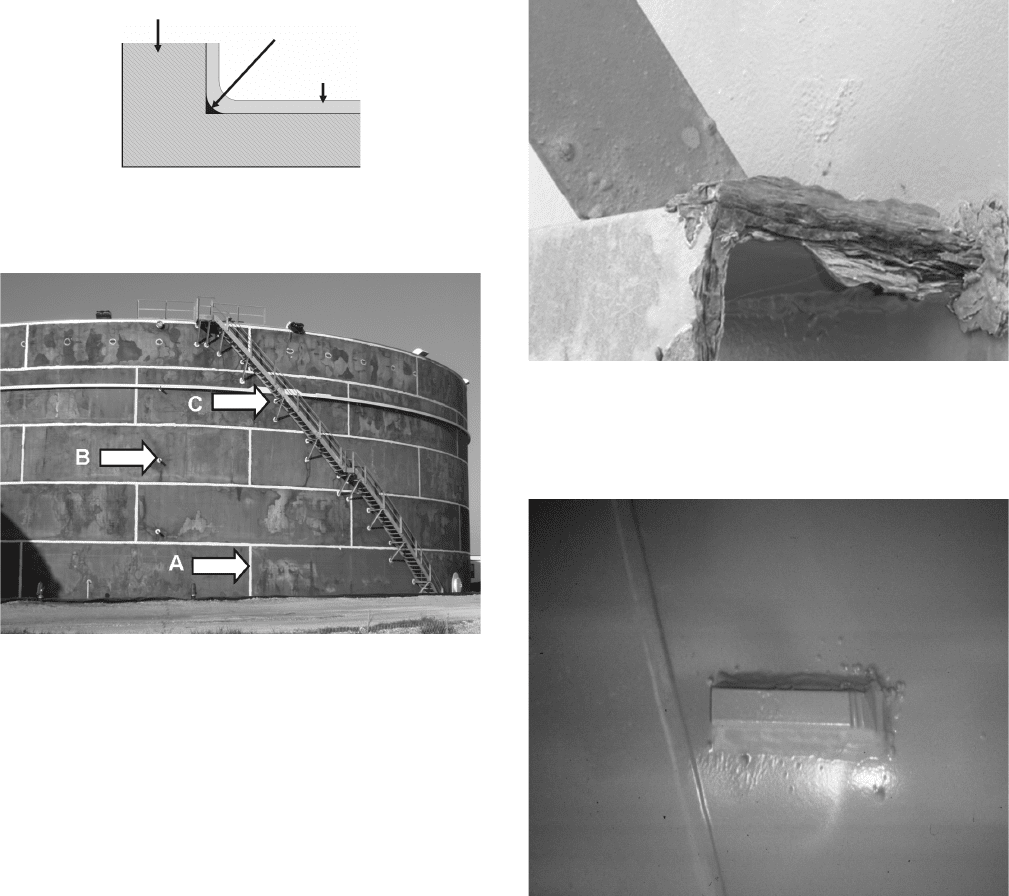
Voids due to bridged - over gouges or coating shrink-
age will collect moisture, especially in immersion service,
and will eventually lead to coating failure. The sharpness
of the gouges or internal corners should be ground
smooth or, in the case of internal corners like those
shown in Figure 6.17 , a rounded weld bead can increase
the radius and provide more surface area for adhesion.
c06.indd 131c06.indd 131 10/29/2010 10:35:44 AM10/29/2010 10:35:44 AM
132 METALLURGY AND CORROSION CONTROL IN OIL AND GAS PRODUCTION
Figure 6.18 Stripe coating prior to painting on an above -
ground storage tank: (a) welds; (b) through - wall fi tting; and
(c) ladder attachments.
Figure 6.19 Flange on the exterior of an above - ground
storage tank. All corrosion was ground away and the edges
were rounded before abrasive blasting and stripe coating.
Figure 6.20 Construction aid on an offshore structure tank
wall that was left in place and stripe coated prior to
overcoating.
Figure 6.17 Void space caused by coating shrinkage.
Steel
Void
Space
Coating
Stripe Coating Certain key locations will remain dif-
fi cult to clean, coat, and inspect. It is common practice
to use stripe coatings in these locations. A stripe coat is
a supplemental coating applied to ensure there is ade-
quate protection of critical areas like fl anges, edges,
welds, and so on.
7
Stripe coats are shown in Figure 6.18 on an above -
ground storage tank under construction. They should be
allowed to set - to - touch before overcoating.
Stripe coats are usually applied by brush or roller to
insure adequate thickness. Their color should contrast
with the substrate and with the overcoat to allow for
easy inspection to insure adequate cover. It is consid-
ered good practice to grind all edges and to extend the
striping at least 1 in. (2.5 cm) from the edges. This is
especially important for maintenance coating, because
exposed edges are more susceptible to corrosion and
are likely to exhibit intergranular exfoliation (Fig. 6.19 ).
Construction aids, such as shown in Figure 6.20 must
also be stripe - coated. While they are designed to be
removed, they are often left in place.
Figure 6.21 shows equipment at a tropical pipeline
receiving station with corrosion on fasteners, fl anges,
welds, and edges. All of these areas need to be ground
smooth and stripe - coated after surface preparation is
completed.
Final Comments on Inspection Most North American
organizations use NACE, ASTM, and SSPC standards
for coatings inspection, while European and other orga-
nizations tend to use ISO standards, which are likely to
be derived from standards originally developed in
c06.indd 132c06.indd 132 10/29/2010 10:35:44 AM10/29/2010 10:35:44 AM

CORROSION CONTROL 133
Figure 6.21 Corrosion on a complicated geometry structure
needing grinding and smoothing plus stripe coating after
surface preparation.
European countries. This practice is changing, and the
trend toward the use of ISO standards is likely to
continue.
17
While standard industrial practice is to develop and
maintain checklists of items to be inspected, these
checklists do not substitute for inquisitive and intelli-
gent inspection teams. Unanticipated situations are
likely to occur on many projects, and it is the responsi-
bility of the inspection organization to bring them to the
attention of the appropriate parties.
Linings, Wraps, Greases, and Waxes
Internal linings, exterior wraps, and greases and waxes
fi nd limited but important uses as oilfi eld coatings.
Linings Linings are relatively thick coatings (paint
layers) or, more commonly, sheet materials adhered to
or in intimate contact with the interior surface of a pipe
or other container. Their purpose is usually to protect
the metal surface from corrosion, although some tubular
product liners are also used to minimize fl ow resistance
and increase production rates — usually on downhole
tubing where inside diameters are restricted and bound-
ary layer effects are signifi cant.
44,45
Linings are often used on tank bottoms and the lower
interior side walls of large storage tanks as well as on
cargo and product holds on ships, fl oating production
storage and offl oading vessels (FPSOs), etc. They are
also used for lining pipelines, injection wells, production
tubing, and other equipment tubular products.
44
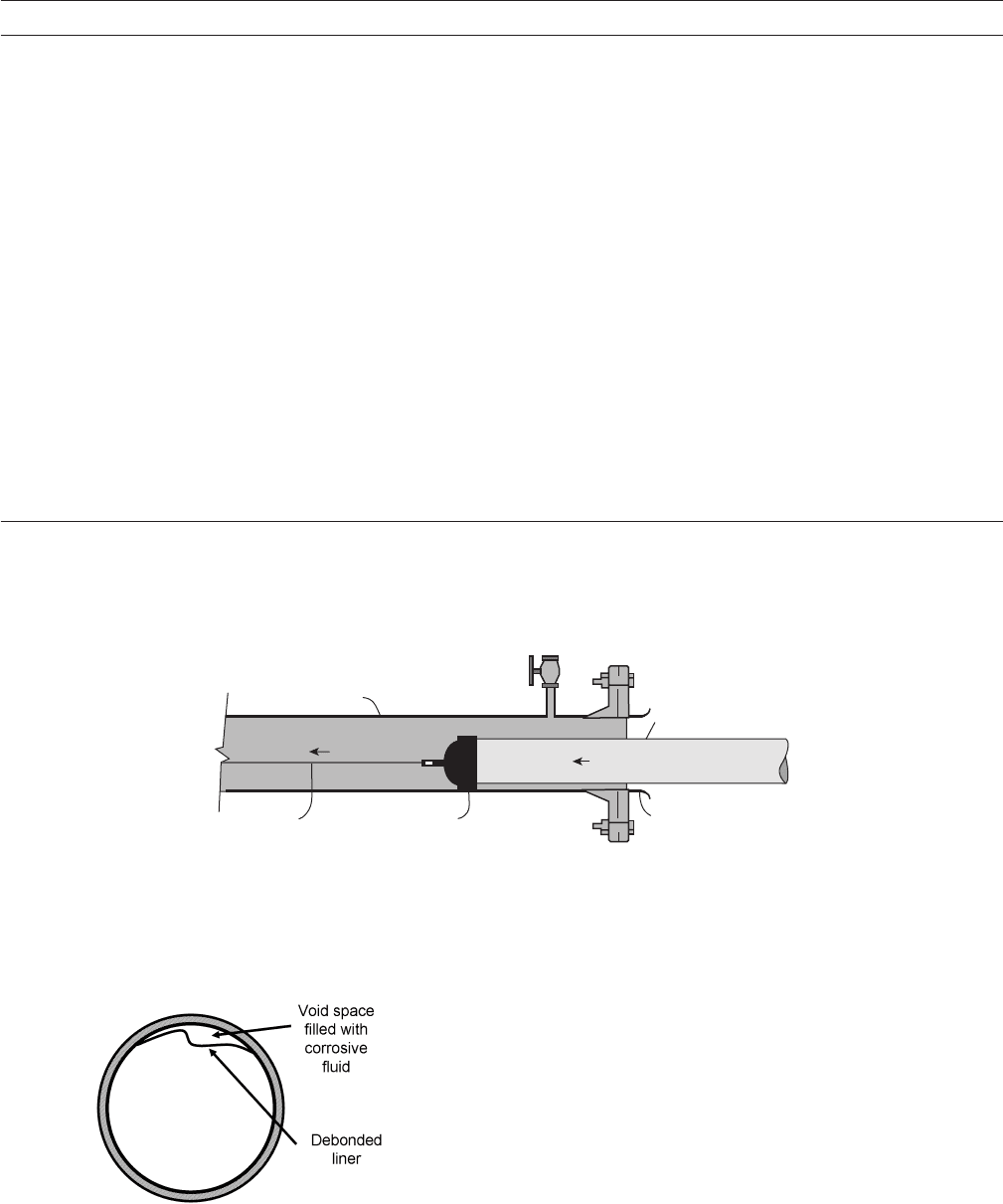
Figure
6.22 shows a lining inside a fl anged pipeline segment.
Figure 6.22 The fl ange end of a liner segment installed in an
oilfi eld pipeline.
46
High - density polyethylene (HDPE) is the most com-
monly used liner material, but other thermoplastic
materials are also used. HDPE liners are used for water
injection pipelines and injection well tubing, for multi-
phase oil and gas gathering lines, sour multiphase crude
product pipelines, and oil transmission lines. Medium -
density polyethylene (MDPE) is used for water disposal
and injection lines, while polyamide 11 (PA - 11), also
known as nylon, fi nds use for elevated temperature sour
gas and multiphase sour hydrocarbon gathering lines.
44
Table 6.12 compares the relative costs of several resins
used for lining offshore topside piping systems.
Many liners are used to prolong the life of existing
structures that have already deteriorated signifi cantly.
This makes surface preparation diffi cult, but the sur-
faces to be lined should be as clean and as obstruction
free as possible. A sizing plate is often run through the
pipeline to confi rm the minimum ID within the host
pipe. Solid liners are then often inserted by pulling them
through the system using an arrangement similar to that
shown in Figure 6.23 . Once the liner has been inserted,
it is expanded against the liner wall, usually by fl uid
pressure. Most liners are thermoplastics, and they will
set after a certain time, conforming to the restraints of
the structure surrounding them.
It is important that liners fi t tightly because gases,
water, and other fl uids will permeate all polymers and
can accumulate at the liner – metal interface. Debonding
of the liner can occur if the fl uid pressure in the system
is suddenly released and the accumulated gas pressure
between the liner and the wall does note permeate
through the liner. Venting systems have been developed
c06.indd 133c06.indd 133 10/29/2010 10:35:45 AM10/29/2010 10:35:45 AM
134 METALLURGY AND CORROSION CONTROL IN OIL AND GAS PRODUCTION
TABLE 6.12 Common Water Analysis Determinations
Determination Produced Water and Other Waters Injection Water Cooling Water Boiler Water
Alkalinity X X X X
Microbiological X X X
Barium O
Calcium X X X O
Carbonate X X X X
Carbon dioxide X O O X
Chloride X X X X
pH X X X O
Hydrogen sulfi d e O
Iron X X X O
Magnesium X X O
Manganese O
Oxygen O O O
Phosphate O O
Silica X X X
Specifi c gravity X X O
Specifi c resistivity X X O X
Strontium O
Sulfate X X O X
Sulfi t e O O
Total dissolved solids X X X X
Zinc O
X, determination usually made.
O, determination occasionally made, for example, manganese counts to correlate with iron counts for corrosion monitoring.
Adapted from table 4.1.
53
Figure 6.23 System for drawing unexpanded liner into a pipeline.
Pulling Head
Wire Cable
Steel Pipeline
Plastic Liner Pipe
Guide Shoe
Figure 6.24 Debonded liner caused by rapid pressure release
in a fl uid piping system.
to prevent high - pressure buildup in the annulus between
the liner and the structure. If the proper venting does
not occur, debonding such as shown in Figures 6.24 and
6.25 may result. Undetected debonding may allow cor-
rosive fl uid accumulation behind the liner. Debonded
liners can also create signifi cant fl ow restrictions.
Monitoring systems for checking the annular pres-
sure behind linings have been noted. Through - wall
X - rays can be used to identify precise locations where
debonding has occurred.
46
Wraps At one time, pipeline wraps were a standard
means of coating the exterior of buried pipelines. Many
years of fi eld experience have shown that this is no
c06.indd 134c06.indd 134 10/29/2010 10:35:45 AM10/29/2010 10:35:45 AM
CORROSION CONTROL 135
Figure 6.25 In - service liner breach failure on a high - pressure
sour gas pipeline.
46
can degrade pipeline coatings and the lack of soil con-
solidation which prevents effective cathodic protection.
The two - layer wrapping system shown in Figure 6.26
includes a mastic tape intended to insure watertight
bonding to the primary coating system, a fusion - bonded
epoxy (FBE). The lighter - colored outer wrapping is
glass - reinforced for mechanical damage protection.
Wraps are also used to protect hard - to - coat areas
such as the bolted fl anges shown in Figure 6.27 .
Reinforced plastic wraps are often used on rigid
piping systems such as the cooling tower piping shown
in Figure 6.28 . These relatively brittle plastics should not
be used on equipment subject to mechanical vibrations
or large thermal excursions because they can crack and
lead to moisture intrusion.
Figure 6.26 Petrolatum tape with glass - reinforced outer
wrap used at the air – soil interface on piping. Photo courtesy
of Denso, Inc.
Figure 6.27 Reinforced wraps used to coat fl anges on above -
ground piping systems.
Figure 6.28 Plastic wrap on cooling tower piping. Photo
courtesy of Denso, Inc .
longer advisable, because any motion of the pipeline is
likely to produce debonding that will expose unpro-
tected metal to the environment and also prevent
cathodic protection from reaching the exposed sub-
strate underneath the debonded wrap. The application
of new long - distance pipeline wraps is now limited to
occasional rehabilitation projects where the economics
of wrapping is considered justifi ed for short - term exten-
sions on projected pipeline use. Wraps are still used
extensively for many other applications, and some of
them are discussed below. Other discussions appear in
the section on pipelines later in this book.
Figure 6.26 shows the application of wraps at the
soil – air interface on pipelines. This is a common area for
corrosion problems because of mechanical stresses that
c06.indd 135c06.indd 135 10/29/2010 10:35:46 AM10/29/2010 10:35:46 AM
136 METALLURGY AND CORROSION CONTROL IN OIL AND GAS PRODUCTION
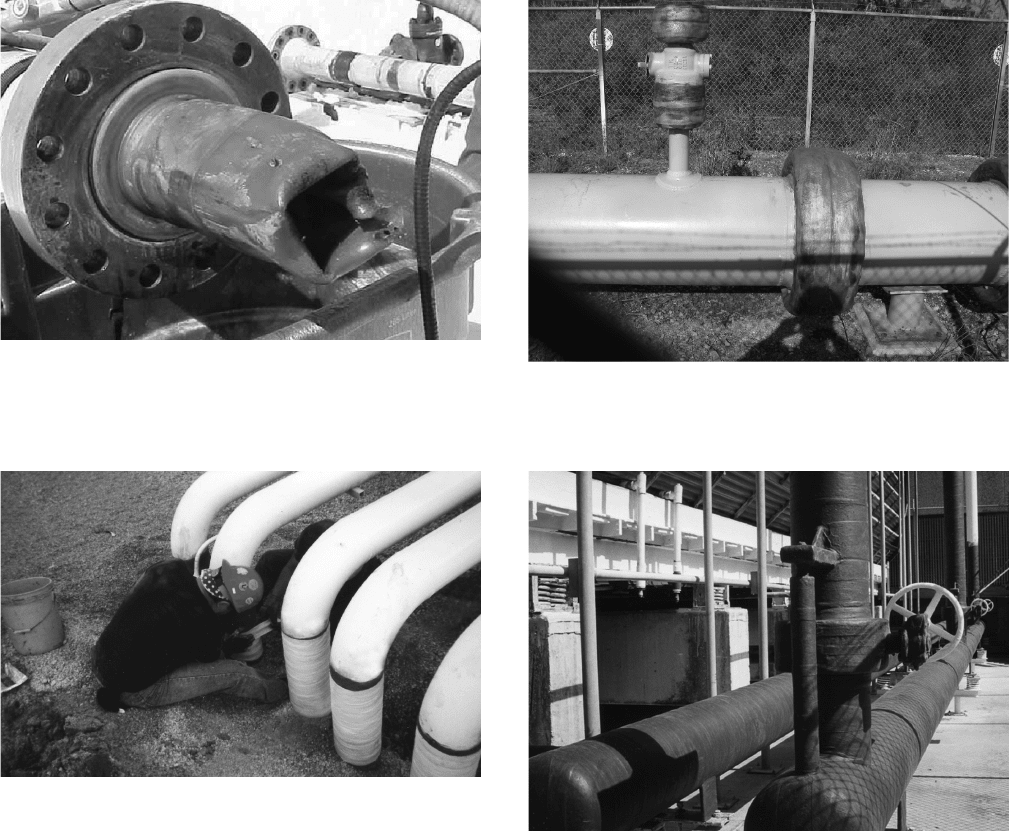
Figure 6.29 Wet valves in a sump on a crude oil pipeline.
Figure 6.30 Waxed tape on a valve in a manhole.
Figure 6.31 Repair wrap being installed on the tidal and
splash zone portions of a marine piling. Photo Courtesy of
Denso, Inc.
Many wet surfaces are so complex and their surface
preparation is so diffi cult that no other coating systems
are appropriate. Figure 6.29 shows valves in an outdoor
sump associated with a tropical - climate crude oil pipe-
line. Wax - fi lled wraps like the ones shown in Figure 6.30
are the preferred means of controlling exterior corro-
sion in these situations. The reinforced wraps are
intended to provide a diffusion barrier against moisture
intrusion, and the hydrophobic nature of the wax fi ller
further reduces water intrusion.
Another advantage of wraps is they can be applied
to wet surfaces with minimal surface preparation. Figure
6.31 shows a swimmer applying a wrap to the underwa-
ter and tidal portions of a marine piling.
Most wraps are intended to be moisture permeation
barriers, but if they are debonded or mechanically
Figure 6.32 Pitting of underground pipeline where wrap was
ineffective in preventing corrosion.
damaged, they often act as electrical insulators prevent-
ing cathodic protection currents from reaching the
exposed metal surface. This happened on the pipeline
shown in Figure 6.32 , and extensive corrosion occurred
underneath the wrap.
It is important that wraps have suffi cient mechanical
strength and substrate adhesion. If they do not, they can
unravel from the structure as shown in Figure 6.33 .
c06.indd 136c06.indd 136 10/29/2010 10:35:47 AM10/29/2010 10:35:47 AM

CORROSION CONTROL 137
Figure 6.33 Low - build nonadhesive wrap coming loose from
above - ground pipeline. Photo courtesy of S. Munoz, Corrosion
y Proteccion, Cuernavaca, Mexico .
Greases and Waxes These materials are hydrophobic
and are often used for temporary coatings to limit cor-
rosion. Waxes are often incorporated into wraps to
enhance their ability to limit moisture migration.
Coatings Failures
All coatings will eventually fail. The reason for the fol-
lowing discussions is to provide some insight into why
these failures occur. If they are the inevitable result of
aging, then the coating system selection, surface prepa-
ration, and application were suitable for the intended
service. If premature problems develop, understanding
why these problems occurred will help coatings profes-
sionals decide how to prevent them in the future. This
understanding may also provide useful information jus-
tifying more expensive surface preparation or inspec-
tion procedures. Surface preparation is usually the most
expensive and most important part of any coating appli-
cation, and corrosion professionals must frequently
justify more expensive procedures to management.
Reasons for coating failures, in their approximate
order of importance, are:
12
•
Poor surface preparation and cleanliness
•
Poor coating application
•
Poor or inadequate inspection
•
Poor specifi cations (both construction and coating)
•
Poor component design
•
Murphy ’ s Law
Remember, most coating systems will work for their
intended environment and most coatings failures are
due to inappropriate surface preparation or application
procedures or conditions.
47,48
Normal Aging Failures Normal protective coating
aging failures may show the following phenonmena:
•
Blistering
•
Checking, alligatoring, or cracking
•
Chalking and discoloration
•
Lifting or undercutting of the paint fi lm
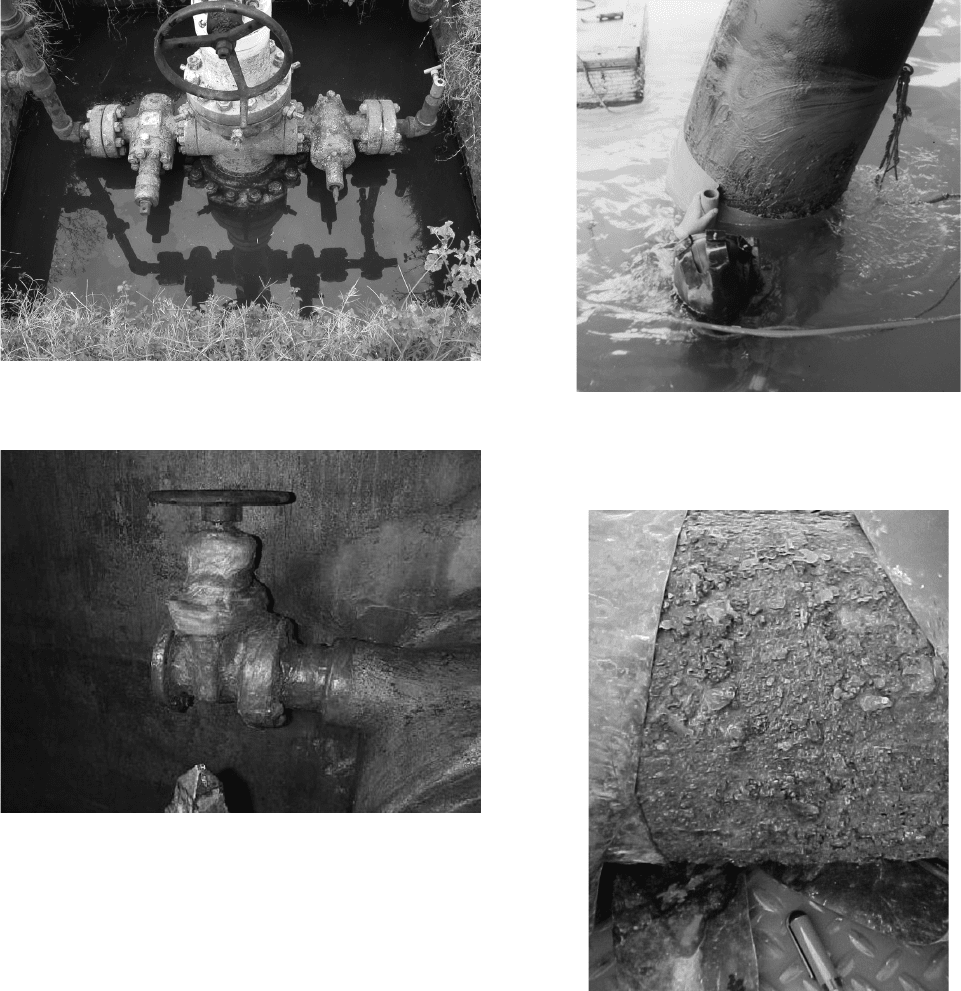
Figure 6.34 shows a marine piling with typical aging
of the protective coating. Several degradation processes
are apparent.
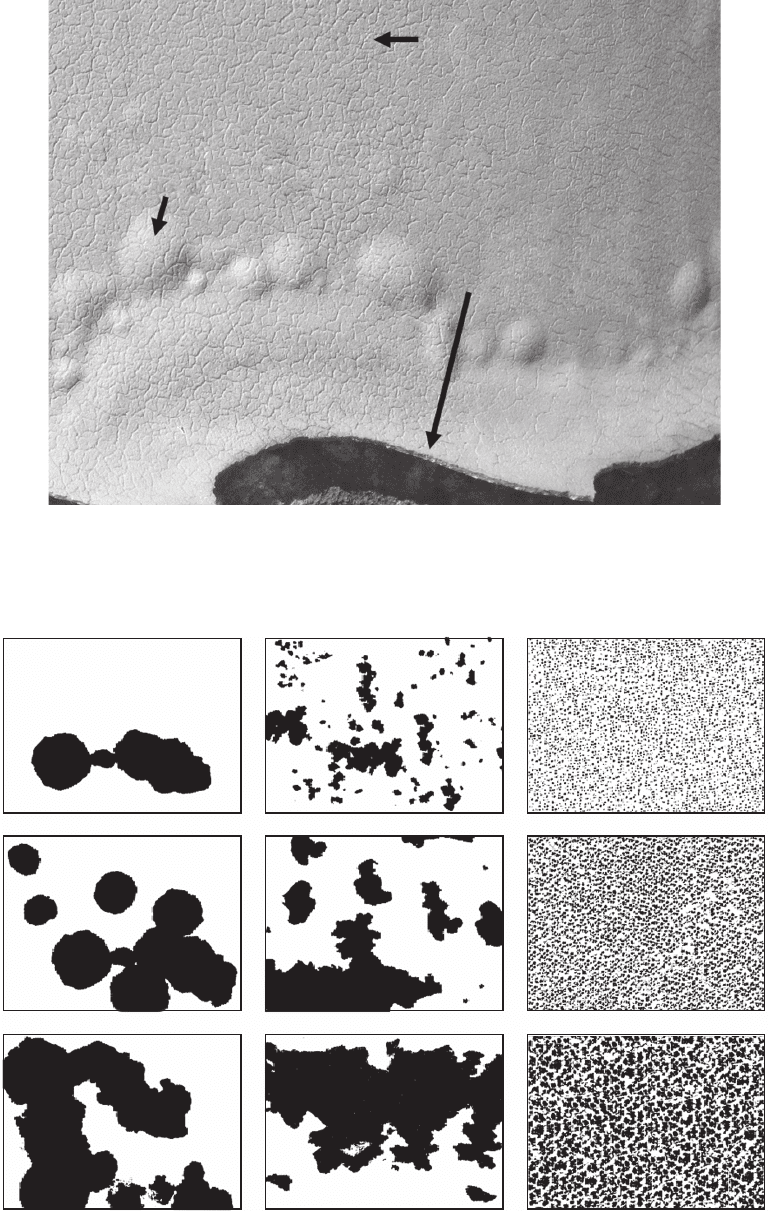
Coatings inspectors are trained to evaluate coatings
degradation in accordance with established interna-
tional standards. Figure 6.35 shows one of many fi gures
from ASTM D 610, one of the standards used to rate
corrosion underneath protective coatings.
49
Blisters may be a normal result of aging coating
systems or they may be early indicators of improper
coating application.
All paint fi lms are permeable to moisture to some
extent. Blistering occurs when the moisture at the fi lm -
to - substrate interface builds up to the extent that pres-
sure is exerted and the coating – substrate interface
debonds. Water will always migrate through the paint
fi lm driven by osmosis, and when the osmotic pressure
within the blister balances the coating adhesion around
the blister circumference, the blister will cease to grow.
Some blisters are associated with areas of corrosion,
which may start at coating holidays, whether these are
from the original coating process or due to mechanical
damage after the coating has set and aged. Most blisters
will show minimal corrosion beneath the blister due to
the high pH of the water that collects in the resulting
cavity. They should not be broken unnecessarily, because
this will remove the protective paint fi lm and allow
more aggressive fl uids to attack the underlying sub-
strate. When blisters occur late in the lifetime of a
coating, they are indications of imminent coating failure.
Figure 6.36 shows blisters on the below - ground
section of a pipeline vent riser. One of the blisters has
been broken to show the uncorroded steel underneath.
If the soil had remained undisturbed by a construction
project, the coating would have continued to provide
corrosion protection for many more years.
Figure 6.37 shows blisters forming near a scratch on
the exterior of a buried pipeline coating. Most of the
coating is undamaged, but blisters are forming parallel
to the scratch, and the coating would eventually debond
and fail. The black spots in the blistered area are where
the blisters have been broken to reveal discolored but
otherwise uncorroded steel.
c06.indd 137c06.indd 137 10/29/2010 10:35:47 AM10/29/2010 10:35:47 AM
138 METALLURGY AND CORROSION CONTROL IN OIL AND GAS PRODUCTION
Figure 6.34 Marine piling with aging coating showing typical aging features and patterns.
Checking
Blisters indicating
incipient failure
Lifting due to
corrosion
undercutting
Figure 6.35 Example of spot rusting pictures from ASTM Standard D 610.
49
Reproduced
with permission of ASTM International.
SPOT RUSTING
Rust Grade 3-S, 16% Rusted Rust Grade 3-G, 16% Rusted Rust Grade 3-P, 16% Rusted
Rust Grade 2-P, 33% RustedRust Grade 2-G, 33% RustedRust Grade 2-S, 33% Rusted
Rust Grade 1-S, 50% Rusted Rust Grade 1-G, 50% Rusted Rust Grade 1-P, 50% Rusted
GENERAL RUSTING PINPOINT RUSTING
c06.indd 138c06.indd 138 10/29/2010 10:35:48 AM10/29/2010 10:35:48 AM