Heinrich J.G., Aldinger F. (Eds.) Ceramic Materials and Components for Engines
Подождите немного. Документ загружается.

-
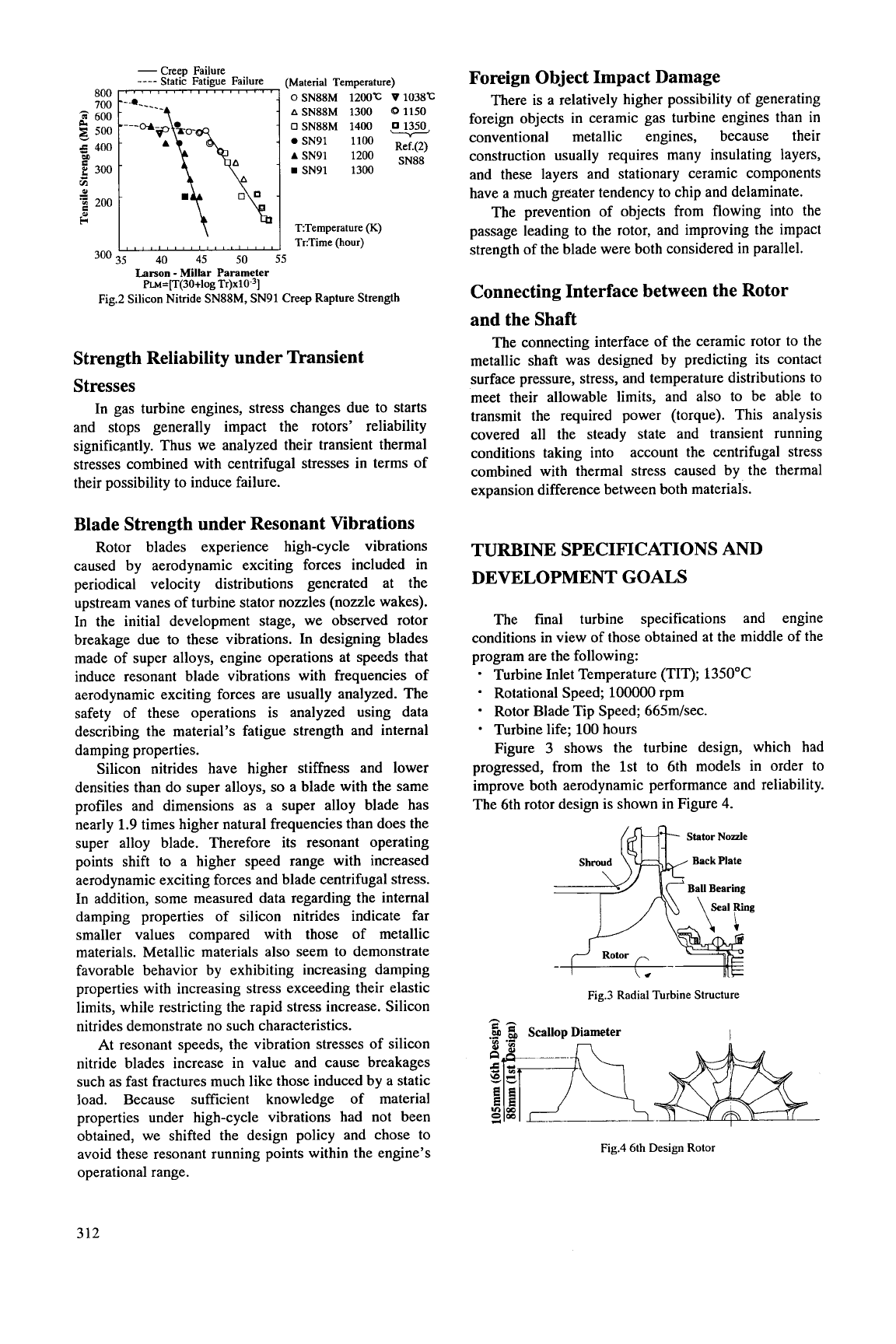
Creep Failure
----
Static Fatigue Failure
(Material Temperature)
OSN88M 12007: VlO387:
ASN88M 1300 01150
0
SNSlM
1400
0
1350
ASN91 1200
SN88
OSNg1
l1O0
x
SN91 1300
TTemperature
(K)
Tr:Time
(hour)
30035
40
45
50
55
Larson
-
Millar Parameter
M=[T(3O+log Tr)~l0-~]
Fig.2 Silicon Nitride
SN88M,
SN91
Creep Rapture Strength
Strength Reliability under Transient
Stresses
In
gas turbine engines, stress changes due to starts
and stops generally impact the rotors' reliability
significantly. Thus we analyzed their transient thermal
stresses combined with centrifugal stresses in terms of
their possibility to induce failure.
Blade Strength under Resonant Vibrations
Rotor blades experience high-cycle vibrations
caused by aerodynamic exciting forces included in
periodical velocity distributions generated at the
upstream vanes of turbine stator nozzles (nozzle wakes).
In
the initial development stage, we observed rotor
breakage due to these vibrations. In designing blades
made of super alloys, engine operations at speeds that
induce resonant blade vibrations with frequencies of
aerodynamic exciting forces are usually analyzed. The
safety of these operations is analyzed using data
describing the material's fatigue strength and internal
damping properties.
Silicon nitrides have higher stiffness and lower
densities than do super alloys,
so
a blade with the same
profiles and dimensions as a super alloy blade has
nearly
1.9
times higher natural frequencies than does the
super alloy blade. Therefore its resonant operating
points shift to a higher speed range with increased
aerodynamic exciting forces and blade centrifugal stress.
In
addition, some measured data regarding the internal
damping properties of silicon nitrides indicate far
smaller values compared with those of metallic
materials. Metallic materials also seem to demonstrate
favorable behavior by exhibiting increasing damping
properties with increasing stress exceeding their elastic
limits, while restricting the rapid stress increase. Silicon
nitrides demonstrate
no
such characteristics.
At resonant speeds, the vibration stresses of silicon
nitride blades increase
in
value and cause breakages
such as fast fractures much like those induced by a static
load. Because sufficient knowledge of material
properties under high-cycle vibrations had not been
obtained, we shifted the design policy and chose to
avoid these resonant running points within the engine's
operational range.
312
Foreign Object Impact Damage
There is a relatively higher possibility of generating
foreign objects in ceramic gas turbine engines than
in
conventional metallic engines, because their
construction usually requires many insulating layers,
and these layers and stationary ceramic components
have a much greater tendency to chip and delaminate.
The prevention
of
objects from flowing into the
passage leading to the rotor, and improving the impact
strength of the blade were both considered
in
parallel.
Connecting Interface between the Rotor
and the Shaft
The connecting interface of the ceramic rotor to the
metallic shaft was designed by predicting its contact
surface pressure, stress, and temperature distributions to
meet their allowable limits, and also to be able to
transmit the required power (torque). This analysis
covered all the steady state and transient running
conditions taking into account the centrifugal stress
combined with thermal stress caused by the thermal
expansion difference between both materials.
TURBINE SPECIFICATIONS
AND
DEVELOPMENT
GOALS
The final turbine specifications and engine
conditions in view of those obtained at the middle of the
program are the following:
-
Turbine Inlet Temperature (TIT);
1350°C
-
Rotational Speed;
100000
rpm
*
Rotor Blade Tip Speed; 665mlsec.
Turbine life;
100
hours
Figure
3
shows the turbine design, which had
progressed, from the
1st
to 6th models
in
order to
improve both aerodynamic performance and reliability.
The 6th rotor design is shown
in
Figure
4.
Fig.3 Radial Turbine Structure
--
.%
6
ScallopDiameter
I
Fig.4 6th Design Rotor
analysis to obtain failure probabilities, and linking these
calculation codes was considerably effective.
Centrifugal and thermal stress analyses, and vibration
DESIGN AND DEVELOPMENT TASKS
FOR ROTATIONAL STRENGTH AND
LIFE
Tasks and Development Steps
Temperature and elastic stress were first analyzed
after generating the FEM model based
on
the
aerodynamic design data. By applying these
temperature and stress distributions to reliability
analyses using strength properties of the material test
pieces, the average life and rupture speed, and failure
probability at a rotational speed can be calculated.
These analyses also show the rotor's failure probability
distributions and the most probable point of failure.
Design modifications after reviewing the results of these
analyses were repeated
until
the design goals were
achieved.
In
parallel with the design process, the design's
required manufacturing technology was also evaluated
and incorporated into the design. A manufactured
component's strength and reliability depends
on
the
efficiency and accuracy of the manufacturing processes.
In
order to evaluate the manufacturing processes, the
following characteristics and materials were tested.
0
Strength of test pieces cut out from blocks
manufactured together with the rotors.
@
Strength of test pieces cut out from manufactured
rotors.
@
Rotating burst strength of the rotors
The burst tests were conducted by spinning at room
temperature (cold spin tests) and at high temperatures
(hot spin tests) corresponding to the rated running
conditions. The cold spin tests were carried out in order
to study optimum factors in manufacturing processes for
the initial phase of manufacturing together with test
piece evaluations by
a,@.
After establishment of the
processes, the cold spin tests were performed for quality
assurance
of
the manufactured rotors. The hot spin tests
provided short-term burst strength data under the same
temperature conditions as those performed
in
the engine
tests. These data were compared with the analyzed
values and the burst strength data from the cold spin
tests, and the design and manufacturing processes were
then reviewed. The hot spin tests were also conducted
to confirm the rotor's reliability (proof tests) before
delivering them to the next development step which
included endurance tests and engine performance tests.
Design and Evaluation Method
Temperature, elastic stress, and vibration analysis
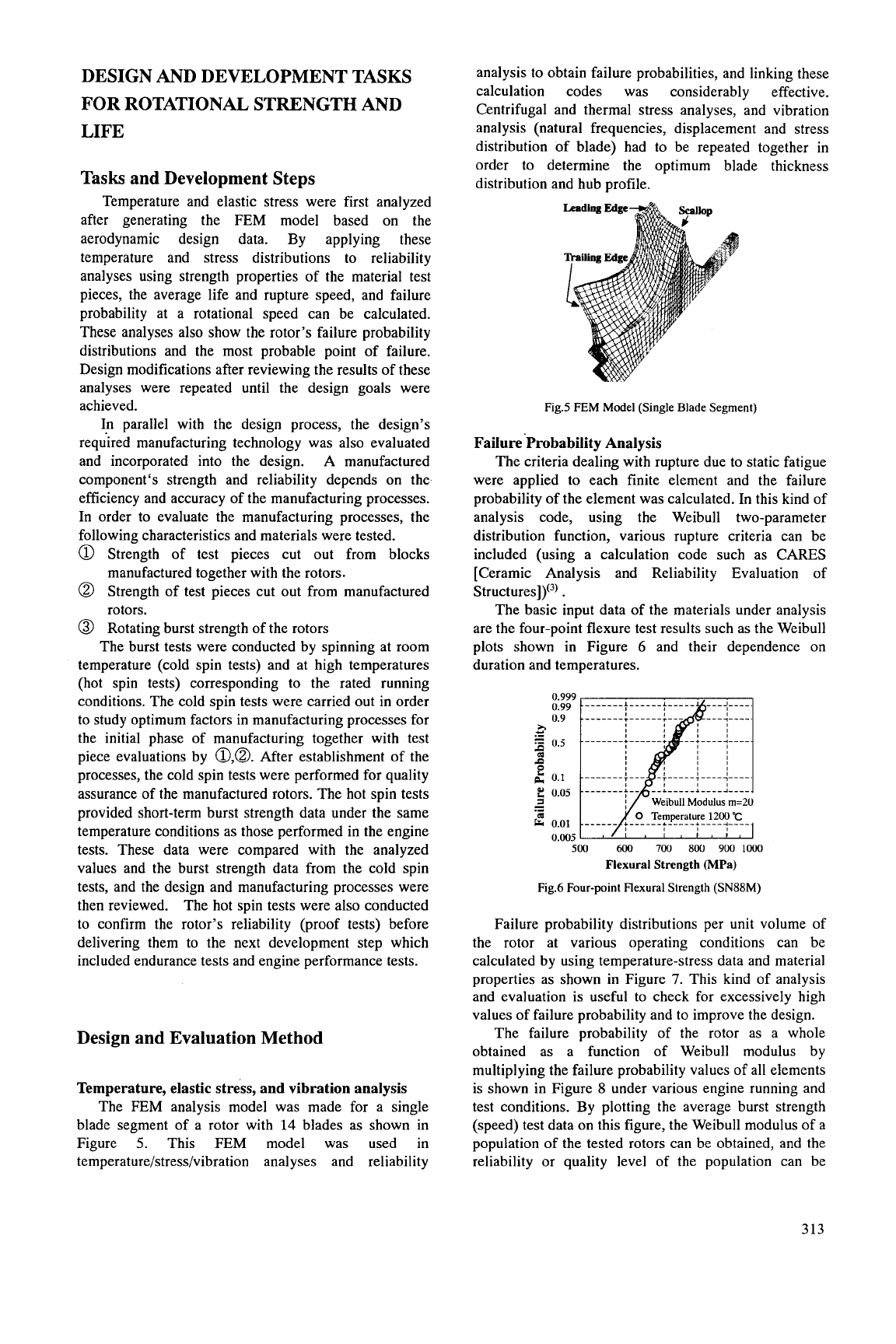
The FEM analysis model was made for a single
blade segment of a rotor with
14
blades as shown
in
Figure
5.
This FEM model was used in
temperature/stress/vibration
analyses and reliability
-
analysis (natural frequencies, displacement and stress
distribution of blade) had to be repeated together
in
order to determine the optimum blade thickness
distribution and hub profile.
Fig.5 FEM Model (Single Blade Segment)
Failure'Probability Analysis
The criteria dealing with rupture due to static fatigue
were applied to each finite element and the failure
probability of the element was calculated.
In
this kind of
analysis code, using the Weibull two-parameter
distribution function, various rupture criteria can be
included (using a calculation code such as CARES
[Ceramic Analysis and Reliability Evaluation of
Structures])(3)
.
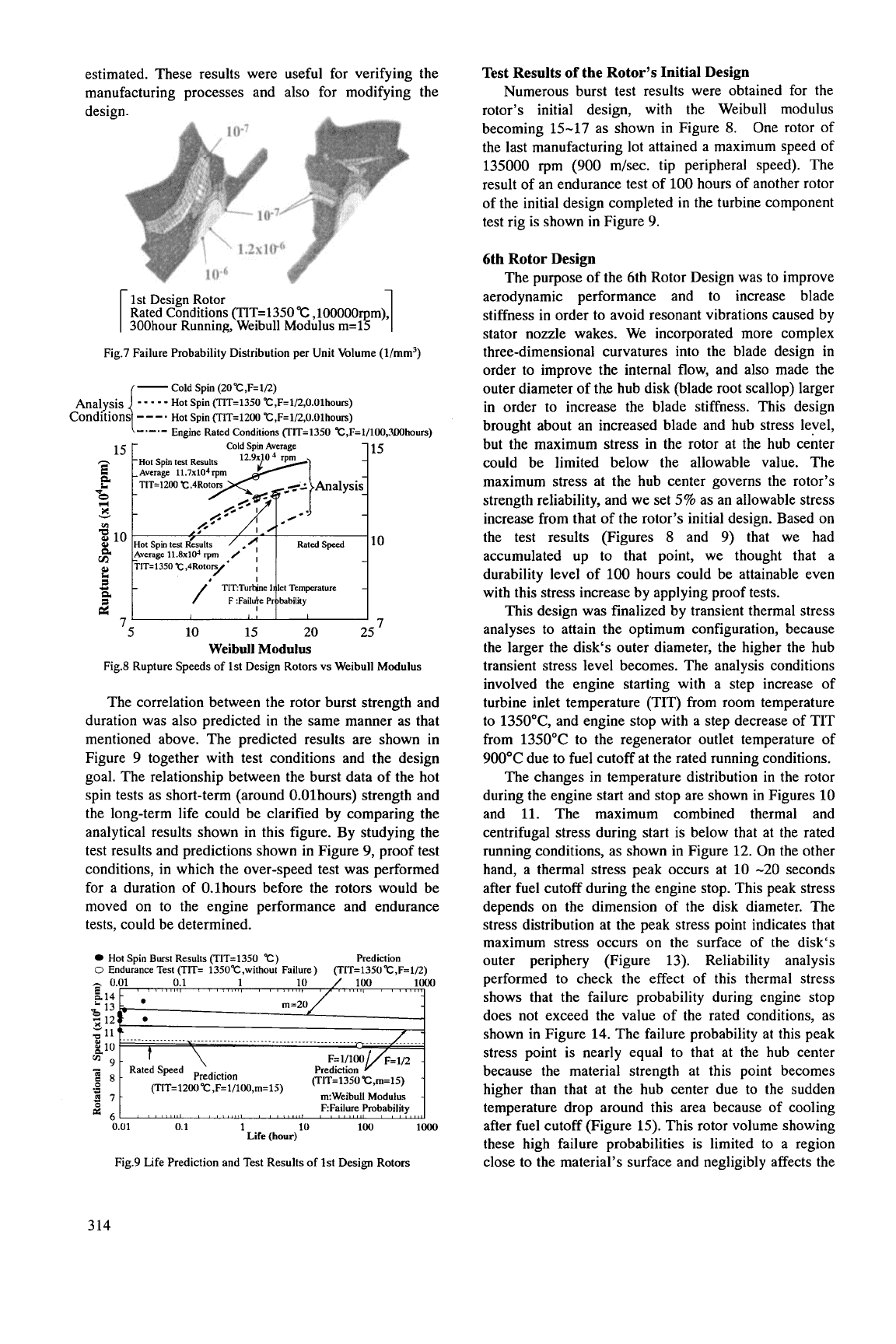
The basic input data of the materials under analysis
are the four-point flexure test results such as the Weibull
plots shown in Figure
6
and their dependence
on
duration and temperatures.
500
600
700 800
900
lo00
Flexural Strength
(MPa)
Fig.6 Four-point Flexural Strength
(SN88M)
Failure probability distributions per
unit
volume of
the rotor at various operating conditions can be
calculated by using temperature-stress data and material
properties as shown in Figure
7.
This kind of analysis
and evaluation
is
useful to check for excessively high
values of failure probability and to improve the design.
The failure probability of the rotor as a whole
obtained as a function of Weibull modulus by
multiplying the failure probability values of all elements
is shown
in
Figure
8
under various engine running and
test conditions. By plotting the average burst strength
(speed) test data
on
this figure, the Weibull modulus of
a
population
of
the tested rotors can be obtained, and the
reliability or quality level of the population can be
313
estimated. These results were useful for verifying
manufacturing processes and also for modifying
design.
15
*
3
x
!
lo
2
2
v-
a
c)-
a
7
2
v
-15
Cold
Spm
Average
Hot
Spin
test
Results
12'9x10
Ti"
!TIT=I200 Average
11.7xlO'rpm
t,4Ro&kalysii
Hot
Spintestik
/$
RatedSpecd
10
Average
Il.8xld
'pm
/
I
%T=1350
"C,4ROtOrs/'
I
I
I
,.'
-
-
/
TITTurbe litlet Tempcrature
-
F :FailUte Pmbability
I
I,
I
the
the
Rated
Conditions (TIT=1350
"C
,100000
m),
1st Design Rotor
300hour Running, Weibull Modulus
m=8
1
Fig.7 Failure Probability Distribution per Unit Volume
(l/mm')
The correlation between the rotor burst strength and
duration was also predicted
in
the same manner as that
mentioned above. The predicted results are shown in
Figure
9
together with test conditions and the design
goal. The relationship between the burst data of the hot
spin tests as short-term (around
0.Olhours)
strength and
the long-term life could be clarified by comparing the
analytical results shown in this figure. By studying the
test results and predictions shown in Figure
9,
proof test
conditions, in which the over-speed test was performed
for a duration of 0.lhours before the rotors would be
moved
on
to the engine performance and endurance
tests, could be determined.
0
Hot Spin Burst Results (TIT=1350
"c)
0
Endurance Test (TIT= 1350"c.without Failure)
Prediction
flIT=1350"c.F=lR)
Prediction
(TIT=1350 "c,m=15)
m:Weibull Modulus
FFailure Probability
.- (TIT=1200 "c,F=1/100,m=l5)
0.01 0.1 1 10 100
Life
(hour)
Test Results
of
the Rotor's Initial Design
Numerous burst test results were obtained for the
rotor's initial design, with the Weibull modulus
becoming
15-17
as shown
in
Figure
8.
One rotor of
the last manufacturing lot attained a maximum speed of
135000
rpm
(900
m/sec. tip peripheral speed). The
result of an endurance test of
100
hours of another rotor
of the initial design completed
in
the turbine component
test rig is shown
in
Figure
9.
6th Rotor Design
The purpose of the 6th Rotor Design was to improve
aerodynamic performance and to increase blade
stiffness
in
order to avoid resonant vibrations caused by
stator nozzle wakes. We incorporated more complex
three-dimensional curvatures into the blade design
in
order to improve the internal flow, and also made the
outer diameter of the hub disk (blade root scallop) larger
in order to increase the blade stiffness. This design
brought about an increased blade and hub stress level,
but the maximum stress in the rotor at the hub center
could be limited below the allowable value. The
maximum stress at the hub center governs the rotor's
strength reliability, and we set
5%
as an allowable stress
increase from that of the rotor's initial design. Based
on
the test results (Figures
8
and
9)
that we had
accumulated up to that point, we thought that a
durability level of
100
hours could be attainable even
with this stress increase by applying proof tests.
This design was finalized by transient thermal stress
analyses to attain the optimum configuration, because
the larger the disk's outer diameter, the higher the hub
transient stress level becomes. The analysis conditions
involved the engine starting with a step increase of
turbine inlet temperature (TIT) from room temperature
to
1350"C,
and engine stop with a step decrease of TIT
from
1350°C
to the regenerator outlet temperature of
900°C
due to fuel cutoff at the rated running conditions.
The changes in temperature distribution
in
the rotor
during the engine start and stop are shown in Figures
10
and
11.
The maximum combined thermal and
centrifugal stress during start is below that at the rated
running conditions, as shown in Figure
12.
On
the other
hand, a thermal stress peak occurs at
10
-20
seconds
after fuel cutoff during the engine stop. This peak stress
depends on the dimension of the disk diameter. The
stress distribution at the peak stress point indicates that
maximum stress occurs
on
the surface of the
disk's
outer periphery (Figure
13).
Reliability analysis
performed to check the effect of this thermal stress
shows that the failure probability during engine stop
does not exceed the value of the rated conditions, as
shown in Figure
14.
The failure probability at this peak
stress point is nearly equal to that at the hub center
because the material strength at this point becomes
higher than that at the hub center due to the sudden
temperature drop around this area because of cooling
after fuel cutoff (Figure
15).
This rotor volume showing
these high failure probabilities is limited to a region
Fig.9 Life Prediction and Test Results
of
1st Design Rotors
close to the material's surface and negligibly affects the
3
14
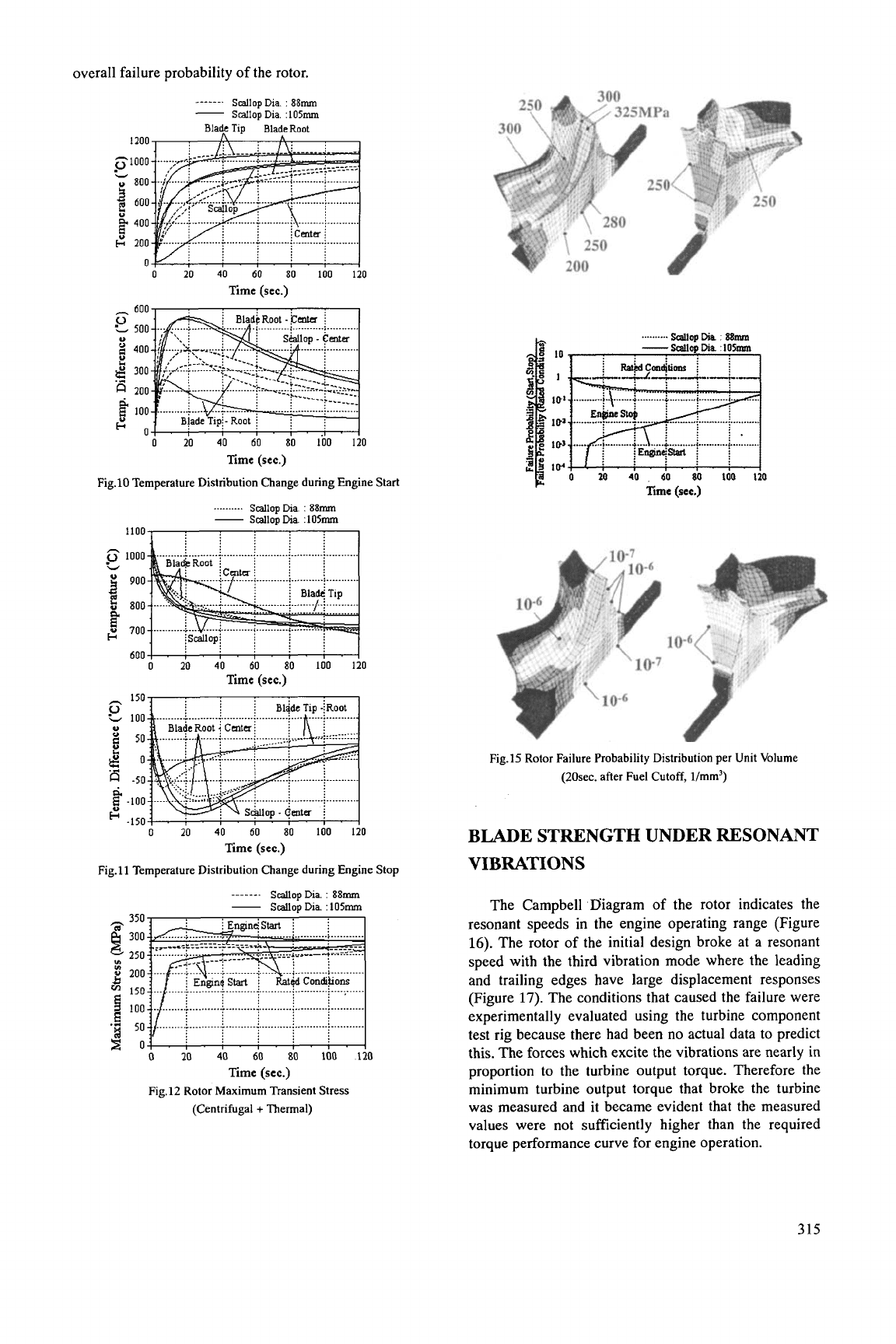
overall failure probability of
the
rotor.
Scallop
Dia.
:
88mm
-
Scallop
Dia.
:
105mm
Blade Tio BladeRoot
- - -
-.
.
0
20
40
60
80
100
120
Time (scc.)
0
20
40
60
80
100
120
lime (scc.)
Fig.10 Temperature Distribution Change during Engine Start
..........
Scallop
Dia
:
88mm
-
Scallop
Dia.
:
IOSmm
1100
0
20
40
60 80
100
120
Time
(see.)
0
20
40
60
80
100
120
Time
(sec.)
Fig.11 Temperature Distribution Change during Engine Stop
_..
- -
-.
Scallop Dia.
:
88mm
-
Scallop
Dia.
:
105mm
0
20
40
60 80
100
120
Time
(SCC.)
Fig.12 Rotor Maximum Transient Stress
(Centrifugal
+
Thermal)
..........
smuopDia:8&Nn
-
SCallopDia.
:1osmmr
10
1
10'
102
I
u3
Iu4
0
20
40
.
60
80
100
120
Time
(see.)
Fig.15 Rotor Failure Probability Distribution per Unit Volume
(20sec. after Fuel Cutoff, l/mm3)
BLADE STRENGTH UNDER RESONANT
VIBRATIONS
The Campbell Diagram
of
the rotor indicates the
resonant speeds in the engine operating range (Figure
16).
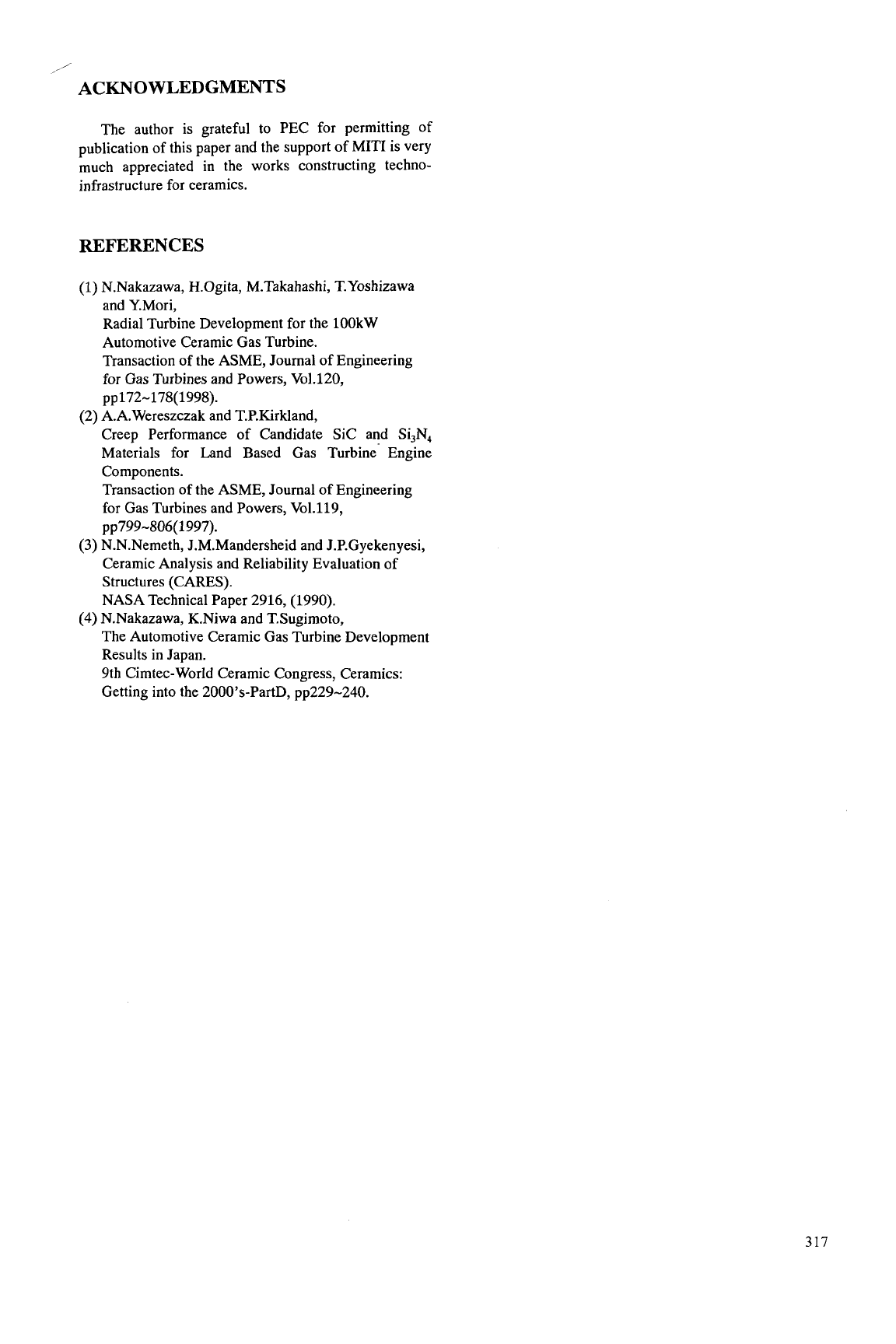
The rotor of the initial design broke at a resonant
speed with the third vibration mode where the leading
and trailing edges have large displacement responses
(Figure
17).
The conditions that caused the failure were
experimentally evaluated using the turbine component
test rig because there had been
no
actual data
to
predict
this. The forces which excite the vibrations are nearly in
proportion to the turbine output torque. Therefore the
minimum turbine output torque that broke the turbine
was measured and it became evident that the measured
values were not sufficiently higher than the required
torque performance curve for engine operation.
315
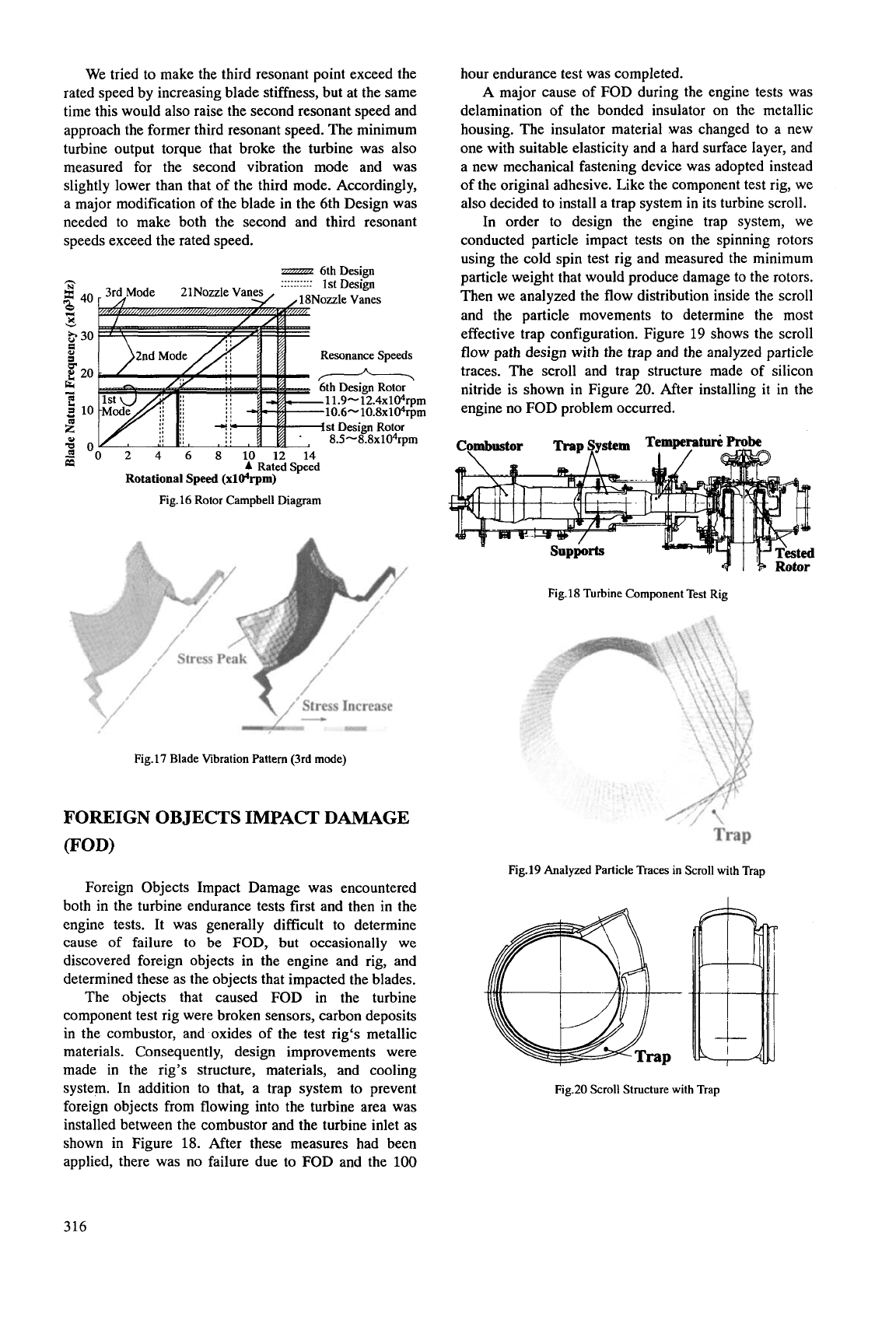
We tried to make the third resonant point exceed the
rated speed by increasing blade stiffness, but at the same
time this would also raise the second resonant speed and
approach the former third resonant speed. The minimum
turbine output torque that broke the turbine was also
measured for the second vibration mode and was
slightly lower than that of the third mode. Accordingly,
a major modification of the blade in the 6th Design was
needed to make both the second and third resonant
speeds exceed the rated speed.
mmzz
6th Design
-
Y
2
10
z"
1st
Desib
Nozzle Vanes
. . .
.
. . . . .
.
. . .
.
.
.
....
Mode 21Nozzle Va
Resonance Speeds
0
2
4
6 8101214
A
Rated Speed
Fig.16 Rotor Campbell Diagram
Rotational
Speed (xlo'rpm)
Stress
Increase
Fig.17 Blade Vibration Pattern (3rd
mode)
FOREIGN OBJECTS IMPACT DAMAGE
POD)
Foreign Objects Impact Damage was encountered
both in the turbine endurance tests first and then in the
engine tests. It was generally difficult to determine
cause
of
failure
to
be
FOD,
but
occasionally we
discovered foreign objects in the engine and rig, and
determined these as the objects that impacted the blades.
The objects that caused FOD in the turbine
component test rig were broken sensors, carbon deposits
in the combustor, and oxides of the test rig's metallic
materials. Consequently, design improvements were
made in the rig's structure, materials, and cooling
system.
In
addition to that, a trap system to prevent
foreign objects from flowing into the turbine area was
installed between the combustor and the turbine inlet as
shown in Figure
18.
After these measures had been
applied, there was no failure due to FOD and the
100
hour endurance test was completed.
A major cause of FOD during the engine tests was
delamination of the bonded insulator
on
the metallic
housing. The insulator material was changed to a new
one with suitable elasticity and a hard surface Iayer, and
a new mechanical fastening device was adopted instead
of the original adhesive. Like the component test rig, we
also decided to install a trap system
in
its turbine scroll.
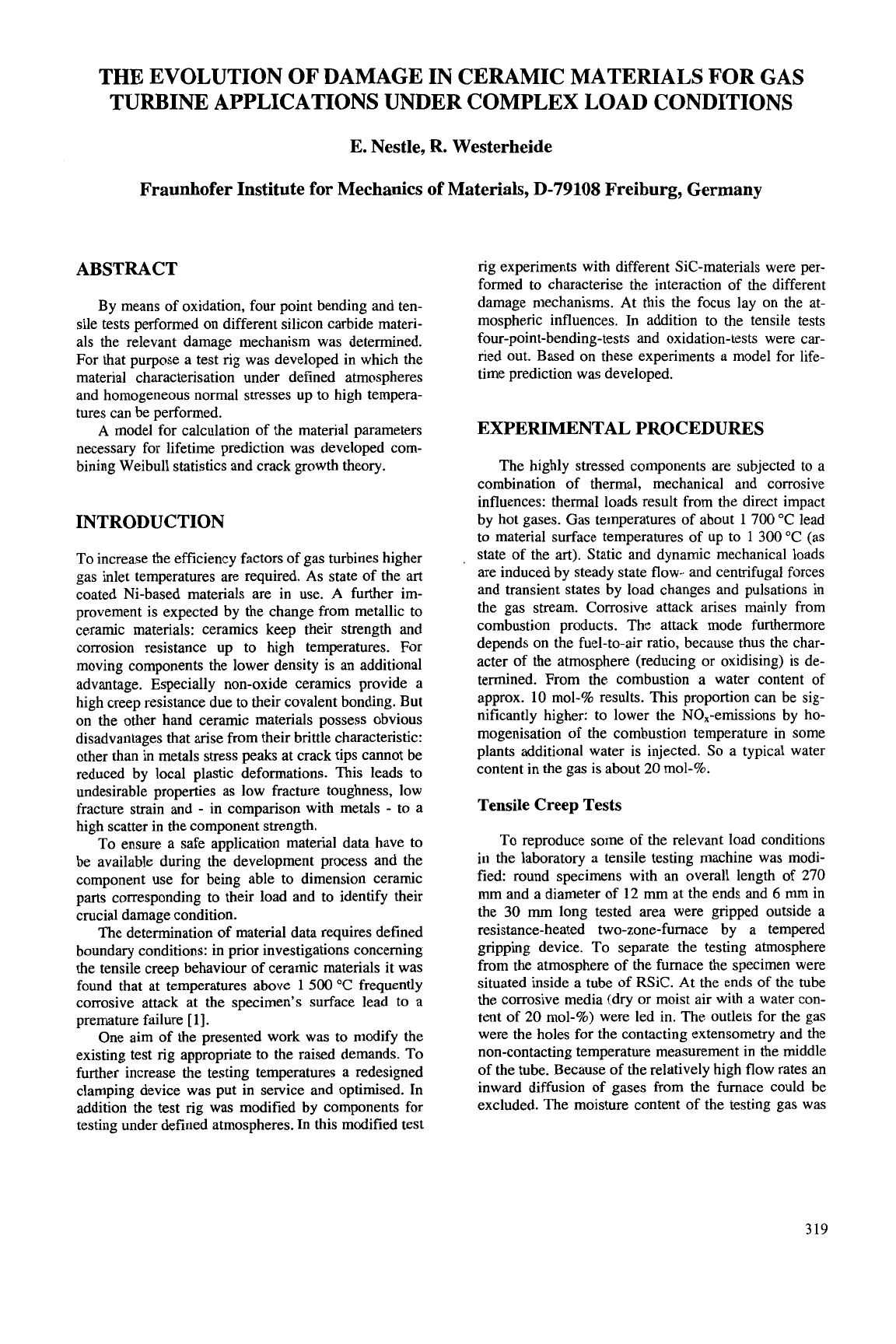
In order to design the engine trap system, we
conducted particle impact tests on the spinning rotors
using the cold spin test rig and measured the minimum
particle weight that would produce damage to the rotors.
Then we analyzed the flow distribution inside the scroll
and the particle movements to determine the most
effective trap configuration. Figure
19
shows the scroll
flow path design with
the
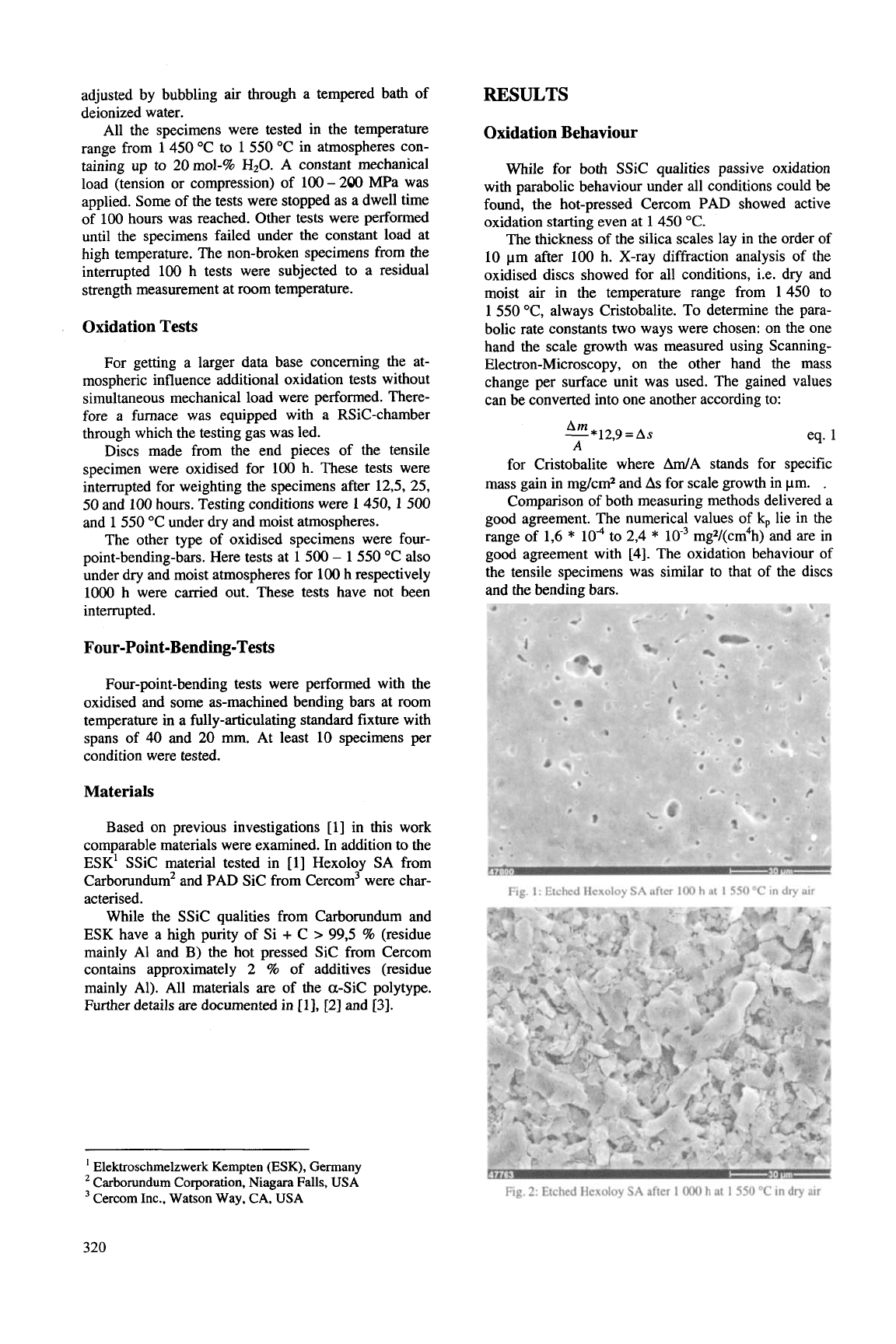
trap and the analyzed particle
traces. The scroll and trap structure made of silicon
nitride
is
shown in Figure
20.
After installing
it
in
the
engine no FOD problem occurred.
c~mbustor
~rpp
system Temp96
~IX
c-
4
I
9
Rotor
Fig.18 Turbine Component Test Rig
Fig.19 Analyzed Particle Traces
in
Scroll with Trap
Fig.20 Scroll Structure with Trap
316
/
ACKNOWLEDGMENTS
The author is grateful to PEC for permitting of
publication of this paper and the support
of
MITI is very
much appreciated in the works constructing techno-
infrastructure for ceramics.
REFERENCES
(1) N.Nakazawa, H.Ogita, M.Takahashi, T.Yoshizawa
and Y.Mori,
Radial Turbine Development for the lOOkW
Automotive Ceramic Gas Turbine.
Transaction
of
the ASME, Journal of Engineering
for Gas Turbines and Powers, V01.120,
pp172-178(1998).
(2) A.A.Wereszczak and T.P.Kirkland,
Creep Performance
of
Candidate Sic and Si,N,
Materials for Land Based Gas Turbine’ Engine
Components.
Transaction
of
the ASME, Journal
of
Engineering
for Gas Turbines and Powers, Vo1.119,
pp799-806(1997).
(3)
N.N.Nemeth, J.M.Mandersheid and J.P.Gyekenyesi,
Ceramic Analysis and Reliability Evaluation
of
Structures (CARES).
NASA Technical Paper 2916, (1990).
The Automotive Ceramic Gas Turbine Development
Results
in
Japan.
9th Cimtec-World Ceramic Congress, Ceramics:
Getting into the 2000’s-PartD, pp229-240.
(4)
N.Nakazawa, K.Niwa and T.Sugimoto,
317

This Page Intentionally Left Blank
THE EVOLUTION OF DAMAGE IN CERAMIC MATERIALS FOR GAS
TURBINE APPLICATIONS UNDER COMPLEX LOAD CONDITIONS
E. Nestle, R. Westerheide
Fraunhofer Institute for Mechanics of Materials, D-79108 Freiburg, Germany
ABSTRACT
By means of oxidation, four point bending and ten-
sile tests performed on different silicon carbide materi-
als the relevant damage mechanism was determined.
For that purpose a test rig was developed in which the
material characterisation under defined atmospheres
and homogeneous normal stresses up to high tempera-
tures can be performed.
A model for calculation of the material parameters
necessary for lifetime prediction was developed com-
bining Weibull statistics and crack growth theory.
INTRODUCTION
To
increase the efficiency factors of gas turbines higher
gas inlet temperatures are required. As state of the art
coated Ni-based materials are in use.
A
further im-
provement is expected by the change from metallic to
ceramic materials: ceramics keep their strength and
corrosion resistance up to high temperatures. For
moving components the lower density is an additional
advantage. Especially non-oxide ceramics provide a
high creep resistance due to their covalent bonding. But
on the other hand ceramic materials possess obvious
disadvantages that arise from their brittle characteristic:
other than in metals stress peaks at crack tips cannot be
reduced by local plastic deformations. This leads to
undesirable properties as low fracture toughness, low
fracture strain and
-
in comparison with metals
-
to a
high scatter in the component strength.
To ensure a safe application material data have to
be available during the development process and the
component use for being able to dimension ceramic
parts corresponding to their load and to identify their
crucial damage condition.
The determination of material data requires defined
boundary conditions: in prior investigations concerning
the tensile creep behaviour
of ceramic materials it was
found that at temperatures above
1
500
"C frequently
corrosive attack at the specimen's surface lead to
a
premature failure
[I].
One aim of the presented work was to modify the
existing test rig appropriate
to
the raised demands.
To
further increase the testing temperatures a redesigned
clamping device was put in service and optimised. In
addition the test rig was modified by components for
testing under defined atmospheres. In this modified test
rig experiments with different Sic-materials were per-
formed to characterise the interaction of the different
damage mechanisms. At this the focus lay on the at-
mospheric influences. In addition to the tensile tests
four-point-bending-tests and oxidation-tests were car-
ried out. Based on these experiments a model for life-
time prediction was developed.
EXPERIMENTAL PROCEDURES
The highly stressed components are subjected to a
combination
of
thermal, mechanical and corrosive
influences: thermal loads result from the direct impact
by hot gases. Gas temperatures of about
1
700
"C lead
to material surface temperatures of up to
1
300
"C (as
state of the
art).
Static and dynamic mechanical loads
are induced by steady state flow- and centrifugal forces
and transient states by load changes and pulsations
in
the gas stream. Corrosive attack arises mainly from
combustion products. The attack mode furthermore
depends on the fuel-to-air ratio, because thus the char-
acter of the atmosphere (reducing or oxidising) is de-
termined. From the combustion a water content of
approx.
10
mol-% results. This proportion can be sig-
nificantly higher: to lower the NO,-emissions by ho-
mogenisation of the combustion temperature in some
plants additional water is injected.
So
a typical water
content in the gas is about
20
mol-%.
Tensile
Creep
Tests
To
reproduce some of the relevant load conditions
in the laboratory a tensile testing machine was modi-
fied: round specimens with an overall length of
270
mm and a diameter of
12
mm at the ends and
6
mm in
the
30
mm
long tested area were gripped outside a
resistance-heated two-zone-furnace by a tempered
gripping device.
To
separate the testing atmosphere
from the atmosphere of the furnace the specimen were
situated inside a tube of RSiC. At the ends of the tube
the corrosive media (dry or moist air with a water con-
tent of
20
mol-%) were led in. The outlets for the gas
were the holes for the contacting extensometry and the
non-contacting temperature measurement in the middle
of the tube. Because of the relatively high flow rates an
inward diffusion of gases from the furnace could be
excluded. The moisture content of the testing gas was
319
adjusted by bubbling air through a tempered bath of
deionized water.
All the specimens were tested in the temperature
range from 1 450 "C to 1 550 "C in atmospheres con-
taining up
to
2Omol-%
H20.
A constant mechanical
load (tension or compression) of
100
-
290 MPa was
applied. Some of the tests were stopped as a dwell time
of
100
hours was reached. Other tests were performed
until the specimens failed under the constant load at
high temperature. The non-broken specimens from the
interrupted
100
h tests were subjected to a residual
strength measurement at room temperature.
Oxidation Tests
For getting a larger data base concerning the at-
mospheric influence additional oxidation tests without
simultaneous mechanical load were performed. There-
fore a furnace was equipped with
a
RSiC-chamber
through which the testing gas was led.
Discs made from the end pieces of the tensile
specimen were oxidised for 100 h. These tests were
interrupted for weighting the specimens after 12,5, 25,
50
and 100 hours. Testing conditions were 1 450,l 500
and
1
550 "C under dry and moist atmospheres.
The other type of oxidised specimens were four-
point-bending-bars. Here tests at 1
500
-
1 550 "C also
under dry and moist atmospheres for 100 h respectively
1000 h were carried out. These tests have not been
interrupted.
Four-Point-Bending-Tests
Four-point-bending tests were performed with the
oxidised and some as-machined bending bars at room
temperature in a fully-articulating standard fixture with
spans of 40 and
20
mm.
At least 10 specimens per
condition were tested.
Materials
Based on previous investigations
[l]
in this work
comparable materials were examined.
In
addition to the
ESK'
SSiC material tested in
[l]
Hexoloy SA from
Carborundum2 and PAD Sic from Cercom3 were char-
acterised
.
While the SSiC qualities from Carborundum and
ESK
have a high purity of Si
+
C
>
993
%
(residue
mainly A1 and
B)
the hot pressed Sic from Cercom
contains approximately
2
%
of
additives (residue
mainly Al). All materials are of the a-Sic polytype.
Further details are documented
in
[ll,
[21
and
C31.
'
Elektroschmelzwerk Kempten (ESK), Germany
Carborundum Corporation,
Niagara
Falls, USA
Cercom Inc., Watson Way,
CA,
USA
RESULTS
Oxidation Behaviour
While for both SSiC qualities passive oxidation
with parabolic behaviour under all conditions could be
found, the hot-pressed Cercom PAD showed active
oxidation starting even at
1
450 "C.
The thickness of the silica scales lay in the order of
10 pm after
100
h. X-ray diffraction analysis of the
oxidised discs showed for all conditions, i.e. dry and
moist air in the temperature range from 1450 to
1
550 "C, always Cristobalite.
To
determine the para-
bolic rate constants two ways were chosen: on the one
hand the scale growth was measured using Scanning-
Electron-Microscopy, on the other hand the mass
change per surface unit was used. The gained values
can be converted into one another according to:
Am
A
-
*12,9
=
AS
eq. 1
for Cristobalite where AmlA stands for specific
mass gain in mg/cm2 and
As
for scale growth in pm.
.
Comparison of both measuring methods delivered a
good agreement. The numerical values of k, lie in the
range of 1,6
*
10" to 2,4
*
10" mgz/(cm4h) and are in
good agreement with [4]. The oxidation behaviour of
the tensile specimens was similar to that of the discs
and the bending bars.
Fig.
1:
Etched Hexoloy
SA
after
100
h
at
1
550
"C
in
dry
air
Fig.
2:
Etched Hexoloy
SA
after
1
OOO
h
at
1
550
"C
in
dry
air
320
By etching in hydrofluoric acid the Si02-scale was
dissolved for analysing the surface damage of the oxi-
dised specimens. While the surfaces after the inter-
rupted oxidation tests up to
100
h did not show a sig-
nificant difference concerning the surface modification,
pores found in the uninfluenced material must be the
origin of fracture.
Subcritical crack growth starting from these mate-
rial inherent defects was found to be the active damage
mechanism.
after
1000
h oxidation at
1
550 "C a plane, continuous
attack could be seen. The pitting visible in Fig.
1
does
not result from selective corrosion but from material
inherent defects. Fig. 2 shows the same material after
1
000
h oxidation time.
Flexural Strength
Four-point-bending tests have only been performed
on the Hexoloy SA material. The comparison of the
strength values with and without preceding oxidation
shows that for all oxidation conditions and times the
strength is increased by
8
-
20
%.
Similar results for
Hexoloy SA are reported in [5]. As an explanation
oxidation induced crack healing of surface damage
resulting from machining is mentioned. Long term
oxidation does not seem to weaken the material by
pitting. Fracture analysis of the oxidised bending bars
revealed that no pitting occurs by oxidation under these
conditions.
Creep Deformation
Creep behaviour of the Hexoloy
SA
material inves-
tigated in this work was found to be similar to the
ESK
material tested in [l]. While the creep rates of the two
materials differ by a factor of approximately two (for
example at 1
550
"C,
100
MPa; Hexoloy
SA:
dddt
=
2,Ol
*
lo-',
ESK
SSiC: dddt
=
4,00
*
lo-')
the creep
exponents and the activation energies are quite similar
(about n
=
2, Qact.
=
500 kJ/(mol
K)).
This also indi-
cates a similar creep mechanism: creep is supposed to
be controlled by grain boundary diffusion processes
without changing to self-diffusion at the temperatures
investigated.
Concerning the Cercom PAD HP-Sic no compara-
ble values could be measured, because even at tem-
peratures of 1450 "C the strong corrosive attack re-
sulted in premature failure by surface damage.
Damage Mechanism
Unlike than reported for testing in undefined fur-
nace atmospheres
[l]
in this research fracture of
Hexoloy SA and
ESK
SSiC did not occur due to sur-
face damage. Exclusion
of
the furnace atmosphere
provides the opportunity
for
testing creep and crack
growth mechanisms without premature failure by a
changed flaw population at the surface due to atmos-
pheric influences.
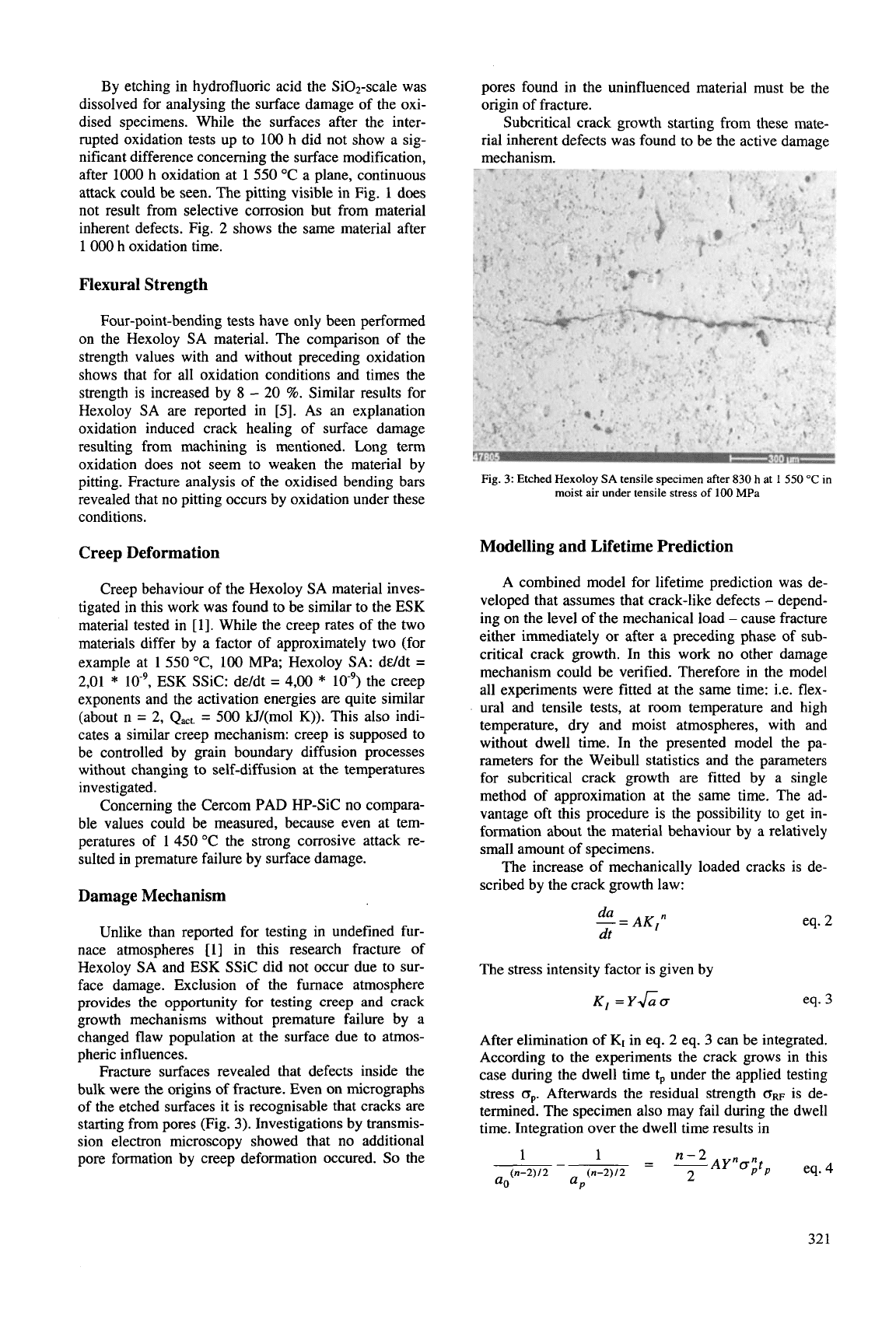
Fracture surfaces revealed that defects inside the
bulk were the origins of fracture. Even on micrographs
of the etched surfaces it
is
recognisable that cracks are
starting from pores (Fig.
3).
Investigations by transmis-
sion electron microscopy showed that no additional
pore formation by creep deformation occured.
So
the
Fig.
3:
Etched Hexoloy
SA
tensile specimen after
830
h
at
1
550
"C
in
moist air under tensile stress of
100
MPa
Modelling and Lifetime Prediction
A combined model for lifetime prediction was de-
veloped that assumes that crack-like defects
-
depend-
ing on the level of the mechanical load
-
cause fracture
either immediately or after a preceding phase of sub-
critical crack growth. In this work no other damage
mechanism could be verified. Therefore in the model
all experiments were fitted at the same time: i.e. flex-
ural and tensile tests, at room temperature and high
temperature, dry and moist atmospheres, with and
without dwell time. In the presented model the pa-
rameters for the Weibull statistics and the parameters
for subcritical crack growth are fitted by a single
method of approximation at the same time. The ad-
vantage oft this procedure is the possibility to get
in-
formation about the material behaviour by a relatively
small amount of specimens.
The increase of mechanically loaded cracks is de-
scribed by the crack growth law:
da
--
-
AK,"
dt
eq. 2
The stress intensity factor is given by
K,
=Y&o
eq.
3
After elimination of
Kr
in eq.
2
eq.
3
can be integrated.
According to the experiments the crack grows in this
case during the dwell time
t,
under the applied testing
stress
o,,.
Afterwards the residual strength
DRF
is de-
termined. The specimen also may fail during the dwell
time. Integration over the dwell time results in
n-2
2
AYno;tp
eq.4
-
--
1
-
1
(n-2)
I2
(n-2)I
2
a0
aP
32
1